Inconel 625 ofrece una resistencia a la corrosión superior a la del Inconel 825 en casi todos los entornos químicos agresivos, con un número equivalente de resistencia a las picaduras (PREN) de 51 frente a 32 para la aleación 825, lo que la convierte en la opción preferida para el agua de mar, los ácidos reductores y el servicio de ácidos mixtos altamente oxidantes. El Inconel 825 ofrece una protección adecuada contra la corrosión con un coste de material entre 40% y 60% inferior, lo que lo convierte en la elección racional para entornos moderadamente corrosivos como el ácido sulfúrico, el ácido fosfórico y el agua de mar ligeramente contaminada. La elección incorrecta de uno u otro cuesta a los operadores una media de $180.000 a $340.000 por parada imprevista en las instalaciones de procesamiento químico.
¿Cuáles son las diferencias fundamentales de composición entre Inconel 625 e Inconel 825?
Todas las diferencias de rendimiento entre estas dos aleaciones se remontan a la composición. Hemos analizado los fallos por corrosión de ambas aleaciones en los sectores del petróleo y el gas, el procesamiento químico y los entornos marinos, y en prácticamente todos los casos, la causa principal fue la falta de correspondencia entre la capacidad de composición de la aleación y el entorno de servicio real. Comprender la base metalúrgica de cada aleación evita ese desajuste.
Inconel 625: El sistema de níquel-cromo-molibdeno de alto rendimiento
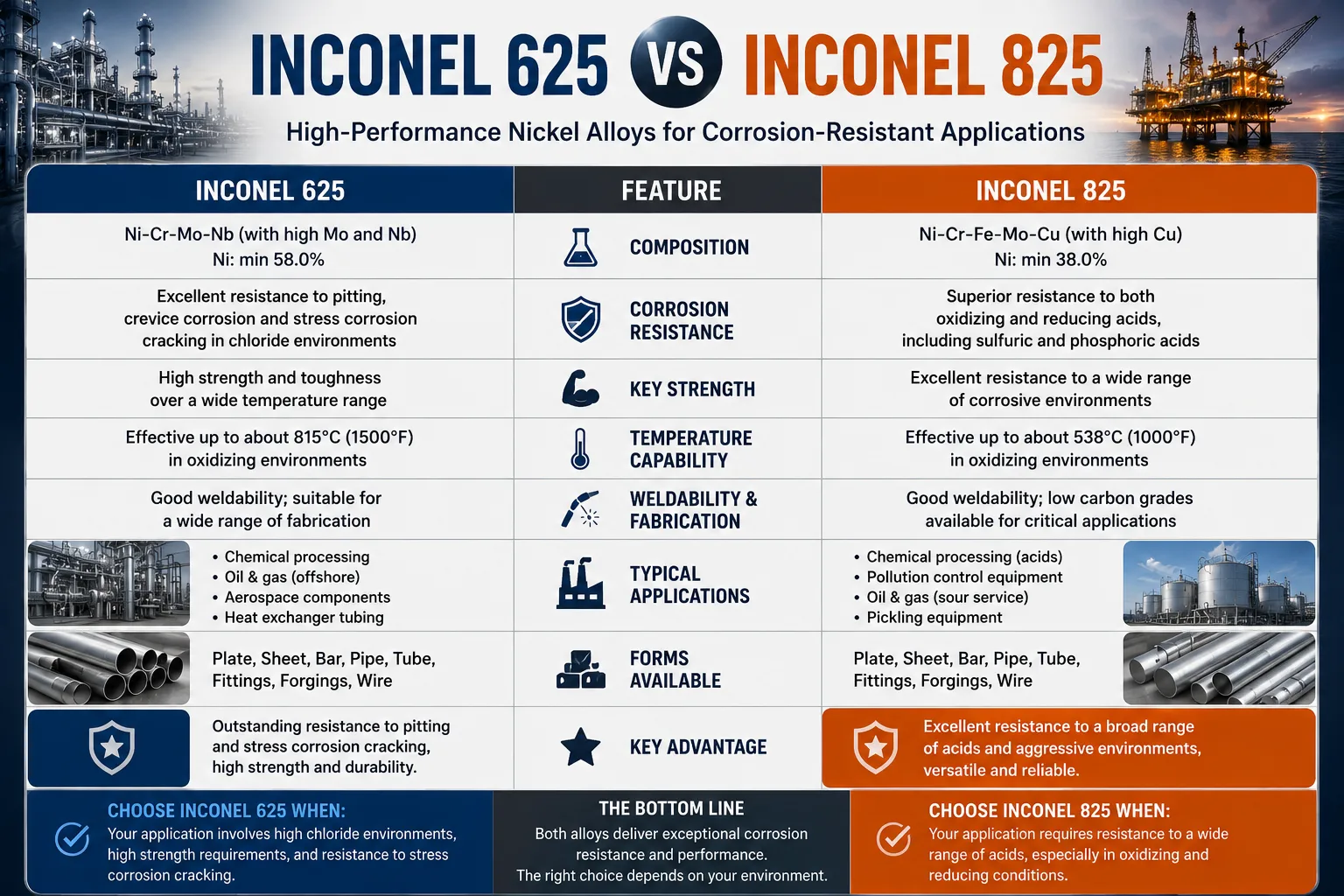
El Inconel 625 (UNS N06625, ASTM B443/B444/B446, AMS 5666) fue desarrollado por Special Metals Corporation (ahora parte de PCC) e introducido en la década de 1960. Su composición nominal es de aproximadamente 58% de níquel como mínimo, 20% a 23% de cromo, 8% a 10% de molibdeno, 3,15% a 4,15% de niobio más tántalo, con el hierro limitado a 5% como máximo, el cobalto a 1% como máximo y el carbono a 0,10% como máximo.
La sinergia trielemental de níquel, cromo y molibdeno en Inconel 625 crea una película de óxido pasiva de excepcional estabilidad y cinética de repasivación. El cromo proporciona la película pasiva primaria (Cr2O3), el molibdeno estabiliza esta película en condiciones reductoras y en presencia de cloruros (una función crítica), y el níquel proporciona la matriz austenítica que resiste los ataques oxidantes y reductores. La adición de niobio se incluyó originalmente para evitar la sensibilización durante la soldadura, función que desempeña eficazmente al ligar el carbono como NbC en lugar de permitir la precipitación de carburo de cromo en los límites de grano.
El contenido de molibdeno de 8% a 10% es la característica de composición más importante que distingue a Inconel 625 de la mayoría de las aleaciones de la competencia. El molibdeno mejora drásticamente la resistencia a la corrosión por picaduras y grietas en entornos que contienen cloruros, suprimiendo la reacción de disolución anódica en los lugares donde se inician las picaduras y acelerando la repasivación.
Inconel 825: El sistema hierro-níquel-cromo-molibdeno
El Inconel 825 (UNS N08825, ASTM B423/B424/B425/B426) se desarrolló como una aleación de níquel rentable para entornos en los que los aceros inoxidables austeníticos son inadecuados pero no es necesaria toda la capacidad de aleaciones como el Inconel 625. Su composición nominal contiene 38% a 46% de níquel. Su composición nominal contiene 38% a 46% de níquel, 19,5% a 23,5% de cromo, 2,5% a 3,5% de molibdeno, 1,5% a 3% de cobre, 0,6% a 1,2% de titanio, con un equilibrio de hierro (aproximadamente 22% de Fe), y un máximo de carbono de 0,05%.
Cabe destacar varias características de la composición del Inconel 825. En primer lugar, su contenido de níquel (38% a 46%) es sustancialmente inferior al níquel 58%+ del Inconel 625. Este es el factor principal de la diferencia de coste y también la razón principal de su menor resistencia en entornos ácidos fuertemente reductores, en los que el contenido de níquel está directamente correlacionado con la resistencia a la corrosión. En segundo lugar, el contenido de molibdeno de 2,5% a 3,5% es aproximadamente un tercio del de Inconel 625, lo que limita significativamente la resistencia a la corrosión por picaduras y grietas en entornos con cloruros. En tercer lugar, la adición de cobre (de 1,5% a 3%) se centra específicamente en la resistencia a los ácidos no oxidantes (en particular, el ácido sulfúrico diluido y el ácido fluorhídrico), lo que supone una mejora con respecto al Inconel 625 en entornos ácidos específicos en los que la pasivación con cobre es beneficiosa.
La adición de titanio (0,6% a 1,2%) en el Inconel 825 tiene la misma finalidad que el niobio en el Inconel 625: estabiliza la aleación contra la sensibilización durante la soldadura formando TiC preferentemente sobre el carburo de cromo. La menor especificación de carbono (0,05% máx. frente a 0,10% máx. para IN625) reduce aún más el riesgo de sensibilización.
| Elemento de composición | Inconel 625 (wt%) | Inconel 825 (wt%) | Importancia funcional |
|---|---|---|---|
| Níquel (Ni) | 58% min | 38-46% | Matriz de corrosión; reducción de la resistencia a los ácidos |
| Cromo (Cr) | 20-23% | 19.5-23.5% | Película pasiva; resistencia a los ácidos oxidantes |
| Molibdeno (Mo) | 8-10% | 2.5-3.5% | Resistencia a la corrosión por picaduras y grietas |
| Hierro (Fe) | 5% máx | Equilibrio (~22%) | Dilución costosa; cierta resistencia al HNO3 |
| Niobio + Tántalo (Nb+Ta) | 3.15-4.15% | Ninguno | Prevención de la sensibilización a la soldadura (IN625) |
| Cobre (Cu) | Ninguna especificada | 1.5-3.0% | Resistencia a los ácidos no oxidantes (IN825) |
| Titanio (Ti) | 0,4% máx | 0.6-1.2% | Estabilización frente a sensibilización (IN825) |
| Carbono (C) | 0,10% máx | 0,05% máx | C menor reduce el riesgo de sensibilización |
| PREN (calculado) | ~51 | ~32 | Resistencia a la picadura métrica |
| Designación UNS | N06625 | N08825 | Identificación estándar |
PREN = %Cr + 3,3×%Mo + 16×%N (fórmula simplificada sin término de nitrógeno para estas aleaciones).
¿Cómo se comparan las resistencias a la corrosión por picaduras y por grietas?
La corrosión por picaduras y grietas son los modos de fallo por corrosión localizada más comunes para las aleaciones de níquel en servicio industrial, y son la principal diferenciación entre Inconel 625 e Inconel 825 en entornos que contienen cloruros.
Número equivalente de resistencia a la picadura: ¿Qué significan los números?
El número equivalente de resistencia a las picaduras (PREN) es un índice derivado de la composición que predice la resistencia relativa a las picaduras en ambientes clorados. La fórmula comúnmente aplicada a las aleaciones de níquel es:
PREN = %Cr + 3,3 × %Mo + 30 × %N
Utilización de composiciones nominales de punto medio:
- Inconel 625: PREN ≈ 21,5 + (3,3 × 9) = 21,5 + 29,7 = ~51.2
- Inconel 825: PREN ≈ 21,5 + (3,3 × 3) = 21,5 + 9,9 = ~31.4
Esta diferencia PREN de aproximadamente 20 unidades representa una enorme diferencia en la resistencia práctica a las picaduras. A modo de comparación, el acero inoxidable 316L estándar tiene un PREN de aproximadamente 24, el inoxidable dúplex 2205 tiene un PREN de aproximadamente 35 y el superdúplex 2507 tiene un PREN de aproximadamente 43. El Inconel 625 tiene un PREN de 51, lo que lo sitúa entre las aleaciones más resistentes a las picaduras disponibles en el mercado. El PREN de 51 del Inconel 625 lo sitúa entre las aleaciones comerciales más resistentes a las picaduras.
Pruebas de temperatura crítica de picadura
Los ensayos electroquímicos de laboratorio cuantifican la resistencia a las picaduras mediante la temperatura crítica de picadura (CPT), la temperatura más baja a la que se produce un crecimiento estable de picaduras en una solución de ensayo de cloruro normalizada (normalmente ASTM G150 utilizando 1M NaCl):
- Inconel 625 CPT: por encima de 80°C (el ensayo ASTM G150 no suele iniciar la picadura incluso a 85°C de punto de ebullición).
- Inconel 825 CPT: aproximadamente 40°C a 50°C en 1M NaCl.
Esta laguna no es académica. En los sistemas de producción de petróleo en alta mar, donde el agua de mar (aproximadamente 3,5% NaCl, equivalente a unos 0,6M NaCl) entra en contacto con las tuberías a temperaturas que oscilan entre 5°C (submarina) y 80°C (agua producida a partir de formaciones calientes), el Inconel 825 puede estar funcionando cerca o por encima de su CPT en servicio de agua caliente producida, mientras que el Inconel 625 permanece muy por debajo de su CPT en las mismas condiciones.
Corrosión en grietas: El modo de fallo dependiente de la geometría
La corrosión por intersticios, que se produce debajo de las juntas, en las conexiones roscadas y entre superficies superpuestas, suele iniciarse a temperaturas más bajas que la corrosión por picaduras, ya que la geometría restringida crea condiciones locales de acidez y falta de oxígeno que son más agresivas que la solución general. Los valores de la Temperatura Crítica de Fisuración (CCT) suelen ser entre 15 °C y 30 °C inferiores a la CPT para una aleación determinada.
Para el Inconel 625, la CCT en agua de mar es de aproximadamente 0 °C a 10 °C, lo que significa que la corrosión por picaduras o grietas no se produce esencialmente a temperaturas ambiente del agua de mar en aplicaciones marinas típicas. En el caso del Inconel 825, la CCT en agua de mar es de aproximadamente 15°C a 25°C, lo que significa que puede producirse corrosión por grietas a las temperaturas típicas de funcionamiento de las plataformas marinas en las que el agua caliente producida entra en contacto con el agua de mar exterior (Sedriks, A.J., Corrosión de los aceros inoxidables, Wiley, 1996).
| Resistencia a la corrosión Parámetro | Inconel 625 | Inconel 825 | Referencia |
|---|---|---|---|
| PREN (calculado) | ~51 | ~32 | Fórmula de composición |
| CPT en 1M NaCl (ASTM G150) | >80°C | 40-50°C | Pruebas electroquímicas |
| CCT en agua de mar | ~0-10°C | ~15-25°C | Datos publicados sobre corrosión |
| Potencial de picadura (vs SCE, 3,5% NaCl, 25°C) | >+400 mV | De +50 a +150 mV | Exploración potenciodinámica |
| Agua de mar: Adecuada a la temperatura | ~85°C | ~40°C (limpio) | Límite de aplicación práctica |
| ASTM G48 (6% FeCl3, 22°C, 72h) | Ningún ataque | Posible picadura menor | Prueba de cualificación estándar |
¿Qué aleación se comporta mejor en entornos de ácido sulfúrico, ácido clorhídrico y ácidos mixtos?
El comportamiento frente a la corrosión ácida es donde la selección entre estas dos aleaciones se vuelve más matizada. Ninguna de las aleaciones es universalmente superior en todos los tipos y concentraciones de ácido; la respuesta depende fundamentalmente de la identidad del ácido, la concentración, la temperatura y la presencia de especies oxidantes.
Ácido sulfúrico: La ventaja del cobre en Inconel 825
En el servicio de ácido sulfúrico, el ácido industrial más procesado en todo el mundo, Inconel 825 se comporta de forma sorprendentemente competitiva con Inconel 625 en rangos de concentración específicos, principalmente debido a su adición de cobre.
El cobre en las aleaciones de níquel mejora la resistencia a los ácidos no oxidantes (incluido el ácido sulfúrico por debajo de una concentración aproximada de 70%) al promover una película protectora de sulfato de cobre en concentraciones bajas a moderadas. En ácido sulfúrico diluido (1% a 40% H2SO4, temperaturas de hasta 80°C), los índices de corrosión de Inconel 825 suelen oscilar entre 0,05 y 0,25 mm/año, lo que resulta aceptable para muchas aplicaciones de procesamiento químico. El Inconel 625 presenta índices de corrosión de 0,02 a 0,15 mm/año en las mismas condiciones, es decir, mejores, pero no drásticamente.
A mayores concentraciones de ácido sulfúrico (50% a 70% H2SO4) y temperaturas elevadas (superiores a 80°C), la diferencia de rendimiento aumenta. El mayor contenido de molibdeno y níquel del Inconel 625 proporciona una resistencia superior a medida que el ácido se vuelve más agresivo, con índices de corrosión normalmente entre 3 y 5 veces inferiores a los del Inconel 825 en condiciones severas equivalentes (Schweitzer, P.A., Tablas de resistencia a la corrosión, 5ª edición, Marcel Dekker, 2004).
Es importante destacar que si el ácido sulfúrico contiene contaminantes oxidantes (iones férricos, iones cúpricos, oxígeno disuelto), los índices de corrosión aumentan drásticamente para ambas aleaciones, pero de forma más acusada para Inconel 825 debido a su menor contenido en molibdeno.
Ácido clorhídrico: Donde domina el contenido de molibdeno
En el servicio con ácido clorhídrico, el contenido de molibdeno es el principal factor determinante de la resistencia a la corrosión, lo que significa que el Inconel 625 tiene una ventaja sustancial en prácticamente todas las concentraciones y temperaturas.
A 5% HCl y 25°C, los índices de corrosión del Inconel 625 son aproximadamente de 0,05 a 0,15 mm/año. En las mismas condiciones, el Inconel 825 presenta índices de corrosión de 0,5 a 2,0 mm/año, normalmente entre 5 y 10 veces superiores. A temperaturas elevadas (60 °C) y concentraciones más altas (10% HCl), la diferencia de rendimiento aumenta aún más, ya que el Inconel 625 suele alcanzar índices inferiores a 0,5 mm/año, mientras que el Inconel 825 puede corroerse entre 5 y 15 mm/año, índices que lo hacen prácticamente inadecuado para este servicio (Schweitzer, Tablas de resistencia a la corrosión, 2004).
Implicaciones prácticas: El Inconel 625 es el material estándar para tuberías de servicio de HCl, intercambiadores de calor y revestimientos de reactores en las industrias química y farmacéutica. Por lo general, el Inconel 825 no se especifica para una exposición sostenida al HCl por encima de concentraciones traza.
Ácido fosfórico: El factor de contaminación por flúor
Ambas aleaciones se comportan adecuadamente en ácido fosfórico puro en toda una gama de concentraciones. Tanto el Inconel 625 como el Inconel 825 alcanzan índices de corrosión inferiores a 0,5 mm/año en ácido fosfórico puro hasta una concentración de 85% a temperaturas de hasta 80°C. Sin embargo, el ácido fosfórico comercial producido a partir de roca fosfórica contiene invariablemente contaminación por fluoruro (0,1% a 1% HF), lo que cambia drásticamente el panorama del rendimiento.
Los iones fluoruro son extremadamente agresivos para las aleaciones pasivas de níquel, atacando la película pasiva y acelerando la corrosión general. En ácido fosfórico contaminado con fluoruro (ácido fosfórico de proceso húmedo), Inconel 625 supera a Inconel 825 debido a su mayor contenido en molibdeno, que proporciona una mayor estabilidad de la película pasiva frente al ataque del fluoruro. Velocidades de corrosión en ácido fosfórico por vía húmeda a 70°C y concentración de P2O5 30%: Inconel 625 aproximadamente 0,2 a 0,5 mm/año, Inconel 825 aproximadamente 0,8 a 2,0 mm/año (Braun, R., Ciencia de la corrosión, volumen 47, Elsevier, 2005).
Ácido nítrico: Un área en la que ambas aleaciones tienen limitaciones
En entornos fuertemente oxidantes, como el ácido nítrico concentrado, ninguna de las dos aleaciones muestra sus ventajas. El contenido de cromo proporciona pasividad en ácido nítrico, pero el alto contenido de molibdeno del Inconel 625 puede favorecer una ligera disolución transpasiva en condiciones de alta oxidación por encima de la concentración de HNO3 60%. Para el servicio con ácido nítrico puro por encima de la concentración 30%, ninguna de las aleaciones es la opción preferida; los grados de acero inoxidable austenítico como el 304L o los grados especiales con alto contenido en silicio suelen superar a las aleaciones de níquel en este entorno específico.
Para los sistemas de ácidos mixtos (HNO3 + HF, como los utilizados en el decapado de acero inoxidable y el procesamiento de combustible nuclear), Inconel 625 es la elección establecida debido a su resistencia al componente de fluoruro.
| Entorno ácido | Inconel 625 Índice de corrosión | Inconel 825 Índice de corrosión | Aleación preferida |
|---|---|---|---|
| H2SO4 diluido (10%, 60°C) | 0,05-0,15 mm/año | 0,10-0,30 mm/año | Ventaja marginal IN625 |
| H2SO4 concentrado (50%, 80°C) | 0,1-0,5 mm/año | 0,5-2,0 mm/año | IN625 |
| HCl diluido (5%, 25°C) | 0,05-0,15 mm/año | 0,5-2,0 mm/año | IN625 fuertemente |
| HCl (10%, 60°C) | 0,3-0,8 mm/año | 5-15 mm/año | IN625 fuertemente |
| H3PO4 puro (50%, 70°C) | 0,1-0,3 mm/año | 0,2-0,5 mm/año | Comparable |
| Proceso húmedo H3PO4 (contaminado con flúor) | 0,2-0,5 mm/año | 0,8-2,0 mm/año | IN625 |
| HNO3 diluido (<30%, ambiente) | 0,1-0,5 mm/año | 0,2-0,8 mm/año | Comparable |
| HNO3 + HF (ácido mixto) | Buena resistencia | Poca resistencia | IN625 fuertemente |
Fuentes: Schweitzer, Corrosion Resistance Tables, Marcel Dekker, 2004; Braun, Corrosion Science, 2005; datos de corrosión de Special Metals Corporation.
¿En qué difiere la resistencia a la corrosión por agua de mar y cloruros entre ambas aleaciones?
Las aplicaciones marinas y en alta mar representan uno de los mayores entornos de despliegue para las aleaciones de níquel, y la divergencia de rendimiento entre Inconel 625 e Inconel 825 en agua de mar y medios que contienen cloruro es una de las más significativas desde el punto de vista práctico en esta comparación.
Agua de mar natural: Condiciones estáticas frente a condiciones de flujo
En agua de mar natural estática o de movimiento lento, ambas aleaciones forman películas pasivas, pero su estabilidad a largo plazo difiere sustancialmente. Inconel 625 mantiene la pasividad indefinidamente en agua de mar natural a temperaturas de hasta aproximadamente 85°C sin corrosión significativa por picaduras o grietas en la mayoría de las condiciones de exposición. Los datos de exposición a largo plazo de los equipos de plataformas marinas (elevadores, umbilicales, conectores) muestran que los componentes de Inconel 625 permanecen en servicio entre 20 y 30 años sin corrosión localizada significativa.
El Inconel 825 tiene un comportamiento aceptable en agua de mar limpia a temperatura ambiente (por debajo de 25°C a 30°C) para muchas aplicaciones, especialmente cuando se utilizan diseños de juntas sin grietas. Sin embargo, se ha documentado el ataque por picaduras en el Inconel 825 en agua de mar estancada a temperaturas superiores a 40°C, y la corrosión por grietas bajo juntas o conexiones roscadas puede iniciarse a temperaturas tan bajas como 15°C a 20°C en agua de mar (Oldfield, J.W. y Sutton, W.H., Revista británica sobre la corrosión, volumen 13, 1978).
En agua de mar a alta velocidad (superior a 3 m/s), ambas aleaciones resisten eficazmente la erosión-corrosión. La mayor resistencia del Inconel 625 proporciona una resistencia adicional a la erosión-corrosión a velocidades de flujo más elevadas.
Agua producida y salmuera contaminada
El agua de producción de los pozos de petróleo y gas suele ser más agresiva que el agua de mar natural, ya que contiene mayores concentraciones de cloruro (hasta 250.000 ppm), temperaturas elevadas (de 50°C a 150°C), CO2 y H2S disueltos y, ocasionalmente, ácidos orgánicos. En este servicio:
Inconel 625 es el material estándar para tubos umbilicales submarinos, líneas de inyección y componentes de líneas de flujo en entornos de producción de alta presión y alta temperatura. Su combinación de alto PREN, excelente resistencia al agrietamiento por corrosión bajo tensión por H2S y alta presión nominal lo convierten en la aleación de referencia en NACE MR0175/ISO 15156 para servicios agresivos con aguas ácidas.
Inconel 825 es adecuado para el servicio de agua producida moderadamente ácida (presión parcial de H2S inferior a 0,05 MPa, temperaturas inferiores a 60°C) y se utiliza ampliamente en componentes de cabezales de pozos, colgadores de tuberías de producción y equipos de fondo de pozo en los que las condiciones ambientales son menos severas que en las aplicaciones de alta mar. También figura en la lista NACE MR0175/ISO 15156 para servicios ácidos dentro de sus límites medioambientales cualificados.
Sistemas de agua salobre y agua de refrigeración
En los sistemas industriales de agua de refrigeración que utilizan agua salobre o agua dulce parcialmente tratada con un contenido de cloruro de 500 a 5.000 ppm, Inconel 825 proporciona a menudo una protección adecuada contra la corrosión a un coste sustancialmente inferior al de Inconel 625. Los tubos de los intercambiadores de calor de las instalaciones de generación de energía y de procesamiento químico utilizan con frecuencia tubos de Inconel 825 (ASTM B163) cuando se trata de refrigeración con agua de mar a temperaturas inferiores a 40°C.
Se trata de un espacio de aplicación legítimo para el Inconel 825 en el que especificar Inconel 625 añadiría coste de material sin un beneficio de rendimiento proporcional. La condición clave es que las temperaturas se mantengan por debajo de 40 °C y las concentraciones de cloruro por debajo de aproximadamente 5.000 ppm sin especies agresivas adicionales como H2S o iones metálicos oxidantes.
¿Cuáles son las diferencias en las propiedades mecánicas y cómo afectan al diseño de los componentes?
La resistencia a la corrosión suele dominar el debate sobre la selección, pero las propiedades mecánicas determinan si un componente puede fabricarse con la geometría requerida y si sobrevivirá a las cargas mecánicas y ambientales combinadas del servicio.
Propiedades mecánicas a temperatura ambiente
Inconel 625 es significativamente más resistente que Inconel 825 a temperatura ambiente, lo que refleja su refuerzo en solución sólida por el molibdeno y el niobio, además de la capacidad de endurecimiento por deformación que proporciona su mayor contenido de aleación:
| Propiedad mecánica | Inconel 625 (Recocido) | Inconel 825 (Recocido) | Norma de ensayo |
|---|---|---|---|
| Resistencia a la tracción | 830-1.000 MPa (mín. 827 MPa) | 690-760 MPa (mín. 586 MPa) | ASTM B443/B423 |
| 0,2% Límite elástico | 414-690 MPa (mín. 414 MPa) | 310-380 MPa (mín. 241 MPa) | ASTM B443/B423 |
| Alargamiento a la rotura | 30-45% | 30-40% | Temperatura ambiente |
| Dureza (Brinell) | 170-220 HB | 130-180 HB | Recocido típico |
| Módulo de elasticidad | 205 GPa | 196 GPa | A temperatura ambiente |
| Límite de resistencia a la fatiga | ~350-450 MPa | ~280-350 MPa | Rayo giratorio, 10^7 ciclos |
Fuentes: ASTM B443, B423; datos técnicos de Special Metals Corporation; datos de Haynes International.
El límite elástico sustancialmente superior de Inconel 625 (414 MPa mínimo frente a 241 MPa mínimo para Inconel 825) tiene implicaciones directas en el diseño. En el caso de los recipientes a presión, las tuberías y los componentes estructurales que funcionan bajo presión interna, la mayor tensión de diseño admisible del Inconel 625 permite secciones de pared más delgadas para presiones equivalentes, lo que compensa parcialmente su mayor coste como material acabado.
Propiedades mecánicas a temperaturas elevadas
Ninguna de las dos aleaciones se utiliza principalmente para aplicaciones estructurales a alta temperatura; ambas se eligen por su resistencia a la corrosión más que por su resistencia a la fluencia. Sin embargo, la temperatura afecta a la tensión de diseño admisible en los códigos de recipientes a presión y tuberías:
| Temperatura | IN625 UTS (MPa) | IN625 Rendimiento (MPa) | IN825 UTS (MPa) | IN825 Rendimiento (MPa) |
|---|---|---|---|---|
| 25°C | 930 | 517 | 690 | 310 |
| 200°C | 800 | 410 | 620 | 275 |
| 400°C | 730 | 380 | 570 | 255 |
| 600°C | 690 | 350 | 520 | 230 |
| 700°C | 600 | 310 | 430 | 195 |
Fuente: Código ASME de Calderas y Recipientes a Presión, Sección II, Parte D; Datos técnicos de Metales Especiales.
El Código ASME de Calderas y Recipientes a Presión (Sección VIII, División 1) enumera ambas aleaciones con valores definidos de tensión máxima admisible por temperatura, lo que permite a los diseñadores de recipientes a presión calcular el espesor de pared necesario para cada material elegido.
Resistencia al impacto y sensibilidad a las muescas
Ambas aleaciones mantienen una excelente energía de impacto Charpy a bajas temperaturas, lo que refleja su estructura cristalina FCC totalmente austenítica. Los valores de impacto Charpy publicados para el Inconel 625 superan los 150 J (110 ft-lb) a -196°C (temperatura del nitrógeno líquido), lo que lo hace adecuado para aplicaciones en recipientes criogénicos. Del mismo modo, el Inconel 825 mantiene una energía de impacto superior a 100 J a -100°C.
Esta tenacidad criogénica, en particular para el Inconel 625, se utiliza en componentes de almacenamiento de GNL y equipos de procesamiento químico criogénico en los que se requieren simultáneamente prestaciones mecánicas a baja temperatura y resistencia a la corrosión.
¿Cómo se comparan los niveles de resistencia al agrietamiento por corrosión bajo tensión?
El agrietamiento por corrosión bajo tensión (SCC) es un modo de fallo particularmente insidioso porque se produce bajo tensión de tracción aplicada o residual en presencia de un entorno corrosivo, produciendo una fractura frágil sin corrosión visible significativa ni señales de advertencia.
Cloruro Resistencia SCC
La vulnerabilidad de los aceros inoxidables austeníticos a la SCC por cloruros está bien establecida: los aceros inoxidables de grado 304 y 316 son susceptibles a la SCC por cloruros a temperaturas superiores a aproximadamente 60°C a esfuerzos de tracción superiores a aproximadamente 50% del límite elástico. Una de las principales motivaciones para especificar aleaciones de níquel en lugar de aceros inoxidables en muchas aplicaciones de procesamiento químico y marinas es su mayor resistencia a la SCC por cloruros.
Tanto el Inconel 625 como el Inconel 825 resisten la SCC por cloruros mucho mejor que los aceros inoxidables austeníticos, principalmente por su mayor contenido en níquel. Los datos publicados muestran que un contenido de níquel superior a 35% aproximadamente proporciona una protección sustancial contra la SCC por cloruros (Sedriks, A.J., Corrosión de los aceros inoxidables, Wiley, 1996). Con el níquel de 38% a 46% de Inconel 825 y el níquel de 58%+ de Inconel 625, ambas aleaciones superan este umbral.
El Inconel 625, con su mayor contenido de níquel y molibdeno, proporciona un margen de seguridad adicional en entornos severos de cloruro. En las pruebas de SCC acelerado en cloruro de magnesio hirviendo (una prueba normalizada severa según ASTM G36), ambas aleaciones no muestran agrietamiento, un nivel de rendimiento que los aceros inoxidables austeníticos estándar no pueden igualar.
Resistencia al sulfuro de hidrógeno (servicio ácido)
En la producción de petróleo y gas, los entornos que contienen H2S provocan grietas por tensión de sulfuro (SSC) en aleaciones susceptibles. NACE MR0175/ISO 15156 define los límites ambientales para el uso de aleaciones en servicios ácidos.
Inconel 625 en estado recocido (límite elástico inferior a 827 MPa, que se alcanza fácilmente) está cualificado según la norma NACE MR0175 para su uso en todas las presiones parciales y temperaturas de H2S con una concentración de cloruro ilimitada. Esta amplia cualificación la convierte en la aleación preferida para los entornos de servicios ácidos más exigentes, incluidos los sistemas de producción en aguas profundas y los pozos de gas con alto contenido de H2S.
El Inconel 825 también figura en la lista NACE MR0175/ISO 15156 para servicio ácido, pero con condiciones: dureza máxima de 35 HRC, y está cualificado para su uso a presiones parciales de H2S hasta los límites definidos en la norma. En la práctica, el Inconel 825 se utiliza ampliamente en equipos de boca de pozo, componentes de árboles de Navidad y accesorios de tuberías de producción en entornos de servicio ácido moderado en los que se cumplen sus cualificaciones (NACE MR0175/ISO 15156, Parte 3, Tabla A.2).
Ácido polietilénico SCC
En el refino de petróleo, la parada de las unidades de hidrotratamiento y desulfuración crea ácido polietilénico (H2SxO6) que puede causar SCC en materiales austeníticos sensibilizados. La estabilización con titanio del Inconel 825 evita la sensibilización, haciéndolo resistente a la SCC por ácido politionico. Esta es una aplicación específica en la que la composición estabilizada del Inconel 825 proporciona una ventaja técnica directa, y explica su uso generalizado en tubos de intercambiadores de calor de refinerías y en componentes internos de reactores.
El Inconel 625, al ser una aleación totalmente estabilizada con niobio y tener muy poco carbono, también resiste el SCC del ácido polietilénico. Ambas aleaciones están aprobadas para este servicio por la mayoría de las principales normas de ingeniería de refinerías de petróleo, incluida la NACE SP0170.
¿Qué industrias y aplicaciones utilizan Inconel 625 frente a Inconel 825?
El mercado de estas aleaciones es considerable y sigue creciendo. El mercado mundial de aleaciones de níquel superó los $9.500 millones de USD en 2023, representando el petróleo y el gas, el procesamiento químico y las aplicaciones marinas colectivamente más de 55% del consumo (MarketsandMarkets Research, 2024). Comprender los ámbitos de aplicación establecidos evita errores de especificación.
Aplicaciones principales: Inconel 625
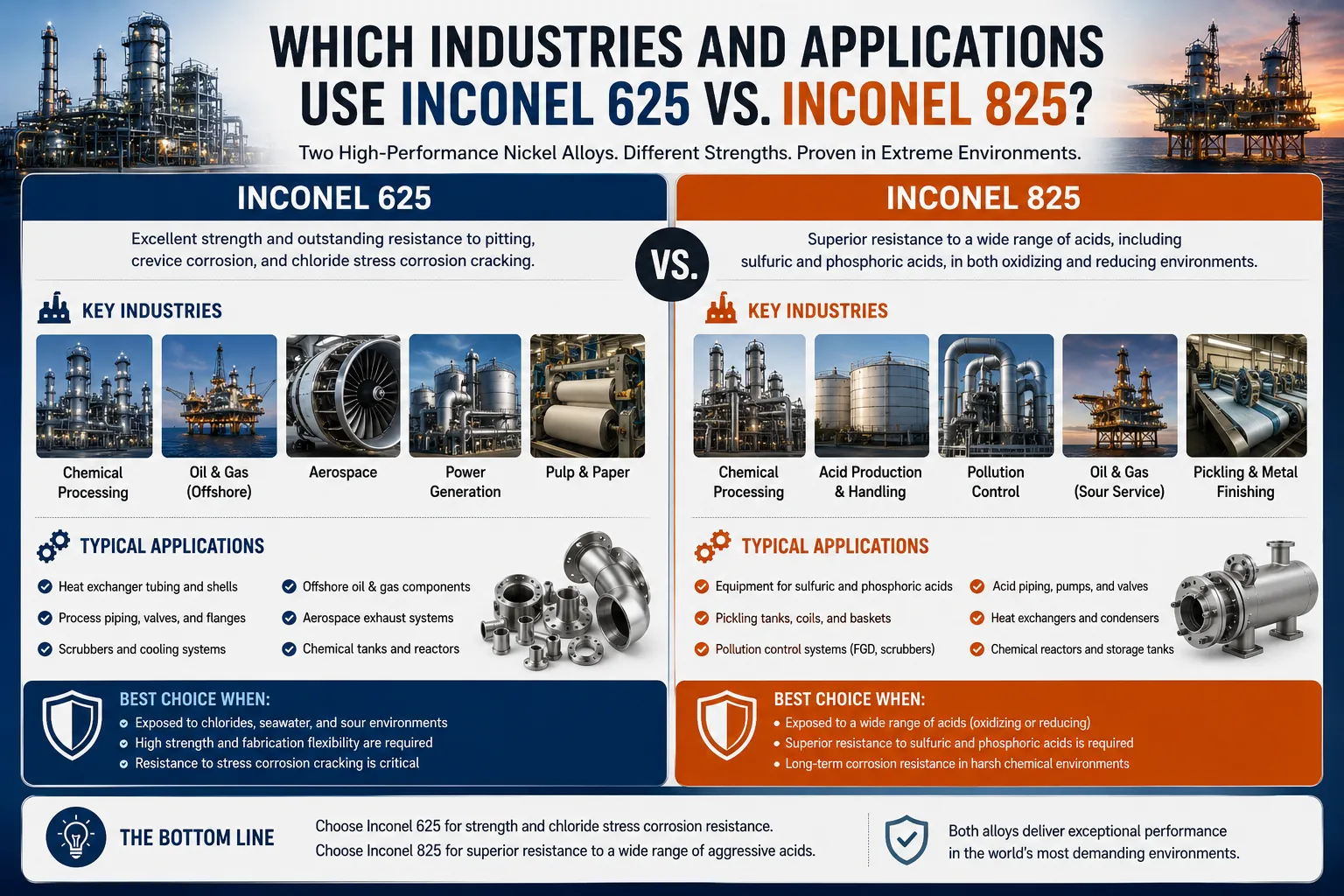
Petróleo y gas en alta mar: Tubos ascendentes flexibles (cinta y alambre ASTM B443), tubos umbilicales, conectores submarinos, tubos revestidos (ASTM B432), componentes de boca de pozo en pozos de alta presión y alta temperatura. El Inconel 625 es el material de referencia para la mayoría de los componentes submarinos de aguas profundas en los que las temperaturas superiores a 60°C o las presiones parciales de H2S superiores a los límites NACE excluyen el Inconel 825.
Equipos de procesamiento químico: Recipientes de reactores, tubos de intercambiadores de calor (ASTM B444), agitadores y tuberías en servicio de HCl, servicio de ácidos mixtos (HNO3 + HF) y cualquier proceso que implique química orgánica agresiva que contenga cloruros. Los productos farmacéuticos intermedios suelen contener HCl y disolventes clorados, por lo que Inconel 625 garantiza un rendimiento anticorrosión sin contaminación.
Componentes aeroespaciales y de turbinas de gas: Camisas de combustión, conductos, inversores de empuje y componentes de escape en los que se requiere tanto resistencia a la oxidación a alta temperatura como resistencia a la corrosión en caliente por depósitos de sal. El refuerzo por solución sólida sin endurecimiento por precipitación del Inconel 625 lo hace fácilmente soldable en complejas fabricaciones de chapa metálica.
Aplicaciones marinas y navales: Ejes de hélices, tuberías de agua de mar, carcasas de sonares y accesorios del casco de presión de submarinos. La Marina estadounidense utiliza ampliamente el Inconel 625 para componentes de sistemas de agua de mar y hardware de sensores submarinos.
Energía nuclear: Revestimiento de vasija de reactor, manguitos de tubería de generador de vapor y hardware de ensamblaje de combustible. El bajo contenido en cobalto del Inconel 625 resulta ventajoso en aplicaciones nucleares en las que la activación del cobalto 60 provoca problemas de exposición a la radiación.
Tornillos de extrusión y componentes del cañón: En el procesamiento de polímeros altamente corrosivos, en particular fluoropolímeros, polímeros clorados y compuestos ignífugos agresivos, el revestimiento o los componentes sólidos de Inconel 625 prolongan drásticamente la vida útil del husillo y el tambor en comparación con los aceros para herramientas estándar o las alternativas de aleación inferior.
Aplicaciones primarias: Inconel 825
Petróleo y gas (servicio moderado): Tubos de producción, accesorios de tuberías de revestimiento, componentes de cabezales de pozo, líneas de flujo y equipos de fondo de pozo en condiciones de servicio agrio moderado dentro de las cualificaciones NACE MR0175. Los campos de producción del Mar del Norte, el Golfo de México y Oriente Medio utilizan ampliamente tubos y accesorios de Inconel 825.
Procesamiento químico: Tuberías de ácido sulfúrico, intercambiadores de calor de ácido fosfórico, equipos de decapado para la producción de acero inoxidable e interiores de depuradores de desulfuración de gases de combustión (FGD). La resistencia del Inconel 825 al ácido sulfúrico diluido y su menor coste frente al Inconel 625 lo convierten en el material estándar en muchas de estas aplicaciones.
Refino de petróleo: Tuberías de intercambiadores de calor en unidades de tratamiento con hidrógeno, reactores de desulfuración y condensadores superiores de destilación de crudo en los que la SCC del ácido politionico y los entornos de H2S/HCl justifican la especificación de aleación de níquel frente al acero inoxidable estándar.
Equipos de control de la contaminación: Los depuradores FGD que procesan gases de combustión que contienen SO2 con condensado diluido de H2SO4 son una de las principales aplicaciones del Inconel 825. La buena resistencia de la aleación al ácido sulfúrico diluido y a los niveles moderados de cloruro entre 40 °C y 70 °C se adapta bien a las condiciones de servicio de FGD a un coste competitivo.
Generación de energía: Tubos para generadores de vapor, componentes de calentadores de agua de alimentación y componentes de sistemas de agua de refrigeración en centrales nucleares y de combustibles fósiles. El Inconel 825 (ASTM B163) se utiliza ampliamente para tubos de intercambiadores de calor en este sector.
Servicio industrial de husillos y barriles (corrosión moderada): Para aplicaciones de extrusión con compuestos moderadamente corrosivos (PVC rígido, algunos sistemas ignífugos y resinas de ingeniería con productos de degradación ligeramente ácidos), los revestimientos o recubrimientos duros de Inconel 825 proporcionan una protección contra la corrosión adecuada para las condiciones de servicio a un coste inferior que las soluciones basadas en Inconel 625.
| Sector de aplicación | Aleación preferida | Clave de rendimiento | Rechazo Motivo del otro |
|---|---|---|---|
| Equipos submarinos para aguas profundas | Inconel 625 | PREN, NACE todos los niveles de H2S | picaduras IN825 por encima de CCT en agua caliente producida |
| Tratamiento químico del HCl | Inconel 625 | Contenido de molibdeno | IN825 índices de corrosión inaceptables en HCl |
| Ácido mixto (HNO3+HF) | Inconel 625 | Resistencia HF | IN825 insuficiente en entornos fluorados |
| Cámaras de combustión aeroespaciales | Inconel 625 | Oxidación a alta temperatura + soldabilidad | IN825 resistencia insuficiente a altas temperaturas |
| Depuradores FGD (H2SO4) | Inconel 825 | Resistencia al H2SO4 diluido a menor coste | IN625 no es necesaria; prima de coste injustificada |
| Intercambiadores de calor para refinerías de petróleo | Inconel 825 | Ácido polietilénico Resistencia SCC, coste | La prima de coste IN625 no es necesaria para este servicio |
| Tubería de producción (moderadamente ácida) | Inconel 825 | Cualificado NACE, rentable | El rendimiento de la IN625 supera los requisitos |
| Intercambiadores de calor de agua de refrigeración (<40°C) | Inconel 825 | Adecuada resistencia al cloruro, coste | El rendimiento de la IN625 supera los requisitos |
| Tubos para generadores de vapor nucleares | Inconel 625 | Corrosión del agua pura, bajo contenido en cobalto | IN825 utilizado en algunos diseños de plantas más antiguas |
| Tornillos de procesamiento de fluoropolímeros | Inconel 625 | Resistencia a HF, corrosión combinada | IN825 resistencia a la corrosión insuficiente |
¿Cómo se comparan la soldabilidad y la fabricabilidad de las dos aleaciones?
Ambas aleaciones se consideran aleaciones de níquel soldables, pero existen diferencias significativas en la metalurgia de la soldadura, los requisitos postsoldadura y la facilidad práctica de producir soldaduras sólidas en entornos de producción.
Soldabilidad de Inconel 625: Amplia experiencia industrial
La soldabilidad del Inconel 625 es uno de sus atributos más valorados en la práctica. La aleación no depende del endurecimiento por precipitación para su resistencia, sino que la obtiene totalmente del endurecimiento por disolución sólida y del endurecimiento por deformación. Esto significa que no hay ninguna fase de endurecimiento por precipitación que pueda precipitar selectivamente en una zona afectada por el calor (ZAT) de soldadura y provocar grietas por envejecimiento por tensión o pérdida de ductilidad.
La masilla de soldadura Inconel 625 (ERNiCrMo-3, AWS A5.14) se utiliza no sólo para soldar Inconel 625 consigo mismo, sino también como masilla de soldadura de metales disimilares de uso general que conecta aleaciones de níquel con aceros inoxidables y aceros al carbono. Esta versatilidad refleja la equilibrada composición de la aleación y sus fiables propiedades como material soldado. La aportación se utiliza ampliamente para revestimientos, capas de recubrimiento y soldaduras superpuestas en la fabricación de recipientes a presión.
Los procesos de soldadura estándar aplicables al Inconel 625 son GTAW (TIG), GMAW (MIG), SMAW (electrodo), arco de plasma, láser y haz de electrones. En la mayoría de las aplicaciones no es necesario ningún tratamiento térmico posterior a la soldadura, ya que el estado de soldadura proporciona una resistencia total a la corrosión (Lippold, J.C. y Kotecki, D.J., Metalurgia de la soldadura y soldabilidad de los aceros inoxidables, Wiley, 2005).
Una consideración metalúrgica para la soldadura de Inconel 625: durante la soldadura multipasada o el enfriamiento lento en el intervalo de 650°C a 900°C, puede formarse una fase Laves rica en niobio en las posiciones interdendríticas, lo que reduce ligeramente la ductilidad y la tenacidad. Esto se controla minimizando el aporte de calor, manteniendo la temperatura entre pasadas por debajo de 175°C y evitando tiempos de permanencia innecesarios en el rango de temperatura de sensibilización.

Soldabilidad de Inconel 825: Requisitos de estabilización
Inconel 825 está diseñada como una aleación estabilizada, y su soldabilidad refleja esta intención de diseño. El bajo contenido de carbono (0,05% máx.) y la estabilización con titanio evitan eficazmente la corrosión intergranular relacionada con la sensibilización en las uniones soldadas, una propiedad crítica para muchas de sus aplicaciones en refinerías y procesos químicos.
El relleno de soldadura para Inconel 825 es ERNiCrMo-3 (composición correspondiente a Inconel 625) o ERNiCrMo-4 (composición Hastelloy C-276), que proporcionan una resistencia a la corrosión equivalente o superior a la del metal base en la zona de soldadura. El uso de un relleno de aleación superior compensa cualquier efecto de dilución en la zona de fusión de la soldadura.
A veces se recomienda el recocido posterior a la soldadura a 940°C a 980°C para las soldaduras de Inconel 825 en servicio muy corrosivo para garantizar la estabilización completa del titanio y la disolución de cualquier región sensibilizada. En la práctica, muchas aplicaciones utilizan el Inconel 825 tal como está soldado cuando la composición estabilizada ofrece una garantía adecuada.

Comparación entre conformado y mecanizado
Ambas aleaciones se endurecen considerablemente durante el conformado en frío, lo que requiere una capacidad de conformado adecuada y prestar atención al springback. El Inconel 625 se endurece más rápidamente que el Inconel 825 debido a su mayor contenido en solutos, por lo que requiere un recocido más frecuente durante las operaciones de reducción en frío.
Rangos de temperatura de conformado en caliente:
- Inconel 625: 1.000°C a 1.175°C (rango óptimo de trabajo en caliente)
- Inconel 825: 980°C a 1.175°C (rango similar, ligeramente más fácil de conformar en caliente)
El mecanizado de ambas aleaciones requiere herramientas de metal duro, bajas velocidades de corte, altos avances y abundante refrigerante. El mayor índice de endurecimiento por deformación del Inconel 625 hace que sea algo más difícil de mecanizar que el Inconel 825. Ambas aleaciones se benefician del cambio frecuente de herramientas afiladas. Ambas aleaciones se benefician del cambio frecuente de herramientas afiladas, ya que las superficies endurecidas por el trabajo en cortes anteriores reducen drásticamente la vida útil de la herramienta en pasadas posteriores.
¿Cuáles son los requisitos del tratamiento térmico y sus implicaciones para la fabricación?
Los requisitos de tratamiento térmico afectan directamente al plazo de fabricación, al coste y a la microestructura final que determina las propiedades en servicio. Ambas aleaciones requieren recocido, pero los detalles y las consecuencias de la desviación difieren.
Inconel 625 Recocido
El Inconel 625 se suministra en estado recocido según ASTM B443 (chapa/hoja) o B446 (barra). El tratamiento estándar de recocido es de 1.093°C (2.000°F) como mínimo durante 1 hora por cada 25 mm de espesor de sección, seguido de enfriamiento rápido con agua o enfriamiento con aire para secciones finas.
La elevada temperatura de recocido garantiza la completa disolución sólida de todos los elementos de aleación y elimina cualquier endurecimiento por deformación resultante del proceso. El tamaño de grano tras el recocido suele ser ASTM 4 a 7. Un recocido incompleto -especialmente a temperaturas inferiores a 980 °C- puede dejar trabajo residual en frío o una disolución incompleta de las fases secundarias, reduciendo tanto la resistencia a la corrosión como la ductilidad por debajo de los mínimos especificados.
En el caso del Inconel 625 utilizado en aplicaciones de sustitución del UNS S31803 (inoxidable dúplex) o como revestimiento resistente a la corrosión, a menudo es necesario el recocido por disolución después del revestimiento para garantizar que la capa revestida alcance su pleno rendimiento frente a la corrosión. La desviación de los requisitos de recocido es una de las causas más comunes de los fallos prematuros por picaduras que observamos en los análisis posteriores a fallos de tuberías revestidas y componentes de intercambiadores de calor.
Inconel 825 Recocido
El Inconel 825 se recuece normalmente entre 940°C y 980°C (1.725°F y 1.800°F) según los requisitos de la norma ASTM B423, seguido de un enfriamiento rápido. La menor temperatura de recocido en comparación con el Inconel 625 refleja el menor nivel de aleación del Inconel 825 y la necesidad de mantener el titanio en solución sólida evitando al mismo tiempo el agotamiento del cromo en el límite del grano.
Un requisito crítico específico del Inconel 825: el recocido debe realizarse rápidamente en el intervalo de 550°C a 700°C para evitar la precipitación de carburo de titanio o carburo de cromo en los límites de grano (sensibilización). Un enfriamiento lento en el horno a lo largo de este intervalo anula el propósito del tratamiento térmico de estabilización y puede dar lugar a una resistencia a la corrosión intergranular deficiente en el servicio ácido posterior.
Se recomienda encarecidamente el recocido posterior a la fabricación de las soldaduras de Inconel 825 destinadas al servicio con ácido sulfúrico concentrado o ácido fosfórico, ya que el ciclo térmico de la soldadura puede producir sensibilización localizada o zonas de agotamiento del titanio. La prueba Huey (65% HNO3, ASTM A262 Práctica C) es la prueba de cualificación estándar para verificar la resistencia adecuada a la sensibilización.
¿Cómo se comparan la economía de costes, la de la cadena de suministro y la del ciclo de vida total?
La selección de materiales sin un análisis de costes honesto es ingeniería incompleta. El objetivo no es minimizar el precio de compra, sino el coste total de propiedad a lo largo de la vida útil del componente.
Materias primas y precios de fábrica en 2026
Ambas aleaciones son producidas por múltiples fabricantes mundiales, entre ellos Special Metals (ATI), VDM Metals, Nippon Yakin Kogyo y Haynes International (para formas seleccionadas). Esta base de suministro competitiva modera los precios, aunque la volatilidad del mercado del níquel afecta significativamente a ambas aleaciones simultáneamente.
Precio aproximado del molino de 2025 a 2026:
| Forma del producto | Inconel 625 Precio (USD/kg) | Inconel 825 Precio (USD/kg) | Relación de precios |
|---|---|---|---|
| Material en barra (tamaños estándar) | $55-80 | $30-45 | 1.7-1.9x |
| Hoja/placa | $60-90 | $32-50 | 1.7-2.0x |
| Tubo sin soldadura (ASTM B444/B423) | $70-120 | $38-60 | 1.8-2.0x |
| Alambre de soldadura (ERNiCrMo-3) | $80-110 | N/A (normalmente utiliza relleno IN625) | Referencia |
| Piezas forjadas | $90-160 | $50-90 | 1.6-1.9x |
| Chapa revestida (sobre acero al carbono) | $100-180/m² | $60-110/m² | 1.6-1.8x |
La prima de aproximadamente 70% a 100% de Inconel 625 sobre Inconel 825 es constante en todas las formas de producto y refleja principalmente el mayor contenido de níquel y molibdeno. La cuestión que se plantea a lo largo del ciclo de vida es si esta prima genera beneficios a través de la prolongación de la vida útil, la reducción de las intervenciones de mantenimiento o la reducción de riesgos.
Coste total de propiedad: Un ejemplo estructurado
Considere la tubería del intercambiador de calor en una planta de fertilizantes de ácido fosfórico que procesa ácido fosfórico de proceso húmedo con contaminación de fluoruro de 0,3% a 70°C:
- Velocidad de corrosión del haz de tubos de Inconel 825: aproximadamente 1,5 mm/año (servicio contaminado con flúor).
- Con un espesor de pared mínimo de 2,0 mm, vida útil del tubo antes de fugas: aproximadamente de 1,0 a 1,5 años.
- Coste de sustitución del haz de tubos (material + mano de obra + tiempo de inactividad): aproximadamente $320.000 por evento.
- Índice de corrosión del haz de tubos de Inconel 625: aproximadamente 0,35 mm/año (mismo servicio).
- Con un espesor de pared mínimo de 2,0 mm, vida útil del tubo antes de fugas: aproximadamente de 4 a 5 años.
- Coste de sustitución del haz de tubos (prima de material): aproximadamente $480.000 inicial.
Durante un periodo de 5 años:
- Inconel 825: aproximadamente de 3 a 4 sustituciones × $320.000 = $960.000 a $1.280.000
- Inconel 625: 1 sustitución o servicio continuado, coste total aproximado de $480.000 a $560.000
El ahorro neto de la selección de Inconel 625 en este caso concreto: $480.000 a $720.000 en 5 años, a pesar del mayor coste inicial del material. Este tipo de cálculo es el marco correcto para las decisiones de selección de aleaciones en entornos de servicio corrosivos.
Cadena de suministro y plazos de entrega
Ambas aleaciones mantienen una buena cadena de suministro a través de los principales distribuidores de aleaciones de níquel de Norteamérica, Europa y Asia. Los productos estándar (barras, chapas y tubos) suelen estar disponibles en un plazo de 4 a 10 semanas. Las piezas forjadas a medida y los tubos de gran diámetro requieren de 16 a 30 semanas.
El Inconel 625 tiene un mayor inventario en la mayoría de los distribuidores debido a su mayor volumen de demanda impulsado por las aplicaciones de petróleo y gas. El Inconel 825 está igualmente disponible en forma de tubos y tuberías (en particular el tubo sin soldadura ASTM B163 para intercambiadores de calor) debido a su gran mercado de intercambiadores de calor. Ninguna de las dos aleaciones presenta un riesgo significativo para la cadena de suministro en condiciones normales de mercado.
¿Qué normas de ensayo y certificaciones de materiales deben exigir los compradores?
La adquisición sin unos requisitos de certificación rigurosos crea riesgos de responsabilidad y rendimiento. Ambas aleaciones tienen marcos de especificaciones bien definidos que los compradores deben comprender y hacer cumplir.
Especificaciones de materiales por forma de producto
| Forma del producto | Especificación Inconel 625 | Inconel 825 Especificaciones |
|---|---|---|
| Chapa y placa | ASTM B443 | ASTM B424 |
| Tubo sin soldadura | ASTM B444 | ASTM B163, B423 |
| Tubos (sin soldadura) | ASTM B444 | ASTM B423 |
| Barra y varilla | ASTM B446 | ASTM B425 |
| Alambre | ASTM B446 | ASTM B425 |
| Tubo soldado | ASTM B705 | ASTM B423 (soldadura permitida) |
| Piezas forjadas | ASTM B564 | ASTM B564 |
| Alambre de soldadura | AWS ERNiCrMo-3 (AMS 5837) | Normalmente ERNiCrMo-3 |
| Código de recipientes a presión | ASME Sección II UNS N06625 | ASME Sección II UNS N08825 |
Documentación de certificación requerida
Certificación EN 10204 Tipo 3.1: La documentación mínima aceptable para cualquier compra de aleación en servicio que contenga presión. Este informe certificado por el fabricante proporciona la composición química y los resultados de los ensayos mecánicos sobre la colada/lote real de material suministrado, firmado por el inspector autorizado del fabricante. No acepte certificados 3.1 que carezcan de trazabilidad del número de colada hasta el envío específico.
Pruebas de corrosión intergranular: Para el Inconel 825, la norma ASTM A262 Práctica B (ensayo de corrosión por ácido oxálico) y la Práctica C (ensayo Huey en 65% HNO3) deben exigirse para los tubos de intercambiadores de calor en servicios en los que exista riesgo de sensibilización. Para Inconel 625, ASTM G28 Método A (ensayo de sulfato férrico-ácido sulfúrico) es el ensayo de calificación de corrosión intergranular pertinente.
Pruebas ultrasónicas: Las pruebas ultrasónicas ASTM E213 (tubo) o E114 (placa) son necesarias para los componentes que contienen presión y deben especificarse en las órdenes de compra para aplicaciones críticas.
Identificación positiva del material (IMP): Para los sistemas de presión crítica, la PMI por fluorescencia de rayos X (XRF) o espectroscopia de emisión óptica debe verificar la identidad de la aleación en el momento de la recepción, especialmente cuando no es posible distinguir visualmente entre Inconel 625 e Inconel 825 (ambos tienen un aspecto similar). La diferencia de contenido de níquel (58%+ frente a 38% a 46%) se detecta fácilmente por XRF y distingue definitivamente las dos aleaciones.
En MWalloys, nuestro paquete estándar de documentación de suministro incluye certificados de laminación 3.1 con química completa, resultados de ensayos mecánicos, verificación PMI, informes de inspección dimensional y datos de cualificación aplicables de los códigos NACE o ASME para todos los componentes de aleación de níquel que contengan presión.
¿Cómo deben construir los ingenieros un marco de decisión sistemático para la selección de aleaciones?
Reuniendo los factores técnicos, económicos y normativos tratados a lo largo de este artículo, presentamos un marco de selección estructurado aplicable a la mayoría de los entornos industriales de corrosión en los que Inconel 625 e Inconel 825 son las aleaciones candidatas.
Paso 1: Clasificar el entorno corrosivo
Clasifique el entorno según su contenido de cloruro, tipo de ácido, temperatura y contenido de H2S utilizando las tablas proporcionadas en secciones anteriores. Los entornos con un contenido de cloruro superior a 5.000 ppm a temperaturas superiores a 40°C, o cualquier presencia de HCl, o H2S superior a los límites de la norma NACE MR0175 Inconel 825, apuntan directamente a Inconel 625.
Paso 2: Calcular el margen de resistencia a la corrosión necesario
Determine el índice de corrosión aceptable (normalmente de 0,1 a 0,25 mm/año para equipos de proceso con una vida útil de más de 20 años) y, a continuación, compárelo con los datos publicados sobre el índice de corrosión de cada aleación en el entorno de servicio específico. Si Inconel 825 cumple el requisito de velocidad de corrosión con un margen de seguridad adecuado, es un candidato legítimo para una evaluación posterior.
Paso 3: Aplicar los requisitos de diseño mecánico
Calcule los requisitos mínimos de espesor de pared según ASME o el código de recipientes a presión aplicable utilizando la tensión admisible de cada aleación a la temperatura de funcionamiento. Si la mayor tensión admisible de Inconel 625 permite una reducción significativa del espesor de pared, vuelva a calcular la diferencia de coste real del material por componente: la prima se reduce.
Paso 4: Evaluar los requisitos de fabricación y soldadura
Si el componente requiere muchas soldaduras, evalúe los requisitos del tratamiento térmico posterior a la soldadura para cada aleación en el servicio específico. Si el recocido posterior a la soldadura no es práctico (estructuras muy grandes, soldadura de campo), la resistencia a la corrosión del Inconel 625, más tolerante durante la soldadura, puede inclinar la balanza.
Paso 5: Ejecutar el cálculo del coste total de propiedad
Utilizando el marco presentado en la sección de costes, calcule el TCO a 5 y 10 años para cada aleación basándose en:
- Coste inicial de material y fabricación
- Vida útil prevista (a partir del análisis del índice de corrosión)
- Coste de sustitución por evento (material + mano de obra + tiempo de inactividad)
- Número previsto de sustituciones durante el periodo de evaluación
La aleación con el TCO más bajo es la selección económicamente justificada, suponiendo que ambas aleaciones cumplan los requisitos técnicos.
Matriz de referencia de selección rápida
| Si su solicitud ha... | Elija Inconel 625 | Elija Inconel 825 |
|---|---|---|
| HCl a cualquier concentración | Sí | No |
| Temperatura superior a 60°C + cloruros superiores a 1.000 ppm | Sí | Borderline, evaluar |
| H2S por encima de los límites NACE 825 | Sí | No |
| Ácido mixto con flúor | Sí | No |
| Agua de mar por encima de 40°C sostenida | Sí | Marginal |
| Depurador FGD (H2SO4 diluido, <60°C) | Sobreespecificado | Sí |
| Intercambiadores de calor para refinerías de petróleo | No suele ser necesario | Sí |
| Tratamiento con H2SO4 diluido (<40% conc., <70°C) | Sobreespecificado | Sí |
| Equipos submarinos para aguas profundas | Sí | Sólo en condiciones leves |
| Tornillo industrial/barril en servicio de fluoropolímero | Sí | Insuficiente |
| Tornillo/barrilete industrial en servicio de PVC blando | Sobreespecificado | Evalúe |
| Servicio de corrosión moderada con restricciones presupuestarias | Considerar el valor | Sí |
Preguntas frecuentes: Inconel 625 vs. Inconel 825
1. ¿Cuál es la principal diferencia entre Inconel 625 e Inconel 825?
La diferencia más importante es el contenido de molibdeno: Inconel 625 contiene de 8% a 10% de molibdeno frente a los 2,5% a 3,5% de Inconel 825. Esta diferencia de composición se traduce directamente en una resistencia a la corrosión por picaduras drásticamente diferente (PREN de 51 frente a 32), resistencia a la corrosión localizada en entornos clorados y resistencia al ácido clorhídrico. El Inconel 625 también contiene 58%+ níquel frente a los 38% a 46% del Inconel 825, lo que le confiere una resistencia superior a los ambientes ácidos reductores. El Inconel 825 contiene cobre (1,5% a 3%) para mejorar la resistencia al ácido sulfúrico, y estabilización de titanio para prevenir mejor la sensibilización de la soldadura. El Inconel 625 utiliza niobio para la estabilización. El resultado neto: El Inconel 625 supera al Inconel 825 en casi todos los parámetros de corrosión, excepto en el coste, ya que el Inconel 825 cuesta entre 40% y 60% menos por kilogramo. Fuente: Datos técnicos de Special Metals Corporation; ASTM B443, B423.
2. ¿Puede utilizarse Inconel 825 en el servicio de agua de mar?
El Inconel 825 puede utilizarse en agua de mar limpia y a temperatura ambiente (inferior a 30 °C) para muchas aplicaciones estructurales y de tuberías, especialmente cuando se minimizan las geometrías propensas a la formación de grietas. Su temperatura crítica de intersticios en agua de mar es de aproximadamente 15°C a 25°C, lo que significa que la corrosión por intersticios puede iniciarse a las temperaturas habituales en alta mar. En los sistemas de agua de mar que funcionan a temperaturas superiores a 40 °C, en los que no pueden evitarse las grietas o en los que el agua de producción caliente entra en contacto con los componentes, el Inconel 625 es la opción más segura. En los intercambiadores de calor de agua de refrigeración que utilizan agua de mar ambiente por debajo de 25°C, los tubos de Inconel 825 (ASTM B163) se utilizan ampliamente y con éxito a un coste sustancialmente inferior al de Inconel 625. La decisión debe basarse en la temperatura específica, el régimen de flujo y la geometría de las grietas de la aplicación. Fuente: Oldfield y Sutton, British Corrosion Journal, 1978; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
3. ¿Es el Inconel 625 resistente al ácido fluorhídrico?
El Inconel 625 ofrece una resistencia aceptable al ácido fluorhídrico diluido (por debajo de la concentración 5% a temperatura ambiente) y es significativamente más resistente que el Inconel 825 en entornos que contienen HF debido a su mayor contenido de molibdeno. En servicio de HF concentrado o HF a temperatura elevada, incluso el Inconel 625 experimenta corrosión mensurable, y a veces se prefieren aleaciones especiales de níquel-cobre (Monel 400) para servicio de HF concentrado. El contenido de cobre del Inconel 825 proporciona teóricamente alguna ventaja en la resistencia al HF, pero su menor contenido de molibdeno lo hace inferior al Inconel 625 en entornos ácidos contaminados con flúor, como el ácido fosfórico de proceso húmedo. En servicio de ácido mixto (HNO3 + HF), Inconel 625 es la elección estándar establecida. Verificar siempre con pruebas de corrosión específicas del lugar antes de comprometerse con cualquiera de las aleaciones en servicio de fluoruro concentrado. Fuente: Braun, Corrosion Science, volumen 47, 2005; Schweitzer, Corrosion Resistance Tables, 2004.
4. ¿Qué relleno de soldadura debe utilizarse para Inconel 825?
El relleno de soldadura estándar para Inconel 825 es ERNiCrMo-3 (AWS A5.14), que es el alambre de relleno de la composición de Inconel 625. El uso de una aportación de mayor aleación que el metal base es una práctica habitual en la soldadura de aleaciones de níquel, ya que compensa la dilución en la zona de fusión de la soldadura y garantiza que el depósito de soldadura tenga una resistencia a la corrosión al menos igual a la del material base. Una alternativa es ERNiCrMo-4 (composición Hastelloy C-276), que proporciona incluso más molibdeno en el depósito de soldadura y se utiliza cuando se necesita la máxima resistencia a la corrosión por intersticios en la unión soldada. Existe un relleno de aleación 825 de la misma composición, pero se utiliza menos porque los rellenos de aleación más alta garantizan mejor la resistencia a la corrosión de la zona de soldadura. Se recomienda el recocido posterior a la soldadura a 940°C para servicios muy corrosivos. Fuente: AWS A5.14; Lippold y Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
5. ¿Qué aleación es mejor para el servicio con ácido sulfúrico, Inconel 625 o Inconel 825?
Para el servicio con ácido sulfúrico diluido (concentración inferior a 40%, temperatura inferior a 70°C), el Inconel 825 ofrece una resistencia a la corrosión adecuada y a veces comparable a la del Inconel 625, en gran parte debido a su adición de cobre que favorece la pasivación en entornos ácidos reductores. Esto convierte al Inconel 825 en la opción más rentable para muchos intercambiadores de calor de ácido sulfúrico, tuberías y componentes de almacenamiento en los que la temperatura y la concentración se mantienen dentro de estos límites. A concentraciones más elevadas (superiores a 50% H2SO4) o temperaturas superiores a 70°C, Inconel 625 muestra índices de corrosión materialmente inferiores y se convierte en la aleación preferida. Si el ácido sulfúrico contiene contaminantes oxidantes (iones férricos, iones cúpricos) o contaminación por cloruros por encima de niveles traza, se prefiere Inconel 625 en todas las concentraciones. El punto de cruce depende de la combinación específica de concentración, temperatura y contaminación; se recomienda realizar pruebas de corrosión específicas del emplazamiento o consultar datos detallados de isocorrosión. Fuente: Schweitzer, Corrosion Resistance Tables, Marcel Dekker, 2004.
6. ¿Cuál es el valor PREN para Inconel 625 e Inconel 825, y por qué es importante?
El PREN (número equivalente de resistencia a la picadura) del Inconel 625 es aproximadamente 51, calculado como %Cr + 3,3 × %Mo, lo que da aproximadamente 21,5 + (3,3 × 9) = 51. Para el Inconel 825, el PREN es aproximadamente 32, de 21,5 + (3,3 × 3) = 31,4. Esta diferencia de 19 unidades es muy significativa: las aleaciones con un PREN superior a 40 se consideran muy resistentes a las picaduras en agua de mar y en la mayoría de los entornos industriales con cloruros, mientras que las aleaciones con un PREN inferior a 35 pueden desarrollar picaduras en agua de mar caliente o en soluciones con alto contenido en cloruros. El PREN es un predictor composicional, no una garantía absoluta, pero se correlaciona bien con las Temperaturas Críticas de Picaduras medidas a través de miles de pruebas publicadas. Para los ingenieros de diseño, una PREN inferior a 40 en un entorno de servicio que contenga cloruros justifica un análisis adicional de ingeniería de corrosión y, posiblemente, ensayos acelerados de cupones antes de comprometerse con la especificación de un material. Fuente: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; datos de ensayos ASTM G150.
7. ¿Inconel 625 e Inconel 825 están homologados para el servicio NACE sour?
Ambas aleaciones figuran en NACE MR0175/ISO 15156 para su uso en entornos de petróleo y gas agrios (que contienen H2S), pero con límites de cualificación diferentes. El Inconel 625 recocido está aprobado para todas las presiones parciales de H2S, todas las temperaturas y cualquier concentración de cloruro dentro del ámbito de aplicación de la norma, lo que lo convierte en una de las aleaciones más ampliamente cualificadas en NACE MR0175. Inconel 825 está cualificada dentro de los límites definidos en la Parte 3, Tabla A.2 de la norma, incluidos los requisitos de dureza máxima (35 HRC) y los límites medioambientales específicos. En la práctica, el Inconel 825 se utiliza ampliamente para servicios moderadamente ácidos (equipos de boca de pozo, accesorios de producción, herramientas de fondo de pozo en pozos dulce a moderadamente ácidos), mientras que el Inconel 625 se especifica para servicios severamente ácidos, incluidos pozos de aguas profundas con alto contenido en H2S y terminaciones a alta temperatura y alta presión (HPHT). Compruebe siempre los límites de cualificación NACE actuales con su equipo de ingeniería antes de especificar para servicio ácido. Fuente: NACE MR0175/ISO 15156, Parte 3, edición de 2015.
8. ¿Cómo afecta la diferencia de coste entre Inconel 625 e Inconel 825 a la economía total del proyecto?
La prima en el coste de la materia prima para el Inconel 625 es de aproximadamente 70% a 100% sobre el Inconel 825 por kilogramo en todas las formas de producto estándar en las condiciones de mercado de 2025 a 2026. En el caso de los componentes acabados, esta prima se reduce porque la mayor tensión admisible del Inconel 625 (debida a su mayor límite elástico) permite a menudo secciones de pared más delgadas, lo que reduce el volumen del material. En las aplicaciones en las que el Inconel 825 ofrece una resistencia adecuada a la corrosión, la especificación de Inconel 625 supone un coste adicional sin ventajas. En las aplicaciones en las que el Inconel 825 falla prematuramente, el coste de las sustituciones (material, fabricación, tiempo de inactividad y pérdidas consecuentes) supera habitualmente la prima acumulada del material Inconel 625 entre 3 y 5 veces en un periodo de 5 años. El análisis económico correcto es el coste total de propiedad a lo largo de la vida útil necesaria del componente, no el precio de compra inicial. Las paradas imprevistas en las instalaciones de procesamiento químico ascienden a una media de $180.000 a $340.000 por evento, lo que hace que las decisiones de selección de materiales con grandes implicaciones en la vida útil tengan un gran valor económico. Fuente: Análisis de aplicaciones de MWalloys; datos de referencia del sector.
9. ¿Cuál es la temperatura máxima de funcionamiento para Inconel 825 e Inconel 625 en servicio de corrosión?
Ambas aleaciones se utilizan principalmente para la resistencia a la corrosión más que para el servicio estructural a alta temperatura. La resistencia a la corrosión del Inconel 625 sigue siendo efectiva hasta aproximadamente 980°C en entornos oxidantes (según los datos de oxidación), aunque su aplicación estructural en servicio de corrosión se limita normalmente a menos de 500°C. Para aplicaciones en recipientes a presión según ASME BPVC, el Inconel 625 está homologado hasta 650°C con tensiones admisibles definidas. El Inconel 825 mantiene una resistencia a la corrosión aceptable en la mayoría de los entornos químicos hasta aproximadamente 450°C, con una cobertura del código ASME hasta 450°C. Por encima de estas temperaturas, los mecanismos de oxidación y corrosión a alta temperatura sustituyen a la corrosión acuosa como modo de degradación dominante, lo que requiere familias de aleaciones diferentes. En las aplicaciones industriales de husillos y barriles, ambas aleaciones se utilizan principalmente por debajo de 500°C en entornos de procesamiento de polímeros, donde sus propiedades de resistencia a la corrosión hacen frente al ataque químico de productos agresivos de degradación de polímeros. Fuente: ASME BPVC Sección II Parte D; datos técnicos de Special Metals Corporation.
10. ¿Cómo pueden los equipos de compras verificar que han recibido la aleación correcta entre Inconel 625 e Inconel 825?
La identificación positiva de materiales (PMI) mediante analizadores portátiles de fluorescencia de rayos X (XRF) es el método estándar de verificación sobre el terreno y distingue de forma fiable el Inconel 625 del Inconel 825 midiendo el contenido de níquel (58%+ frente a 38% a 46%) y de molibdeno (8% a 10% frente a 2,5% a 3,5%). Los resultados XRF suelen estar disponibles en menos de 30 segundos por medición. Ambas aleaciones tienen un aspecto gris plateado similar y no se distinguen visualmente. La revisión de la certificación del laminador es la verificación documental: compruebe que la composición química del certificado 3.1 coincide con la designación UNS (N06625 para Inconel 625, N08825 para Inconel 825) y está dentro de los límites de especificación. Para aplicaciones críticas - equipos a presión, servicios ácidos, recipientes criogénicos - las pruebas PMI de entrada de todos los materiales recibidos deberían ser obligatorias, independientemente de la documentación de certificación. Los inventarios de aleaciones mixtas son una fuente documentada de fallos en sistemas a presión. Fuente: ASTM E1476 (XRF); norma de certificación EN 10204; directrices de buenas prácticas PMI de la industria.
Resumen: Principios clave de la selección para 2026
La elección entre Inconel 625 e Inconel 825 nunca debe reducirse a una simple pregunta de "cuál es mejor", porque la respuesta depende siempre del contexto. Lo que sí podemos afirmar con rotundidad tras un amplio estudio de los datos de corrosión, la experiencia sobre el terreno y la ingeniería de aplicaciones es lo siguiente:
Inconel 625 es técnicamente superior en prácticamente todas las métricas de resistencia a la corrosión. Su PREN de 51, su contenido de molibdeno de 8% a 10% y su níquel de 58%+ le confieren una resistencia a la corrosión por picaduras de cloruros, HCl, ácidos mixtos y servicios ácidos severos que el Inconel 825 no puede igualar. Cuando el entorno de la aplicación exige este rendimiento, no hay optimización de costes que justifique el cambio a Inconel 825.
Inconel 825 es económicamente óptimo para una amplia categoría de aplicaciones moderadamente corrosivas - ácido sulfúrico diluido, intercambiadores de calor de refinerías, depuradores FGD, sistemas de agua de refrigeración y servicio agrio moderado - donde su resistencia a la corrosión es adecuada y su ventaja de coste 40% a 60% genera un valor real sin comprometer el rendimiento.
En MWalloys, suministramos ambas aleaciones con trazabilidad completa del material, verificación PMI y soporte de ingeniería de aplicación. Nuestra recomendación se basa siempre en el entorno de corrosión específico, los requisitos mecánicos, las limitaciones de fabricación y el análisis de costes del ciclo de vida de su aplicación, no en una preferencia por defecto por una u otra aleación. Acertar en esta selección a la primera es siempre la decisión de ingeniería más rentable que puede tomar para obtener equipos resistentes a la corrosión de larga duración.
Referencias:
- Corporación de Metales Especiales. Datos técnicos de la aleación Inconel 625. 2023.
- Corporación de Metales Especiales. Datos técnicos de la aleación Incoloy 825. 2023.
- Schweitzer, P.A. Tablas de resistencia a la corrosión, 5ª edición. Marcel Dekker, 2004.
- Sedriks, A.J. Corrosión de los aceros inoxidables, 2ª edición. Wiley, 1996.
- Braun, R. Ciencia de la corrosión, Volumen 47. Elsevier, 2005.
- Oldfield, J.W. y Sutton, W.H. Revista británica sobre la corrosión, Volumen 13. 1978.
- Lippold, J.C. y Kotecki, D.J. Metalurgia de la soldadura y soldabilidad de los aceros inoxidables. Wiley, 2005.
- NACE MR0175 / ISO 15156. NACE International, edición de 2015.
- Código ASME de Calderas y Recipientes a Presión, Sección II, Parte D. ASME, 2023.
- Código ASME de Calderas y Recipientes a Presión, Sección VIII, División 1. ASME, 2023.
- ASTM B443, B444, B446, B423, B424, B425, B163. ASTM Internacional.
- AWS A5.14. Sociedad Americana de Soldadura.
- ASTM A262, G28, G48, G150, G36. ASTM Internacional.
- Investigación de MarketsandMarkets. Informe sobre el mercado de las aleaciones de níquel. 2024.
- Reed, R.C. Las Superaleaciones: Fundamentos y aplicaciones. Cambridge University Press, 2006.
