Inconel 625 delivers superior corrosion resistance compared to Inconel 825 in nearly every aggressive chemical environment, with a Pitting Resistance Equivalent Number (PREN) of 51 versus 32 for Alloy 825, making it the preferred choice for seawater, reducing acids, and highly oxidizing mixed-acid service. Inconel 825 offers adequate corrosion protection at roughly 40% to 60% lower material cost, making it the rational selection for moderately corrosive environments including sulfuric acid, phosphoric acid, and mildly contaminated seawater. Choosing between them incorrectly costs operators an average of $180,000 to $340,000 per unplanned shutdown event in chemical processing facilities.
What Are the Fundamental Compositional Differences Between Inconel 625 and Inconel 825?
Every performance difference between these two alloys traces back to composition. We have reviewed corrosion failures in both alloys across oil and gas, chemical processing, and marine environments, and in virtually every case, the root cause was a mismatch between the alloy's compositional capability and the actual service environment. Understanding the metallurgical basis of each alloy prevents that mismatch.
Inconel 625: The High-Performance Nickel-Chromium-Molybdenum System
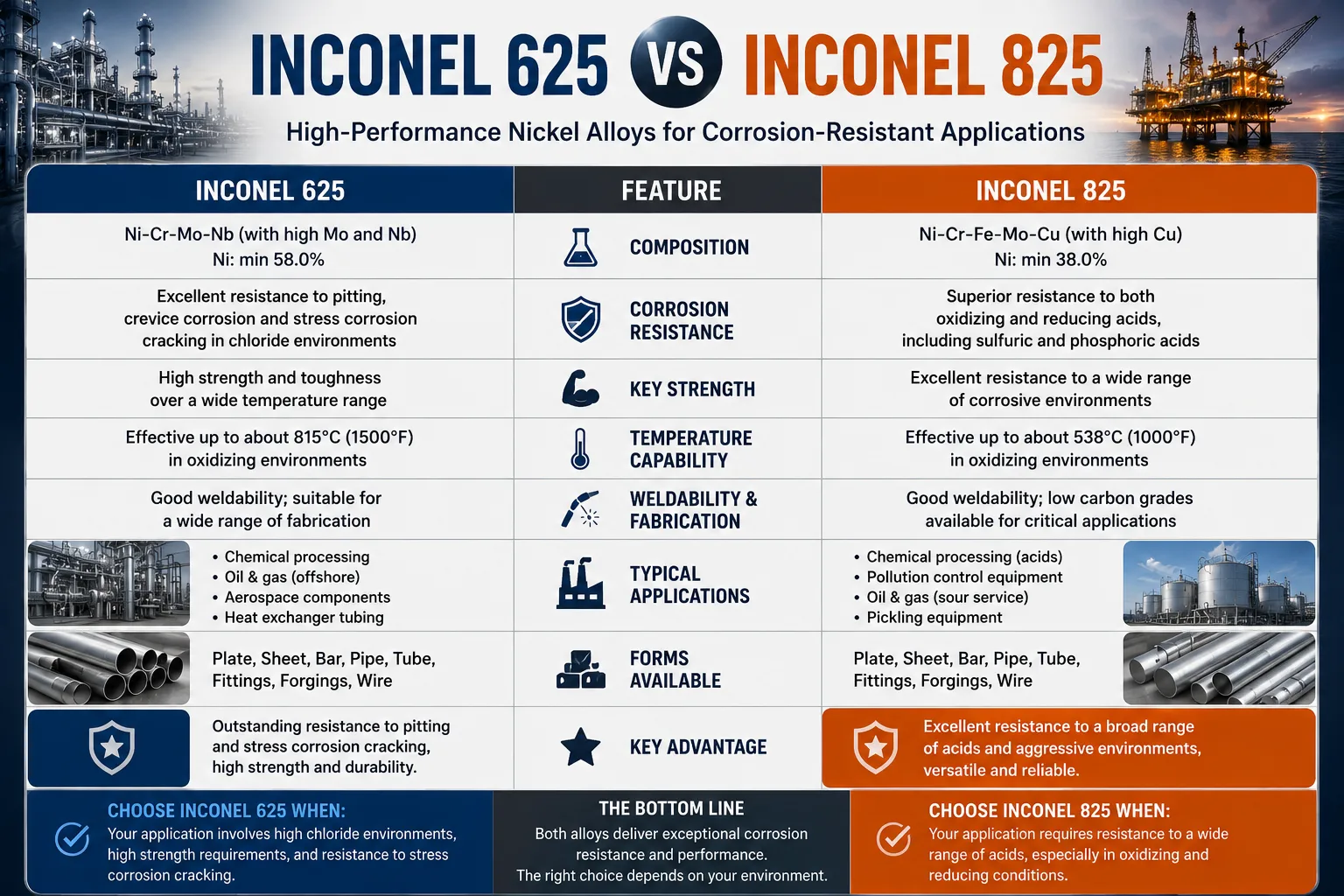
Inconel 625 (UNS N06625, ASTM B443/B444/B446, AMS 5666) was developed by Special Metals Corporation (now part of PCC) and introduced in the 1960s. Its nominal composition is approximately 58% minimum nickel, 20% to 23% chromium, 8% to 10% molybdenum, 3.15% to 4.15% niobium plus tantalum, with iron limited to 5% maximum, cobalt to 1% maximum, and carbon to 0.10% maximum.
The three-element synergy of nickel, chromium, and molybdenum in Inconel 625 creates a passive oxide film of exceptional stability and repassivation kinetics. Chromium provides the primary passive film (Cr2O3), molybdenum stabilizes this film under reducing conditions and in the presence of chlorides (a critical function), and nickel provides the austenitic matrix that resists both oxidizing and reducing attack. The niobium addition was originally included to prevent sensitization during welding — a function it performs effectively by tying up carbon as NbC rather than allowing chromium carbide precipitation at grain boundaries.
The molybdenum content at 8% to 10% is the single most important compositional feature distinguishing Inconel 625 from most competing alloys. Molybdenum dramatically improves resistance to pitting and crevice corrosion in chloride-containing environments by suppressing the anodic dissolution reaction at pit initiation sites and accelerating repassivation.
Inconel 825: The Iron-Nickel-Chromium-Molybdenum System
Inconel 825 (UNS N08825, ASTM B423/B424/B425/B426) was developed as a cost-effective nickel alloy for environments where austenitic stainless steels are inadequate but the full capability of alloys like Inconel 625 is unnecessary. Its nominal composition contains 38% to 46% nickel, 19.5% to 23.5% chromium, 2.5% to 3.5% molybdenum, 1.5% to 3% copper, 0.6% to 1.2% titanium, with iron balance (approximately 22% Fe), and carbon maximum of 0.05%.
Several compositional features of Inconel 825 are worth noting. First, its nickel content (38% to 46%) is substantially lower than Inconel 625's 58%+ nickel — this is the primary driver of cost difference and is also the primary reason for lower resistance in strongly reducing acid environments where nickel content directly correlates with corrosion resistance. Second, the molybdenum content at 2.5% to 3.5% is approximately one-third that of Inconel 625, which significantly limits pitting and crevice corrosion resistance in chloride environments. Third, the copper addition (1.5% to 3%) specifically targets resistance to non-oxidizing acids (particularly dilute sulfuric acid and hydrofluoric acid) — this is a targeted improvement over Inconel 625 in specific acid environments where copper passivation is beneficial.
The titanium addition (0.6% to 1.2%) in Inconel 825 serves the same purpose as niobium in Inconel 625: it stabilizes the alloy against sensitization during welding by forming TiC preferentially over chromium carbide. The lower carbon specification (0.05% max vs. 0.10% max for IN625) further reduces sensitization risk.
| Compositional Element | Inconel 625 (wt%) | Inconel 825 (wt%) | Functional Significance |
|---|---|---|---|
| Nickel (Ni) | 58% min | 38-46% | Corrosion matrix; reducing acid resistance |
| Chromium (Cr) | 20-23% | 19.5-23.5% | Passive film; oxidizing acid resistance |
| Molybdenum (Mo) | 8-10% | 2.5-3.5% | Pitting/crevice corrosion resistance |
| Iron (Fe) | 5% max | Balance (~22%) | Cost dilution; some HNO3 resistance |
| Niobium + Tantalum (Nb+Ta) | 3.15-4.15% | None | Weld sensitization prevention (IN625) |
| Copper (Cu) | None specified | 1.5-3.0% | Non-oxidizing acid resistance (IN825) |
| Titanium (Ti) | 0.4% max | 0.6-1.2% | Stabilization vs. sensitization (IN825) |
| Carbon (C) | 0.10% max | 0.05% max | Lower C reduces sensitization risk |
| PREN (calculated) | ~51 | ~32 | Pitting resistance metric |
| UNS Designation | N06625 | N08825 | Standard identification |
PREN = %Cr + 3.3×%Mo + 16×%N (simplified formula without nitrogen term for these alloys).
How Do the Pitting and Crevice Corrosion Resistances Compare?
Pitting and crevice corrosion are the most common localized corrosion failure modes for nickel alloys in industrial service, and they are the primary differentiation between Inconel 625 and Inconel 825 in chloride-containing environments.
Pitting Resistance Equivalent Number: What the Numbers Mean
The Pitting Resistance Equivalent Number (PREN) is a compositionally derived index that predicts relative pitting resistance in chloride environments. The formula commonly applied to nickel alloys is:
PREN = %Cr + 3.3 × %Mo + 30 × %N
Using nominal midpoint compositions:
- Inconel 625: PREN ≈ 21.5 + (3.3 × 9) = 21.5 + 29.7 = ~51.2
- Inconel 825: PREN ≈ 21.5 + (3.3 × 3) = 21.5 + 9.9 = ~31.4
This PREN gap of approximately 20 units represents a massive difference in practical pitting resistance. By way of comparison, standard 316L stainless steel has a PREN of approximately 24, duplex stainless 2205 has a PREN of approximately 35, and super duplex 2507 has a PREN of approximately 43. Inconel 625's PREN of 51 places it among the most pitting-resistant commercially available alloys.
Critical Pitting Temperature Testing
Laboratory electrochemical testing quantifies pitting resistance through the Critical Pitting Temperature (CPT) — the lowest temperature at which stable pit growth occurs in a standardized chloride test solution (typically ASTM G150 using 1M NaCl):
- Inconel 625 CPT: above 80°C (ASTM G150 test often fails to initiate pitting even at 85°C boiling point).
- Inconel 825 CPT: approximately 40°C to 50°C in 1M NaCl.
This gap is not academic. In offshore oil production systems where seawater (approximately 3.5% NaCl, equivalent to about 0.6M NaCl) contacts piping at temperatures ranging from 5°C (subsea) to 80°C (produced water from hot formations), Inconel 825 may be operating close to or above its CPT in warm produced water service, while Inconel 625 remains well below its CPT in the same conditions.
Crevice Corrosion: The Geometry-Dependent Failure Mode
Crevice corrosion — occurring under gaskets, at threaded connections, and between overlapping surfaces — is generally initiated at lower temperatures than pitting because the restricted geometry creates locally acidic, depleted-oxygen conditions that are more aggressive than the bulk solution. Critical Crevice Temperature (CCT) values are typically 15°C to 30°C lower than CPT for a given alloy.
For Inconel 625, CCT in seawater is approximately 0°C to 10°C — meaning pitting or crevice corrosion essentially does not occur at ambient seawater temperatures in typical marine applications. For Inconel 825, CCT in seawater is approximately 15°C to 25°C — meaning crevice corrosion can occur at typical offshore platform operating temperatures where warm produced water contacts the exterior seawater environment (Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996).
| Corrosion Resistance Parameter | Inconel 625 | Inconel 825 | Reference |
|---|---|---|---|
| PREN (calculated) | ~51 | ~32 | Compositional formula |
| CPT in 1M NaCl (ASTM G150) | >80°C | 40-50°C | Electrochemical testing |
| CCT in Seawater | ~0-10°C | ~15-25°C | Published corrosion data |
| Pitting Potential (vs SCE, 3.5% NaCl, 25°C) | >+400 mV | +50 to +150 mV | Potentiodynamic scan |
| Seawater: Suitable to Temperature | ~85°C | ~40°C (clean) | Practical application limit |
| ASTM G48 (6% FeCl3, 22°C, 72h) | No attack | Minor pitting possible | Standard qualification test |
Which Alloy Performs Better in Sulfuric Acid, Hydrochloric Acid, and Mixed Acid Environments?
Acid corrosion performance is where the selection between these two alloys becomes nuanced. Neither alloy is universally superior across all acid types and concentrations — the answer depends critically on acid identity, concentration, temperature, and the presence of oxidizing species.
Sulfuric Acid: The Copper Advantage of Inconel 825
In sulfuric acid service — the most widely processed industrial acid globally — Inconel 825 performs surprisingly competitively with Inconel 625 in specific concentration ranges, primarily because of its copper addition.
Copper in nickel alloys improves resistance to non-oxidizing acids (including sulfuric acid below approximately 70% concentration) by promoting a protective copper sulfate film at low to moderate concentrations. In dilute sulfuric acid (1% to 40% H2SO4, temperatures to 80°C), Inconel 825 corrosion rates typically run 0.05 to 0.25 mm/year, which is acceptable for many chemical processing applications. Inconel 625 shows corrosion rates of 0.02 to 0.15 mm/year in the same conditions — better, but not dramatically so.
At higher sulfuric acid concentrations (50% to 70% H2SO4) and elevated temperatures (above 80°C), the performance gap widens. Inconel 625's higher molybdenum and nickel content provides superior resistance as the acid becomes more aggressive, with corrosion rates typically 3x to 5x lower than Inconel 825 under equivalent severe conditions (Schweitzer, P.A., Corrosion Resistance Tables, 5th Edition, Marcel Dekker, 2004).
Importantly, if sulfuric acid contains oxidizing contaminants (ferric ions, cupric ions, dissolved oxygen), corrosion rates increase dramatically for both alloys, but more sharply for Inconel 825 because of its lower molybdenum content.
Hydrochloric Acid: Where Molybdenum Content Dominates
In hydrochloric acid service, molybdenum content is the primary corrosion-resistance determinant, which means Inconel 625 holds a substantial advantage at virtually all concentrations and temperatures.
At 5% HCl and 25°C, Inconel 625 corrosion rates are approximately 0.05 to 0.15 mm/year. Inconel 825 at the same conditions shows corrosion rates of 0.5 to 2.0 mm/year — typically 5x to 10x higher. At elevated temperatures (60°C) and higher concentrations (10% HCl), the performance gap widens further, with Inconel 625 often achieving rates below 0.5 mm/year while Inconel 825 may corrode at 5 to 15 mm/year — rates that make it practically unsuitable for this service (Schweitzer, Corrosion Resistance Tables, 2004).
The practical implication: Inconel 625 is the standard material for HCl service piping, heat exchangers, and reactor linings across the chemical and pharmaceutical industries. Inconel 825 is generally not specified for sustained HCl exposure above trace concentrations.
Phosphoric Acid: The Fluoride Contamination Factor
Both alloys perform adequately in pure phosphoric acid across a range of concentrations. Inconel 625 and Inconel 825 both achieve corrosion rates below 0.5 mm/year in pure phosphoric acid up to 85% concentration at temperatures to 80°C. However, commercial phosphoric acid produced from phosphate rock invariably contains fluoride contamination (0.1% to 1% HF), which dramatically changes the performance picture.
Fluoride ions are extremely aggressive to passive nickel alloys, attacking the passive film and accelerating general corrosion. In fluoride-contaminated phosphoric acid (wet process phosphoric acid), Inconel 625 outperforms Inconel 825 due to its higher molybdenum content providing better passive film stability against fluoride attack. Corrosion rates in wet process phosphoric acid at 70°C and 30% P2O5 concentration: Inconel 625 approximately 0.2 to 0.5 mm/year, Inconel 825 approximately 0.8 to 2.0 mm/year (Braun, R., Corrosion Science, Volume 47, Elsevier, 2005).
Nitric Acid: An Area Where Both Alloys Have Limitations
In strongly oxidizing environments like concentrated nitric acid, neither alloy's primary strength shows to best advantage. The chromium content provides passivity in nitric acid, but the high molybdenum in Inconel 625 can actually promote slight transpassive dissolution in highly oxidizing conditions above 60% HNO3 concentration. For pure nitric acid service above 30% concentration, neither alloy is the preferred choice — austenitic stainless steel grades like 304L or special high-silicon grades typically outperform nickel alloys in this specific environment.
For mixed acid systems (HNO3 + HF, as used in stainless steel pickling and nuclear fuel processing), Inconel 625 is the established choice due to its resistance to the fluoride component.
| Acid Environment | Inconel 625 Corrosion Rate | Inconel 825 Corrosion Rate | Preferred Alloy |
|---|---|---|---|
| Dilute H2SO4 (10%, 60°C) | 0.05-0.15 mm/yr | 0.10-0.30 mm/yr | IN625 marginal advantage |
| Concentrated H2SO4 (50%, 80°C) | 0.1-0.5 mm/yr | 0.5-2.0 mm/yr | IN625 |
| Dilute HCl (5%, 25°C) | 0.05-0.15 mm/yr | 0.5-2.0 mm/yr | IN625 strongly |
| HCl (10%, 60°C) | 0.3-0.8 mm/yr | 5-15 mm/yr | IN625 strongly |
| Pure H3PO4 (50%, 70°C) | 0.1-0.3 mm/yr | 0.2-0.5 mm/yr | Comparable |
| Wet process H3PO4 (fluoride-contaminated) | 0.2-0.5 mm/yr | 0.8-2.0 mm/yr | IN625 |
| Dilute HNO3 (<30%, ambient) | 0.1-0.5 mm/yr | 0.2-0.8 mm/yr | Comparable |
| HNO3 + HF (mixed acid) | Good resistance | Poor resistance | IN625 strongly |
Sources: Schweitzer, Corrosion Resistance Tables, Marcel Dekker, 2004; Braun, Corrosion Science, 2005; Special Metals Corporation corrosion data
How Does Seawater and Chloride Corrosion Resistance Differ Between the Two Alloys?
Marine and offshore applications represent one of the largest deployment environments for nickel alloys, and the performance divergence between Inconel 625 and Inconel 825 in seawater and chloride-containing media is among the most practically significant in this comparison.
Natural Seawater: Static vs. Flowing Conditions
In static or slow-moving natural seawater, both alloys form passive films, but their long-term stability differs substantially. Inconel 625 maintains passivity indefinitely in natural seawater at temperatures up to approximately 85°C without significant pitting or crevice corrosion under most exposure conditions. Long-term field exposure data from offshore platform hardware (risers, umbilicals, connectors) shows Inconel 625 components remaining in service for 20 to 30 years without significant localized corrosion.
Inconel 825 performs acceptably in clean, ambient-temperature seawater (below 25°C to 30°C) for many applications, particularly when crevice-free joint designs are used. However, pitting attack has been documented on Inconel 825 in stagnant seawater at temperatures above 40°C, and crevice corrosion under gaskets or threaded connections can initiate at temperatures as low as 15°C to 20°C in seawater (Oldfield, J.W. and Sutton, W.H., British Corrosion Journal, Volume 13, 1978).
In high-velocity seawater (above 3 m/s), both alloys resist erosion-corrosion effectively. Inconel 625's higher strength provides additional resistance to erosion-corrosion at higher flow velocities.
Produced Water and Contaminated Brine
Produced water from oil and gas wells is typically more aggressive than natural seawater, containing higher chloride concentrations (up to 250,000 ppm), elevated temperatures (50°C to 150°C), dissolved CO2 and H2S, and occasional organic acids. In this service:
Inconel 625 is the standard material for subsea umbilical tubes, injection lines, and flowline components in high-pressure, high-temperature production environments. Its combination of high PREN, excellent resistance to H2S stress corrosion cracking, and high pressure rating makes it the reference alloy in NACE MR0175/ISO 15156 for aggressive sour service.
Inconel 825 is suitable for moderately sour produced water service (H2S partial pressure below 0.05 MPa, temperatures below 60°C) and is widely used in wellhead components, production tubing hangers, and downhole equipment where the environmental conditions are less severe than deep offshore applications. It is also listed in NACE MR0175/ISO 15156 for sour service within its qualified environmental limits.
Brackish Water and Cooling Water Systems
In industrial cooling water systems using brackish water or partially treated freshwater with chloride content of 500 to 5,000 ppm, Inconel 825 often provides adequate corrosion protection at substantially lower cost than Inconel 625. Heat exchanger tubing in power generation and chemical processing facilities frequently uses Inconel 825 tubing (ASTM B163) where seawater cooling at temperatures below 40°C is involved.
This is a legitimate application space for Inconel 825 where specifying Inconel 625 would add material cost without commensurate performance benefit. The key condition is that temperatures stay below 40°C and chloride concentrations remain below approximately 5,000 ppm without additional pitting-aggressive species like H2S or oxidizing metal ions.
What Are the Mechanical Property Differences and How Do They Affect Component Design?
Corrosion resistance often dominates the selection discussion, but mechanical properties determine whether a component can be fabricated to the required geometry and will survive the combined mechanical and environmental loads of service.
Room Temperature Mechanical Properties
Inconel 625 is significantly stronger than Inconel 825 at room temperature, reflecting its solid solution strengthening by molybdenum and niobium plus the work hardening capability provided by its higher alloy content:
| Mechanical Property | Inconel 625 (Annealed) | Inconel 825 (Annealed) | Test Standard |
|---|---|---|---|
| Ultimate Tensile Strength | 830-1,000 MPa (min 827 MPa) | 690-760 MPa (min 586 MPa) | ASTM B443/B423 |
| 0.2% Yield Strength | 414-690 MPa (min 414 MPa) | 310-380 MPa (min 241 MPa) | ASTM B443/B423 |
| Elongation at Break | 30-45% | 30-40% | Room temperature |
| Hardness (Brinell) | 170-220 HB | 130-180 HB | Typical annealed |
| Modulus of Elasticity | 205 GPa | 196 GPa | At room temperature |
| Fatigue Endurance Limit | ~350-450 MPa | ~280-350 MPa | Rotating beam, 10^7 cycles |
Sources: ASTM B443, B423; Special Metals Corporation technical data; Haynes International data.
The substantially higher yield strength of Inconel 625 (414 MPa minimum vs. 241 MPa minimum for Inconel 825) has direct design implications. For pressure vessels, piping, and structural components operating under internal pressure, Inconel 625's higher allowable design stress permits thinner wall sections for equivalent pressure ratings, partially offsetting its higher material cost on a finished component basis.
Elevated Temperature Mechanical Properties
Neither alloy is primarily used for high-temperature structural applications — both are chosen for corrosion resistance rather than creep strength. However, temperature affects the allowable design stress in pressure vessel and piping codes:
| Temperature | IN625 UTS (MPa) | IN625 Yield (MPa) | IN825 UTS (MPa) | IN825 Yield (MPa) |
|---|---|---|---|---|
| 25°C | 930 | 517 | 690 | 310 |
| 200°C | 800 | 410 | 620 | 275 |
| 400°C | 730 | 380 | 570 | 255 |
| 600°C | 690 | 350 | 520 | 230 |
| 700°C | 600 | 310 | 430 | 195 |
Source: ASME Boiler and Pressure Vessel Code, Section II, Part D; Special Metals technical data.
The ASME Boiler and Pressure Vessel Code (Section VIII, Division 1) lists both alloys with defined maximum allowable stress values by temperature, enabling pressure vessel designers to calculate required wall thickness under each material choice.
Impact Toughness and Notch Sensitivity
Both alloys maintain excellent Charpy impact energy at low temperatures, reflecting their fully austenitic FCC crystal structure. Published Charpy impact values for Inconel 625 exceed 150 J (110 ft-lb) at -196°C (liquid nitrogen temperature), making it suitable for cryogenic vessel applications. Inconel 825 similarly maintains above 100 J impact energy at -100°C.
This cryogenic toughness, particularly for Inconel 625, is utilized in LNG storage components and cryogenic chemical processing equipment where both low-temperature mechanical performance and corrosion resistance are simultaneously required.
How Do Stress Corrosion Cracking Resistance Levels Compare?
Stress corrosion cracking (SCC) is a particularly insidious failure mode because it occurs under applied or residual tensile stress in the presence of a corrosive environment, producing brittle fracture without significant visible corrosion or warning signs.
Chloride SCC Resistance
The vulnerability of austenitic stainless steels to chloride SCC is well established: 304 and 316 grade stainless steels are susceptible to chloride SCC at temperatures above approximately 60°C at tensile stresses exceeding roughly 50% of yield strength. One of the primary motivations for specifying nickel alloys over stainless steels in many chemical processing and marine applications is their superior chloride SCC resistance.
Both Inconel 625 and Inconel 825 resist chloride SCC significantly better than austenitic stainless steels, primarily because of their higher nickel content. Published data shows that nickel content above approximately 35% provides substantial protection against chloride SCC (Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996). With Inconel 825's 38% to 46% nickel and Inconel 625's 58%+ nickel, both alloys exceed this threshold.
Inconel 625, with its higher nickel content and molybdenum level, provides a further margin of safety in severe chloride environments. Accelerated SCC testing in boiling magnesium chloride (a severe standardized test per ASTM G36), both alloys show no cracking — a performance level that standard austenitic stainless steels cannot match.
Hydrogen Sulfide (Sour Service) Resistance
In oil and gas production, H2S-containing environments cause sulfide stress cracking (SSC) in susceptible alloys. NACE MR0175/ISO 15156 defines environmental limits for alloy use in sour service.
Inconel 625 in the annealed condition (yield strength below 827 MPa, which is easily achieved) is qualified under NACE MR0175 for use in all H2S partial pressures and temperatures with unlimited chloride concentration. This broad qualification makes it the alloy of choice for the most demanding sour service environments including deepwater production systems and high-H2S gas wells.
Inconel 825 is also listed in NACE MR0175/ISO 15156 for sour service, but with conditions: maximum hardness of 35 HRC, and it is qualified for use at H2S partial pressures up to the limits defined in the standard. In practice, Inconel 825 is widely used in wellhead equipment, Christmas tree components, and production tubing accessories in moderate sour service environments where its qualifications are met (NACE MR0175/ISO 15156, Part 3, Table A.2).
Polythionic Acid SCC
In petroleum refining, shutdown of hydrotreating and desulfurization units creates polythionic acid (H2SxO6) that can cause SCC in sensitized austenitic materials. Inconel 825's titanium stabilization prevents sensitization, making it resistant to polythionic acid SCC. This is a specific application where Inconel 825's stabilized composition provides direct technical advantage, and it explains its widespread use in refinery heat exchanger tubing and reactor internals.
Inconel 625, being a fully stabilized alloy with niobium and having very low carbon, also resists polythionic acid SCC. Both alloys are approved for this service by most major petroleum refinery engineering standards including NACE SP0170.
Which Industries and Applications Use Inconel 625 vs. Inconel 825?
The market for these alloys is substantial and growing. The global nickel alloy market exceeded $9.5 billion USD in 2023, with oil and gas, chemical processing, and marine applications collectively accounting for more than 55% of consumption (MarketsandMarkets Research, 2024). Understanding the established application domains prevents specification errors.
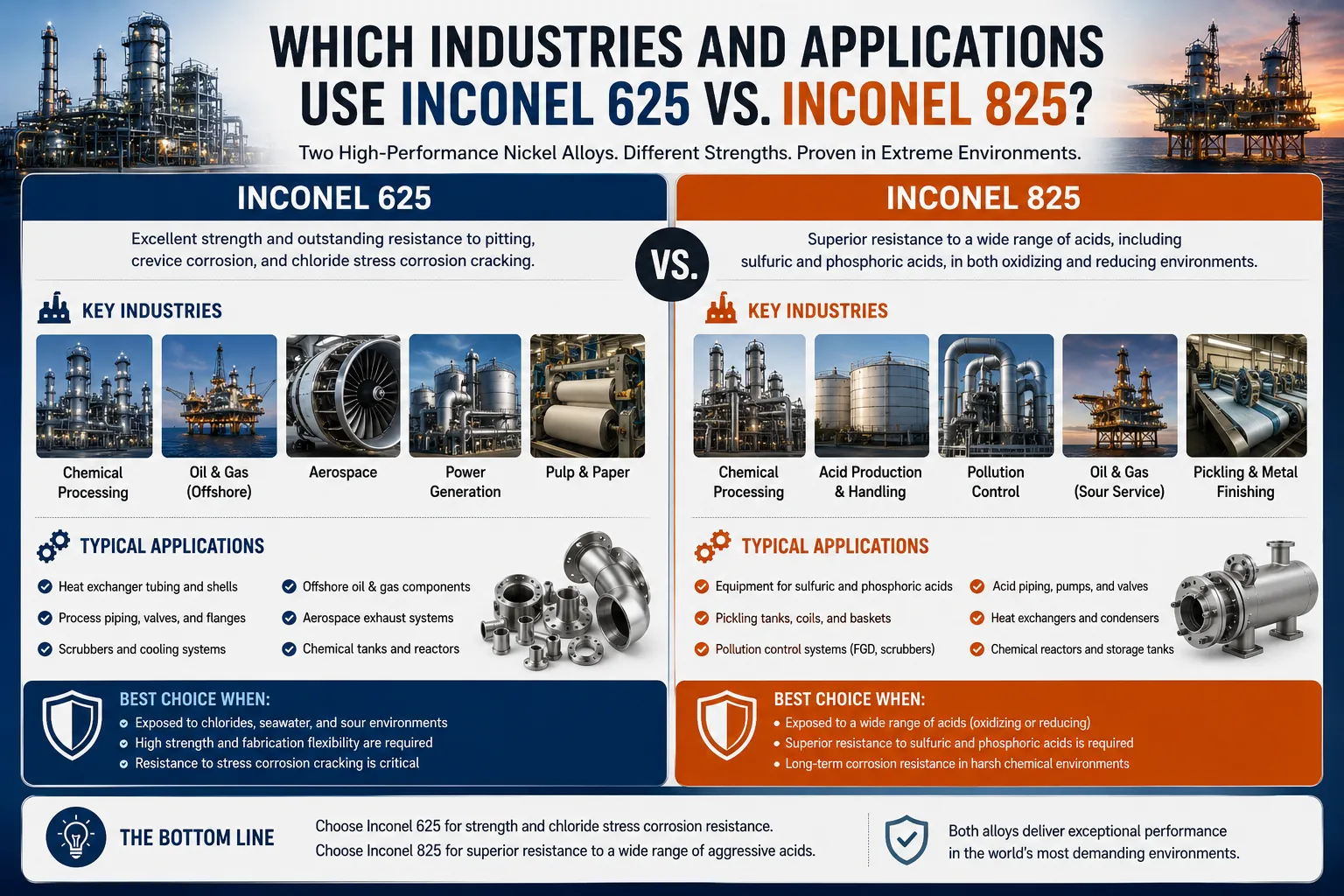
Primary Applications: Inconel 625
Offshore Oil and Gas: Flexible risers (ASTM B443 strip and wire), umbilical tubes, subsea connectors, clad pipe (ASTM B432), wellhead components in high-HPHT (High Pressure High Temperature) wells. Inconel 625 is the material of record for most deepwater subsea hardware where temperatures above 60°C or H2S partial pressures exceeding NACE limits preclude Inconel 825.
Chemical Processing Equipment: Reactor vessels, heat exchanger tubing (ASTM B444), agitators, and piping in HCl service, mixed acid service (HNO3 + HF), and any process involving aggressive chloride-containing organic chemistry. Pharmaceutical intermediates often involve HCl and chlorinated solvents where Inconel 625 provides assurance of contamination-free corrosion performance.
Aerospace and Gas Turbine Components: Combustor liners, ducting, thrust reversers, and exhaust components where both high-temperature oxidation resistance and resistance to salt deposit hot corrosion are required. Inconel 625's solid-solution strengthening without precipitation hardening makes it readily weldable into complex sheet metal fabrications.
Marine and Naval Applications: Propeller shafts, seawater piping, sonar housings, and submarine pressure hull fittings. The US Navy extensively uses Inconel 625 for seawater system components and underwater sensor hardware.
Nuclear Power: Reactor vessel cladding, steam generator tubing sleeves, and fuel assembly hardware. Inconel 625's low cobalt content is advantageous in nuclear applications where cobalt-60 activation causes radiation exposure concerns.
Extrusion Screws and Barrel Components: In highly corrosive polymer processing — particularly fluoropolymers, chlorinated polymers, and aggressive flame retardant compounds — Inconel 625 cladding or solid components extend screw and barrel service life dramatically compared to standard tool steels or lower-alloy alternatives.
Primary Applications: Inconel 825
Oil and Gas (Moderate Service): Production tubing, casing accessories, wellhead components, flow lines, and downhole equipment in moderate sour service conditions within NACE MR0175 qualifications. The North Sea, Gulf of Mexico, and Middle Eastern production fields make extensive use of Inconel 825 tubing and fittings.
Chemical Processing: Sulfuric acid piping, phosphoric acid heat exchangers, pickling equipment for stainless steel production, and flue gas desulfurization (FGD) scrubber internals. Inconel 825's resistance to dilute sulfuric acid and its lower cost versus Inconel 625 make it the standard material in many of these applications.
Petroleum Refining: Heat exchanger tubing in hydrotreater units, desulfurization reactors, and crude distillation overhead condensers where polythionic acid SCC and H2S/HCl environments justify nickel alloy specification over standard stainless steel.
Pollution Control Equipment: FGD scrubbers processing SO2-containing flue gas with dilute H2SO4 condensate are a major deployment for Inconel 825. The alloy's good resistance to dilute sulfuric acid and moderate chloride levels at 40°C to 70°C matches FGD service conditions well at competitive cost.
Power Generation: Steam generator tubing, feedwater heater components, and cooling water system components in nuclear and fossil fuel power plants. Inconel 825 (ASTM B163) is widely used for heat exchanger tubing in this sector.
Industrial Screw and Barrel Service (Moderate Corrosion): For extrusion applications involving moderately corrosive compounds — rigid PVC, some flame retardant systems, and engineering resins with mild acid-generating degradation products — Inconel 825 cladding or hardfacing overlays provide corrosion protection adequate for the service conditions at lower cost than Inconel 625-based solutions.
| Application Sector | Preferred Alloy | Key Performance Driver | Rejection Reason for Other |
|---|---|---|---|
| Deepwater subsea hardware | Inconel 625 | PREN, NACE all H2S levels | IN825 pitting above CCT in warm produced water |
| HCl chemical processing | Inconel 625 | Molybdenum content | IN825 unacceptable corrosion rates in HCl |
| Mixed acid (HNO3+HF) | Inconel 625 | HF resistance | IN825 insufficient in fluoride environments |
| Aerospace combustors | Inconel 625 | High-temp oxidation + weldability | IN825 insufficient high-temp strength |
| FGD scrubbers (H2SO4) | Inconel 825 | Dilute H2SO4 resistance at lower cost | IN625 not needed; cost premium unjustified |
| Petroleum refinery heat exchangers | Inconel 825 | Polythionic acid SCC resistance, cost | IN625 cost premium not needed for this service |
| Production tubing (moderate sour) | Inconel 825 | NACE qualified, cost-effective | IN625 performance exceeds requirements |
| Cooling water heat exchangers (<40°C) | Inconel 825 | Adequate chloride resistance, cost | IN625 performance exceeds requirements |
| Nuclear steam generator tubing | Inconel 625 | Pure water corrosion, low cobalt | IN825 used in some older plant designs |
| Fluoropolymer processing screws | Inconel 625 | HF resistance, combined corrosion | IN825 insufficient corrosion resistance |
How Do Weldability and Fabricability Compare Between the Two Alloys?
Both alloys are considered weldable nickel alloys, but there are meaningful differences in welding metallurgy, post-weld requirements, and the practical ease of producing sound welds in production environments.
Inconel 625 Weldability: Extensive Industrial Experience
Inconel 625's weldability is one of its most practically valued attributes. The alloy does not rely on precipitation hardening for its strength — it derives strength entirely from solid solution hardening and work hardening. This means there is no precipitation hardening phase that can selectively precipitate in a weld heat-affected zone (HAZ) and cause stress-age cracking or ductility loss.
Inconel 625 welding filler (ERNiCrMo-3, AWS A5.14) is used not only for welding Inconel 625 to itself but also as a general-purpose dissimilar metal welding filler connecting nickel alloys to stainless steels and carbon steels. This versatility reflects the alloy's balanced composition and reliable as-welded properties. The filler is widely used for cladding, buttering layers, and weld overlays in pressure vessel fabrication.
Standard welding processes applicable to Inconel 625 include GTAW (TIG), GMAW (MIG), SMAW (stick), plasma arc, laser, and electron beam welding. No post-weld heat treatment is required in most applications — the as-welded condition provides full corrosion resistance (Lippold, J.C. and Kotecki, D.J., Welding Metallurgy and Weldability of Stainless Steels, Wiley, 2005).
One welding metallurgy consideration for Inconel 625: during multi-pass welding or slow cooling through the 650°C to 900°C range, niobium-rich Laves phase can form at interdendritic positions, slightly reducing ductility and toughness. This is managed by minimizing heat input, maintaining interpass temperature below 175°C, and avoiding unnecessary dwell time in the sensitization temperature range.

Inconel 825 Weldability: Stabilization Requirements
Inconel 825 is designed as a stabilized alloy, and its weldability reflects this design intent. The low carbon content (0.05% max) and titanium stabilization effectively prevent sensitization-related intergranular corrosion in welded joints — a critical property for many of its refinery and chemical process applications.
Welding filler for Inconel 825 is ERNiCrMo-3 (matching Inconel 625 composition) or ERNiCrMo-4 (Hastelloy C-276 composition), both of which provide equivalent or superior corrosion resistance compared to the parent metal in the weld zone. Using a higher-alloy filler compensates for any dilution effects in the weld fusion zone.
Post-weld annealing at 940°C to 980°C is sometimes recommended for Inconel 825 weldments in severely corrosive service to ensure full titanium stabilization and dissolution of any sensitized regions. In practice, many applications use Inconel 825 in the as-welded condition when the stabilized composition provides adequate assurance.

Forming and Machining Comparison
Both alloys work-harden significantly during cold forming, requiring adequate forming capacity and attention to springback. Inconel 625 work-hardens more rapidly than Inconel 825 due to its higher solute content, requiring more frequent annealing during cold reduction operations.
Hot forming temperature ranges:
- Inconel 625: 1,000°C to 1,175°C (optimum hot working range)
- Inconel 825: 980°C to 1,175°C (similar range, slightly easier to hot form)
Machinability for both alloys requires carbide tooling, low cutting speeds, high feed rates, and copious coolant. Inconel 625's higher work-hardening rate makes it somewhat more challenging to machine than Inconel 825. Both benefit from sharp tooling changed frequently, as work-hardened surfaces from previous cuts drastically reduce tool life on subsequent passes.
What Are the Heat Treatment Requirements and Their Manufacturing Implications?
Heat treatment requirements directly affect manufacturing lead time, cost, and the final microstructure that determines in-service properties. Both alloys require annealing, but the specifics and consequences of deviation differ.
Inconel 625 Annealing
Inconel 625 is supplied in the annealed condition per ASTM B443 (plate/sheet) or B446 (bar). The standard annealing treatment is 1,093°C (2,000°F) minimum for 1 hour per 25 mm of section thickness, followed by rapid water quench or air cool for thin sections.
The high annealing temperature ensures complete solid solution of all alloying elements and eliminates any work hardening from processing. Grain size after annealing is typically ASTM 4 to 7. Incomplete annealing — particularly temperatures below 980°C — can leave residual cold work or incomplete dissolution of secondary phases, reducing both corrosion resistance and ductility below specification minimums.
For Inconel 625 used in UNS S31803 (duplex stainless) replacement applications or as corrosion-resistant cladding, solution annealing after cladding is often required to ensure the clad layer achieves its full corrosion performance. Deviation from annealing requirements is one of the more commonly identified causes of premature pitting failures we see in post-failure analysis of clad piping and heat exchanger components.
Inconel 825 Annealing
Inconel 825 is typically annealed at 940°C to 980°C (1,725°F to 1,800°F) per ASTM B423 requirements, followed by rapid cooling. The lower annealing temperature compared to Inconel 625 reflects Inconel 825's lower alloying level and the need to keep titanium in solid solution while avoiding grain boundary chromium depletion.
A critical requirement specific to Inconel 825: annealing must be performed rapidly through the 550°C to 700°C range to prevent titanium carbide or chromium carbide precipitation at grain boundaries (sensitization). Slow furnace cooling through this range defeats the purpose of stabilization heat treatment and can result in poor intergranular corrosion resistance in subsequent acidic service.
Post-fabrication annealing of Inconel 825 weldments intended for concentrated sulfuric acid or phosphoric acid service is strongly recommended, as the weld thermal cycle can produce localized sensitization or titanium depletion zones. Huey test (65% HNO3, ASTM A262 Practice C) is the standard qualification test for verifying adequate sensitization resistance.
How Do Cost, Supply Chain, and Total Lifecycle Economics Compare?
Material selection without an honest cost analysis is incomplete engineering. The goal is not to minimize purchase price — it is to minimize total cost of ownership over the component's required service life.
Raw Material and Mill Pricing in 2026
Both alloys are produced by multiple global manufacturers including Special Metals (ATI), VDM Metals, Nippon Yakin Kogyo, and Haynes International (for selected forms). This competitive supply base moderates pricing, though nickel market volatility significantly affects both alloys simultaneously.
Approximate 2025 to 2026 mill pricing:
| Product Form | Inconel 625 Price (USD/kg) | Inconel 825 Price (USD/kg) | Price Ratio |
|---|---|---|---|
| Bar stock (standard sizes) | $55-80 | $30-45 | 1.7-1.9x |
| Sheet/plate | $60-90 | $32-50 | 1.7-2.0x |
| Seamless tube/pipe (ASTM B444/B423) | $70-120 | $38-60 | 1.8-2.0x |
| Welding wire (ERNiCrMo-3) | $80-110 | N/A (typically uses IN625 filler) | Reference |
| Forgings | $90-160 | $50-90 | 1.6-1.9x |
| Clad plate (over carbon steel) | $100-180/m² | $60-110/m² | 1.6-1.8x |
The approximately 70% to 100% premium for Inconel 625 over Inconel 825 is consistent across product forms and reflects primarily the higher nickel and molybdenum content. The lifecycle question is whether this premium generates returns through extended service life, reduced maintenance events, or risk reduction.
Total Cost of Ownership: A Structured Example
Consider heat exchanger tubing in a phosphoric acid fertilizer plant processing wet process phosphoric acid with 0.3% fluoride contamination at 70°C:
- Inconel 825 tube bundle corrosion rate: approximately 1.5 mm/year (fluoride-contaminated service).
- At 2.0 mm wall thickness minimum, tube life before leakage: approximately 1.0 to 1.5 years.
- Tube bundle replacement cost (material + labor + downtime): approximately $320,000 per event.
- Inconel 625 tube bundle corrosion rate: approximately 0.35 mm/year (same service).
- At 2.0 mm wall thickness minimum, tube life before leakage: approximately 4 to 5 years.
- Tube bundle replacement cost (material premium): approximately $480,000 initial.
Over a 5-year period:
- Inconel 825: approximately 3 to 4 replacement events × $320,000 = $960,000 to $1,280,000
- Inconel 625: 1 replacement or continued service, total cost approximately $480,000 to $560,000
The net savings from Inconel 625 selection in this specific case: $480,000 to $720,000 over 5 years, despite the higher initial material cost. This type of calculation is the correct framework for alloy selection decisions in corrosive service environments.
Supply Chain and Lead Time Considerations
Both alloys maintain good supply chain depth through major nickel alloy distributors in North America, Europe, and Asia. Standard stock items (bar, sheet, tube) are typically available in 4 to 10 weeks. Custom forgings and large diameter pipe require 16 to 30 weeks from major producers.
Inconel 625 has a deeper inventory at most distributors due to its higher demand volume driven by oil and gas applications. Inconel 825 is equally available in tube and pipe forms (particularly ASTM B163 seamless tube for heat exchangers) due to its large heat exchanger market. Neither alloy presents significant supply chain risk under normal market conditions.
What Testing Standards and Material Certifications Should Buyers Require?
Procurement without rigorous certification requirements creates liability and performance risk. Both alloys have well-defined specification frameworks that buyers must understand and enforce.
Material Specifications by Product Form
| Product Form | Inconel 625 Specification | Inconel 825 Specification |
|---|---|---|
| Sheet and Plate | ASTM B443 | ASTM B424 |
| Seamless Tube | ASTM B444 | ASTM B163, B423 |
| Pipe (seamless) | ASTM B444 | ASTM B423 |
| Bar and Rod | ASTM B446 | ASTM B425 |
| Wire | ASTM B446 | ASTM B425 |
| Welded Tube | ASTM B705 | ASTM B423 (welded permitted) |
| Forgings | ASTM B564 | ASTM B564 |
| Welding Wire | AWS ERNiCrMo-3 (AMS 5837) | Typically ERNiCrMo-3 |
| Pressure Vessel Code | ASME Section II UNS N06625 | ASME Section II UNS N08825 |
Required Certification Documentation
EN 10204 Type 3.1 Certification: The minimum acceptable documentation for any alloy purchase in pressure-containing service. This manufacturer-certified report provides chemical composition and mechanical test results on the actual heat/lot of material supplied, signed by the manufacturer's authorized inspector. Do not accept 3.1 certificates that lack heat number traceability to the specific shipment.
Intergranular Corrosion Testing: For Inconel 825, ASTM A262 Practice B (oxalic acid etch screening) and Practice C (Huey test in 65% HNO3) should be required for heat exchanger tubing in services where sensitization risk exists. For Inconel 625, ASTM G28 Method A (ferric sulfate-sulfuric acid test) is the relevant intergranular corrosion qualification test.
Ultrasonic Testing: ASTM E213 (tube) or E114 (plate) ultrasonic testing is required for pressure-containing components and should be specified in purchase orders for critical applications.
Positive Material Identification (PMI): For critical pressure systems, PMI by X-ray fluorescence (XRF) or optical emission spectroscopy should verify alloy identity upon receipt, particularly when visual distinction between Inconel 625 and Inconel 825 is not possible (both have similar appearance). Nickel content difference (58%+ vs. 38% to 46%) is easily detected by XRF and distinguishes the two alloys definitively.
At MWalloys, our standard supply documentation package includes 3.1 mill certificates with full chemistry, mechanical test results, PMI verification, dimensional inspection reports, and applicable NACE or ASME code qualification data for all pressure-containing nickel alloy components.
How Should Engineers Build a Systematic Alloy Selection Decision Framework?
Bringing together the technical, economic, and regulatory factors covered throughout this article, we present a structured selection framework applicable to most industrial corrosion environments where Inconel 625 and Inconel 825 are the candidate alloys.
Step 1: Classify the Corrosive Environment
Rank the environment by its chloride content, acid type, temperature, and H2S content using the tables provided in earlier sections. Environments with chloride above 5,000 ppm at temperatures above 40°C, or any HCl presence, or H2S beyond NACE MR0175 Inconel 825 limits, point directly to Inconel 625.
Step 2: Calculate the Required Corrosion Resistance Margin
Determine the acceptable corrosion rate (typically 0.1 to 0.25 mm/year for process equipment with 20+ year design life), then match this to the published corrosion rate data for each alloy in the specific service environment. If Inconel 825 meets the corrosion rate requirement with an adequate safety margin, it is a legitimate candidate for further evaluation.
Step 3: Apply the Mechanical Design Requirements
Calculate minimum wall thickness requirements under ASME or applicable pressure vessel code using each alloy's allowable stress at operating temperature. If Inconel 625's higher allowable stress permits significant wall thickness reduction, recalculate the actual material cost difference on a per-component basis — the premium narrows.
Step 4: Assess Fabrication and Welding Requirements
If the component requires extensive welding, evaluate the post-weld heat treatment requirements for each alloy in the specific service. If post-weld annealing is impractical (very large structures, field welding), Inconel 625's more forgiving as-welded corrosion resistance may tip the balance.
Step 5: Execute Total Cost of Ownership Calculation
Using the framework presented in the cost section, calculate 5-year and 10-year TCO for each alloy based on:
- Initial material and fabrication cost
- Expected service life (from corrosion rate analysis)
- Replacement cost per event (material + labor + downtime)
- Expected number of replacement events over the evaluation period
The alloy with the lower TCO is the economically justified selection, assuming both alloys meet the technical requirements.
Rapid Selection Reference Matrix
| If Your Application Has... | Choose Inconel 625 | Choose Inconel 825 |
|---|---|---|
| HCl at any concentration | Yes | No |
| Temperature above 60°C + chlorides above 1,000 ppm | Yes | Borderline, evaluate |
| H2S beyond NACE 825 limits | Yes | No |
| Mixed acid with fluoride | Yes | No |
| Seawater above 40°C sustained | Yes | Marginal |
| FGD scrubber (dilute H2SO4, <60°C) | Overspecified | Yes |
| Petroleum refinery heat exchangers | Not typically needed | Yes |
| Dilute H2SO4 processing (<40% conc., <70°C) | Overspecified | Yes |
| Deepwater subsea hardware | Yes | Only in mild conditions |
| Industrial screw/barrel in fluoropolymer service | Yes | Insufficient |
| Industrial screw/barrel in mild PVC service | Overspecified | Evaluate |
| Budget-constrained, moderate corrosion service | Consider value | Yes |
FAQs: Inconel 625 vs. Inconel 825
1. What is the main difference between Inconel 625 and Inconel 825?
The most critical difference is molybdenum content: Inconel 625 contains 8% to 10% molybdenum versus 2.5% to 3.5% in Inconel 825. This compositional gap translates directly into dramatically different pitting corrosion resistance (PREN of 51 vs. 32), localized corrosion resistance in chloride environments, and resistance to hydrochloric acid. Inconel 625 also contains 58%+ nickel versus 38% to 46% in Inconel 825, giving it superior resistance to reducing acid environments. Inconel 825 contains copper (1.5% to 3%) for improved sulfuric acid resistance, and titanium stabilization for better weld sensitization prevention. Inconel 625 uses niobium for stabilization. The net result: Inconel 625 outperforms Inconel 825 in nearly every corrosion metric except cost, where Inconel 825 costs 40% to 60% less per kilogram. Source: Special Metals Corporation technical data; ASTM B443, B423.
2. Can Inconel 825 be used in seawater service?
Inconel 825 can be used in clean, ambient-temperature seawater (below 30°C) for many structural and piping applications, particularly when crevice-prone geometries are minimized. Its Critical Crevice Temperature in seawater is approximately 15°C to 25°C, meaning crevice corrosion can initiate at typical offshore temperatures. For seawater systems operating above 40°C, or where crevices cannot be avoided, or where warm produced water contacts components, Inconel 625 is the safer choice. In cooling water heat exchangers using ambient seawater below 25°C, Inconel 825 tubes (ASTM B163) are widely and successfully deployed at substantially lower cost than Inconel 625. The decision should be based on the specific temperature, flow regime, and crevice geometry of the application. Source: Oldfield and Sutton, British Corrosion Journal, 1978; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
3. Is Inconel 625 resistant to hydrofluoric acid?
Inconel 625 provides acceptable resistance to dilute hydrofluoric acid (below 5% concentration at ambient temperature) and is significantly more resistant than Inconel 825 in HF-containing environments due to its higher molybdenum content. In concentrated HF or elevated temperature HF service, even Inconel 625 experiences measurable corrosion, and special nickel-copper alloys (Monel 400) are sometimes preferred for concentrated HF service. Inconel 825's copper content theoretically provides some HF resistance benefit, but its lower molybdenum makes it inferior to Inconel 625 in fluoride-contaminated acid environments such as wet process phosphoric acid. In mixed acid service (HNO3 + HF), Inconel 625 is the established standard choice. Always verify with site-specific corrosion testing before committing to either alloy in concentrated fluoride service. Source: Braun, Corrosion Science, Volume 47, 2005; Schweitzer, Corrosion Resistance Tables, 2004.
4. What welding filler should be used for Inconel 825?
The standard welding filler for Inconel 825 is ERNiCrMo-3 (AWS A5.14), which is the Inconel 625 composition filler wire. Using a higher-alloy filler than the base metal is standard practice in nickel alloy welding, as it compensates for dilution in the weld fusion zone and ensures the weld deposit has corrosion resistance at least equal to the parent material. An alternative is ERNiCrMo-4 (Hastelloy C-276 composition), which provides even higher molybdenum in the weld deposit and is used when maximum crevice corrosion resistance at the weld joint is needed. Matching composition Alloy 825 filler exists but is less commonly used because the higher-alloy fillers provide better assurance of weld zone corrosion resistance. Post-weld annealing at 940°C is recommended for severely corrosive service. Source: AWS A5.14; Lippold and Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
5. Which alloy is better for sulfuric acid service, Inconel 625 or Inconel 825?
For dilute sulfuric acid service (below 40% concentration, below 70°C), Inconel 825 provides adequate and sometimes comparable corrosion resistance to Inconel 625, largely because of its copper addition that promotes passivation in reducing acid environments. This makes Inconel 825 the cost-effective choice for many sulfuric acid heat exchangers, piping, and storage components where temperature and concentration stay within these bounds. At higher concentrations (above 50% H2SO4) or temperatures above 70°C, Inconel 625 demonstrates materially lower corrosion rates and becomes the preferred alloy. If the sulfuric acid contains oxidizing contaminants (ferric ions, cupric ions) or chloride contamination above trace levels, Inconel 625 is preferred at all concentrations. The crossover point depends on the specific combination of concentration, temperature, and contamination — site-specific corrosion testing or reference to detailed isocorrosion data is recommended. Source: Schweitzer, Corrosion Resistance Tables, Marcel Dekker, 2004.
6. What is the PREN value for Inconel 625 and Inconel 825, and why does it matter?
PREN (Pitting Resistance Equivalent Number) for Inconel 625 is approximately 51, calculated as %Cr + 3.3 × %Mo, giving roughly 21.5 + (3.3 × 9) = 51. For Inconel 825, PREN is approximately 32, from 21.5 + (3.3 × 3) = 31.4. This 19-unit difference is highly significant: alloys with PREN above 40 are considered highly resistant to pitting in seawater and most industrial chloride environments, while alloys with PREN below 35 may develop pitting in warm seawater or high-chloride solutions. The PREN is a compositional predictor, not an absolute guarantee, but it correlates well with measured Critical Pitting Temperatures across thousands of published tests. For design engineers, PREN below 40 in a chloride-containing service environment warrants additional corrosion engineering analysis and possibly accelerated coupon testing before committing to a material specification. Source: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; ASTM G150 testing data.
7. Are Inconel 625 and Inconel 825 approved for NACE sour service?
Both alloys are listed in NACE MR0175/ISO 15156 for use in sour (H2S-containing) oil and gas environments, but with different qualification limits. Inconel 625 in the annealed condition is approved for all H2S partial pressures, all temperatures, and unlimited chloride concentration within the standard's scope — making it one of the most broadly qualified alloys in NACE MR0175. Inconel 825 is qualified within defined limits in Part 3, Table A.2 of the standard, including maximum hardness requirements (35 HRC) and specific environmental limits. In practice, Inconel 825 is widely used for moderate sour service (wellhead equipment, production accessories, downhole tools in sweet to moderately sour wells), while Inconel 625 is specified for severe sour service including high-H2S deepwater wells and high-temperature high-pressure (HPHT) completions. Always verify current NACE qualification limits with your engineering team before specifying for sour service. Source: NACE MR0175/ISO 15156, Part 3, 2015 edition.
8. How does the cost difference between Inconel 625 and Inconel 825 affect total project economics?
The raw material cost premium for Inconel 625 is approximately 70% to 100% over Inconel 825 per kilogram across standard product forms in 2025 to 2026 market conditions. On a finished component basis, this premium narrows because Inconel 625's higher allowable stress (from its greater yield strength) often permits thinner wall sections, reducing material volume. In applications where Inconel 825 provides adequate corrosion resistance, specifying Inconel 625 adds cost without benefit. In applications where Inconel 825 fails prematurely, the cost of replacement events (material, fabrication, downtime, and consequential losses) routinely exceeds the cumulative material premium of Inconel 625 by 3x to 5x over a 5-year period. The correct economic analysis is total cost of ownership over the component's required service life, not initial purchase price. Unplanned shutdowns in chemical processing facilities average $180,000 to $340,000 per event, making material selection decisions with large service life implications extremely high-leverage financially. Source: MWalloys application analysis; industry benchmarking data.
9. What is the maximum operating temperature for Inconel 825 and Inconel 625 in corrosion service?
Both alloys are primarily used for corrosion resistance rather than high-temperature structural service. Inconel 625's corrosion resistance remains effective to approximately 980°C in oxidizing environments (based on oxidation data), though its structural application in corrosion service is typically limited to below 500°C. For pressure vessel applications per ASME BPVC, Inconel 625 is code-listed to 650°C with defined allowable stresses. Inconel 825 maintains acceptable corrosion resistance in most chemical environments up to approximately 450°C, with ASME code coverage to 450°C. Above these temperatures, oxidation and high-temperature corrosion mechanisms replace aqueous corrosion as the dominant degradation mode, requiring different alloy families. In industrial screw and barrel applications, both alloys are used primarily below 500°C in polymer processing environments where their corrosion resistance properties address chemical attack from aggressive polymer degradation products. Source: ASME BPVC Section II Part D; Special Metals Corporation technical data.
10. How can procurement teams verify they received the correct alloy between Inconel 625 and Inconel 825?
Positive Material Identification (PMI) using portable X-ray fluorescence (XRF) analyzers is the standard field verification method and reliably distinguishes Inconel 625 from Inconel 825 by measuring nickel content (58%+ vs. 38% to 46%) and molybdenum content (8% to 10% vs. 2.5% to 3.5%). XRF results are typically available in under 30 seconds per measurement. Both alloys have a similar silver-grey appearance and are not visually distinguishable. Mill certification review is the documentary verification: check that the chemical composition on the 3.1 certificate matches the UNS designation (N06625 for Inconel 625, N08825 for Inconel 825) and falls within the specification limits. For critical applications — pressure-containing equipment, sour service, cryogenic vessels — incoming PMI testing of all material receipts should be mandatory regardless of certification documentation. Mixed alloy inventories are a documented source of failures in pressure systems. Source: ASTM E1476 (XRF); EN 10204 certification standard; industry PMI best practice guidelines.
Summary: Key Selection Principles for 2026
The selection between Inconel 625 and Inconel 825 should never be reduced to a simple "which is better" question because the answer is always context-dependent. What we can state definitively after extensive review of corrosion data, field experience, and application engineering is this:
Inconel 625 is technically superior in virtually every corrosion resistance metric. Its PREN of 51, 8% to 10% molybdenum content, and 58%+ nickel provide resistance to chloride pitting, HCl, mixed acids, and severe sour service that Inconel 825 cannot match. When the application environment demands this performance, no amount of cost optimization justifies downgrading to Inconel 825.
Inconel 825 is economically optimal for a large category of moderately corrosive applications — dilute sulfuric acid, refinery heat exchangers, FGD scrubbers, cooling water systems, and moderate sour service — where its corrosion resistance is adequate and its 40% to 60% cost advantage generates real value without performance compromise.
At MWalloys, we supply both alloys with full material traceability, PMI verification, and application engineering support. Our recommendation is always based on the specific corrosion environment, mechanical requirements, fabrication constraints, and lifecycle cost analysis for your application — not a default preference for either alloy. Getting this selection right the first time is consistently the most cost-effective engineering decision you can make for long-lived corrosion-resistant equipment.
References:
- Special Metals Corporation. Inconel Alloy 625 Technical Data. 2023.
- Special Metals Corporation. Incoloy Alloy 825 Technical Data. 2023.
- Schweitzer, P.A. Corrosion Resistance Tables, 5th Edition. Marcel Dekker, 2004.
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd Edition. Wiley, 1996.
- Braun, R. Corrosion Science, Volume 47. Elsevier, 2005.
- Oldfield, J.W. and Sutton, W.H. British Corrosion Journal, Volume 13. 1978.
- Lippold, J.C. and Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels. Wiley, 2005.
- NACE MR0175 / ISO 15156. NACE International, 2015 Edition.
- ASME Boiler and Pressure Vessel Code, Section II, Part D. ASME, 2023.
- ASME Boiler and Pressure Vessel Code, Section VIII, Division 1. ASME, 2023.
- ASTM B443, B444, B446, B423, B424, B425, B163. ASTM International.
- AWS A5.14. American Welding Society.
- ASTM A262, G28, G48, G150, G36. ASTM International.
- MarketsandMarkets Research. Nickel Alloy Market Report. 2024.
- Reed, R.C. The Superalloys: Fundamentals and Applications. Cambridge University Press, 2006.
