MWleghe forniture Inconel 600 Barre tonde in misure standard conformi alla norma ASTM B166, con composizione chimica verificata, proprietà meccaniche certificate e possibilità di spedizione in tutto il mondo. Disponiamo sia di prodotti laminati a caldo che trafilati a freddo, offriamo tagli su misura da 3 mm a 500 mm di diametro, non applichiamo restrizioni sul quantitativo minimo d'ordine e garantiamo la consegna entro 10-40 giorni lavorativi. Che siate un responsabile degli acquisti che acquista all'ingrosso o un tecnico di manutenzione che ordina un singolo pezzo, MWalloys fornisce certificati di collaudo di fabbrica, supporto per ispezioni di terze parti e prezzi ex-works competitivi, supportati da anni di esperienza nel settore metallurgico.
Se il tuo progetto richiede l'uso di barre tonde in Inconel 600, puoi contattateci per un preventivo gratuito.
Che cos'è la barra tonda in Inconel 600 e perché è importante?
La barra tonda Inconel 600 è un prodotto solido e cilindrico, lavorato a macchina o a caldo, realizzato in lega di nichel-cromo UNS N06600, ampiamente riconosciuta per la sua eccezionale resistenza all'ossidazione, alla carburazione e alla corrosione ad alta temperatura in ambienti industriali particolarmente gravosi. La denominazione della lega "600" risale al suo sviluppo originale da parte della Special Metals Corporation con il marchio registrato Inconel, e rimane una delle leghe di nichel più ampiamente specificate nei settori aerospaziale, nucleare, petrolchimico e del trattamento termico a più di settant'anni dalla sua introduzione commerciale.
Noi di MWalloys abbiamo lavorato e spedito migliaia di tonnellate metriche di questo materiale nel corso degli anni, e il feedback costante dei nostri clienti è chiaro: l’Inconel 600 offre prestazioni eccellenti laddove l’acciaio al carbonio e l’acciaio inossidabile semplicemente falliscono. La combinazione di circa il 72,1% di nichel, dal 14 al 17,1% di cromo, e da 6 a 10% di ferro crea una microstruttura austenitica a reticolo cubico a facce centrate (FCC) che rimane duttile in un intervallo di temperature che va dalle condizioni criogeniche fino a circa 1093 °C (2000 °F) in servizio intermittente.
La barra tonda è la forma più versatile di questa lega. Viene utilizzata come materia prima per componenti torniti, flange, corpi valvola, rulli per forni, componenti per reattori nucleari e supporti per tubi di scambiatori di calore. Poiché viene fornita di default in stato ricotto, la lavorabilità è migliore di quanto molti pensino inizialmente, a condizione che venga seguita la corretta strategia di lavorazione.
Qual è la composizione chimica che caratterizza le barre in Inconel 600?
Comprendere la composizione chimica dell'Inconel 600 è fondamentale per gli ingegneri che lo prescrivono. I limiti chimici determinano ogni aspetto, dalle prestazioni anticorrosive alla saldabilità, fino alla risposta al trattamento termico.
Requisiti relativi alla composizione chimica secondo la norma ASTM B166
| Elemento | Minimo (%) | Massimo (%) |
|---|---|---|
| Nichel (+ cobalto) | 72.00 | - |
| Cromo | 14.00 | 17.00 |
| Ferro | 6.00 | 10.00 |
| Carbonio | - | 0.15 |
| Manganese | - | 1.00 |
| Silicio | - | 0.50 |
| Zolfo | - | 0.015 |
| Rame | - | 0.50 |
L'elevato tenore di nichel è il fattore principale che determina la resistenza alla corrosione in ambienti riducenti e la resistenza alla criccatura da tensocorrosione indotta dai cloruri. Il cromo garantisce resistenza all'ossidazione e stabilità contro la solforazione. Il tenore controllato di ferro garantisce un equilibrio tra costo e prestazioni e assicura che la lega mantenga un sufficiente rafforzamento per soluzione solida a temperature elevate.
Il cobalto viene considerato insieme al nichel poiché i due elementi sono chimicamente simili e il loro tenore complessivo deve raggiungere almeno il 72%. In pratica, le fornaci commerciali raggiungono solitamente un tenore di Ni+Co compreso tra il 74 e il 76%, il che significa che la lega presenta un leggero margine chimico al di sopra del limite minimo previsto dalle specifiche.
Il tenore di carbonio deve rimanere inferiore a 0,151% per preservare la resistenza alla corrosione intergranulare. I lotti destinati ad applicazioni nucleari o a un servizio prolungato a temperature superiori a 650 °C possono essere prodotti con un tenore di carbonio inferiore a 0,05%, spesso denominato Inconel 600 "a basso tenore di carbonio", sebbene questa non sia una designazione ASTM distinta; richiede condizioni d'ordine esplicite.
Analisi termica tipica vs. analisi del prodotto
I certificati di analisi di fabbrica riportano sia un'analisi della colata prelevata direttamente dalla fusione, sia un'analisi del prodotto effettuata sulla barra finita. La norma ASTM B166 consente una piccola tolleranza nell'analisi del prodotto per ciascun elemento, che tiene conto della segregazione durante la solidificazione e delle lievi variazioni introdotte dalla lavorazione a caldo. Quando esaminiamo i certificati MTC in arrivo presso MWalloys, confrontiamo entrambe le analisi con i limiti specificati e segnaliamo eventuali anomalie prima che il materiale venga rilasciato al nostro magazzino.
Quali proprietà meccaniche e fisiche dovrebbero aspettarsi gli ingegneri?
I requisiti relativi alle proprietà meccaniche previsti dalla norma ASTM B166 si applicano a temperatura ambiente e allo stato ricotto. Tuttavia, gli ingegneri che progettano per un impiego ad alta temperatura necessitano di un quadro completo, compresi i dati relativi alle temperature elevate che vanno oltre i requisiti minimi previsti dalle specifiche.
Proprietà meccaniche a temperatura ambiente (ricotto, ASTM B166)
| Proprietà | Valore minimo |
|---|---|
| Resistenza alla trazione | 550 MPa (80 ksi) |
| Resistenza allo snervamento (offset 0,2%) | 240 MPa (35 ksi) |
| Allungamento (calibro da 2 pollici) | 30% |
| Durezza Rockwell (tipica) | da B75 a B90 |
Resistenza alla trazione a temperature elevate (valori tipici)
| Temperatura | Resistenza alla trazione (MPa) | Resistenza allo snervamento (MPa) |
|---|---|---|
| 204 °C (400 °F) | 524 | 207 |
| 427 °C (800 °F) | 490 | 193 |
| 649 °C (1200 °F) | 434 | 172 |
| 871 °C (1600 °F) | 248 | 138 |
| 982 °C (1800 °F) | 131 | 103 |
Questi valori sono ricavati da dati tecnici pubblicati e devono essere utilizzati esclusivamente per la progettazione preliminare. Le sollecitazioni nella progettazione definitiva devono fare riferimento alla normativa applicabile in materia di recipienti a pressione o strutture, come la Sezione II Parte D dell'ASME, in cui l'Inconel 600 è indicato per temperature fino a 649 °C (1200 °F) in applicazioni a pressione.
Principali proprietà fisiche
| Proprietà | Valore |
|---|---|
| Densità | 8,47 g/cm³ (0,306 lb/in³) |
| Intervallo di fusione | da 1354 a 1413 °C (da 2470 a 2575 °F) |
| Calore specifico (21 °C) | 444 J/kg·°C |
| Conducibilità termica (21 °C) | 14,9 W/m·°C |
| Resistività elettrica | 1,03 µΩ·m |
| Permeabilità magnetica | Sostanzialmente non magnetico (µ < 1,01) |
| Coefficiente di dilatazione termica (21–93 °C) | 13,3 µm/m·°C |
La bassa conducibilità termica rispetto all'acciaio al carbonio è un fattore importante durante la lavorazione: il calore si accumula sul tagliente anziché dissiparsi nel pezzo. Per questo motivo l'Inconel 600 richiede velocità di taglio inferiori e un'applicazione più abbondante di refrigerante rispetto alle leghe tecniche standard.
Cosa prevede effettivamente la norma ASTM B166 per le barre tonde in lega di nichel?
La norma ASTM B166 è la specifica di riferimento pubblicata da ASTM International dal titolo "Specifiche standard per barre e tondini in lega di nichel-cromo-ferro e nichel-cromo-cobalto-molibdeno". Essa copre diversi numeri UNS, tra cui l'N06600 (Inconel 600) è uno dei più comunemente richiesti.
Ambito di applicazione della norma ASTM B166
Le specifiche trattano:
- Limiti di composizione chimica (analisi termica e del prodotto).
- Valori minimi delle proprietà meccaniche per ciascuna condizione di tempra.
- Variazioni ammissibili nelle dimensioni e nelle tolleranze.
- Requisiti relativi al trattamento termico applicabili.
- Metodi di prova e di ispezione.
- Requisiti in materia di certificazione e documentazione.
- Norme relative alla marcatura e all'imballaggio.
Stato e finitura
La norma ASTM B166 prevede due condizioni principali per le barre e i tondini in Inconel 600:
Lavorato a caldo (HF): Prodotto mediante laminazione a caldo o forgiatura a caldo, viene solitamente fornito con una superficie incrostata o leggermente decarburata. Le tolleranze dimensionali sono più ampie rispetto al materiale trafilato a freddo.
Trafilato a freddo (CD): Ottenuto trafilando una barra rifinita a caldo attraverso una matrice a temperatura ambiente. La finitura superficiale è notevolmente più liscia, le tolleranze dimensionali sono più strette e il materiale può presentare una resistenza leggermente superiore con un allungamento ridotto rispetto al prodotto rifinito a caldo.
Entrambe le condizioni possono essere fornite in stato ricotto, in cui il materiale viene sottoposto a trattamento termico di solubilizzazione per dissolvere i carburi e alleviare le tensioni interne, massimizzando la duttilità e la resistenza alla corrosione.
Specifiche correlate
| Specifiche | Ambito di applicazione |
|---|---|
| ASTM B166 | Barre (tonde, esagonali, quadrate) |
| ASTM B167 | Tubi senza saldatura |
| ASTM B163 | Tubo senza saldatura per condensatori e scambiatori di calore |
| ASTM B168 | Piastre, lastre e nastri |
| ASME SB-166 | Equivalente ASME della norma ASTM B166 (per uso nucleare/in recipienti a pressione) |
| DIN 17742 | Norma tedesca relativa al NiCr15Fe (2.4816) |
| EN 10095 | Norma europea relativa agli acciai resistenti al calore e alle leghe di nichel |
| AMS 5665 | Specifiche dei materiali aerospaziali per barre, tondini e fili |
Quando i clienti ci chiedono di fornire "barre tonde in Inconel 600 conformi alla norma ASTM B166", richiedono il rispetto di tutti i requisiti previsti da tale documento, comprese le prove meccaniche, la certificazione chimica e i requisiti dimensionali. Su richiesta, forniamo materiale con doppia certificazione sia secondo la norma ASTM B166 che ASME SB-166, pratica standard per i produttori di apparecchiature a pressione.
Quali gamme dimensionali e tolleranze sono disponibili presso MWalloys?
Una delle domande che ci viene posta più spesso dai team di approvvigionamento è: "Avete in magazzino il diametro esatto di cui ho bisogno e quali tolleranze devo specificare nel mio ordine di acquisto?". La risposta dipende dal fatto che abbiate bisogno di barre rifinite a caldo o trafilate a freddo e se richiediate tolleranze standard o di precisione.
Gamma di diametri standard
| Forma del prodotto | Gamma di diametri |
|---|---|
| Barra tonda laminata a caldo | da 12 mm a 500 mm |
| Barra tonda trafilata a freddo | Da 3 mm a 100 mm |
| Barra tonda forgiata (sgrossata) | Da 100 mm a oltre 600 mm (su richiesta) |
Opzioni di lunghezza standard
MWalloys fornisce barre tonde in Inconel 600 nelle seguenti lunghezze:
- Lunghezza casuale: Da 1500 mm a 6000 mm (produzione standard in laminatoio).
- Lunghezza di taglio fissa: Qualsiasi lunghezza compresa tra 100 mm e 6000 mm, con una tolleranza di taglio di ±2 mm.
- Pezzi corti / ritagli: Disponibile a magazzino per la prototipazione o per ordini di campioni.
ASTM B166 Tolleranze di diametro per barre trafilate a freddo
| Diametro (mm) | Larghezza (mm) | Altezza (mm) |
|---|---|---|
| Fino a 12,7 | +0.00 | -0.08 |
| da 12,7 a 25,4 | +0.00 | -0.10 |
| da 25,4 a 50,8 | +0.00 | -0.13 |
| da 50,8 a 76,2 | +0.00 | -0.18 |
| da 76,2 a 101,6 | +0.00 | -0.20 |
ASTM B166 Tolleranze di diametro per barre rifinite a caldo
| Diametro (mm) | Larghezza (mm) | Altezza (mm) |
|---|---|---|
| Fino a 25,4 | +0.40 | -0.40 |
| da 25,4 a 50,8 | +0.60 | -0.60 |
| da 50,8 a 101,6 | +0.80 | -0.80 |
| da 101,6 a 203,2 | +1.60 | -1.60 |
Siamo inoltre in grado di fornire materiale con tolleranze proprietarie più strette o conforme ai requisiti di tolleranza di precisione della norma AMS 2241 per applicazioni aerospaziali, a condizione che tale richiesta venga specificata al momento dell'ordine.
Quali processi di produzione consentono di ottenere barre di Inconel 600 di alta qualità?
Il processo di produzione delle barre tonde in Inconel 600 influisce direttamente sulla struttura granulare, sulla qualità della superficie, sull'integrità interna e sulle proprietà meccaniche finali. Comprendere questa catena di processo aiuta gli ingegneri e i responsabili della qualità a valutare le capacità dei fornitori.
Fusione e raffinazione
L'Inconel 600 viene prodotto mediante fusione a induzione sotto vuoto (VIM) per garantire uno stretto controllo della composizione chimica, in particolare per quanto riguarda lo zolfo, il carbonio e gli oligoelementi. Per le applicazioni critiche, il processo VIM è seguito dalla rifusione ad arco sotto vuoto (VAR) o dalla rifusione elettroslag (ESR) per migliorare l'omogeneità del lingotto, ridurre la segregazione e chiudere la porosità interna. Il risultato è una microstruttura più pulita e più uniforme che migliora la resistenza alla fatica e le prestazioni anticorrosive durante l'uso.
Lavorazione a caldo
I lingotti vengono solitamente riscaldati a una temperatura compresa tra 1038 e 1177 °C e sottoposti a forgiatura o laminazione fino a ottenere billette di dimensioni intermedie, per poi essere nuovamente laminati fino a raggiungere le dimensioni finali delle barre. La riduzione a caldo in più passaggi rompe la struttura granulare dendritica del prodotto fuso, generando una grana fine ed equiassiale che migliora sia la resistenza che la tenacità. La temperatura di laminazione di finitura viene controllata con attenzione per evitare un'eccessiva crescita dei grani, che comprometterebbe le proprietà meccaniche.
Disegno a freddo
La barra laminata a caldo destinata alla produzione di prodotti trafilati a freddo viene prima decapata per rimuovere la scaglia, quindi trafilata attraverso una serie di matrici in carburo di tungsteno di dimensioni progressivamente più ridotte. Ogni passaggio di trafilatura comporta una quantità controllata di deformazione a freddo, in genere con una riduzione dell'area compresa tra 10 e 30% per passaggio. Tra una passata e l'altra vengono applicati cicli di ricottura intermedia per ripristinare la duttilità e prevenire la formazione di crepe. La ricottura finale a circa 980-1066 °C in un forno ad atmosfera controllata ripristina le proprietà meccaniche specificate e dissolve i carburi di cromo che altrimenti sensibilizzerebbero il materiale.
Finitura delle superfici
Le condizioni del fondo disponibili includono:
- Nero (al grezzo/al forgiato): Presenza di incrostazioni di ossido, utilizzate per ulteriori lavorazioni.
- Scalato / decapato: Rimozione del calcare mediante decapaggio acido, adatto a numerosi impieghi industriali.
- Ricotto a caldo: Ricotto in atmosfera di idrogeno o di idrogeno-azoto, in modo da ottenere una superficie liscia e priva di ossido.
- Fresato / tornito: Lavorato meccanicamente fino a ottenere una rugosità superficiale specificata, spesso pari a Ra 1,6 µm o inferiore.
- Lucidato: Disponibile per applicazioni sanitarie o decorative.
In che modo l'Inconel 600 si confronta con altre leghe resistenti alle alte temperature?
Spesso gli ingegneri ci chiedono di aiutarli a scegliere tra l'Inconel 600 e leghe alternative. Il confronto dipende dalle specifiche condizioni di impiego, dall'intervallo di temperatura, dal livello di resistenza richiesto e dal budget a disposizione.
Inconel 600 vs. Inconel 625
L'Inconel 625 (UNS N06625) contiene molibdeno e niobio oltre a nichel e cromo. Ciò gli conferisce una resistenza significativamente maggiore grazie all'indurimento per soluzione solida e per precipitazione, nonché una migliore resistenza alla corrosione puntiforme e interstiziale in ambienti contenenti cloruri. Tuttavia, l'Inconel 625 costa circa dal 30 al 50% in più rispetto all'Inconel 600 al chilogrammo. Per applicazioni che comportano principalmente resistenza all'ossidazione o alla carburazione ad alta temperatura, dove i carichi meccanici sono moderati, l'Inconel 600 rappresenta la scelta più economica.
Inconel 600 vs. Inconel 601
L'Inconel 601 (UNS N06601) aggiunge alla sua composizione circa l'1,351% di alluminio, il che genera una densa patina di allumina durante l'ossidazione che garantisce una protezione superiore a temperature superiori ai 1000 °C. Laddove le temperature di esercizio superano costantemente i 980 °C, spesso si preferisce l'Inconel 601. Al di sotto di tale soglia, l'Inconel 600 garantisce in genere una durata adeguata contro l'ossidazione a un costo inferiore.
Inconel 600 vs. Incoloy 800/800H
Le leghe della serie Incoloy 800 (UNS N08800/N08810) contengono circa il 32% di ferro rispetto al 6-10% dell'Inconel 600, il che le rende notevolmente più economiche. Offrono buone prestazioni in molte applicazioni ad alta temperatura, ma sono più sensibili alla criccatura da tensocorrosione indotta da cloruri e presentano un contenuto di nichel inferiore per gli ambienti riducenti. Per applicazioni nell'intervallo da 700 a 900 °C che comportano atmosfere di carburazione o nitrurazione, l'Inconel 600 supera tipicamente l'Incoloy 800H.
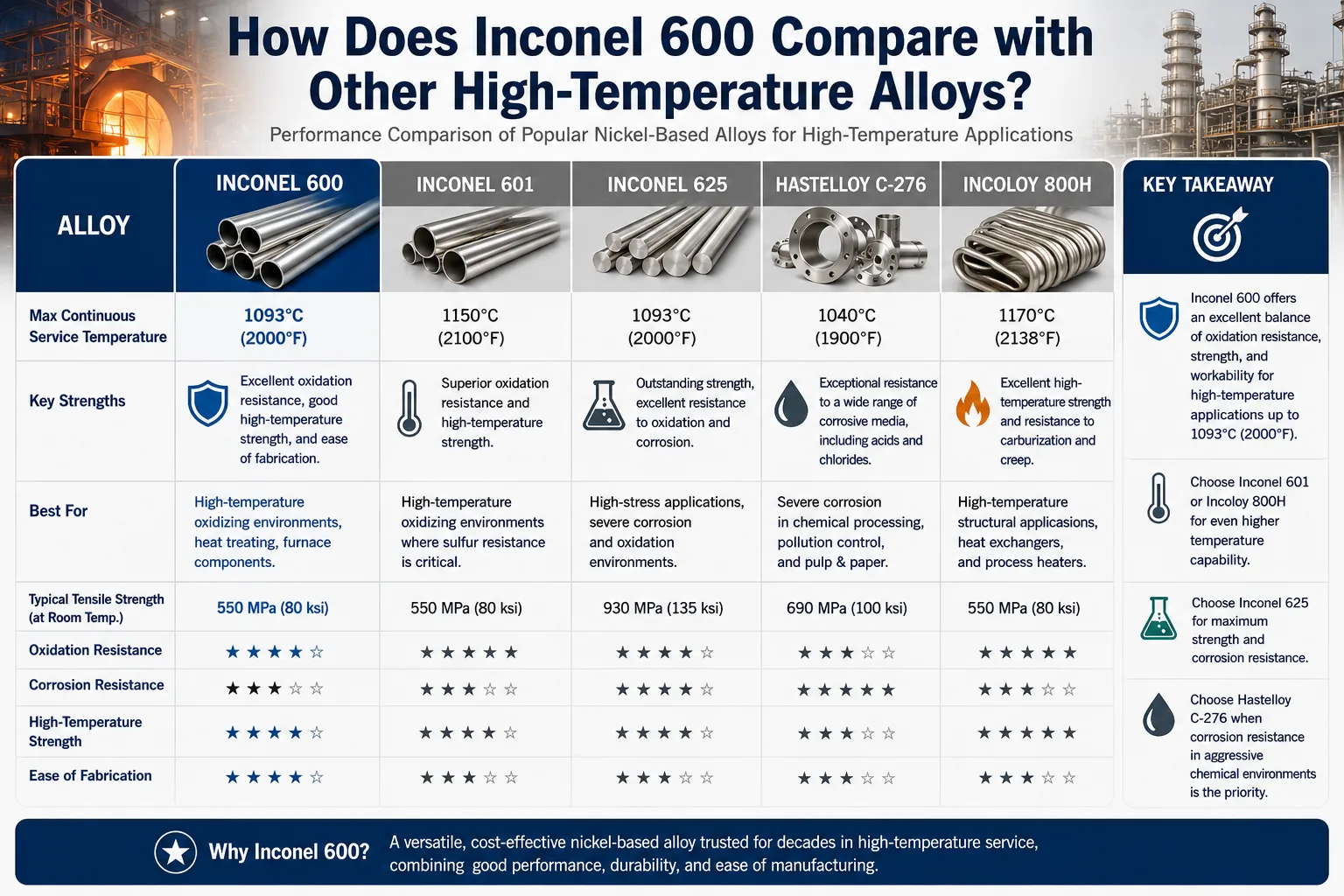
Riepilogo comparativo delle caratteristiche
| Proprietà | Inconel 600 | Inconel 625 | Inconel 601 | Incoloy 800H |
|---|---|---|---|---|
| Numero UNS | N06600 | N06625 | N06601 | N08810 |
| Contenuto di Ni (%) | ~72 | ~58 | ~60 | ~32 |
| Temperatura massima di esercizio. | 1093 °C | 980 °C | 1260 °C | 1100 °C |
| Resistenza alla trazione (MPa) | 550+ | 827+ | 550+ | 517+ |
| Resistenza al cloruro SCC | Eccellente | Eccellente | Eccellente | Buono |
| Costo relativo | Moderato | Alto | Moderato-alto | Più basso |
Quali settori industriali utilizzano le barre tonde in Inconel 600 e perché?
La barra tonda in Inconel 600 trova impiego in un numero di settori più ampio di quanto la maggior parte degli ingegneri possa inizialmente immaginare. La combinazione di resistenza alla corrosione, stabilità alle alte temperature e natura amagnetica la rende ideale per applicazioni in cui la maggior parte delle altre leghe raggiunge i propri limiti.
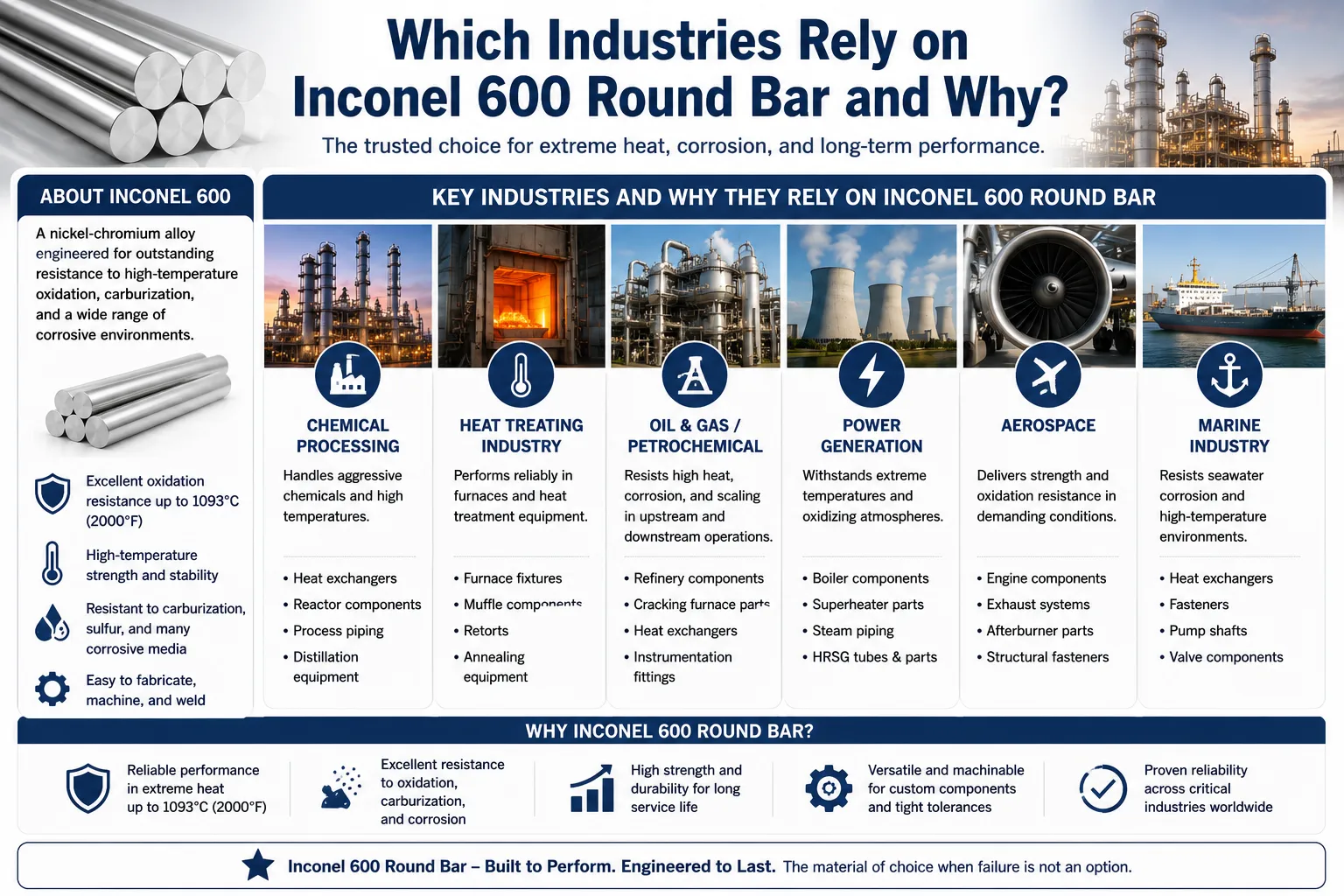
Settore aerospaziale e turbine a gas
Una delle principali applicazioni è rappresentata dalle attrezzature per forni utilizzate nel trattamento termico dei componenti aerospaziali, tra cui rulli, cestelli e dispositivi di fissaggio. La lega resiste all'ossidazione e alla carburazione durante i cicli termici ripetuti. Viene inoltre impiegata per i componenti dei rivestimenti di combustione dei motori a reazione nei modelli più datati, mentre i motori di nuova generazione utilizzano prevalentemente superleghe con una resistenza meccanica superiore.
Generazione di energia nucleare
L'Inconel 600 è stato ampiamente utilizzato nei tubi dei generatori di vapore dei reattori ad acqua pressurizzata (PWR), negli alloggiamenti dei meccanismi di azionamento delle barre di controllo e nelle passanti del coperchio del contenitore del reattore. Sebbene la criccatura da tensocorrosione nell'acqua primaria abbia indotto molte aziende di servizi pubblici a passare all'Inconel 690 per i nuovi generatori di vapore, l'Inconel 600 rimane in servizio in molti impianti esistenti ed è ancora specificato per determinati componenti interni del reattore, componenti di riparazione e sistemi ausiliari.
Trasformazione chimica e petrolchimica
La lega resiste a un'ampia gamma di sostanze chimiche corrosive, tra cui acidi organici, soluzioni alcaline calde e ammoniaca. Viene impiegata per la realizzazione di pozzi di reattori, pale di agitatori, deflettori per scambiatori di calore e bocchelli per recipienti a pressione in impianti che trattano soda caustica (NaOH), composti clorurati e flussi di sostanze chimiche organiche a temperature elevate.
Apparecchiature per il trattamento termico
Questa potrebbe essere l'applicazione più importante in termini di volume. I tubi radianti, i rivestimenti delle storte, i cestelli, i dispositivi di fissaggio e i rulli dei forni di cementazione, nitrurazione e ad atmosfera neutra sono realizzati con barre e lamiere di Inconel 600. La resistenza della lega sia alle atmosfere ossidanti che a quelle di cementazione la rende una scelta naturale per le apparecchiature che operano in condizioni che alternano queste due condizioni.
Industria alimentare e farmaceutica
La resistenza dell'Inconel 600 all'acido nitrico e agli acidi organici, unita alla sua natura amagnetica, lo rende adatto alle apparecchiature di lavorazione nell'industria alimentare e farmaceutica. Viene impiegato in autoclavi, recipienti di reazione e apparecchiature di miscelazione ad alta temperatura.
Produzione di componenti elettronici
Gli elementi riscaldanti per forni di diffusione dei semiconduttori e i riscaldatori a resistenza elettrica sono realizzati con filo e barre di Inconel 600. Questa lega mantiene un'adeguata resistività elettrica e non contamina i processi di produzione dei semiconduttori con oligoelementi nocivi.
Quali sono le opzioni disponibili per il trattamento termico e la finitura superficiale?
Il trattamento termico influisce profondamente sulla microstruttura e sulle prestazioni in servizio della barra tonda in Inconel 600. La condizione standard di fornitura secondo la norma ASTM B166 è quella ricotta, ma gli ingegneri devono comprendere cosa ciò comporti e in quali casi possano essere applicabili trattamenti alternativi.
Ricottura
La ricottura completa viene eseguita a una temperatura compresa tra 980 e 1066 °C, seguita da tempra in acqua o da un rapido raffreddamento all'aria. Questo trattamento dissolve i carburi intergranulari, massimizza la duttilità e la tenacità e ripristina una resistenza alla corrosione ottimale. Si tratta della condizione standard per la maggior parte delle applicazioni industriali.
Ricottura in forni a mulino vs. ricottura finale
Per ricottura intermedia si intende il trattamento termico applicato durante la trafilatura a freddo tra una passata e l'altra. La ricottura finale è l'ultimo trattamento termico applicato prima che la barra finita lasci lo stabilimento. Il materiale conforme alla norma ASTM B166 viene fornito in stato di ricottura finale, salvo diversa indicazione nell'ordine di acquisto.
Ricottura antistress
A seguito di operazioni di lavorazione meccanica, saldatura o formatura, è possibile applicare un trattamento di distensione a una temperatura compresa tra 870 e 900 °C per un periodo da 1 a 3 ore, al fine di ridurre le tensioni residue senza alterare in modo significativo la microstruttura. Tale trattamento viene talvolta prescritto per componenti destinati a funzionare in ambienti in cui sussiste il rischio di criccatura da tensocorrosione, in particolare nel circuito dell'acqua primaria delle applicazioni nucleari.
Considerazioni sull'incrudimento
A differenza di alcune superleghe al nichel, l'Inconel 600 non è una lega induribile per precipitazione. Non risponde ai trattamenti termici di invecchiamento. La resistenza può essere aumentata solo mediante lavorazione a freddo, il che riduce naturalmente l'allungamento e rende più difficili le operazioni di formatura. Per applicazioni che richiedono una resistenza superiore a quella fornita dallo stato ricotto, l'Inconel 625 o l'Inconel 718 sono in genere scelte più appropriate.
Rischio di sensibilizzazione
L'Inconel 600 con un tenore di carbonio superiore a 0,051% può diventare sensibile se esposto a temperature comprese tra 650 e 750 °C per periodi prolungati. I carburi di cromo precipitano ai bordi dei grani, impoverendo le zone adiacenti di cromo e rendendole suscettibili alla corrosione intergranulare e alla criccatura da tensocorrosione. Questo è un fattore da considerare per qualsiasi applicazione che comporti un impiego a lungo termine in quel range di temperatura. La ricottura in soluzione dopo l'esposizione può ripristinare la resistenza alla corrosione.
In che modo le barre in Inconel 600 vengono testate, ispezionate e certificate?
Il controllo qualità delle barre tonde in Inconel 600 è un processo articolato in più fasi che ha inizio nell'impianto di fusione e si conclude con la verifica della documentazione presso l'ufficio di controllo qualità in entrata del cliente. Noi di MWalloys applichiamo un rigoroso protocollo di qualità conforme ai requisiti della norma ASTM B166, che si estende anche alle prove supplementari facoltative richieste dai clienti.
Prove obbligatorie ai sensi della norma ASTM B166
Analisi chimica: Ogni lotto deve essere analizzato per tutti gli elementi elencati nella tabella della composizione chimica. L'analisi del lotto viene effettuata dall'operatore addetto alla fusione; l'analisi del prodotto viene invece effettuata su un campione prelevato dal prodotto finito presso lo stabilimento o in un laboratorio indipendente.
Test di trazione: Una prova di trazione per ogni lotto (dove per "lotto" si intendono tutte le barre provenienti dalla stessa colata, nelle stesse condizioni e sottoposte allo stesso trattamento termico). La prova deve confermare che la resistenza alla trazione, il limite di snervamento e l'allungamento soddisfino i requisiti minimi previsti dalla norma ASTM B166.
Granulometria (facoltativa, previo accordo): È possibile specificare la granulometria secondo la norma ASTM E112; in genere, per le barre trafilate a freddo si utilizza una granulometria ASTM 5 o superiore.
Test opzionali e supplementari disponibili presso MWalloys
| Test | Standard | Scopo |
|---|---|---|
| Corrosione intergranulare (IGC) | ASTM A262 - Metodo E | Verificare la resistenza alla sensibilizzazione |
| Test a ultrasuoni (UT) | ASTM E428 | Rilevare difetti interni |
| Controllo con particelle magnetiche | ASTM E1444 | Rilevamento di difetti superficiali e sub-superficiali |
| Ispezione con liquidi penetranti | ASTM E165 | Rilevamento dei difetti superficiali |
| Test di durezza | ASTM E18 (Rockwell) | Verificare l'uniformità del trattamento termico |
| Identificazione positiva del materiale | PMI secondo la norma ASTM E1476 | Verificare la composizione della lega |
| Corrosione puntiforme/intercrestinale | ASTM G48 | Per impiego in ambienti esposti al cloruro |
| Ispezione da parte di testimoni terzi | Specificato dal cliente | Verifica indipendente |
Contenuto del certificato di prova in fabbrica (MTC)
Ogni spedizione di MWalloys è accompagnata da un certificato di prova del materiale 3.1 conforme alla norma EN 10204 (o equivalente), che include:
- Numero di lotto e numero di certificato.
- Riferimento alle specifiche (ASTM B166, UNS N06600).
- Descrizione del prodotto (diametro, lunghezza, stato).
- Composizione chimica (analisi termica e analisi del prodotto, se necessario).
- Risultati delle prove meccaniche con indicazione della posizione e dell'orientamento del provino.
- Dettagli sul trattamento termico.
- Firma autorizzata e dichiarazione di certificazione.
Conserviamo copie di tutti i certificati MTC per un periodo minimo di 10 anni e, su richiesta, possiamo riemetterli a supporto della tenuta dei registri di manutenzione o delle verifiche di conformità normativa.
Quali sono le condizioni di fornitura e spedizione internazionali di MWalloys?
Informazioni su ordini e magazzino
MWalloys dispone di un ampio programma di magazzino per le barre tonde in Inconel 600 nei diametri più richiesti. Queste scorte sono distribuite nei nostri magazzini e sono disponibili per la spedizione immediata. Per le misure non disponibili a magazzino, gli articoli vengono prodotti su ordinazione con tempi di consegna comunicati al momento del preventivo.
| Parametro | Dettagli |
|---|---|
| Quantità minima d'ordine | Nessun limite minimo |
| Tempi di consegna standard | Da 10 a 40 giorni lavorativi |
| Condizioni di pagamento di primo ordine | T/T (bonifico telegrafico) |
| Condizioni di pagamento per i clienti con conto aperto | Per accordo |
| Disponibilità in magazzino | Sì, alcuni diametri disponibili a magazzino |
| Taglio su misura | Disponibile con una tolleranza di ±1 mm |
Spedizioni e logistica
MWalloys serve clienti in tutte le principali aree industriali e può organizzare la consegna tramite le seguenti modalità:
- Trasporto aereo: Ideale per ordini urgenti e di peso ridotto, in cui la rapidità ha la precedenza sul costo del trasporto.
- Trasporto marittimo (LCL o FCL): Metodo standard per ordini all'ingrosso; conveniente per spedizioni superiori a 500 kg.
- Trasporto terrestre / autotrasporto: Disponibile per ordini nazionali e regionali; utilizzato anche per le consegne transfrontaliere nelle zone commerciali continentali.
Tutto il materiale viene imballato in modo da evitare danni superficiali durante il trasporto. Le barre trafilate a freddo sono avvolte singolarmente in carta oleata o pellicola di plastica; le barre rifinite a caldo vengono legate con reggette in acciaio e protette da casse di compensato qualora il diametro o la lunghezza delle barre lo rendano necessario.
Documentazione per l'esportazione
Con ogni spedizione internazionale forniamo di serie la seguente documentazione:
- Fattura commerciale
- Lista dei colli
- Certificato di origine
- Certificato di collaudo del materiale (EN 10204 3.1)
- Polizza di carico o lettera di trasporto aereo
- Scheda di sicurezza (MSDS), ove richiesto dalla normativa del paese importatore.
Come si lavora, si salda e si lavora la barra tonda in Inconel 600?
L'Inconel 600 viene abitualmente lavorato, saldato e deformato nelle officine di produzione industriale, ma presenta un comportamento diverso rispetto all'acciaio al carbonio o persino all'acciaio inossidabile austenitico. Conoscere queste differenze prima di avviare la produzione consente di evitare costosi scarti e la sostituzione degli utensili.
Lavorazione dell'Inconel 600
L'Inconel 600 subisce un rapido incallimento durante la lavorazione. Una volta che l'utensile da taglio entra in contatto con il materiale e l'avanzamento viene interrotto, l'utensile finisce per sfregare contro uno strato superficiale sempre più duro. Le regole fondamentali per una lavorazione di successo sono:
Utilizzare sempre utensili affilati. Per la tornitura e la fresatura sono preferibili inserti in carburo o ceramica. Gli utensili in acciaio rapido possono essere utilizzati per la foratura e l'alesatura, ma richiedono una sostituzione più frequente.
Mantenere un avanzamento e un taglio continui. Non lasciare mai l'utensile fermo a contatto con il pezzo. Imposta velocità di avanzamento continue che consentano all'utensile di tagliare sempre materiale fresco.
Utilizzare velocità di taglio inferiori di 30-501 TP3T rispetto a quelle previste per l'acciaio inossidabile 316. Le velocità di tornitura tipiche per l'Inconel 600 ricotto con utensili in carburo vanno da 25 a 50 m/min di velocità superficiale, con un avanzamento compreso tra 0,15 e 0,30 mm/giro.
Applicare abbondante liquido di raffreddamento. I refrigeranti idrosolubili ad alta portata sono efficaci. Evitare oli a bassa viscosità che non garantiscono un'adeguata protezione termica.
Saldatura dell'Inconel 600
L'Inconel 600 è facilmente saldabile con tutti i processi standard di saldatura per fusione: GTAW (TIG), GMAW (MIG), SMAW (a elettrodo rivestito) e SAW (ad arco sommerso). I punti chiave includono:
- Utilizzare metalli d'apporto Inconel 82/182 (ERNiCr-3/ENiCrFe-3) per saldature con composizione chimica corrispondente
- Pulire accuratamente il metallo di base prima della saldatura; la presenza di contaminanti organici può causare porosità da idrogeno o fessurazioni a caldo
- Mantenere le temperature tra una passata e l'altra al di sotto dei 177 °C per controllare la crescita dei grani e le tensioni residue nella zona termicamente alterata
- Il trattamento termico post-saldatura (PWHT) non è generalmente necessario per l'Inconel 600, ma può essere prescritto per applicazioni sensibili alle sollecitazioni o nei casi in cui si utilizzi un metallo di base a basso tenore di carbonio
Formatura e piegatura
L'Inconel 600 presenta una duttilità sufficiente allo stato ricotto per la maggior parte delle operazioni di formatura a freddo. La piegatura a rulli di barre tonde in anelli o archi è una pratica comune nella fabbricazione di componenti per forni. A causa dell'incrudimento, i raggi di curvatura devono essere almeno 2-3 volte il diametro della barra per la formatura a freddo. Per raggi più stretti o forme complesse, l'approccio preferito è la formatura a caldo a temperature comprese tra 980 e 1177 °C seguita da ricottura di soluzionamento.
Domande frequenti
1. Quali sono le specifiche standard per le barre tonde in Inconel 600 e cosa prevede la norma ASTM B166?
La norma ASTM B166 è il principale documento di riferimento per le barre tonde e le vergelle in Inconel 600 (UNS N06600). Essa impone limiti minimi di composizione chimica, tra cui almeno il 72% di nichel e cobalto combinati, dal 14 al 17% di cromo e dal 6 al 10% di ferro. I requisiti minimi delle proprietà meccaniche allo stato ricotto sono: resistenza alla trazione di 550 MPa, limite di snervamento di 240 MPa e allungamento del 30%. La specifica copre anche le tolleranze dimensionali, le condizioni di trattamento termico, i protocolli di prova richiesti e la documentazione di certificazione. MWalloys fornisce tutte le barre tonde con certificati di analisi completi 3.1 secondo la norma EN 10204, a conferma della conformità a ogni elemento della norma B166. La norma ASME SB-166 è l'equivalente per le apparecchiature a pressione ed è disponibile come doppia certificazione su richiesta.
2. Esiste un quantitativo minimo d'ordine per le barre tonde in Inconel 600 fornite da MWalloys?
No, MWalloys non impone alcun quantitativo minimo d'ordine. Serviamo clienti che vanno dagli istituti di ricerca che ordinano un solo metro di barra per testare prototipi, fino ai grandi produttori industriali che ordinano diverse tonnellate metriche per ogni ordine. Naturalmente, i prezzi sono più vantaggiosi per volumi maggiori e possiamo fornire un preventivo a scaglioni che mostra i prezzi al chilogrammo per diverse fasce di peso. Per i clienti con esigenze urgenti e di piccole quantità, spesso siamo in grado di spedire da magazzino entro 48-72 ore per gli ordini con trasporto aereo.
3. Quanto tempo occorre per la consegna e quali sono i metodi di spedizione disponibili?
I tempi di consegna standard di MWalloys vanno dai 10 ai 40 giorni lavorativi dalla conferma dell'ordine e dal ricevimento del pagamento. Gli articoli a magazzino con diametri standard vengono solitamente spediti entro 5-10 giorni lavorativi. Le misure non disponibili a magazzino, le lunghezze di taglio speciali o gli ordini che richiedono un'ispezione da parte di terzi possono comportare tempi di consegna più lunghi, fino a raggiungere i 40 giorni. Offriamo tre modalità di spedizione: trasporto aereo per piccoli pacchi urgenti, trasporto marittimo (LCL o FCL) per ordini all'ingrosso in cui i tempi di transito sono meno critici e trasporto terrestre per i clienti regionali. Ci occupiamo di tutta la documentazione di esportazione, tra cui fattura commerciale, lista di imballaggio, certificato di origine e certificati di prova dei materiali.
4. Qual è la differenza tra le barre tonde in Inconel 600 lavorate a caldo e quelle trafilate a freddo?
Le barre finite a caldo vengono prodotte mediante laminazione o forgiatura a temperature elevate e presentano in genere una superficie ruvida e incrostata, con tolleranze dimensionali più ampie. Le barre trafilate a freddo vengono prodotte facendo passare le barre finite a caldo attraverso matrici di precisione a temperatura ambiente, ottenendo così una superficie più liscia, tolleranze dimensionali più strette e un limite di snervamento leggermente superiore dovuto alla lavorazione a freddo residua. Entrambe le tipologie sono disponibili presso MWalloys. Il materiale trafilato a freddo in condizioni di ricottura soddisfa gli stessi requisiti minimi di proprietà meccaniche previsti dalla norma ASTM B166 del materiale ricotto finito a caldo. La scelta dipende spesso dal fatto che la priorità sia la finitura superficiale o la precisione dimensionale: il materiale trafilato a freddo è preferibile per i componenti lavorati con precisione, mentre quello finito a caldo è adeguato per le strutture saldate o per le parti lavorate grossolanamente in cui l’asportazione di materiale è abbondante.
5. È possibile utilizzare barre tonde in Inconel 600 nei reattori nucleari?
Sì, l'Inconel 600 vanta una lunga tradizione nelle applicazioni nel settore nucleare, in particolare nei reattori ad acqua pressurizzata (PWR). È stato impiegato per le tubazioni dei generatori di vapore, le passanti della testa del contenitore del reattore e i meccanismi di azionamento delle barre di controllo. Tuttavia, è suscettibile alla criccatura da tensocorrosione dell'acqua primaria (PWSCC) in determinate condizioni di tensione residua e temperatura, il che ha portato a criccature indotte dal servizio in alcuni impianti PWR a partire dagli anni '80. Molte aziende elettriche hanno sostituito i tubi dei generatori di vapore con l'Inconel 690, che presenta una migliore resistenza alla PWSCC. L'Inconel 600 rimane in uso per le parti interne del reattore e i componenti di ricambio negli impianti esistenti. Le applicazioni nucleari richiedono tipicamente la certificazione ASME SB-166, prove supplementari tra cui il test IGC secondo ASTM A262 e una documentazione completa di tracciabilità.
6. Quali sono gli impieghi più comuni della barra tonda in Inconel 600?
Tra le applicazioni più comuni figurano componenti per forni quali rulli, dispositivi di fissaggio, cestelli e supporti per forni di trattamento termico utilizzati in ambienti di carburazione, nitrurazione o in atmosfera neutra; alberi e agitatori per reattori chimici esposti a soluzioni caustiche calde, acidi organici o solventi clorurati; componenti di reattori nucleari, inclusi alloggiamenti delle barre di controllo e materiali di riparazione; piastre di supporto e deflettori per scambiatori di calore in servizio ad alta temperatura; elementi riscaldanti elettrici per forni industriali e per semiconduttori; e dispositivi di fissaggio per motori aerospaziali utilizzati durante il trattamento termico di componenti in titanio e superleghe di nichel. La combinazione di resistenza all'ossidazione, resistenza alla carburazione e immunità alla criccatura da tensocorrosione da cloruri rende questa lega efficace in tutti questi ambienti.
7. Come va conservata la barra tonda in Inconel 600 per evitare la corrosione?
L'Inconel 600 è notevolmente più resistente alla corrosione rispetto all'acciaio al carbonio o agli acciai inossidabili standard, ma è comunque opportuno attenersi a corrette pratiche di stoccaggio. Il materiale deve essere conservato al chiuso in un ambiente asciutto, lontano dal contatto diretto con componenti in acciaio al carbonio, che possono trasferire particelle di ferro sulla superficie, le quali successivamente arrugginiscono e macchiano la superficie della lega di nichel. Le singole barre devono essere separate da tappetini in plastica o gomma oppure avvolte in una pellicola protettiva per prevenire danni galvanici o meccanici alla superficie. Se lo stoccaggio all'aperto è inevitabile, il materiale deve essere sollevato da terra, coperto con teloni impermeabili e ispezionato regolarmente per verificare l'eventuale accumulo di umidità. Lo stoccaggio a lungo termine di barre lucide trafilate a freddo in ambienti costieri umidi può richiedere un rivestimento protettivo aggiuntivo sulle estremità delle barre per prevenire lo scolorimento da ossidazione.
8. Qual è la fascia di prezzo delle barre tonde in Inconel 600 e quali fattori incidono sul costo?
Il prezzo delle barre tonde in Inconel 600 varia in base ai prezzi globali del nichel, poiché il nichel rappresenta circa il 70% della massa della lega e una quota proporzionale del costo delle materie prime. Altri fattori che incidono sui costi includono il diametro e le condizioni della barra (il prodotto trafilato a freddo ha un prezzo più elevato rispetto a quello lavorato a caldo a causa delle fasi di lavorazione aggiuntive), i requisiti di lunghezza e taglio, la quantità (gli sconti sul volume sono significativi per ordini superiori a 500 kg), le certificazioni e i test richiesti (il materiale di grado nucleare con test aggiuntivi costa di più rispetto al materiale industriale standard), e le condizioni di mercato, comprese le tariffe di trasporto e i tempi di consegna. Si invitano i clienti a contattare direttamente MWalloys per conoscere i prezzi attuali, poiché i prezzi di listino pubblicati possono divergere in modo significativo dai prezzi effettivi di transazione durante i periodi di volatilità del mercato del nichel.
9. Qual è la temperatura massima di esercizio dell'Inconel 600 in atmosfere ossidanti rispetto a quelle riducenti?
In atmosfere ossidanti, l'Inconel 600 può essere utilizzato in modo continuativo fino a circa 1093 °C (2000 °F). Al di sopra di questa temperatura, i tassi di ossidazione aumentano rapidamente e la perdita di materiale diventa significativa. In atmosfere riducenti, la lega offre buone prestazioni a temperature simili, ma l’assenza di una patina protettiva di ossido implica che le condizioni di cementazione debbano essere valutate con attenzione. La lega resiste alla carburazione meglio delle leghe a base di ferro, ma l'esposizione prolungata ad atmosfere ad alta attività di carbonio a temperature superiori a 870 °C può causare nel tempo carburazione interna e infragilimento. In atmosfere contenenti zolfo al di sopra di circa 480 °C, la corrosione a caldo può diventare un problema e si dovrebbe prendere in considerazione la composizione del gas protettivo o leghe alternative. Per il servizio intermittente con cicli tra condizioni ossidanti e riducenti, la temperatura massima raccomandata viene tipicamente ridotta di 50-100 °C rispetto al limite del servizio continuo.
10. Quali norme equivalenti e denominazioni commerciali si applicano all'Inconel 600?
Inconel 600 è un marchio registrato di Special Metals Corporation (ora parte di PCC). La stessa lega è contemplata da diverse norme internazionali con denominazioni diverse. La denominazione UNS è N06600, mentre quella ISO è NiCr15Fe. In Germania, figura nella norma DIN 17742 come NiCr15Fe con il numero di materiale 2.4816. Nelle norme europee, la norma EN 10095 la copre come NiCr15Fe. La designazione AMS è AMS 5665 per barre e tondini destinati ad applicazioni aerospaziali. Lo standard industriale giapponese JIS G4902 lo include come NCF600. I nomi commerciali equivalenti utilizzati da altri produttori includono Chronin 600 (VDM Metals), Corronel 600 (precedentemente utilizzato da Allegheny Technologies) e Haynes alloy 600. Quando si specifica il materiale, citare il numero UNS N06600 insieme alla specifica di approvvigionamento applicabile (ASTM B166, AMS 5665, ecc.) fornisce un'identificazione inequivocabile indipendentemente dal produttore o dal nome commerciale coinvolto.
Fonti verificabili
Durante la stesura di questo articolo sono state consultate le seguenti fonti, accessibili al pubblico a fini di verifica:
- ASTM International. ASTM B166: Specifiche standard per barre e tondini in lega di nichel-cromo-ferro e nichel-cromo-cobalto-molibdeno. ASTM International, West Conshohocken, PA.
- Special Metals Corporation. Scheda tecnica dell'Inconel Alloy 600 (SMC-027). Special Metals Corporation, Huntington, WV.
- ASME International. Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte D: Proprietà (sistema metrico e sistema imperiale). ASME, New York.
- VDM Metals. Scheda tecnica dell'lega VDM 600. VDM Metals GmbH, Werdohl, Germania.
- Haynes International. Tabelle comparative delle leghe resistenti alle alte temperature. Haynes International, Kokomo, Indiana.
- ASTM International. ASTM A262: Metodi standard per la determinazione della suscettibilità alla corrosione intergranulare negli acciai inossidabili austenitici (applicabile, previo accordo, anche alle leghe di nichel). ASTM International.
- Commissione per la regolamentazione nucleare (NRC). Nota informativa 90-10: Fessurazione da corrosione sotto sforzo dell'Inconel 600 nei reattori ad acqua pressurizzata. NRC degli Stati Uniti, Washington, DC.
- ASTM International. ASTM E112: Metodi di prova standard per la determinazione della granulometria media. ASTM International.
- SAE International. AMS 5665: Lega di nichel, resistente alla corrosione e al calore, barre, tondini e filo. SAE International, Warrendale, PA.
- Comitato europeo di normalizzazione (CEN). EN 10204: Prodotti metallici - Tipi di documenti di controllo. CEN, Bruxelles.
- Borsa dei metalli di Londra (LME). Dati sui prezzi a pronti del nichel. LME, Londra.
- ASM International. Manuale ASM, Volume 2: Proprietà e scelta - Leghe non ferrose e materiali per usi speciali. ASM International, Materials Park, OH.
Acquista la tua barra tonda in Inconel 600 da MWalloys
Se avete bisogno di barre tonde in Inconel 600 conformi alla norma ASTM B166 in qualsiasi diametro compreso tra 3 mm e 500 mm, MWalloys è pronta a fornirvi un preventivo entro 24 ore. Non applichiamo quantità minime d'ordine, forniamo la documentazione completa del certificato di collaudo 3.1, ispezioni opzionali da parte di terzi e spedizioni via aerea, marittima o terrestre verso qualsiasi destinazione nel mondo. Gli ordini iniziali vengono elaborati con termini di pagamento T/T e disponiamo di materiale in magazzino per consegne urgenti.
Contatta oggi stesso il nostro team tecnico-commerciale: Inviate le vostre specifiche, il diametro e la lunghezza richiesti, la quantità e la destinazione di consegna al nostro team addetto alle richieste, e vi risponderemo con un preventivo dettagliato che includerà prezzi, tempi di consegna, certificazioni applicabili e opzioni logistiche. MWalloys non si limita a fornire il materiale; vi garantiamo che ciò che arriverà presso la vostra sede corrisponderà esattamente a quanto specificato e certificato.
