Inconel 625 bietet im Vergleich zu Inconel 825 in fast allen aggressiven chemischen Umgebungen eine bessere Korrosionsbeständigkeit mit einer Pitting Resistance Equivalent Number (PREN) von 51 gegenüber 32 für Alloy 825 und ist damit die bevorzugte Wahl für Meerwasser, reduzierende Säuren und stark oxidierende Mischsäureanwendungen. Inconel 825 bietet einen angemessenen Korrosionsschutz bei etwa 40% bis 60% niedrigeren Materialkosten und ist damit die vernünftige Wahl für mäßig korrosive Umgebungen wie Schwefelsäure, Phosphorsäure und leicht verunreinigtes Meerwasser. Eine falsche Wahl kostet die Betreiber in chemischen Verarbeitungsanlagen durchschnittlich $180.000 bis $340.000 pro ungeplantem Stillstand.
Was sind die grundlegenden Unterschiede in der Zusammensetzung zwischen Inconel 625 und Inconel 825?
Jeder Leistungsunterschied zwischen diesen beiden Legierungen lässt sich auf die Zusammensetzung zurückführen. Wir haben Korrosionsausfälle bei beiden Legierungen in den Bereichen Öl und Gas, chemische Verarbeitung und Schifffahrt untersucht, und in praktisch jedem Fall war die Grundursache ein Missverhältnis zwischen der Zusammensetzung der Legierung und der tatsächlichen Einsatzumgebung. Das Verständnis der metallurgischen Basis jeder Legierung verhindert diese Diskrepanz.
Inconel 625: Das leistungsstarke Nickel-Chrom-Molybdän-System
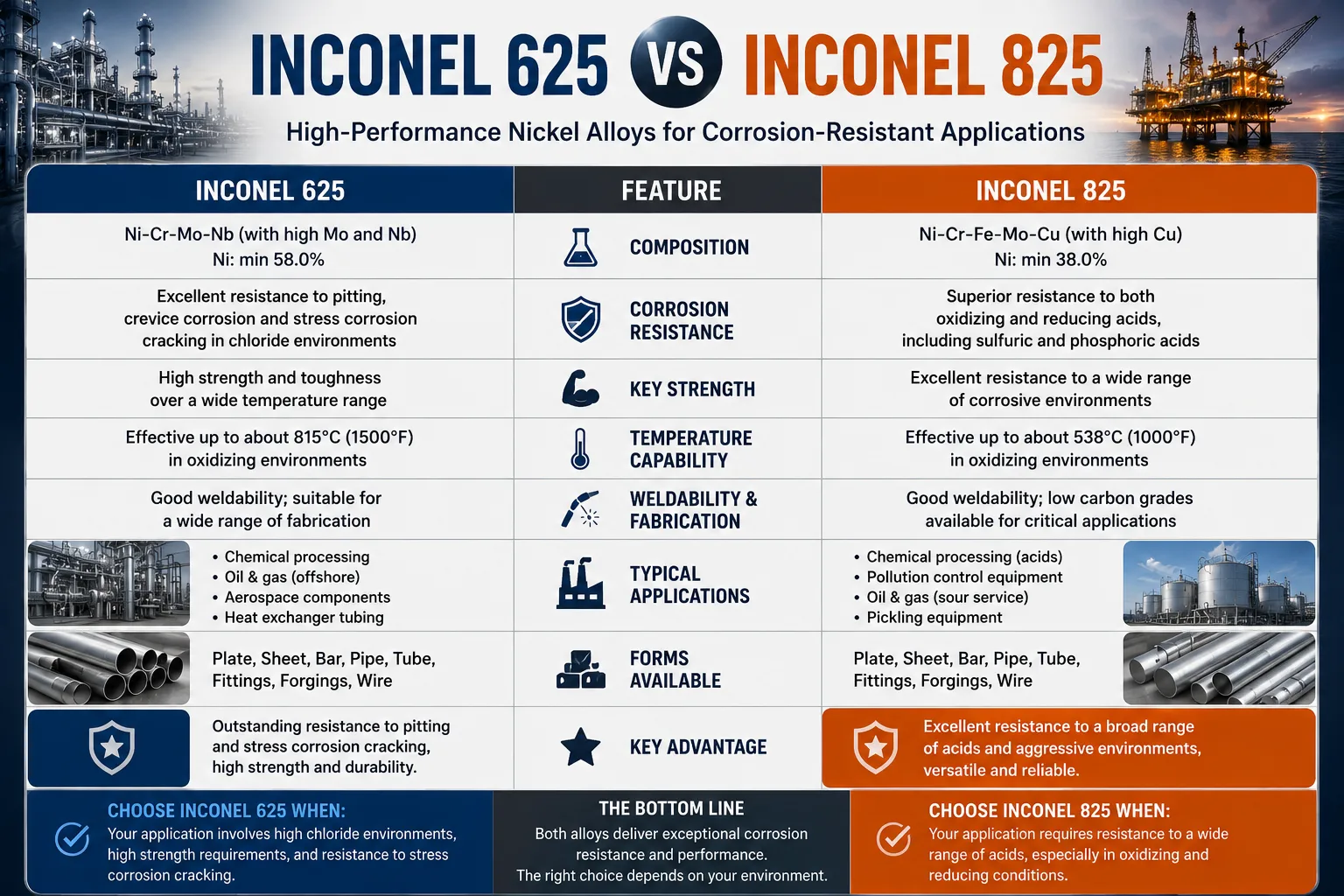
Inconel 625 (UNS N06625, ASTM B443/B444/B446, AMS 5666) wurde von Special Metals Corporation (jetzt Teil von PCC) entwickelt und in den 1960er Jahren eingeführt. Seine nominale Zusammensetzung beträgt etwa 58% Nickel, 20% bis 23% Chrom, 8% bis 10% Molybdän, 3,15% bis 4,15% Niob plus Tantal, wobei Eisen auf maximal 5%, Kobalt auf maximal 1% und Kohlenstoff auf maximal 0,10% begrenzt ist.
Die Drei-Elemente-Synergie von Nickel, Chrom und Molybdän in Inconel 625 erzeugt eine passive Oxidschicht von außergewöhnlicher Stabilität und Repassivierungskinetik. Chrom liefert die primäre Passivschicht (Cr2O3), Molybdän stabilisiert diese Schicht unter reduzierenden Bedingungen und in Gegenwart von Chloriden (eine kritische Funktion), und Nickel liefert die austenitische Matrix, die sowohl oxidierenden als auch reduzierenden Angriffen widersteht. Der Zusatz von Niob wurde ursprünglich aufgenommen, um eine Sensibilisierung beim Schweißen zu verhindern - eine Funktion, die es effektiv erfüllt, indem es den Kohlenstoff als NbC bindet, anstatt die Ausscheidung von Chromkarbid an den Korngrenzen zu ermöglichen.
Der Molybdängehalt bei 8% bis 10% ist das wichtigste Zusammensetzungsmerkmal, das Inconel 625 von den meisten konkurrierenden Legierungen unterscheidet. Molybdän verbessert die Beständigkeit gegen Lochfraß und Spaltkorrosion in chloridhaltigen Umgebungen drastisch, indem es die anodische Auflösungsreaktion an den Stellen, an denen der Lochfraß beginnt, unterdrückt und die Repassivierung beschleunigt.
Inconel 825: Das Eisen-Nickel-Chrom-Molybdän-System
Inconel 825 (UNS N08825, ASTM B423/B424/B425/B426) wurde als kostengünstige Nickellegierung für Umgebungen entwickelt, in denen austenitische rostfreie Stähle unzureichend sind, aber die volle Leistungsfähigkeit von Legierungen wie Inconel 625 nicht erforderlich ist. Seine Nennzusammensetzung enthält 38% bis 46% Nickel, 19,5% bis 23,5% Chrom, 2,5% bis 3,5% Molybdän, 1,5% bis 3% Kupfer, 0,6% bis 1,2% Titan, mit einem Rest Eisen (ca. 22% Fe) und maximal 0,05% Kohlenstoff.
Mehrere Merkmale der Zusammensetzung von Inconel 825 sind erwähnenswert. Erstens ist sein Nickelgehalt (38% bis 46%) wesentlich niedriger als der von Inconel 625 mit 58%+ Nickel - dies ist der Hauptgrund für den Kostenunterschied und auch der Hauptgrund für die geringere Beständigkeit in stark reduzierenden sauren Umgebungen, wo der Nickelgehalt direkt mit der Korrosionsbeständigkeit korreliert. Zweitens beträgt der Molybdängehalt mit 2,5% bis 3,5% etwa ein Drittel des Gehalts von Inconel 625, was die Beständigkeit gegen Lochfraß und Spaltkorrosion in chloridhaltigen Umgebungen erheblich einschränkt. Drittens zielt der Kupferzusatz (1,5% bis 3%) speziell auf die Beständigkeit gegen nicht oxidierende Säuren (insbesondere verdünnte Schwefelsäure und Flusssäure) ab - dies ist eine gezielte Verbesserung gegenüber Inconel 625 in bestimmten sauren Umgebungen, in denen eine Kupferpassivierung von Vorteil ist.
Der Titanzusatz (0,6% bis 1,2%) in Inconel 825 dient demselben Zweck wie Niob in Inconel 625: Er stabilisiert die Legierung gegen Sensibilisierung beim Schweißen, indem er TiC gegenüber Chromkarbid bevorzugt. Die niedrigere Kohlenstoffspezifikation (0,05% max. gegenüber 0,10% max. für IN625) verringert das Sensibilisierungsrisiko weiter.
| Kompositorisches Element | Inconel 625 (wt%) | Inconel 825 (wt%) | Funktionelle Bedeutung |
|---|---|---|---|
| Nickel (Ni) | 58% min | 38-46% | Korrosionsmatrix; Verringerung der Säurebeständigkeit |
| Chrom (Cr) | 20-23% | 19.5-23.5% | Passiver Film; Beständigkeit gegen oxidierende Säuren |
| Molybdän (Mo) | 8-10% | 2.5-3.5% | Beständigkeit gegen Lochfraß/Spaltkorrosion |
| Eisen (Fe) | 5% max | Gleichgewicht (~22%) | Kostenverdünnung; gewisse HNO3-Beständigkeit |
| Niob + Tantal (Nb+Ta) | 3.15-4.15% | Keine | Prävention von Schweißsensibilisierung (IN625) |
| Kupfer (Cu) | Keine Angabe | 1.5-3.0% | Nicht oxidierende Säurebeständigkeit (IN825) |
| Titan (Ti) | 0,4% max | 0.6-1.2% | Stabilisierung vs. Sensibilisierung (IN825) |
| Kohlenstoff (C) | 0,10% max | 0,05% max | Niedrigeres C verringert das Sensibilisierungsrisiko |
| PREN (berechnet) | ~51 | ~32 | Lochfraßbeständigkeit metrisch |
| UNS-Bezeichnung | N06625 | N08825 | Standard-Identifikation |
PREN = %Cr + 3,3×%Mo + 16×%N (vereinfachte Formel ohne Stickstoffanteil für diese Legierungen).
Wie sind die Lochfraß- und Spaltkorrosionsbeständigkeiten im Vergleich?
Lochfraß und Spaltkorrosion sind die häufigsten lokalen Korrosionsschäden bei Nickellegierungen im industriellen Einsatz. Sie stellen den Hauptunterschied zwischen Inconel 625 und Inconel 825 in chloridhaltigen Umgebungen dar.
Lochfraßwiderstand-Äquivalenzzahl: Was die Zahlen bedeuten
Die Pitting Resistance Equivalent Number (PREN) ist ein aus der Zusammensetzung abgeleiteter Index, der die relative Lochfraßbeständigkeit in chloridhaltiger Umgebung vorhersagt. Die Formel, die üblicherweise auf Nickellegierungen angewendet wird, lautet:
PREN = %Cr + 3,3 × %Mo + 30 × %N
Verwendung von nominalen Mittelpunktskompositionen:
- Inconel 625: PREN ≈ 21,5 + (3,3 × 9) = 21,5 + 29,7 = ~51.2
- Inconel 825: PREN ≈ 21,5 + (3,3 × 3) = 21,5 + 9,9 = ~31.4
Dieser PREN-Unterschied von etwa 20 Einheiten stellt einen gewaltigen Unterschied in der praktischen Lochfraßbeständigkeit dar. Zum Vergleich: Der rostfreie Standardstahl 316L hat eine PREN von etwa 24, der rostfreie Duplexstahl 2205 eine PREN von etwa 35 und der Superduplexstahl 2507 eine PREN von etwa 43. Mit einem PREN-Wert von 51 gehört Inconel 625 zu den Legierungen mit der höchsten Lochfraßbeständigkeit auf dem Markt.
Prüfung der kritischen Lochfraßtemperatur
Bei elektrochemischen Labortests wird die Lochfraßbeständigkeit anhand der kritischen Lochfraßtemperatur (CPT) quantifiziert - der niedrigsten Temperatur, bei der ein stabiles Lochfraßwachstum in einer standardisierten Chlorid-Testlösung auftritt (in der Regel ASTM G150 mit 1M NaCl):
- Inconel 625 CPT: über 80°C (beim ASTM G150-Test wird selbst bei einem Siedepunkt von 85°C oft kein Lochfraß festgestellt).
- Inconel 825 CPT: etwa 40°C bis 50°C in 1M NaCl.
Diese Lücke ist nicht akademisch. In Offshore-Ölproduktionssystemen, in denen Meerwasser (ca. 3,5% NaCl, was etwa 0,6M NaCl entspricht) bei Temperaturen von 5°C (Unterwasser) bis 80°C (Produktionswasser aus heißen Formationen) mit den Rohrleitungen in Berührung kommt, kann Inconel 825 im Betrieb mit warmem Produktionswasser nahe oder über seiner CPT arbeiten, während Inconel 625 unter den gleichen Bedingungen weit unter seiner CPT bleibt.
Spaltkorrosion: Der geometrieabhängige Versagensmodus
Spaltkorrosion - die unter Dichtungen, an Gewindeverbindungen und zwischen sich überlappenden Oberflächen auftritt - beginnt im Allgemeinen bei niedrigeren Temperaturen als Lochfraß, weil die eingeschränkte Geometrie lokal saure, sauerstoffarme Bedingungen schafft, die aggressiver sind als die Hauptlösung. Die kritische Spalttemperatur (Critical Crevice Temperature, CCT) liegt in der Regel 15°C bis 30°C unter der CPT für eine bestimmte Legierung.
Für Inconel 625 beträgt die CCT in Meerwasser etwa 0°C bis 10°C, was bedeutet, dass Lochfraß oder Spaltkorrosion bei den typischen Meerwassertemperaturen in der Schifffahrt im Wesentlichen nicht auftritt. Für Inconel 825 beträgt die CCT in Meerwasser ca. 15°C bis 25°C - was bedeutet, dass Spaltkorrosion bei typischen Betriebstemperaturen von Offshore-Plattformen auftreten kann, wo warmes Produktionswasser mit der äußeren Meerwasserumgebung in Kontakt kommt (Sedriks, A.J., Korrosion von nichtrostenden Stählen, Wiley, 1996).
| Korrosionsbeständigkeit Parameter | Inconel 625 | Inconel 825 | Referenz |
|---|---|---|---|
| PREN (berechnet) | ~51 | ~32 | Zusammengesetzte Formel |
| CPT in 1M NaCl (ASTM G150) | >80°C | 40-50°C | Elektrochemische Prüfung |
| CCT in Seewasser | ~0-10°C | ~15-25°C | Veröffentlichte Korrosionsdaten |
| Lochfraßpotential (gegen SCE, 3,5% NaCl, 25°C) | >+400 mV | +50 bis +150 mV | Potentiodynamischer Scan |
| Seewasser: Geeignet für Temperatur | ~85°C | ~40°C (sauber) | Praktische Anwendungsgrenze |
| ASTM G48 (6% FeCl3, 22°C, 72h) | Kein Angriff | Leichte Lochfraßbildung möglich | Standard-Qualifikationsprüfung |
Welche Legierung schneidet in Schwefelsäure, Salzsäure und gemischten Säuren besser ab?
Bei der Säurekorrosionsleistung wird die Auswahl zwischen diesen beiden Legierungen nuanciert. Keine der beiden Legierungen ist bei allen Säurearten und -konzentrationen universell überlegen - die Antwort hängt entscheidend von der Identität der Säure, der Konzentration, der Temperatur und dem Vorhandensein von oxidierenden Spezies ab.
Schwefelsäure: Der Kupfervorteil von Inconel 825
Beim Einsatz in Schwefelsäure - der weltweit am häufigsten verarbeiteten Industriesäure - schneidet Inconel 825 in bestimmten Konzentrationsbereichen überraschend gut ab, vor allem wegen des Kupferzusatzes.
Kupfer in Nickellegierungen verbessert die Beständigkeit gegen nicht oxidierende Säuren (einschließlich Schwefelsäure unterhalb einer Konzentration von etwa 70%), indem es bei niedrigen bis mäßigen Konzentrationen einen schützenden Kupfersulfatfilm bildet. In verdünnter Schwefelsäure (1% bis 40% H2SO4, Temperaturen bis 80°C) liegen die Korrosionsraten von Inconel 825 typischerweise bei 0,05 bis 0,25 mm/Jahr, was für viele chemische Verarbeitungsanwendungen akzeptabel ist. Inconel 625 zeigt unter den gleichen Bedingungen Korrosionsraten von 0,02 bis 0,15 mm/Jahr - besser, aber nicht dramatisch.
Bei höheren Schwefelsäurekonzentrationen (50% bis 70% H2SO4) und höheren Temperaturen (über 80°C) vergrößert sich der Leistungsunterschied. Der höhere Molybdän- und Nickelgehalt von Inconel 625 bietet eine überlegene Beständigkeit, wenn die Säure aggressiver wird, mit Korrosionsraten, die typischerweise drei- bis fünfmal niedriger sind als bei Inconel 825 unter gleichwertigen schweren Bedingungen (Schweitzer, P.A., Tabellen zur Korrosionsbeständigkeit, 5. Auflage, Marcel Dekker, 2004).
Wenn die Schwefelsäure oxidierende Verunreinigungen (Eisen- und Kupferionen, gelöster Sauerstoff) enthält, steigen die Korrosionsraten bei beiden Legierungen drastisch an, bei Inconel 825 jedoch wegen des geringeren Molybdängehalts noch stärker.
Chlorwasserstoffsäure: Wo der Molybdängehalt dominiert
Beim Einsatz in Salzsäure ist der Molybdängehalt der wichtigste Faktor für die Korrosionsbeständigkeit, was bedeutet, dass Inconel 625 bei praktisch allen Konzentrationen und Temperaturen einen erheblichen Vorteil bietet.
Bei 5% HCl und 25°C beträgt die Korrosionsrate von Inconel 625 etwa 0,05 bis 0,15 mm/Jahr. Inconel 825 weist unter den gleichen Bedingungen Korrosionsraten von 0,5 bis 2,0 mm/Jahr auf - typischerweise 5- bis 10-mal höher. Bei höheren Temperaturen (60°C) und höheren Konzentrationen (10% HCl) vergrößert sich der Leistungsunterschied noch weiter, wobei Inconel 625 oft Raten von unter 0,5 mm/Jahr erreicht, während Inconel 825 mit 5 bis 15 mm/Jahr korrodieren kann - Raten, die es für diesen Einsatz praktisch ungeeignet machen (Schweitzer, Tabellen zur Korrosionsbeständigkeit, 2004).
Die praktische Bedeutung: Inconel 625 ist das Standardmaterial für HCl-Rohrleitungen, Wärmetauscher und Reaktorauskleidungen in der chemischen und pharmazeutischen Industrie. Inconel 825 ist im Allgemeinen nicht für eine dauerhafte HCl-Belastung oberhalb von Spurenkonzentrationen spezifiziert.
Phosphorsäure: Der Faktor Fluoridkontamination
Beide Legierungen zeigen in reiner Phosphorsäure über eine Reihe von Konzentrationen hinweg ein angemessenes Verhalten. Sowohl Inconel 625 als auch Inconel 825 erreichen in reiner Phosphorsäure bis zu einer Konzentration von 85% bei Temperaturen bis 80°C Korrosionsraten unter 0,5 mm/Jahr. Kommerzielle Phosphorsäure, die aus Phosphatgestein hergestellt wird, enthält jedoch immer Fluoridverunreinigungen (0,1% bis 1% HF), die das Leistungsbild drastisch verändern.
Fluoridionen sind äußerst aggressiv gegenüber passiven Nickellegierungen, greifen die Passivschicht an und beschleunigen die allgemeine Korrosion. In mit Fluorid verunreinigter Phosphorsäure (Nassprozess-Phosphorsäure) schneidet Inconel 625 besser ab als Inconel 825, da sein höherer Molybdängehalt eine bessere Stabilität der Passivschicht gegen Fluoridangriffe bietet. Korrosionsraten in nasser Prozessphosphorsäure bei 70°C und 30% P2O5 Konzentration: Inconel 625 etwa 0,2 bis 0,5 mm/Jahr, Inconel 825 etwa 0,8 bis 2,0 mm/Jahr (Braun, R., Korrosionswissenschaft, Band 47, Elsevier, 2005).
Salpetersäure: Ein Bereich, in dem beide Legierungen ihre Grenzen haben
In stark oxidierenden Umgebungen wie konzentrierter Salpetersäure kommt die primäre Stärke der beiden Legierungen am besten zur Geltung. Der Chromgehalt sorgt für Passivität in Salpetersäure, aber das hohe Molybdän in Inconel 625 kann unter stark oxidierenden Bedingungen oberhalb einer HNO3-Konzentration von 60% tatsächlich eine leichte transpassive Auflösung fördern. Für den Einsatz in reiner Salpetersäure mit einer Konzentration von mehr als 30% ist keine der beiden Legierungen die bevorzugte Wahl - austenitische Edelstahlsorten wie 304L oder spezielle hochsiliziumhaltige Sorten sind in dieser speziellen Umgebung in der Regel besser geeignet als Nickellegierungen.
Für Mischsäuresysteme (HNO3 + HF, wie sie beim Beizen von Edelstahl und bei der Verarbeitung von Kernbrennstoffen verwendet werden) ist Inconel 625 aufgrund seiner Beständigkeit gegenüber der Fluoridkomponente die bewährte Wahl.
| Saure Umgebung | Inconel 625 Korrosionsrate | Inconel 825 Korrosionsrate | Bevorzugte Legierung |
|---|---|---|---|
| Verdünnte H2SO4 (10%, 60°C) | 0,05-0,15 mm/Jahr | 0,10-0,30 mm/Jahr | IN625 marginaler Vorteil |
| Konzentrierte H2SO4 (50%, 80°C) | 0,1-0,5 mm/Jahr | 0,5-2,0 mm/Jahr | IN625 |
| Verdünnte HCl (5%, 25°C) | 0,05-0,15 mm/Jahr | 0,5-2,0 mm/Jahr | IN625 stark |
| HCl (10%, 60°C) | 0,3-0,8 mm/Jahr | 5-15 mm/Jahr | IN625 stark |
| Reines H3PO4 (50%, 70°C) | 0,1-0,3 mm/Jahr | 0,2-0,5 mm/Jahr | Vergleichbar |
| Nassverfahren H3PO4 (fluoridkontaminiert) | 0,2-0,5 mm/Jahr | 0,8-2,0 mm/Jahr | IN625 |
| Verdünntes HNO3 (<30%, Umgebung) | 0,1-0,5 mm/Jahr | 0,2-0,8 mm/Jahr | Vergleichbar |
| HNO3 + HF (Mischsäure) | Gute Widerstandsfähigkeit | Geringe Widerstandsfähigkeit | IN625 stark |
Quellen: Schweitzer, Corrosion Resistance Tables, Marcel Dekker, 2004; Braun, Corrosion Science, 2005; Special Metals Corporation corrosion data
Wie unterscheidet sich die Korrosionsbeständigkeit gegenüber Meerwasser und Chlorid zwischen den beiden Legierungen?
Marine- und Offshore-Anwendungen stellen eines der größten Einsatzgebiete für Nickellegierungen dar, und die Leistungsunterschiede zwischen Inconel 625 und Inconel 825 in Meerwasser und chloridhaltigen Medien gehören zu den praktisch bedeutendsten in diesem Vergleich.
Natürliches Meerwasser: Statische vs. fließende Bedingungen
In statischem oder langsam fließendem natürlichem Meerwasser bilden beide Legierungen Passivschichten, aber ihre Langzeitstabilität unterscheidet sich erheblich. Inconel 625 behält seine Passivität in natürlichem Meerwasser bei Temperaturen bis zu ca. 85°C ohne nennenswerte Lochfraß- oder Spaltkorrosion unter den meisten Expositionsbedingungen auf unbestimmte Zeit bei. Langzeitdaten von Offshore-Plattformen (Steigleitungen, Versorgungskabel, Anschlüsse) zeigen, dass Inconel 625-Komponenten 20 bis 30 Jahre lang ohne nennenswerte lokale Korrosion in Betrieb bleiben.
Inconel 825 ist in sauberem Meerwasser bei Umgebungstemperatur (unter 25°C bis 30°C) für viele Anwendungen akzeptabel, insbesondere wenn spaltfreie Verbindungskonstruktionen verwendet werden. Allerdings wurde bei Inconel 825 in stagnierendem Meerwasser bei Temperaturen über 40°C Lochfraß dokumentiert, und Spaltkorrosion unter Dichtungen oder Gewindeverbindungen kann schon bei Temperaturen von 15°C bis 20°C im Meerwasser einsetzen (Oldfield, J.W. und Sutton, W.H., Britische Zeitschrift für Korrosion, Band 13, 1978).
In Meerwasser mit hoher Strömungsgeschwindigkeit (über 3 m/s) widerstehen beide Legierungen wirksam der Erosionskorrosion. Die höhere Festigkeit von Inconel 625 bietet zusätzlichen Widerstand gegen Erosionskorrosion bei höheren Strömungsgeschwindigkeiten.
Produziertes Wasser und verunreinigte Sole
Produziertes Wasser aus Öl- und Gasbohrungen ist in der Regel aggressiver als natürliches Meerwasser und enthält höhere Chloridkonzentrationen (bis zu 250.000 ppm), höhere Temperaturen (50°C bis 150°C), gelöstes CO2 und H2S sowie gelegentlich organische Säuren. In diesem Dienst:
Inconel 625 ist der Standardwerkstoff für Unterwasser-Nabelrohre, Einspritzleitungen und Flowline-Komponenten in Hochdruck- und Hochtemperatur-Produktionsumgebungen. Seine Kombination aus hohem PREN-Wert, hervorragender Beständigkeit gegen H2S-Spannungsrisskorrosion und hoher Druckfestigkeit macht ihn zur Referenzlegierung in NACE MR0175/ISO 15156 für aggressive saure Anwendungen.
Inconel 825 eignet sich für den Einsatz in mäßig saurem Produktionswasser (H2S-Partialdruck unter 0,05 MPa, Temperaturen unter 60 °C) und wird häufig für Bohrlochkopfkomponenten, Hängevorrichtungen für Produktionsrohre und Bohrlochausrüstungen verwendet, bei denen die Umweltbedingungen weniger streng sind als bei Tiefseeanwendungen. Es ist auch in der NACE MR0175/ISO 15156 für den Einsatz in sauren Medien innerhalb der qualifizierten Umweltgrenzen aufgeführt.
Brackwasser- und Kühlwassersysteme
In industriellen Kühlwassersystemen, die Brackwasser oder teilweise aufbereitetes Süßwasser mit einem Chloridgehalt von 500 bis 5.000 ppm verwenden, bietet Inconel 825 oft einen angemessenen Korrosionsschutz zu wesentlich geringeren Kosten als Inconel 625. Für Wärmetauscherrohre in der Energieerzeugung und in chemischen Verarbeitungsanlagen werden häufig Rohre aus Inconel 825 (ASTM B163) verwendet, wenn es um die Kühlung mit Meerwasser bei Temperaturen unter 40 °C geht.
Dies ist ein legitimer Anwendungsbereich für Inconel 825, in dem die Verwendung von Inconel 625 die Materialkosten ohne entsprechende Leistungsvorteile erhöhen würde. Die wichtigste Bedingung ist, dass die Temperaturen unter 40 °C und die Chloridkonzentrationen unter ca. 5.000 ppm bleiben, ohne dass zusätzliche Lochfraß-aggressive Spezies wie H2S oder oxidierende Metallionen auftreten.
Was sind die Unterschiede bei den mechanischen Eigenschaften und wie wirken sie sich auf die Konstruktion von Bauteilen aus?
Die Korrosionsbeständigkeit dominiert oft die Auswahldiskussion, aber die mechanischen Eigenschaften bestimmen, ob ein Bauteil in der erforderlichen Geometrie hergestellt werden kann und den kombinierten mechanischen und umweltbedingten Belastungen im Betrieb standhält.
Mechanische Eigenschaften bei Raumtemperatur
Inconel 625 ist bei Raumtemperatur deutlich fester als Inconel 825, was auf die Mischkristallverfestigung durch Molybdän und Niob sowie die Kaltverfestigung durch den höheren Legierungsgehalt zurückzuführen ist:
| Mechanische Eigenschaften | Inconel 625 (geglüht) | Inconel 825 (geglüht) | Test Standard |
|---|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | 830-1.000 MPa (mindestens 827 MPa) | 690-760 MPa (mindestens 586 MPa) | ASTM B443/B423 |
| 0.2% Streckgrenze | 414-690 MPa (mindestens 414 MPa) | 310-380 MPa (mindestens 241 MPa) | ASTM B443/B423 |
| Dehnung beim Bruch | 30-45% | 30-40% | Raumtemperatur |
| Härte (Brinell) | 170-220 HB | 130-180 HB | Typisch geglüht |
| Elastizitätsmodul | 205 GPa | 196 GPa | Bei Raumtemperatur |
| Ermüdung Ausdauergrenze | ~350-450 MPa | ~280-350 MPa | Rotierender Strahl, 10^7 Zyklen |
Quellen: ASTM B443, B423; technische Daten der Special Metals Corporation; Daten von Haynes International.
Die wesentlich höhere Streckgrenze von Inconel 625 (414 MPa Minimum gegenüber 241 MPa Minimum für Inconel 825) hat direkte Auswirkungen auf die Konstruktion. Bei Druckbehältern, Rohrleitungen und Strukturbauteilen, die unter Innendruck arbeiten, ermöglicht die höhere zulässige Spannung von Inconel 625 dünnere Wandabschnitte bei gleichem Druck, was die höheren Materialkosten auf Basis der fertigen Bauteile teilweise ausgleicht.
Mechanische Eigenschaften bei erhöhter Temperatur
Keine der beiden Legierungen wird in erster Linie für strukturelle Anwendungen bei hohen Temperaturen verwendet - beide werden eher wegen ihrer Korrosionsbeständigkeit als wegen ihrer Kriechfestigkeit ausgewählt. Die Temperatur wirkt sich jedoch auf die zulässige Auslegungsspannung in Druckbehälter- und Rohrleitungsvorschriften aus:
| Temperatur | IN625 UTS (MPa) | IN625 Streckgrenze (MPa) | IN825 UTS (MPa) | IN825 Streckgrenze (MPa) |
|---|---|---|---|---|
| 25°C | 930 | 517 | 690 | 310 |
| 200°C | 800 | 410 | 620 | 275 |
| 400°C | 730 | 380 | 570 | 255 |
| 600°C | 690 | 350 | 520 | 230 |
| 700°C | 600 | 310 | 430 | 195 |
Quelle: ASME Boiler and Pressure Vessel Code, Section II, Part D; Technische Daten für Spezialmetalle.
Der ASME Boiler and Pressure Vessel Code (Section VIII, Division 1) listet beide Legierungen mit definierten maximal zulässigen Spannungswerten nach Temperatur auf, so dass die Konstrukteure von Druckbehältern die erforderliche Wandstärke für jede Materialwahl berechnen können.
Kerbschlagzähigkeit und Kerbempfindlichkeit
Beide Legierungen weisen eine ausgezeichnete Charpy-Kerbschlagzähigkeit bei niedrigen Temperaturen auf, was auf ihre vollständig austenitische FCC-Kristallstruktur zurückzuführen ist. Die veröffentlichten Charpy-Kerbschlagzähigkeitswerte für Inconel 625 liegen bei über 150 J (110 ft-lb) bei -196°C (Temperatur von flüssigem Stickstoff) und eignen sich damit für den Einsatz in Kryobehältern. Inconel 825 erreicht ebenfalls eine Kerbschlagarbeit von über 100 J bei -100°C.
Diese kryogene Zähigkeit, insbesondere von Inconel 625, wird in Komponenten für die LNG-Lagerung und in kryogenen chemischen Verarbeitungsanlagen genutzt, bei denen gleichzeitig mechanische Leistung bei niedrigen Temperaturen und Korrosionsbeständigkeit erforderlich sind.
Wie sieht es mit der Beständigkeit gegen Spannungsrisskorrosion aus?
Spannungsrisskorrosion (SCC) ist eine besonders heimtückische Versagensart, da sie unter aufgebrachter oder verbleibender Zugspannung in einer korrosiven Umgebung auftritt und zu Sprödbruch führt, ohne dass signifikante Korrosion oder Warnzeichen sichtbar sind.
Chlorid SCC-Beständigkeit
Die Anfälligkeit austenitischer nichtrostender Stähle für Chlorid-SCC ist hinlänglich bekannt: Nichtrostende Stähle der Güte 304 und 316 sind anfällig für Chlorid-SCC bei Temperaturen über ca. 60°C und bei Zugspannungen, die etwa 50% der Streckgrenze überschreiten. Einer der Hauptgründe für die Verwendung von Nickellegierungen anstelle von nichtrostenden Stählen in vielen Anwendungen der chemischen Verarbeitung und der Schifffahrt ist ihre überlegene Beständigkeit gegen Chlorid-SCC.
Sowohl Inconel 625 als auch Inconel 825 widerstehen Chlorid-SCC deutlich besser als austenitische nichtrostende Stähle, was in erster Linie auf ihren höheren Nickelgehalt zurückzuführen ist. Veröffentlichte Daten zeigen, dass ein Nickelgehalt über ca. 35% einen erheblichen Schutz gegen Chlorid-SCC bietet (Sedriks, A.J., Korrosion von nichtrostenden Stählen, Wiley, 1996). Mit dem 38%- bis 46%-Nickel von Inconel 825 und dem 58%+-Nickel von Inconel 625 überschreiten beide Legierungen diesen Grenzwert.
Inconel 625 bietet mit seinem höheren Nickel- und Molybdängehalt eine weitere Sicherheitsmarge in schweren Chloridumgebungen. Bei beschleunigten SCC-Tests in siedendem Magnesiumchlorid (ein strenger standardisierter Test nach ASTM G36) zeigen beide Legierungen keine Rissbildung - ein Leistungsniveau, das austenitische nichtrostende Stähle nicht erreichen können.
Beständigkeit gegen Schwefelwasserstoff (saurer Betrieb)
Bei der Öl- und Gasförderung verursachen H2S-haltige Umgebungen bei anfälligen Legierungen sulfidische Spannungsrisse (SSC). NACE MR0175/ISO 15156 definiert Umweltgrenzwerte für den Einsatz von Legierungen im sauren Betrieb.
Inconel 625 im geglühten Zustand (Streckgrenze unter 827 MPa, was leicht zu erreichen ist) ist nach NACE MR0175 für den Einsatz bei allen H2S-Partialdrücken und Temperaturen mit unbegrenzter Chloridkonzentration qualifiziert. Diese weitreichende Qualifikation macht ihn zur Legierung der Wahl für die anspruchsvollsten sauren Einsatzumgebungen, einschließlich Tiefsee-Produktionssystemen und Gasbohrungen mit hohem H2S-Gehalt.
Inconel 825 ist auch in der NACE MR0175/ISO 15156 für den Einsatz im sauren Milieu aufgeführt, allerdings mit folgenden Bedingungen: maximale Härte von 35 HRC und Eignung für den Einsatz bei H2S-Partialdrücken bis zu den in der Norm festgelegten Grenzwerten. In der Praxis wird Inconel 825 häufig für Bohrlochkopfausrüstungen, Christmas-Tree-Komponenten und Produktionsrohrzubehör in mäßig sauren Betriebsumgebungen verwendet, wo seine Qualifikationen erfüllt sind (NACE MR0175/ISO 15156, Teil 3, Tabelle A.2).
Polythionische Säure SCC
In der Erdölraffinerie entsteht bei der Abschaltung von Wasserstoffbehandlungs- und Entschwefelungsanlagen Polythionsäure (H2SxO6), die in sensibilisierten austenitischen Werkstoffen SCC verursachen kann. Die Titanstabilisierung von Inconel 825 verhindert die Sensibilisierung und macht ihn resistent gegen Polythionsäure-SCC. Dies ist eine spezifische Anwendung, bei der die stabilisierte Zusammensetzung von Inconel 825 einen direkten technischen Vorteil bietet, und erklärt seinen weit verbreiteten Einsatz in Wärmetauscherrohren und Reaktoreinbauten in Raffinerien.
Inconel 625 ist eine vollständig mit Niob stabilisierte Legierung mit sehr geringem Kohlenstoffgehalt, die auch gegen polythionische Säure SCC beständig ist. Beide Legierungen sind nach den meisten wichtigen technischen Normen für Erdölraffinerien, einschließlich NACE SP0170, für diesen Einsatz zugelassen.
Für welche Branchen und Anwendungen wird Inconel 625 im Vergleich zu Inconel 825 verwendet?
Der Markt für diese Legierungen ist groß und wächst. Der globale Markt für Nickellegierungen überstieg im Jahr 2023 $9,5 Mrd. USD, wobei Öl und Gas, chemische Verarbeitung und Marineanwendungen zusammen mehr als 55% des Verbrauchs ausmachten (MarketsandMarkets Research, 2024). Das Verständnis der etablierten Anwendungsbereiche verhindert Spezifikationsfehler.
Primäre Anwendungen: Inconel 625
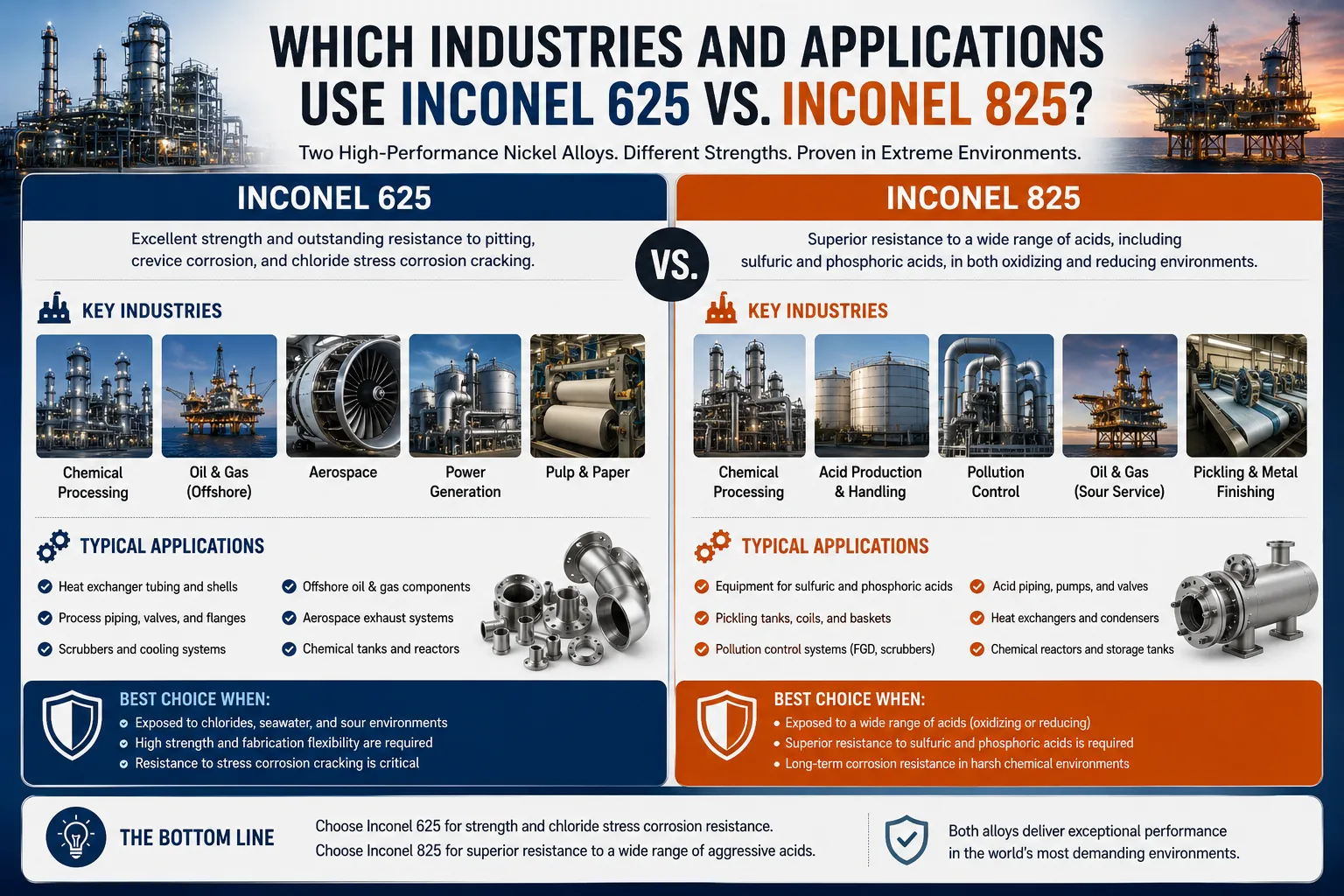
Offshore-Öl und -Gas: Flexible Steigleitungen (ASTM B443 Bänder und Drähte), Versorgungskabel, Unterwasseranschlüsse, plattierte Rohre (ASTM B432), Bohrlochkopfkomponenten in Hochdruck-Hochtemperatur-Bohrlöchern (HPHT). Inconel 625 ist der Standardwerkstoff für die meisten Tiefseebauteile, bei denen Temperaturen über 60 °C oder H2S-Partialdrücke, die die NACE-Grenzwerte überschreiten, Inconel 825 nicht zulassen.
Ausrüstung für die chemische Verarbeitung: Reaktorbehälter, Wärmetauscherrohre (ASTM B444), Rührwerke und Rohrleitungen im HCl-Betrieb, im Betrieb mit Mischsäuren (HNO3 + HF) und bei allen Prozessen mit aggressiver chloridhaltiger organischer Chemie. Pharmazeutische Zwischenprodukte enthalten häufig HCl und chlorierte Lösungsmittel, bei denen Inconel 625 eine kontaminationsfreie Korrosionsleistung gewährleistet.
Komponenten für Luft- und Raumfahrt und Gasturbinen: Brennkammerauskleidungen, Rohrleitungen, Schubumkehrer und Abgaskomponenten, bei denen sowohl Hochtemperaturoxidationsbeständigkeit als auch Beständigkeit gegen Heißkorrosion durch Salzablagerungen erforderlich sind. Die Mischkristallverfestigung von Inconel 625 ohne Ausscheidungshärtung macht es leicht schweißbar in komplexen Blechkonstruktionen.
Anwendungen in der Schifffahrt und Marine: Propellerwellen, Seewasserrohre, Sonargehäuse und U-Boot-Druckhüllenfittings. Die US-Marine verwendet Inconel 625 in großem Umfang für Seewasser-Systemkomponenten und Unterwasser-Sensorik.
Kernenergie: Reaktorbehälterverkleidungen, Dampferzeugerrohrmuffen und Brennelementbauteile. Der niedrige Kobaltgehalt von Inconel 625 ist bei nuklearen Anwendungen von Vorteil, bei denen die Aktivierung von Kobalt-60 zu Problemen mit der Strahlenbelastung führt.
Extrusionsschnecken und Zylinderkomponenten: Bei der Verarbeitung von hochkorrosiven Polymeren - insbesondere Fluorpolymeren, chlorierten Polymeren und aggressiven flammhemmenden Verbindungen - verlängern Plattierungen oder massive Komponenten aus Inconel 625 die Lebensdauer von Schnecken und Zylindern im Vergleich zu Standard-Werkzeugstählen oder niedriger legierten Alternativen erheblich.
Primäre Anwendungen: Inconel 825
Öl und Gas (mäßiger Service): Förderrohre, Verrohrungszubehör, Bohrlochkopfkomponenten, Durchflussleitungen und Bohrlochausrüstungen unter mäßig sauren Betriebsbedingungen im Rahmen der NACE MR0175 Qualifikation. In der Nordsee, im Golf von Mexiko und im Nahen Osten werden in großem Umfang Rohre und Fittings aus Inconel 825 eingesetzt.
Chemische Verarbeitung: Schwefelsäure-Rohrleitungen, Phosphorsäure-Wärmetauscher, Beizanlagen für die Edelstahlproduktion und Einbauten in Rauchgasentschwefelungsanlagen (REA-Wäscher). Die Beständigkeit von Inconel 825 gegenüber verdünnter Schwefelsäure und seine geringeren Kosten im Vergleich zu Inconel 625 machen es zum Standardwerkstoff für viele dieser Anwendungen.
Erdölraffination: Wärmetauscherrohre in Hydrotreater-Einheiten, Entschwefelungsreaktoren und Rohöl-Destillationskondensatoren, in denen polythionische Säure SCC und H2S/HCl-Umgebungen die Verwendung von Nickellegierungen gegenüber Standard-Edelstahl rechtfertigen.
Ausrüstung zur Bekämpfung der Umweltverschmutzung: REA-Wäscher, die SO2-haltiges Rauchgas mit verdünntem H2SO4-Kondensat verarbeiten, sind ein wichtiger Einsatzbereich für Inconel 825. Die gute Beständigkeit der Legierung gegenüber verdünnter Schwefelsäure und mäßigen Chloridwerten bei 40 bis 70 °C passt gut zu den Einsatzbedingungen in REAs bei wettbewerbsfähigen Kosten.
Stromerzeugung: Rohre für Dampferzeuger, Komponenten für Speisewassererhitzer und Kühlwassersysteme in Kernkraftwerken und Kraftwerken für fossile Brennstoffe. Inconel 825 (ASTM B163) wird in diesem Sektor häufig für Wärmetauscherrohre verwendet.
Industrieller Schrauben- und Zylindereinsatz (mäßige Korrosion): Für Extrusionsanwendungen mit mäßig korrosiven Verbindungen - Hart-PVC, einige flammhemmende Systeme und technische Harze mit milden säurebildenden Abbauprodukten - bieten Inconel 825-Plattierungen oder Hartauftragsschweißungen einen den Einsatzbedingungen angemessenen Korrosionsschutz zu geringeren Kosten als Lösungen auf Basis von Inconel 625.
| Anwendungsbereich | Bevorzugte Legierung | Hauptleistungstreiber | Ablehnung Ablehnungsgrund für Sonstige |
|---|---|---|---|
| Tiefsee-Unterwasser-Hardware | Inconel 625 | PREN, NACE alle H2S-Stufen | IN825 Lochfraß über CCT in warmem Produktionswasser |
| Chemische Verarbeitung von HCl | Inconel 625 | Molybdän-Gehalt | IN825 unannehmbare Korrosionsraten in HCl |
| Gemischte Säure (HNO3+HF) | Inconel 625 | HF-Widerstand | IN825 unzureichend in fluoridhaltigen Umgebungen |
| Brennkammern für die Luft- und Raumfahrt | Inconel 625 | Hochtemperaturoxidation + Schweißbarkeit | IN825 unzureichende Hochtemperaturfestigkeit |
| REA-Wäscher (H2SO4) | Inconel 825 | Verdünnte H2SO4-Beständigkeit zu geringeren Kosten | IN625 nicht erforderlich; Kostenaufschlag nicht gerechtfertigt |
| Wärmetauscher für Erdölraffinerien | Inconel 825 | Polythionsäure SCC-Beständigkeit, Kosten | IN625 Kostenaufschlag nicht erforderlich für diesen Dienst |
| Produktionsrohre (mäßig sauer) | Inconel 825 | NACE-qualifiziert, kosteneffizient | IN625 Leistung übertrifft Anforderungen |
| Wärmetauscher für Kühlwasser (<40°C) | Inconel 825 | Angemessene Chloridbeständigkeit, Kosten | IN625 Leistung übertrifft Anforderungen |
| Rohre für nukleare Dampferzeuger | Inconel 625 | Reinwasser-Korrosion, kobaltarm | IN825 wird in einigen älteren Anlagenkonzepten verwendet |
| Fluorpolymer-Verarbeitungsschnecken | Inconel 625 | HF-Beständigkeit, kombinierte Korrosion | IN825 unzureichende Korrosionsbeständigkeit |
Wie sieht es mit der Schweißbarkeit und Verarbeitbarkeit der beiden Legierungen aus?
Beide Legierungen gelten als schweißbare Nickellegierungen, aber es gibt bedeutende Unterschiede in der Schweißmetallurgie, den Anforderungen nach dem Schweißen und der praktischen Einfachheit der Herstellung solider Schweißnähte in Produktionsumgebungen.
Inconel 625 Schweißeignung: Umfassende industrielle Erfahrung
Die Schweißbarkeit von Inconel 625 ist eine der in der Praxis am meisten geschätzten Eigenschaften. Die Legierung ist für ihre Festigkeit nicht auf Ausscheidungshärtung angewiesen - sie bezieht ihre Festigkeit ausschließlich aus Mischkristallhärtung und Kaltverfestigung. Das bedeutet, dass es keine Ausscheidungshärtungsphase gibt, die sich selektiv in der Wärmeeinflusszone (WEZ) einer Schweißnaht absetzen und Spannungsrissbildung oder Duktilitätsverlust verursachen könnte.
Inconel 625 Schweißzusatzwerkstoff (ERNiCrMo-3, AWS A5.14) wird nicht nur zum Schweißen von Inconel 625 mit sich selbst verwendet, sondern auch als Allzweck-Schweißzusatzwerkstoff für die Verbindung von Nickellegierungen mit rostfreien Stählen und Kohlenstoffstählen. Diese Vielseitigkeit spiegelt die ausgewogene Zusammensetzung der Legierung und die zuverlässigen Eigenschaften im geschweißten Zustand wider. Der Schweißzusatz wird häufig für Plattierungen, Pufferlagen und Schweißüberlagerungen bei der Herstellung von Druckbehältern verwendet.
Zu den Standardschweißverfahren für Inconel 625 gehören WIG-, MIG-, SMAW-, Plasma-, Laser- und Elektronenstrahlschweißen. Bei den meisten Anwendungen ist keine Wärmebehandlung nach dem Schweißen erforderlich - der Zustand im geschweißten Zustand bietet volle Korrosionsbeständigkeit (Lippold, J.C. und Kotecki, D.J., Schweißmetallurgie und Schweißbarkeit von nichtrostenden Stählen, Wiley, 2005).
Eine schweißmetallurgische Überlegung für Inconel 625: Während des Mehrlagenschweißens oder der langsamen Abkühlung im Bereich von 650°C bis 900°C kann sich an interdendritischen Stellen eine niobreiche Laves-Phase bilden, die die Duktilität und Zähigkeit leicht verringert. Dies lässt sich durch Minimierung der Wärmezufuhr, Beibehaltung der Zwischenlagentemperatur unter 175 °C und Vermeidung unnötiger Verweilzeiten im Sensibilisierungstemperaturbereich vermeiden.

Inconel 825 Schweißeignung: Anforderungen an die Stabilisierung
Inconel 825 ist als stabilisierte Legierung konzipiert, und seine Schweißbarkeit spiegelt diese Absicht wider. Der niedrige Kohlenstoffgehalt (max. 0,05%) und die Titanstabilisierung verhindern effektiv sensibilisierungsbedingte interkristalline Korrosion in Schweißverbindungen - eine kritische Eigenschaft für viele seiner Anwendungen in Raffinerien und chemischen Prozessen.
Schweißzusatzwerkstoff für Inconel 825 ist ERNiCrMo-3 (entspricht der Zusammensetzung von Inconel 625) oder ERNiCrMo-4 (Zusammensetzung von Hastelloy C-276), die beide eine gleichwertige oder bessere Korrosionsbeständigkeit im Vergleich zum Grundwerkstoff in der Schweißzone bieten. Die Verwendung eines höher legierten Schweißzusatzes kompensiert etwaige Verdünnungseffekte in der Schweißnahtzone.
Ein Glühen nach dem Schweißen bei 940°C bis 980°C wird manchmal für Inconel 825-Schweißnähte in stark korrosiven Anwendungen empfohlen, um eine vollständige Stabilisierung des Titans und die Auflösung aller sensibilisierten Bereiche sicherzustellen. In der Praxis wird Inconel 825 in vielen Anwendungen im geschweißten Zustand verwendet, wenn die stabilisierte Zusammensetzung eine ausreichende Sicherheit bietet.

Vergleich von Umformung und spanender Bearbeitung
Beide Legierungen verfestigen sich während der Kaltumformung erheblich, was eine angemessene Umformkapazität und die Beachtung der Rückfederung erfordert. Inconel 625 härtet aufgrund seines höheren Gehalts an gelösten Stoffen schneller aus als Inconel 825, was ein häufigeres Glühen während der Kaltreduzierung erfordert.
Temperaturbereiche für die Warmumformung:
- Inconel 625: 1.000°C bis 1.175°C (optimaler Warmarbeitsbereich)
- Inconel 825: 980°C bis 1.175°C (ähnlicher Bereich, etwas leichter warm zu verformen)
Die Zerspanung beider Legierungen erfordert Hartmetallwerkzeuge, niedrige Schnittgeschwindigkeiten, hohe Vorschübe und reichlich Kühlmittel. Die höhere Kaltverfestigungsrate von Inconel 625 macht seine Bearbeitung etwas schwieriger als die von Inconel 825. Beide Werkstoffe profitieren von einem häufigen Wechsel der scharfen Werkzeuge, da die durch frühere Schnitte gehärteten Oberflächen die Standzeit der Werkzeuge bei den nachfolgenden Durchgängen drastisch verringern.
Was sind die Anforderungen an die Wärmebehandlung und ihre Auswirkungen auf die Herstellung?
Die Anforderungen an die Wärmebehandlung wirken sich direkt auf die Herstellungszeit, die Kosten und das endgültige Gefüge aus, das die Gebrauchseigenschaften bestimmt. Beide Legierungen müssen geglüht werden, aber die Besonderheiten und Folgen einer Abweichung sind unterschiedlich.
Inconel 625 Glühen
Inconel 625 wird im geglühten Zustand gemäß ASTM B443 (Platten/Blech) oder B446 (Stangen) geliefert. Die Standardglühbehandlung beträgt mindestens 1.093°C (2.000°F) für 1 Stunde pro 25 mm Querschnittsdicke, gefolgt von einer schnellen Wasserabschreckung oder Luftkühlung für dünne Abschnitte.
Die hohe Glühtemperatur gewährleistet die vollständige feste Lösung aller Legierungselemente und beseitigt jegliche Kaltverfestigung durch die Verarbeitung. Die Korngröße nach dem Glühen beträgt typischerweise ASTM 4 bis 7. Unvollständiges Glühen - insbesondere bei Temperaturen unter 980 °C - kann zu Restkaltverformung oder unvollständiger Auflösung von Sekundärphasen führen, wodurch sowohl die Korrosionsbeständigkeit als auch die Duktilität unter die spezifizierten Mindestwerte sinken.
Bei Inconel 625, das als Ersatz für UNS S31803 (Duplex-Edelstahl) oder als korrosionsbeständige Plattierung verwendet wird, ist häufig ein Lösungsglühen nach dem Plattieren erforderlich, um sicherzustellen, dass die plattierte Schicht ihre volle Korrosionsleistung erreicht. Die Abweichung von den Glühanforderungen ist eine der häufigsten Ursachen für vorzeitige Lochfraßausfälle, die wir bei der Analyse von plattierten Rohrleitungen und Wärmetauscherkomponenten nach dem Ausfall feststellen.
Inconel 825 Glühen
Inconel 825 wird in der Regel bei 940°C bis 980°C (1.725°F bis 1.800°F) gemäß den Anforderungen der ASTM B423 geglüht, gefolgt von einer schnellen Abkühlung. Die niedrigere Glühtemperatur im Vergleich zu Inconel 625 spiegelt den niedrigeren Legierungsgrad von Inconel 825 und die Notwendigkeit wider, Titan in fester Lösung zu halten und gleichzeitig eine Verarmung des Chroms an den Korngrenzen zu vermeiden.
Eine kritische Anforderung, die speziell für Inconel 825 gilt: Das Glühen muss schnell im Bereich von 550°C bis 700°C erfolgen, um die Ausscheidung von Titankarbid oder Chromkarbid an den Korngrenzen (Sensibilisierung) zu verhindern. Eine langsame Ofenabkühlung in diesem Bereich macht den Zweck der Stabilisierungswärmebehandlung zunichte und kann zu einer schlechten interkristallinen Korrosionsbeständigkeit im anschließenden sauren Betrieb führen.
Es wird dringend empfohlen, Schweißteile aus Inconel 825, die für den Einsatz in konzentrierter Schwefelsäure oder Phosphorsäure vorgesehen sind, nach der Herstellung zu glühen, da der thermische Zyklus der Schweißnaht zu einer lokalen Sensibilisierung oder zu Zonen mit Titanabbau führen kann. Der Huey-Test (65% HNO3, ASTM A262 Practice C) ist die Standardqualifikationsprüfung zur Überprüfung einer angemessenen Sensibilisierungsbeständigkeit.
Wie lassen sich Kosten, Lieferkette und Gesamtlebenszyklusökonomie vergleichen?
Eine Materialauswahl ohne eine ehrliche Kostenanalyse ist unvollständige Technik. Das Ziel ist nicht die Minimierung des Anschaffungspreises, sondern die Minimierung der Gesamtbetriebskosten über die erforderliche Lebensdauer der Komponente.
Rohstoff- und Mühlenpreise im Jahr 2026
Beide Legierungen werden von mehreren globalen Herstellern produziert, darunter Special Metals (ATI), VDM Metals, Nippon Yakin Kogyo und Haynes International (für ausgewählte Formen). Diese wettbewerbsfähige Angebotsbasis mäßigt die Preisbildung, obwohl die Volatilität des Nickelmarktes beide Legierungen gleichzeitig stark beeinflusst.
Ungefährer Preis für die Jahre 2025 bis 2026:
| Produkt Form | Inconel 625 Preis (USD/kg) | Inconel 825 Preis (USD/kg) | Preis-Verhältnis |
|---|---|---|---|
| Stangenmaterial (Standardgrößen) | $55-80 | $30-45 | 1.7-1.9x |
| Blatt/Platte | $60-90 | $32-50 | 1.7-2.0x |
| Nahtlose Rohre (ASTM B444/B423) | $70-120 | $38-60 | 1.8-2.0x |
| Schweißdraht (ERNiCrMo-3) | $80-110 | N/A (verwendet normalerweise IN625 Füllstoff) | Referenz |
| Schmiedeteile | $90-160 | $50-90 | 1.6-1.9x |
| Plattiertes Blech (über Kohlenstoffstahl) | $100-180/m² | $60-110/m² | 1.6-1.8x |
Der Aufschlag von etwa 70% bis 100% für Inconel 625 gegenüber Inconel 825 ist bei allen Produktformen gleich und spiegelt in erster Linie den höheren Nickel- und Molybdängehalt wider. Im Hinblick auf den Lebenszyklus stellt sich die Frage, ob sich dieser Aufschlag durch eine verlängerte Lebensdauer, weniger Wartungsarbeiten oder eine Risikominderung auszahlt.
Total Cost of Ownership: Ein strukturiertes Beispiel
Betrachten Sie ein Wärmetauscherrohr in einer Phosphorsäure-Düngemittelfabrik, die nasse Prozessphosphorsäure mit 0,3% Fluoridverunreinigung bei 70°C verarbeitet:
- Korrosionsrate des Rohrbündels von Inconel 825: ca. 1,5 mm/Jahr (fluoridbelasteter Betrieb).
- Bei einer Wandstärke von mindestens 2,0 mm beträgt die Lebensdauer der Rohre vor der Leckage etwa 1,0 bis 1,5 Jahre.
- Kosten für den Austausch von Rohrbündeln (Material + Arbeit + Ausfallzeit): etwa $320.000 pro Ereignis.
- Inconel 625 Rohrbündel-Korrosionsrate: ca. 0,35 mm/Jahr (gleicher Einsatz).
- Bei einer Wandstärke von mindestens 2,0 mm beträgt die Lebensdauer der Rohre vor der Leckage etwa 4 bis 5 Jahre.
- Kosten für den Austausch von Rohrbündeln (Materialprämie): ca. $480.000 ursprünglich.
Über einen Zeitraum von 5 Jahren:
- Inconel 825: etwa 3 bis 4 Austauschvorgänge × $320.000 = $960.000 bis $1.280.000
- Inconel 625: 1 Ersatz oder fortgesetzter Betrieb, Gesamtkosten etwa $480.000 bis $560.000
Die Nettoeinsparungen durch die Wahl von Inconel 625 in diesem speziellen Fall: $480.000 bis $720.000 über 5 Jahre, trotz der höheren anfänglichen Materialkosten. Diese Art der Berechnung ist der richtige Rahmen für Entscheidungen zur Legierungsauswahl in korrosiven Betriebsumgebungen.
Überlegungen zur Lieferkette und Vorlaufzeit
Beide Legierungen verfügen über eine gute Lieferkettentiefe durch große Händler für Nickellegierungen in Nordamerika, Europa und Asien. Standard-Lagerartikel (Stangen, Bleche, Rohre) sind in der Regel in 4 bis 10 Wochen verfügbar. Für kundenspezifische Schmiedestücke und Rohre mit großem Durchmesser benötigen die großen Hersteller 16 bis 30 Wochen.
Inconel 625 ist bei den meisten Händlern aufgrund des höheren Nachfragevolumens durch Öl- und Gasanwendungen in größeren Mengen vorhanden. Inconel 825 ist aufgrund des großen Marktes für Wärmetauscher gleichermaßen in Rohrformen (insbesondere nahtlose Rohre nach ASTM B163 für Wärmetauscher) erhältlich. Keine der beiden Legierungen stellt unter normalen Marktbedingungen ein erhebliches Lieferkettenrisiko dar.
Welche Prüfstandards und Materialzertifizierungen sollten Käufer verlangen?
Eine Beschaffung ohne strenge Zertifizierungsanforderungen birgt Haftungs- und Leistungsrisiken. Für beide Legierungen gibt es genau definierte Spezifikationen, die die Käufer verstehen und durchsetzen müssen.
Materialspezifikationen nach Produktform
| Produkt Form | Inconel 625 Spezifikation | Inconel 825 Spezifikation |
|---|---|---|
| Blech und Platte | ASTM B443 | ASTM B424 |
| Nahtloses Rohr | ASTM B444 | ASTM B163, B423 |
| Rohre (nahtlos) | ASTM B444 | ASTM B423 |
| Stange und Stab | ASTM B446 | ASTM B425 |
| Draht | ASTM B446 | ASTM B425 |
| Geschweißtes Rohr | ASTM B705 | ASTM B423 (geschweißt zulässig) |
| Schmiedeteile | ASTM B564 | ASTM B564 |
| Schweißdraht | AWS ERNiCrMo-3 (AMS 5837) | Typischerweise ERNiCrMo-3 |
| Druckbehälter-Code | ASME Abschnitt II UNS N06625 | ASME Abschnitt II UNS N08825 |
Erforderliche Zertifizierungsdokumentation
EN 10204 Typ 3.1 Zertifizierung: Das Minimum an akzeptablen Unterlagen für den Kauf von Legierungen für druckhaltige Anwendungen. Dieser vom Hersteller zertifizierte Bericht enthält die Ergebnisse der chemischen Zusammensetzung und der mechanischen Prüfungen für die tatsächlich gelieferte Charge des Materials und ist von einem autorisierten Prüfer des Herstellers unterzeichnet. Akzeptieren Sie keine 3.1-Zertifikate, bei denen die Rückverfolgbarkeit der Schmelznummer zur spezifischen Lieferung fehlt.
Prüfung der interkristallinen Korrosion: Für Inconel 825 sollten die ASTM A262-Methode B (Oxalsäure-Ätzprüfung) und die Methode C (Huey-Test in 65% HNO3) für Wärmetauscherrohre in Bereichen vorgeschrieben werden, in denen ein Sensibilisierungsrisiko besteht. Für Inconel 625 ist die ASTM G28 Methode A (Eisen(III)-sulfat-Schwefelsäure-Test) der relevante interkristalline Korrosionsqualifikationstest.
Ultraschallprüfung: Die Ultraschallprüfung nach ASTM E213 (Rohre) oder E114 (Platten) ist für drucktragende Bauteile erforderlich und sollte bei kritischen Anwendungen in der Bestellung angegeben werden.
Positive Materialidentifikation (PMI): Bei Systemen mit kritischem Druck sollte die PMI mittels Röntgenfluoreszenz (XRF) oder optischer Emissionsspektroskopie die Legierungsidentität bei Erhalt überprüfen, insbesondere wenn eine visuelle Unterscheidung zwischen Inconel 625 und Inconel 825 nicht möglich ist (beide haben ein ähnliches Aussehen). Der Unterschied im Nickelgehalt (58%+ vs. 38% bis 46%) lässt sich mit der Röntgenfluoreszenzanalyse leicht feststellen und unterscheidet die beiden Legierungen eindeutig.
Bei MWalloys umfasst unser Standard-Lieferdokumentationspaket 3.1-Werkszertifikate mit vollständiger Chemie, mechanischen Testergebnissen, PMI-Verifizierung, Dimensionsprüfberichten und anwendbaren NACE- oder ASME-Code-Qualifikationsdaten für alle druckhaltigen Nickellegierungskomponenten.
Wie sollten Ingenieure einen systematischen Entscheidungsrahmen für die Legierungsauswahl aufbauen?
Indem wir die technischen, wirtschaftlichen und regulatorischen Faktoren, die in diesem Artikel behandelt werden, zusammenführen, stellen wir einen strukturierten Auswahlrahmen vor, der für die meisten industriellen Korrosionsumgebungen gilt, in denen Inconel 625 und Inconel 825 als Legierungen in Frage kommen.
Schritt 1: Klassifizierung der korrosiven Umgebung
Ordnen Sie die Umgebung anhand des Chloridgehalts, der Säureart, der Temperatur und des H2S-Gehalts ein, indem Sie die Tabellen in den vorherigen Abschnitten verwenden. Umgebungen mit einem Chloridgehalt von mehr als 5.000 ppm bei Temperaturen über 40 °C oder einem HCl-Gehalt oder einem H2S-Gehalt, der die Grenzwerte der NACE MR0175 für Inconel 825 überschreitet, weisen direkt auf Inconel 625 hin.
Schritt 2: Berechnung der erforderlichen Korrosionsbeständigkeitsspanne
Bestimmen Sie die akzeptable Korrosionsrate (in der Regel 0,1 bis 0,25 mm/Jahr für verfahrenstechnische Anlagen mit einer Lebensdauer von mehr als 20 Jahren) und vergleichen Sie diese mit den veröffentlichten Korrosionsratendaten für jede Legierung in der jeweiligen Betriebsumgebung. Wenn Inconel 825 die Anforderungen an die Korrosionsrate mit einer angemessenen Sicherheitsmarge erfüllt, ist es ein legitimer Kandidat für eine weitere Bewertung.
Schritt 3: Anwendung der mechanischen Konstruktionsanforderungen
Berechnen Sie die Mindestwanddicke gemäß ASME oder dem anwendbaren Druckbehältercode unter Verwendung der zulässigen Spannung jeder Legierung bei Betriebstemperatur. Wenn die höhere zulässige Spannung von Inconel 625 eine erhebliche Verringerung der Wanddicke ermöglicht, berechnen Sie die tatsächliche Materialkostendifferenz pro Bauteil neu - der Aufschlag verringert sich.
Schritt 4: Bewertung der Anforderungen an die Fertigung und das Schweißen
Wenn das Bauteil umfangreich geschweißt werden muss, sind die Anforderungen an die Wärmebehandlung nach dem Schweißen für jede Legierung in der jeweiligen Anwendung zu prüfen. Wenn ein Glühen nach dem Schweißen nicht praktikabel ist (sehr große Strukturen, Feldschweißen), kann die geringere Korrosionsbeständigkeit von Inconel 625 im geschweißten Zustand den Ausschlag geben.
Schritt 5: Ausführen der Gesamtbetriebskostenberechnung
Berechnen Sie die 5-Jahres- und 10-Jahres-TCO für jede Legierung auf der Grundlage des im Abschnitt Kosten vorgestellten Rahmens:
- Anfängliche Material- und Herstellungskosten
- Erwartete Lebensdauer (aus der Korrosionsratenanalyse)
- Wiederbeschaffungskosten pro Ereignis (Material + Arbeit + Ausfallzeit)
- Erwartete Anzahl von Ersatzereignissen während des Bewertungszeitraums
Die Legierung mit den niedrigeren Gesamtbetriebskosten ist die wirtschaftlich gerechtfertigte Wahl, vorausgesetzt, beide Legierungen erfüllen die technischen Anforderungen.
Schnellauswahl-Referenzmatrix
| Wenn Ihre Bewerbung... | Wählen Sie Inconel 625 | Wählen Sie Inconel 825 |
|---|---|---|
| HCl in jeder Konzentration | Ja | Nein |
| Temperatur über 60°C + Chloride über 1.000 ppm | Ja | Borderline, bewerten |
| H2S über die Grenzwerte der NACE 825 hinaus | Ja | Nein |
| Gemischte Säure mit Fluorid | Ja | Nein |
| Meerwasser mit einer Temperatur von mehr als 40°C anhaltend | Ja | Marginal |
| REA-Wäscher (verdünnte H2SO4, <60°C) | Überspezifiziert | Ja |
| Wärmetauscher für Erdölraffinerien | In der Regel nicht erforderlich | Ja |
| Verarbeitung von verdünnter H2SO4 (<40% Konz., <70°C) | Überspezifiziert | Ja |
| Tiefsee-Unterwasser-Hardware | Ja | Nur unter milden Bedingungen |
| Industrielle Schnecke/Zylinder in Fluorpolymerausführung | Ja | Unzureichend |
| Industrielle Schraube/Zylinder in Weich-PVC-Ausführung | Überspezifiziert | Bewerten Sie |
| Budgetbeschränkte, mäßig korrosive Dienstleistungen | Wert berücksichtigen | Ja |
FAQs: Inconel 625 vs. Inconel 825
1. Was ist der Hauptunterschied zwischen Inconel 625 und Inconel 825?
Der wichtigste Unterschied ist der Molybdängehalt: Inconel 625 enthält 8% bis 10% Molybdän gegenüber 2,5% bis 3,5% in Inconel 825. Dieser Unterschied in der Zusammensetzung schlägt sich direkt in einer dramatisch unterschiedlichen Lochfraßkorrosionsbeständigkeit (PREN von 51 gegenüber 32), der Beständigkeit gegen lokale Korrosion in Chloridumgebungen und der Beständigkeit gegen Salzsäure nieder. Inconel 625 enthält außerdem 58%+ Nickel gegenüber 38% bis 46% in Inconel 825, was ihm eine bessere Beständigkeit gegenüber reduzierenden Säuren verleiht. Inconel 825 enthält Kupfer (1,5% bis 3%) für eine verbesserte Schwefelsäurebeständigkeit und eine Titanstabilisierung zur besseren Vermeidung von Schweißsensibilisierung. Inconel 625 verwendet Niob zur Stabilisierung. Das Endergebnis: Inconel 625 übertrifft Inconel 825 in fast allen Korrosionskriterien, mit Ausnahme der Kosten, wo Inconel 825 40% bis 60% weniger pro Kilogramm kostet. Quelle: Technische Daten der Special Metals Corporation; ASTM B443, B423.
2. Kann Inconel 825 für den Einsatz in Meerwasser verwendet werden?
Inconel 825 kann in sauberem Meerwasser bei Umgebungstemperatur (unter 30°C) für viele Struktur- und Rohrleitungsanwendungen eingesetzt werden, insbesondere wenn spaltanfällige Geometrien minimiert werden. Seine kritische Spalttemperatur in Meerwasser liegt bei etwa 15°C bis 25°C, was bedeutet, dass Spaltkorrosion bei typischen Offshore-Temperaturen einsetzen kann. Für Seewassersysteme, die bei über 40°C betrieben werden, oder wo Spaltkorrosion nicht vermieden werden kann, oder wo warmes Produktionswasser mit Komponenten in Berührung kommt, ist Inconel 625 die sicherere Wahl. In Kühlwasser-Wärmetauschern, die mit Meerwasser unter 25°C betrieben werden, sind Inconel 825-Rohre (ASTM B163) weit verbreitet und werden erfolgreich eingesetzt, und das zu wesentlich geringeren Kosten als Inconel 625. Die Entscheidung sollte auf der Grundlage der spezifischen Temperatur, des Strömungsverhaltens und der Spaltgeometrie der Anwendung getroffen werden. Quelle: Oldfield und Sutton, British Corrosion Journal, 1978; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
3. Ist Inconel 625 beständig gegen Flusssäure?
Inconel 625 bietet eine annehmbare Beständigkeit gegenüber verdünnter Flusssäure (unter 5%-Konzentration bei Raumtemperatur) und ist in HF-haltigen Umgebungen aufgrund seines höheren Molybdängehalts wesentlich widerstandsfähiger als Inconel 825. In konzentrierter HF oder bei erhöhter Temperatur kommt es selbst bei Inconel 625 zu messbarer Korrosion, und spezielle Nickel-Kupfer-Legierungen (Monel 400) werden manchmal für den Einsatz in konzentrierter HF bevorzugt. Der Kupfergehalt von Inconel 825 bietet theoretisch einen gewissen Vorteil in Bezug auf die HF-Beständigkeit, aber aufgrund seines geringeren Molybdängehalts ist er in fluoridhaltigen sauren Umgebungen, wie z. B. Phosphorsäure im Nassverfahren, gegenüber Inconel 625 unterlegen. Für den Einsatz in gemischten Säuren (HNO3 + HF) ist Inconel 625 die etablierte Standardwahl. Bevor Sie sich für eine der beiden Legierungen für den Einsatz in konzentrierten Fluoridanwendungen entscheiden, sollten Sie dies immer durch standortspezifische Korrosionstests überprüfen. Quelle: Braun, Corrosion Science, Band 47, 2005; Schweitzer, Corrosion Resistance Tables, 2004.
4. Welcher Schweißzusatz sollte für Inconel 825 verwendet werden?
Der Standard-Schweißzusatzwerkstoff für Inconel 825 ist ERNiCrMo-3 (AWS A5.14), das ist die Inconel 625-Zusatzwerkstoffzusammensetzung. Die Verwendung eines höher legierten Schweißzusatzes als der Grundwerkstoff ist gängige Praxis beim Schweißen von Nickellegierungen, da er die Verdünnung in der Schweißnahtzone ausgleicht und sicherstellt, dass das Schweißgut eine Korrosionsbeständigkeit aufweist, die mindestens der des Grundwerkstoffs entspricht. Eine Alternative ist ERNiCrMo-4 (Hastelloy C-276-Zusammensetzung), die einen noch höheren Molybdängehalt im Schweißgut aufweist und verwendet wird, wenn eine maximale Spaltkorrosionsbeständigkeit an der Schweißnaht erforderlich ist. Der Schweißzusatz Alloy 825 mit passender Zusammensetzung ist zwar vorhanden, wird aber seltener verwendet, da die höher legierten Schweißzusätze eine bessere Gewährleistung der Korrosionsbeständigkeit der Schweißzone bieten. Ein Glühen nach dem Schweißen bei 940°C wird für stark korrosive Anwendungen empfohlen. Quelle: AWS A5.14; Lippold und Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
5. Welche Legierung ist besser für den Einsatz in Schwefelsäure geeignet: Inconel 625 oder Inconel 825?
Für den Einsatz in verdünnter Schwefelsäure (unter 40%-Konzentration, unter 70°C) bietet Inconel 825 eine angemessene und manchmal mit Inconel 625 vergleichbare Korrosionsbeständigkeit, vor allem wegen des Kupferzusatzes, der die Passivierung in reduzierenden sauren Umgebungen fördert. Dies macht Inconel 825 zur kostengünstigen Wahl für viele Schwefelsäure-Wärmetauscher, Rohrleitungen und Lagerkomponenten, bei denen Temperatur und Konzentration innerhalb dieser Grenzen bleiben. Bei höheren Konzentrationen (über 50% H2SO4) oder Temperaturen über 70°C weist Inconel 625 wesentlich niedrigere Korrosionsraten auf und wird zur bevorzugten Legierung. Enthält die Schwefelsäure oxidierende Verunreinigungen (Eisen(III)-Ionen, Kupfer(III)-Ionen) oder Chloridverunreinigungen oberhalb von Spurenwerten, wird Inconel 625 bei allen Konzentrationen bevorzugt. Der Übergangspunkt hängt von der spezifischen Kombination aus Konzentration, Temperatur und Verunreinigung ab - es wird empfohlen, standortspezifische Korrosionstests durchzuführen oder detaillierte Isokorrosionsdaten heranzuziehen. Quelle: Schweitzer, Korrosionsbeständigkeitstabellen, Marcel Dekker, 2004.
6. Wie hoch ist der PREN-Wert für Inconel 625 und Inconel 825, und warum ist er wichtig?
PREN (Pitting Resistance Equivalent Number) für Inconel 625 ist ungefähr 51, berechnet als %Cr + 3,3 × %Mo, was ungefähr 21,5 + (3,3 × 9) = 51 ergibt. Für Inconel 825 beträgt PREN ungefähr 32, was sich aus 21,5 + (3,3 × 3) = 31,4 ergibt. Dieser Unterschied von 19 Einheiten ist von großer Bedeutung: Legierungen mit einer PREN von über 40 gelten als sehr beständig gegen Lochfraß in Meerwasser und den meisten industriellen Chloridumgebungen, während Legierungen mit einer PREN von unter 35 in warmem Meerwasser oder Lösungen mit hohem Chloridgehalt Lochfraß entwickeln können. Der PREN-Wert ist ein Vorhersagewert für die Zusammensetzung und keine absolute Garantie, aber er korreliert gut mit den gemessenen kritischen Lochfraßtemperaturen aus Tausenden von veröffentlichten Tests. Konstrukteure sollten bei einem PREN-Wert von unter 40 in einer chloridhaltigen Umgebung zusätzliche korrosionstechnische Analysen und möglicherweise beschleunigte Tests mit Proben durchführen, bevor sie sich auf eine Werkstoffspezifikation festlegen. Quelle: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; ASTM G150 Testdaten.
7. Sind Inconel 625 und Inconel 825 für den NACE-Sauerstoffeinsatz zugelassen?
Beide Legierungen sind in NACE MR0175/ISO 15156 für den Einsatz in sauren (H2S-haltigen) Öl- und Gasumgebungen aufgeführt, allerdings mit unterschiedlichen Eignungsgrenzen. Inconel 625 ist im geglühten Zustand für alle H2S-Partialdrücke, alle Temperaturen und unbegrenzte Chloridkonzentrationen innerhalb des Geltungsbereichs der Norm zugelassen und damit eine der am breitesten qualifizierten Legierungen in NACE MR0175. Inconel 825 ist innerhalb der in Teil 3, Tabelle A.2 der Norm definierten Grenzen qualifiziert, einschließlich der maximalen Härteanforderungen (35 HRC) und spezifischer Umweltgrenzwerte. In der Praxis wird Inconel 825 häufig für mäßig saure Anwendungen eingesetzt (Bohrlochkopfausrüstungen, Produktionszubehör, Bohrlochwerkzeuge in süß- bis mäßig sauren Bohrlöchern), während Inconel 625 für stark saure Anwendungen spezifiziert ist, einschließlich Hoch-H2S-Tiefwasserbohrungen und Hochtemperatur-Hochdruck (HPHT)-Fertigstellungen. Überprüfen Sie immer die aktuellen NACE-Qualifikationsgrenzen mit Ihrem Ingenieurteam, bevor Sie einen sauren Einsatz spezifizieren. Quelle: NACE MR0175/ISO 15156, Teil 3, Ausgabe 2015.
8. Wie wirkt sich der Kostenunterschied zwischen Inconel 625 und Inconel 825 auf die Gesamtwirtschaftlichkeit des Projekts aus?
Die Rohstoffkostenprämie für Inconel 625 beträgt etwa 70% bis 100% pro Kilogramm gegenüber Inconel 825 für alle Standardproduktformen unter den Marktbedingungen von 2025 bis 2026. Bei fertigen Bauteilen verringert sich dieser Aufschlag, da die höhere zulässige Spannung von Inconel 625 (aufgrund seiner höheren Streckgrenze) häufig dünnere Wandabschnitte ermöglicht, wodurch das Materialvolumen verringert wird. In Anwendungen, in denen Inconel 825 eine ausreichende Korrosionsbeständigkeit bietet, führt die Verwendung von Inconel 625 zu zusätzlichen Kosten ohne Nutzen. Bei Anwendungen, bei denen Inconel 825 vorzeitig versagt, übersteigen die Kosten für Ersatzmaßnahmen (Material, Herstellung, Ausfallzeit und Folgeschäden) über einen Zeitraum von fünf Jahren regelmäßig die kumulative Materialprämie von Inconel 625 um das 3- bis 5-fache. Die richtige wirtschaftliche Analyse sind die Gesamtbetriebskosten über die erforderliche Lebensdauer des Bauteils, nicht der ursprüngliche Kaufpreis. Ungeplante Stillstände in chemischen Verarbeitungsanlagen belaufen sich im Durchschnitt auf $180.000 bis $340.000 pro Ereignis, so dass Entscheidungen über die Materialauswahl, die sich auf die Lebensdauer auswirken, eine extrem hohe finanzielle Bedeutung haben. Quelle: MWalloys-Anwendungsanalyse; Benchmarking-Daten der Industrie.
9. Wie hoch ist die maximale Betriebstemperatur für Inconel 825 und Inconel 625 im Korrosionseinsatz?
Beide Legierungen werden in erster Linie für die Korrosionsbeständigkeit und nicht für Hochtemperatur-Strukturanwendungen eingesetzt. Die Korrosionsbeständigkeit von Inconel 625 bleibt in oxidierenden Umgebungen bis ca. 980°C erhalten (basierend auf Oxidationsdaten), obwohl seine strukturelle Anwendung in Korrosionsanwendungen typischerweise auf unter 500°C beschränkt ist. Für Druckbehälteranwendungen gemäß ASME BPVC ist Inconel 625 bis 650°C mit definierten zulässigen Spannungen zugelassen. Inconel 825 weist in den meisten chemischen Umgebungen eine akzeptable Korrosionsbeständigkeit bis zu einer Temperatur von etwa 450°C auf, wobei der ASME-Code bis 450°C gilt. Oberhalb dieser Temperaturen ersetzen Oxidations- und Hochtemperaturkorrosionsmechanismen die wässrige Korrosion als vorherrschende Zersetzungsart und erfordern andere Legierungsfamilien. In industriellen Schnecken- und Zylinderanwendungen werden beide Legierungen hauptsächlich unter 500°C in Polymerverarbeitungsumgebungen eingesetzt, wo ihre Korrosionsbeständigkeitseigenschaften dem chemischen Angriff durch aggressive Polymerabbauprodukte entgegenwirken. Quelle: ASME BPVC Abschnitt II Teil D; Technische Daten von Special Metals Corporation.
10. Wie können Beschaffungsteams überprüfen, ob sie die richtige Legierung zwischen Inconel 625 und Inconel 825 erhalten haben?
Die positive Materialidentifikation (PMI) mit Hilfe von tragbaren Röntgenfluoreszenz (RFA)-Analysatoren ist die Standardmethode zur Überprüfung vor Ort und unterscheidet zuverlässig zwischen Inconel 625 und Inconel 825, indem sie den Nickelgehalt (58%+ vs. 38% bis 46%) und den Molybdängehalt (8% bis 10% vs. 2,5% bis 3,5%) misst. XRF-Ergebnisse liegen in der Regel in weniger als 30 Sekunden pro Messung vor. Beide Legierungen haben ein ähnliches silbergraues Aussehen und sind visuell nicht zu unterscheiden. Die Überprüfung der Werkszertifizierung ist die dokumentarische Verifizierung: Prüfen Sie, ob die chemische Zusammensetzung auf dem 3.1-Zertifikat mit der UNS-Bezeichnung übereinstimmt (N06625 für Inconel 625, N08825 für Inconel 825) und innerhalb der Spezifikationsgrenzen liegt. Für kritische Anwendungen - druckhaltige Geräte, saurer Betrieb, Tieftemperaturbehälter - sollte die PMI-Eingangsprüfung aller Materialeingänge unabhängig von der Zertifizierungsdokumentation obligatorisch sein. Gemischte Legierungsbestände sind eine dokumentierte Quelle für Ausfälle in Drucksystemen. Quelle: ASTM E1476 (XRF); EN 10204 Zertifizierungsnorm; PMI-Leitlinien der Industrie für bewährte Verfahren.
Zusammenfassung: Wichtige Auswahlgrundsätze für 2026
Die Wahl zwischen Inconel 625 und Inconel 825 sollte nie auf eine einfache Frage "was ist besser" reduziert werden, da die Antwort immer kontextabhängig ist. Was wir nach umfassender Prüfung von Korrosionsdaten, Felderfahrung und Anwendungstechnik definitiv sagen können, ist Folgendes:
Inconel 625 ist in praktisch allen Bereichen der Korrosionsbeständigkeit technisch überlegen. Sein PREN-Wert von 51, sein Molybdängehalt von 8% bis 10% und sein Nickelgehalt von 58%+ bieten eine Beständigkeit gegen Chlorid-Lochfraß, HCl, gemischte Säuren und schweren sauren Betrieb, die Inconel 825 nicht erreichen kann. Wenn die Anwendungsumgebung diese Leistung erfordert, rechtfertigt keine noch so große Kostenoptimierung eine Herabstufung auf Inconel 825.
Inconel 825 ist wirtschaftlich optimal für eine große Kategorie von mäßig korrosiven Anwendungen - verdünnte Schwefelsäure, Raffinerie-Wärmetauscher, REA-Wäscher, Kühlwassersysteme und mäßig saure Anwendungen - wo seine Korrosionsbeständigkeit ausreichend ist und sein Kostenvorteil von 40% zu 60% einen echten Wert ohne Leistungseinbußen schafft.
Bei MWalloys liefern wir beide Legierungen mit vollständiger Materialrückverfolgbarkeit, PMI-Verifizierung und anwendungstechnischer Unterstützung. Unsere Empfehlung basiert immer auf der spezifischen Korrosionsumgebung, den mechanischen Anforderungen, den Fertigungseinschränkungen und der Lebenszykluskostenanalyse für Ihre Anwendung - und nicht auf einer Standardpräferenz für eine der beiden Legierungen. Die richtige Auswahl beim ersten Mal ist stets die kosteneffektivste technische Entscheidung, die Sie für langlebige korrosionsbeständige Anlagen treffen können.
Referenzen:
- Special Metals Corporation. Technische Daten der Inconel-Legierung 625. 2023.
- Special Metals Corporation. Incoloy Alloy 825 Technische Daten. 2023.
- Schweitzer, P.A. Tabellen zur Korrosionsbeständigkeit, 5. Auflage. Marcel Dekker, 2004.
- Sedriks, A.J. Korrosion von nichtrostenden Stählen, 2. Auflage. Wiley, 1996.
- Braun, R. Korrosionswissenschaft, Band 47. Elsevier, 2005.
- Oldfield, J.W. und Sutton, W.H. Britische Zeitschrift für Korrosion, Band 13. 1978.
- Lippold, J.C. und Kotecki, D.J. Schweißmetallurgie und Schweißbarkeit von nichtrostenden Stählen. Wiley, 2005.
- NACE MR0175 / ISO 15156. NACE International, Ausgabe 2015.
- ASME Boiler and Pressure Vessel Code, Abschnitt II, Teil D. ASME, 2023.
- ASME Boiler and Pressure Vessel Code, Section VIII, Division 1. ASME, 2023.
- ASTM B443, B444, B446, B423, B424, B425, B163. ASTM International.
- AWS A5.14. American Welding Society.
- ASTM A262, G28, G48, G150, G36. ASTM International.
- MarketsandMarkets Forschung. Marktbericht Nickellegierung. 2024.
- Reed, R.C. Die Superlegierungen: Grundlagen und Anwendungen. Cambridge University Press, 2006.
