MWalloys Verbrauchsmaterialien Inconel 600 Rundstangen in Standardabmessungen gemäß ASTM B166, mit nachgewiesener chemischer Zusammensetzung, zertifizierten mechanischen Eigenschaften und weltweiter Lieferfähigkeit. Wir führen sowohl warmgewalzte als auch kaltgezogene Stangen, bieten Zuschnitte nach Maß von 3 mm bis 500 mm Durchmesser an, haben keine Mindestbestellmenge und liefern innerhalb von 10 bis 40 Werktagen. Ganz gleich, ob Sie als Beschaffungsmanager Großmengen einkaufen oder als Instandhaltungsingenieur ein einzelnes Stück bestellen – MWalloys bietet Ihnen Werksprüfzeugnisse, Unterstützung bei der Prüfung durch Dritte und wettbewerbsfähige Preise ab Werk, gestützt auf jahrelange metallurgische Fachkompetenz.
Wenn für Ihr Projekt Rundstangen aus Inconel 600 benötigt werden, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Inconel 600 Rundstange und warum ist sie wichtig?
Inconel 600 Rundstangen sind massive, zylindrische Produkte, die aus der Nickel-Chrom-Legierung UNS N06600 gefertigt oder warmverformt werden und weithin für ihre hervorragende Beständigkeit gegen Oxidation, Aufkohlung und Hochtemperaturkorrosion in anspruchsvollen industriellen Umgebungen bekannt sind. Die Legierungsbezeichnung "600" geht auf die ursprüngliche Entwicklung durch die Special Metals Corporation unter dem eingetragenen Warenzeichen Inconel zurück und ist auch mehr als sieben Jahrzehnte nach ihrer Markteinführung nach wie vor eine der am häufigsten spezifizierten Nickellegierungen in der Luft- und Raumfahrt, der Nuklearindustrie, der Petrochemie und der Wärmebehandlung.
Wir bei MWalloys haben im Laufe der Jahre Tausende Tonnen dieses Materials verarbeitet und ausgeliefert, und das durchweg positive Feedback unserer Kunden ist eindeutig: Inconel 600 überzeugt dort, wo Kohlenstoffstahl und Edelstahl einfach versagen. Die Kombination aus etwa 72% Nickel, 14 bis 17% Chrom und 6 bis 10% Eisen bildet eine kubisch-flächenzentrierte (FCC) austenitische Mikrostruktur, die in einem Temperaturbereich von kryogenen Bedingungen bis zu etwa 1093 °C (2000 °F) im intermittierenden Betrieb duktil bleibt.
Rundstangen sind die vielseitigste Produktform dieser Legierung. Sie dient als Ausgangsmaterial für Drehteile, Flansche, Ventilkörper, Ofenwalzen, Kernreaktorkomponenten und Rohrhalterungen für Wärmetauscher. Da sie standardmäßig im geglühten Zustand geliefert wird, ist die Zerspanbarkeit besser als viele zunächst annehmen, vorausgesetzt, es wird die richtige Werkzeugstrategie befolgt.
Welche chemische Zusammensetzung kennzeichnet Inconel 600-Stangenmaterial?
Für Ingenieure, die dieses Material spezifizieren, ist es unerlässlich, die chemische Zusammensetzung von Inconel 600 zu verstehen. Die chemischen Eigenschaften bestimmen alles – vom Korrosionsverhalten über die Schweißbarkeit bis hin zum Verhalten bei der Wärmebehandlung.
Anforderungen an die chemische Zusammensetzung gemäß ASTM B166
| Element | Minimum (%) | Höchstwert (%) |
|---|---|---|
| Nickel (+ Kobalt) | 72.00 | - |
| Chrom | 14.00 | 17.00 |
| Eisen | 6.00 | 10.00 |
| Kohlenstoff | - | 0.15 |
| Mangan | - | 1.00 |
| Silizium | - | 0.50 |
| Schwefel | - | 0.015 |
| Kupfer | - | 0.50 |
Der hohe Nickelgehalt ist der Hauptfaktor für die Korrosionsbeständigkeit in reduzierenden Umgebungen und für die Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion. Chrom sorgt für Oxidationsbeständigkeit und Stabilität gegenüber Sulfidierung. Der kontrollierte Eisengehalt sorgt für ein ausgewogenes Verhältnis zwischen Kosten und Leistung und gewährleistet, dass die Legierung bei erhöhten Temperaturen eine ausreichende Festigkeitssteigerung durch Feststofflösung beibehält.
Kobalt wird zusammen mit Nickel berücksichtigt, da beide chemisch ähnlich sind und ihr Gesamtgehalt mindestens 72% betragen muss. In der Praxis weisen handelsübliche Schmelzen in der Regel einen Ni+Co-Gehalt von 74 bis 76% auf, was bedeutet, dass die Legierung einen leichten chemischen Spielraum über dem Mindestwert der Spezifikation aufweist.
Der Kohlenstoffgehalt muss unter 0,151 % bleiben, um die Beständigkeit gegen interkristalline Korrosion zu gewährleisten. Chargen, die für nukleare Anwendungen oder einen längeren Einsatz bei Temperaturen über 650 °C vorgesehen sind, können mit einem Kohlenstoffgehalt unter 0,05% hergestellt werden, was oft als "kohlenstoffarmes" Inconel 600 bezeichnet wird, obwohl dies keine separate ASTM-Bezeichnung ist; hierfür sind ausdrückliche Bestellbedingungen erforderlich.
Typische Wärmeanalyse im Vergleich zur Produktanalyse
Werksprüfzeugnisse enthalten sowohl eine Schmelzanalyse, die direkt aus der Schmelze entnommen wurde, als auch eine Produktanalyse, die am fertigen Stab durchgeführt wurde. ASTM B166 lässt eine geringe Toleranz bei der Produktanalyse für jedes Element zu, um die Entmischung während der Erstarrung und geringfügige Abweichungen durch die Warmumformung zu berücksichtigen. Bei der Prüfung eingehender MTCs bei MWalloys vergleichen wir beide Analysen mit den Spezifikationsgrenzen und kennzeichnen etwaige Abweichungen, bevor das Material an unser Lager freigegeben wird.
Mit welchen mechanischen und physikalischen Eigenschaften müssen Ingenieure rechnen?
Die Anforderungen an die mechanischen Eigenschaften gemäß ASTM B166 gelten bei Raumtemperatur im geglühten Zustand. Ingenieure, die Konstruktionen für den Hochtemperaturbetrieb entwerfen, benötigen jedoch ein umfassendes Bild, einschließlich Daten für erhöhte Temperaturen, die über die Mindestanforderungen der Spezifikation hinausgehen.
Mechanische Eigenschaften bei Raumtemperatur (geglüht, ASTM B166)
| Eigentum | Minimaler Wert |
|---|---|
| Zugfestigkeit | 550 MPa (80 ksi) |
| Streckgrenze (0,2% Offset) | 240 MPa (35 ksi) |
| Dehnung (2-Zoll-Messgerät) | 30% |
| Rockwell-Härte (typisch) | B75 bis B90 |
Zugfestigkeiten bei erhöhten Temperaturen (typische Werte)
| Temperatur | Zugfestigkeit (MPa) | Streckgrenze (MPa) |
|---|---|---|
| 204 °C (400 °F) | 524 | 207 |
| 427 °C (800 °F) | 490 | 193 |
| 649 °C (1200 °F) | 434 | 172 |
| 871 °C (1600 °F) | 248 | 138 |
| 982 °C (1800 °F) | 131 | 103 |
Diese Werte stammen aus veröffentlichten technischen Daten und sollten nur für vorläufige Auslegungen herangezogen werden. Die endgültigen Auslegungsspannungen müssen sich auf die geltenden Normen für Druckbehälter oder Tragwerke beziehen, wie beispielsweise ASME Section II Part D, in der Inconel 600 für Temperaturen bis zu 649 °C (1200 °F) in Druckanwendungen aufgeführt ist.
Wichtige physikalische Eigenschaften
| Eigentum | Wert |
|---|---|
| Dichte | 8,47 g/cm³ (0,306 lb/in³) |
| Schmelzbereich | 1354 bis 1413 °C (2470 bis 2575 °F) |
| Spezifische Wärme (21 °C) | 444 J/kg·°C |
| Wärmeleitfähigkeit (21 °C) | 14,9 W/m·°C |
| Elektrischer spezifischer Widerstand | 1,03 µΩ·m |
| Magnetische Permeabilität | Im Wesentlichen nicht magnetisch (µ < 1,01) |
| Wärmeausdehnungskoeffizient (21–93 °C) | 13,3 µm/m·°C |
Die im Vergleich zu Kohlenstoffstahl geringe Wärmeleitfähigkeit spielt bei der Bearbeitung eine wichtige Rolle: Die Wärme staut sich an der Schneidkante, anstatt in das Werkstück abzuleiten. Aus diesem Grund erfordert Inconel 600 langsamere Schnittgeschwindigkeiten und eine stärkere Kühlmittelzufuhr als herkömmliche Konstruktionslegierungen.
Was schreibt die Norm ASTM B166 eigentlich für Rundstangen aus Nickellegierungen vor?
ASTM B166 ist die von ASTM International veröffentlichte maßgebliche Norm mit dem Titel "Standard Specification for Nickel-Chromium-Iron and Nickel-Chromium-Cobalt-Molybdenum Alloy Rod and Bar" (Norm für Stangen und Stäbe aus Nickel-Chrom-Eisen- und Nickel-Chrom-Kobalt-Molybdän-Legierungen). Sie umfasst mehrere UNS-Nummern, wobei N06600 (Inconel 600) eine der am häufigsten bestellten ist.
Geltungsbereich von ASTM B166
Die Spezifikation behandelt:
- Grenzwerte für die chemische Zusammensetzung (Hitze- und Produktanalyse).
- Mindestwerte der mechanischen Eigenschaften für jeden Härtezustand.
- Zulässige Abweichungen bei Abmessungen und Toleranzen.
- Geltende Anforderungen an die Wärmebehandlung.
- Prüf- und Inspektionsverfahren.
- Anforderungen an die Zertifizierung und Dokumentation.
- Kennzeichnungs- und Verpackungsvorschriften.
Zustand und Ausführung
Die Norm ASTM B166 legt zwei Hauptqualitätsstufen für Stangen und Stäbe aus Inconel 600 fest:
warmgefertigt (HF): Hergestellt durch Warmwalzen oder Warmschmieden, in der Regel mit einer zunderbeschichteten oder leicht entzunderten Oberfläche. Die Maßtoleranzen sind größer als bei kaltgezogenem Material.
Kaltgezogen (CD): Hergestellt durch Ziehen von warmgefertigten Stäben durch eine Matrize bei Raumtemperatur. Die Oberflächenbeschaffenheit ist deutlich glatter, die Maßtoleranzen sind enger, und das Material kann im Vergleich zu warmgefertigten Stäben eine etwas höhere Festigkeit bei geringerer Dehnung aufweisen.
Beide Ausführungen sind im geglühten Zustand erhältlich, bei dem das Material einer Lösungsglühung unterzogen wird, um Karbide aufzulösen und innere Spannungen abzubauen, wodurch die Duktilität und Korrosionsbeständigkeit maximiert werden.
Zugehörige Spezifikationen
| Spezifikation | Umfang |
|---|---|
| ASTM B166 | Stangen und Stäbe (rund, sechseckig, quadratisch) |
| ASTM B167 | Nahtlose Rohre und Schläuche |
| ASTM B163 | Nahtloses Rohr für Kondensatoren und Wärmetauscher |
| ASTM B168 | Platten, Bleche und Bänder |
| ASME SB-166 | ASME-Äquivalent zu ASTM B166 (Einsatz in Kernkraftwerken/Druckbehältern) |
| DIN 17742 | Deutsche Norm für NiCr15Fe (2.4816) |
| EN 10095 | Europäische Norm für hitzebeständige Stähle und Nickellegierungen |
| AMS 5665 | Werkstoffspezifikation für die Luft- und Raumfahrt für Stangen, Stäbe und Draht |
Wenn Kunden uns um die Lieferung von "ASTM B166 Inconel 600 Rundstangen" bitten, erwarten sie die Einhaltung des gesamten Geltungsbereichs dieser Norm, einschließlich aller mechanischen Prüfungen, chemischen Zertifizierungen und Maßanforderungen. Auf Anfrage liefern wir doppelt zertifiziertes Material gemäß ASTM B166 und ASME SB-166, was bei Herstellern von Druckgeräten gängige Praxis ist.
Welchen Größenbereich und welche Toleranzen bietet MWalloys an?
Eine der Fragen, die wir am häufigsten von Einkaufsteams erhalten, lautet: "Haben Sie den von mir benötigten Durchmesser auf Lager, und welche Toleranzen sollte ich in meiner Bestellung angeben?" Die Antwort hängt davon ab, ob Sie warmgefertigte oder kaltgezogene Stangen benötigen und ob Sie Standard- oder Präzisionstoleranzen wünschen.
Standard-Durchmesserbereich
| Produkt Form | Durchmesser Bereich |
|---|---|
| Warmgefertigte Rundstangen | 12 mm bis 500 mm |
| Kaltgezogener Rundstahl | 3 mm bis 100 mm |
| Geschmiedeter Rundstab (vorbearbeitet) | 100 mm bis 600 mm+ (auf Anfrage) |
Standardlängen
MWalloys liefert Inconel 600-Rundstangen in den folgenden Längen:
- Zufällige Länge: 1500 mm bis 6000 mm (Standardausführung).
- Feste Schnittlänge: Jede Länge von 100 mm bis 6000 mm, geschnitten mit einer Toleranz von ±2 mm.
- Kurzstücke / Reststücke: Ab Lager lieferbar für Prototypen oder Musterbestellungen.
ASTM B166 – Durchmessertoleranzen für kaltgezogene Stangen
| Durchmesser (mm) | Über (mm) | Unter (mm) |
|---|---|---|
| Bis zu 12,7 | +0.00 | -0.08 |
| 12,7 bis 25,4 | +0.00 | -0.10 |
| 25,4 bis 50,8 | +0.00 | -0.13 |
| 50,8 bis 76,2 | +0.00 | -0.18 |
| 76,2 bis 101,6 | +0.00 | -0.20 |
ASTM B166 – Durchmessertoleranzen für warmgefertigte Stangen
| Durchmesser (mm) | Über (mm) | Unter (mm) |
|---|---|---|
| Bis zu 25,4 | +0.40 | -0.40 |
| 25,4 bis 50,8 | +0.60 | -0.60 |
| 50,8 bis 101,6 | +0.80 | -0.80 |
| 101,6 bis 203,2 | +1.60 | -1.60 |
Wir können Materialien auch nach engeren firmeneigenen Toleranzen oder gemäß den Präzisionstoleranzanforderungen der Norm AMS 2241 für Anwendungen in der Luft- und Raumfahrt liefern, sofern dies bei der Bestellung angegeben wird.
Mit welchen Fertigungsverfahren wird hochwertiger Inconel 600-Stab hergestellt?
Der Herstellungsweg für Inconel 600-Rundstangen wirkt sich unmittelbar auf das Kornbild, die Oberflächenqualität, die innere Beschaffenheit und die endgültigen mechanischen Eigenschaften aus. Das Verständnis dieser Prozesskette hilft Ingenieuren und Qualitätsmanagern dabei, die Leistungsfähigkeit der Lieferanten zu beurteilen.
Schmelzen und Raffinieren
Inconel 600 wird im Vakuum-Induktionsschmelzverfahren (VIM) hergestellt, um eine strenge Kontrolle der chemischen Zusammensetzung, insbesondere von Schwefel, Kohlenstoff und Spurenelementen, zu gewährleisten. Für kritische Anwendungen folgt auf das VIM-Verfahren ein Vakuumbogenumschmelzen (VAR) oder ein Elektroschlackeumschmelzen (ESR), um die Homogenität der Barren zu verbessern, Entmischungen zu reduzieren und innere Porositäten zu schließen. Das Ergebnis ist eine reinere, gleichmäßigere Mikrostruktur, die die Ermüdungslebensdauer und das Korrosionsverhalten im Einsatz verbessert.
Heißarbeit
Barren werden in der Regel auf 1038 bis 1177 °C erhitzt und zu Zwischenknüppeln geschmiedet oder gewalzt; anschließend werden sie erneut gewalzt, um die endgültigen Stabmaße zu erreichen. Durch die mehrstufige Warmumformung wird die dendritische Kornstruktur des Gussmaterials aufgebrochen, wodurch ein feines, gleichachsiges Korn entsteht, das sowohl die Festigkeit als auch die Zähigkeit verbessert. Die Temperatur beim Fertigwalzen wird sorgfältig geregelt, um ein übermäßiges Kornwachstum zu vermeiden, das die mechanischen Eigenschaften beeinträchtigen würde.
Cold Drawing
Warmgewalzte Stangen, die für kaltgezogene Produkte bestimmt sind, werden zunächst gebeizt, um Zunder zu entfernen, und anschließend durch eine Reihe von zunehmend kleineren Wolframkarbid-Ziehmatrizen gezogen. Jeder Ziehdurchgang bewirkt eine kontrollierte Kaltverformung, typischerweise eine Querschnittsverringerung von 10 bis 30 % pro Durchgang. Zwischen den Durchläufen werden Zwischenglühzyklen durchgeführt, um die Duktilität wiederherzustellen und Rissbildung zu verhindern. Das Endglühen bei etwa 980 bis 1066 °C in einem Schutzgasofen stellt die vorgeschriebenen mechanischen Eigenschaften wieder her und löst Chromkarbide auf, die das Material andernfalls sensibilisieren würden.
Oberflächenbearbeitung
Zu den verfügbaren Oberflächenbeschaffenheiten gehören:
- Schwarz (walzblank/schmiedeblank): Es ist eine Oxidschicht vorhanden, die zur Weiterverarbeitung verwendet wird.
- Entzundert / gebeizt: Durch Säurebeizen entfernte Ablagerungen, geeignet für zahlreiche industrielle Anwendungen.
- Glühgeglüht: In einer Wasserstoff- oder Wasserstoff-Stickstoff-Atmosphäre geglüht, wodurch eine glatte, oxidfreie Oberfläche entsteht.
- geschliffen / gedreht: Mechanisch auf eine bestimmte Oberflächenrauheit bearbeitet, häufig Ra 1,6 µm oder besser.
- Poliert: Für sanitäre oder dekorative Anwendungen erhältlich.
Wie schneidet Inconel 600 im Vergleich zu anderen Hochtemperaturlegierungen ab?
Ingenieure bitten uns häufig um Unterstützung bei der Entscheidung zwischen Inconel 600 und alternativen Legierungen. Der Vergleich hängt von den jeweiligen Einsatzbedingungen, dem Temperaturbereich, den erforderlichen Festigkeitsanforderungen und dem Budget ab.
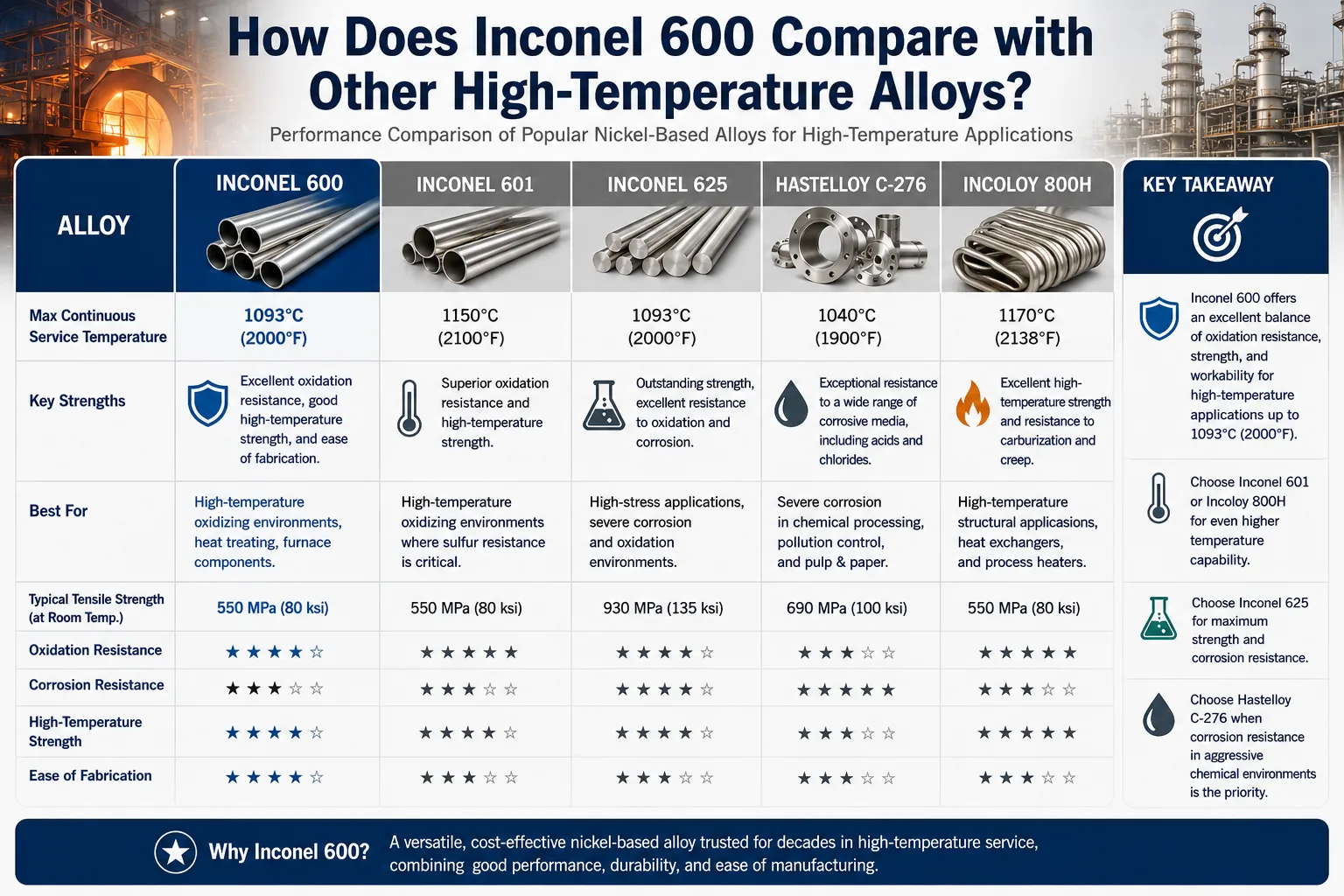
Inconel 600 im Vergleich zu Inconel 625
Inconel 625 (UNS N06625) enthält neben Nickel und Chrom auch Molybdän und Niob. Dies verleiht ihm durch Festlösungs- und Ausscheidungshärtung eine deutlich höhere Festigkeit sowie eine bessere Beständigkeit gegen Lochfraß und Spaltkorrosion in chloridhaltigen Umgebungen. Allerdings kostet Inconel 625 pro Kilogramm etwa 30 bis 50 % mehr als Inconel 600. Für Anwendungen, bei denen es vor allem um Beständigkeit gegen Hochtemperaturoxidation oder Aufkohlung geht und die mechanischen Belastungen moderat sind, ist Inconel 600 die wirtschaftlichere Wahl.
Inconel 600 im Vergleich zu Inconel 601
Inconel 601 (UNS N06601) enthält etwa 1,351 % Aluminium, wodurch sich bei der Oxidation eine dichte Aluminiumoxidschicht bildet, die bei Temperaturen über 1000 °C einen hervorragenden Schutz bietet. Bei Betriebstemperaturen, die dauerhaft über 980 °C liegen, wird häufig Inconel 601 bevorzugt. Unterhalb dieser Schwelle bietet Inconel 600 in der Regel eine ausreichende Oxidationsbeständigkeit zu geringeren Kosten.
Inconel 600 im Vergleich zu Incoloy 800/800H
Legierungen der Incoloy-800-Serie (UNS N08800/N08810) enthalten etwa 32%-Eisen, während Inconel 600 nur 6 bis 10% enthält, wodurch sie deutlich kostengünstiger sind. Sie weisen in vielen Hochtemperaturanwendungen eine gute Leistung auf, sind jedoch anfälliger für chloridinduzierte Spannungsrisskorrosion und weisen einen geringeren Nickelgehalt für reduzierende Umgebungen auf. Für Anwendungen im Bereich von 700 bis 900 °C in Aufkohlungs- oder Nitrieratmosphären übertrifft Inconel 600 Incoloy 800H in der Regel.
Vergleichende Objektübersicht
| Eigentum | Inconel 600 | Inconel 625 | Inconel 601 | Incoloy 800H |
|---|---|---|---|---|
| UNS-Nummer | N06600 | N06625 | N06601 | N08810 |
| Ni-Gehalt (%) | ~72 | ~58 | ~60 | ~32 |
| Max. Betriebstemperatur. | 1093 °C | 980 °C | 1260 °C | 1100 °C |
| Zugfestigkeit (MPa) | 550+ | 827+ | 550+ | 517+ |
| Chlorid SCC-Beständigkeit | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Gut |
| Relative Kosten | Mäßig | Hoch | Mäßig-hoch | Unter |
Welche Branchen setzen auf Inconel 600-Rundstangen und warum?
Inconel 600-Rundstangen kommen in einem breiteren Spektrum von Branchen zum Einsatz, als den meisten Ingenieuren zunächst bewusst ist. Dank ihrer Kombination aus Korrosionsbeständigkeit, Hochtemperaturstabilität und Nichtmagnetizität eignen sie sich für Anwendungen, bei denen die meisten anderen Legierungen an ihre Grenzen stoßen.
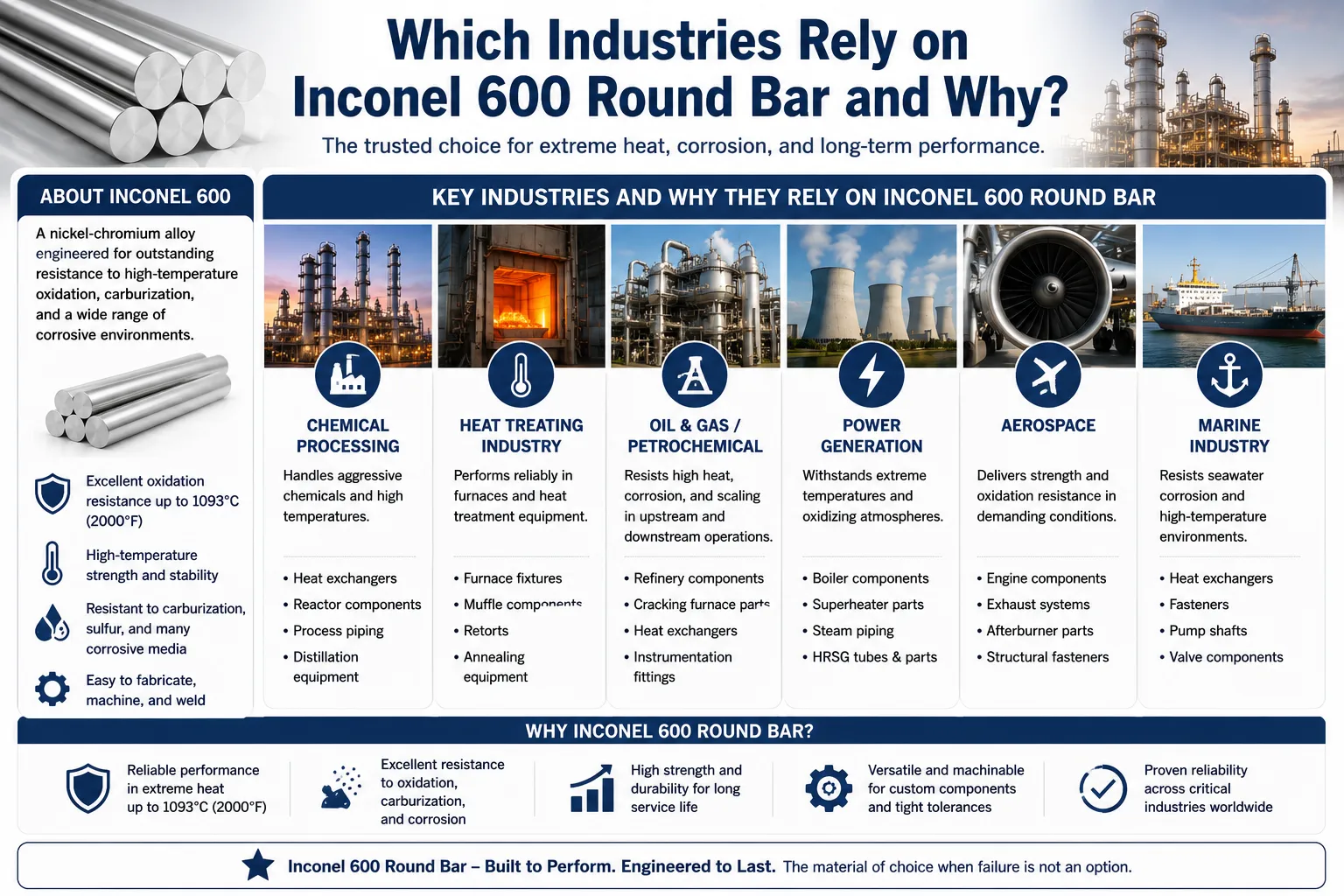
Luft- und Raumfahrt sowie Gasturbinen
Ein wichtiger Anwendungsbereich sind Ofenausrüstungen, die bei der Wärmebehandlung von Bauteilen für die Luft- und Raumfahrt zum Einsatz kommen, darunter Ofenrollen, Körbe und Halterungen. Die Legierung ist beständig gegen Oxidation und Aufkohlung bei wiederholten Temperaturwechseln. Sie wird auch für Bauteile der Verbrennungsauskleidung in Strahltriebwerken älterer Bauart verwendet, während in neueren Triebwerken überwiegend Superlegierungen mit höherer Festigkeit zum Einsatz kommen.
Stromerzeugung aus Kernenergie
Inconel 600 wird in großem Umfang für Dampferzeugerrohre in Druckwasserreaktoren (PWR), Gehäuse von Steuerstabantrieben und Durchführungen im Reaktordeckel verwendet. Während Spannungsrisskorrosion im Primärwasser viele Kraftwerksbetreiber dazu veranlasst hat, bei neuen Dampferzeugern auf Inconel 690 umzusteigen, bleibt Inconel 600 in vielen bestehenden Anlagen im Einsatz und wird nach wie vor für bestimmte Reaktoreinbauten, Reparaturkomponenten und Hilfssysteme vorgeschrieben.
Chemische Verfahrenstechnik und Petrochemie
Die Legierung ist beständig gegen eine Vielzahl korrosiver Chemikalien, darunter organische Säuren, heiße Laugen und Ammoniak. Sie wird für Reaktorschächte, Rührflügel, Wärmetauscher-Leitbleche und Stutzen von Druckbehältern in Anlagen verwendet, in denen Natronlauge (NaOH), chlorierte Verbindungen und organische Chemikalien bei erhöhten Temperaturen verarbeitet werden.
Wärmebehandlungsanlagen
Dies ist möglicherweise die volumenmäßig größte Anwendungssparte. Strahlungsrohre, Retortenauskleidungen, Körbe, Halterungen und Ofenwalzen in Aufkohlungs-, Nitrier- und Neutralatmosphärenöfen werden aus Inconel 600-Stangen und -Blechen hergestellt. Die Beständigkeit der Legierung gegenüber sowohl oxidierenden als auch aufkohlenden Atmosphären macht sie zur naheliegenden Wahl für Anlagen, die zwischen diesen Bedingungen wechseln.
Lebensmittelverarbeitung und Pharmazie
Dank seiner Beständigkeit gegenüber Salpetersäure und organischen Säuren sowie seiner Nichtmagnetizität eignet sich Inconel 600 für Verarbeitungsanlagen in der Lebensmittel- und Pharmaproduktion. Es wird in Autoklaven, Reaktionsbehältern und Hochtemperatur-Mischanlagen eingesetzt.
Elektronikfertigung
Heizelemente für Halbleiter-Diffusionsöfen und elektrische Widerstandsheizungen werden aus Inconel 600-Draht und -Stangen hergestellt. Die Legierung weist einen ausreichenden elektrischen spezifischen Widerstand auf und verunreinigt Halbleiterprozesse nicht mit schädlichen Spurenelementen.
Welche Optionen für Wärmebehandlung und Oberflächenveredelung gibt es?
Die Wärmebehandlung hat einen entscheidenden Einfluss auf die Mikrostruktur und die Gebrauchseigenschaften von Inconel 600-Rundstangen. Die Standardlieferform gemäß ASTM B166 ist geglüht, doch sollten Ingenieure wissen, was dies bedeutet und wann alternative Behandlungen in Frage kommen.
Glühen
Das Vollglühen erfolgt bei 980 bis 1066 °C, gefolgt von einer Wasserabschreckung oder einer schnellen Luftkühlung. Diese Behandlung löst interkristalline Karbide auf, maximiert die Duktilität und Zähigkeit und stellt die optimale Korrosionsbeständigkeit wieder her. Dies ist der Standardzustand für die meisten industriellen Anwendungen.
Walzglühen vs. Endglühen
Unter Walzglühen versteht man das Zwischenglühen, das während des Kaltziehens zwischen den einzelnen Durchgängen durchgeführt wird. Das Endglühen ist die letzte Wärmebehandlung, die durchgeführt wird, bevor die fertige Stange das Werk verlässt. Material gemäß ASTM B166 wird endgeglüht geliefert, sofern in der Bestellung nichts anderes angegeben ist.
Spannungsarmes Glühen
Nach Bearbeitungs-, Schweiß- oder Umformvorgängen kann eine Spannungsarmglühbehandlung bei 870 bis 900 °C über einen Zeitraum von 1 bis 3 Stunden durchgeführt werden, um Eigenspannungen abzubauen, ohne die Mikrostruktur wesentlich zu verändern. Dies wird manchmal für Bauteile vorgeschrieben, die in Umgebungen eingesetzt werden, in denen Spannungsrisskorrosion ein Problem darstellt, insbesondere im Primärwasser von Kernkraftwerken.
Überlegungen zur Aushärtung
Im Gegensatz zu einigen Nickel-Superlegierungen ist Inconel 600 keine ausscheidungshärtbare Legierung. Es spricht nicht auf Wärmebehandlungen zur Aushärtung an. Die Festigkeit lässt sich nur durch Kaltumformung erhöhen, was naturgemäß die Dehnung verringert und die Umformung erschwert. Für Anwendungen, die eine höhere Festigkeit erfordern, als sie im geglühten Zustand vorliegt, sind Inconel 625 oder Inconel 718 in der Regel die geeignetere Wahl.
Sensibilisierungsrisiko
Inconel 600 mit einem Kohlenstoffgehalt von über 0,051 % kann bei längerer Einwirkung von Temperaturen zwischen 650 und 750 °C sensibilisiert werden. An den Korngrenzen scheiden sich Chromkarbide aus, wodurch benachbarte Zonen an Chrom verarmen und für interkristalline Korrosion sowie Spannungsrisskorrosion anfällig werden. Dies ist bei allen Anwendungen zu berücksichtigen, die einen Langzeitbetrieb in diesem Temperaturbereich erfordern. Durch Lösungsglühen nach der Einwirkung kann die Korrosionsbeständigkeit wiederhergestellt werden.
Wie werden Inconel-600-Stangen geprüft, kontrolliert und zertifiziert?
Die Qualitätssicherung für Inconel 600-Rundstangen ist ein mehrstufiger Prozess, der in der Schmelzanlage beginnt und mit der Prüfung der Dokumentation in der Wareneingangsabteilung des Kunden endet. Bei MWalloys wenden wir ein strenges Qualitätsprotokoll an, das den Anforderungen der Norm ASTM B166 entspricht und sich auf optionale Zusatzprüfungen erstreckt, die von Kunden angefordert werden.
Vorgeschriebene Prüfungen gemäß ASTM B166
Chemische Analyse: Jede Schmelze muss auf alle in der Tabelle der chemischen Zusammensetzung aufgeführten Elemente untersucht werden. Die Schmelzeanalyse wird vom Schmelzer durchgeführt; die Produktanalyse erfolgt anhand einer Probe, die im Werk oder in einem unabhängigen Labor aus dem Endprodukt entnommen wird.
Zugprüfung: Eine Zugprüfung pro Charge (wobei eine Charge als alle Stäbe aus derselben Schmelze, im gleichen Zustand und aus derselben Wärmebehandlungscharge definiert ist). Die Prüfung muss bestätigen, dass Zugfestigkeit, Streckgrenze und Dehnung die Mindestanforderungen gemäß ASTM B166 erfüllen.
Korngröße (optional, nach Vereinbarung): Es kann die Korngröße gemäß ASTM E112 festgelegt werden, typischerweise ASTM 5 oder feiner für kaltgezogene Stangen.
Optionale und ergänzende Tests, die bei MWalloys erhältlich sind
| Test | Standard | Zweck |
|---|---|---|
| Interkristalline Korrosion (IGC) | ASTM A262 Verfahren E | Überprüfung der Sensibilisierungsresistenz |
| Ultraschallprüfung (UT) | ASTM E428 | Interne Fehler erkennen |
| Magnetpulverprüfung | ASTM E1444 | Erkennung von Oberflächen- und oberflächennahen Fehlern |
| Flüssigkeitspenetrationsprüfung | ASTM E165 | Erkennung von Oberflächenfehlern |
| Härteprüfung | ASTM E18 (Rockwell) | Überprüfung der Gleichmäßigkeit der Wärmebehandlung |
| Positive Identifizierung des Materials | PMI gemäß ASTM E1476 | Legierungsbezeichnung bestätigen |
| Lochfraß/Spaltkorrosion | ASTM G48 | Für den Einsatz in chloridhaltiger Umgebung |
| Unabhängige Begutachtung durch einen Sachverständigen | Kundenspezifisch | Unabhängige Überprüfung |
Inhalt des Werksprüfzeugnisses (MTC)
Jeder Lieferung von MWalloys liegt ein Werkstoffprüfzeugnis 3.1 gemäß EN 10204 (oder einer gleichwertigen Norm) bei, das Folgendes enthält:
- Chargennummer und Zertifikatsnummer.
- Normenreferenz (ASTM B166, UNS N06600).
- Produktbeschreibung (Durchmesser, Länge, Zustand).
- Chemische Zusammensetzung (ggf. thermische Analyse und Produktanalyse).
- Ergebnisse der mechanischen Prüfungen mit Angabe der Lage und Ausrichtung der Prüfkörper.
- Angaben zur Wärmebehandlung.
- Unterschrift des Bevollmächtigten und Bescheinigung.
Wir bewahren Kopien aller MTCs mindestens 10 Jahre lang auf und können diese auf Anfrage erneut ausstellen, um die Führung von Wartungsunterlagen oder Prüfungen zur Einhaltung gesetzlicher Vorschriften zu unterstützen.
Wie lauten die weltweiten Liefer- und Versandbedingungen von MWalloys?
Bestell- und Lagerbestandsinformationen
MWalloys unterhält ein umfangreiches Lagerprogramm für Inconel 600-Rundstangen in den am häufigsten nachgefragten Durchmessern. Diese Lagerbestände sind über unsere verschiedenen Lagerstandorte verteilt und stehen zum sofortigen Versand bereit. Bei Abmessungen, die nicht vorrätig sind, werden die Artikel auf Bestellung gefertigt, wobei die Lieferzeiten bei der Angebotserstellung mitgeteilt werden.
| Parameter | Einzelheiten |
|---|---|
| Mindestbestellmenge | Keine Mindestbeschränkung |
| Standardlieferzeit | 10 bis 40 Werktage |
| Zahlungsbedingungen erster Ordnung | T/T (telegrafische Überweisung) |
| Zahlungsbedingungen für bestehende Kunden | Nach Vereinbarung |
| Verfügbarkeit auf Lager | Ja, ausgewählte Durchmesser ab Lager |
| Zuschnitt nach Maß | Erhältlich mit einer Toleranz von ±1 mm |
Versand und Logistik
MWalloys beliefert Kunden in allen wichtigen Industrieregionen und bietet folgende Liefermöglichkeiten an:
- Luftfracht: Geeignet für dringende Sendungen mit geringem Gewicht, bei denen Schnelligkeit Vorrang vor den Versandkosten hat.
- Seetransport (LCL oder FCL): Standardverfahren für Großbestellungen; kostengünstig bei Sendungen über 500 kg.
- Landverkehr / Lkw-Transport: Verfügbar für Bestellungen im Inland und in der Region; wird auch für grenzüberschreitende Lieferungen in kontinentalen Handelszonen genutzt.
Das gesamte Material wird so verpackt, dass Oberflächenbeschädigungen während des Transports vermieden werden. Kaltgezogene Stangen werden einzeln in Wachspapier oder Kunststofffolie eingewickelt; warmgefertigte Stangen werden mit Stahlband gebündelt und, sofern der Durchmesser oder die Länge der Stangen dies erfordern, durch Sperrholzkisten geschützt.
Exportunterlagen
Zu jeder internationalen Sendung liefern wir standardmäßig folgende Unterlagen mit:
- Handelsrechnung
- Packliste
- Ursprungszeugnis
- Werkstoffprüfzeugnis (EN 10204 3.1)
- Frachtbrief oder Luftfrachtbrief
- Sicherheitsdatenblätter, sofern dies nach den Vorschriften des Einfuhrlandes erforderlich ist.
Wie werden Rundstangen aus Inconel 600 bearbeitet, geschweißt und verarbeitet?
Inconel 600 wird in industriellen Fertigungsbetrieben routinemäßig bearbeitet, geschweißt und umgeformt, verhält sich jedoch anders als Kohlenstoffstahl oder sogar austenitischer Edelstahl. Wenn man diese Unterschiede vor Produktionsbeginn kennt, lassen sich kostspielige Ausschussware und Werkzeugwechsel vermeiden.
Bearbeitung von Inconel 600
Inconel 600 verfestigt sich beim Zerspanen sehr schnell. Sobald das Schneidwerkzeug mit dem Werkstoff in Kontakt kommt und der Vorschub gestoppt wird, reibt das Werkzeug im Wesentlichen an einer zunehmend härteren Oberflächenschicht. Die wichtigsten Regeln für eine erfolgreiche Bearbeitung lauten:
Verwenden Sie stets scharfes Werkzeug. Für das Drehen und Fräsen werden vorzugsweise Hartmetall- oder Keramik-Wendeschneidplatten verwendet. Werkzeuge aus Schnellarbeitsstahl können zum Bohren und Reiben eingesetzt werden, müssen jedoch häufiger ausgetauscht werden.
Für einen kontinuierlichen Vorschub und Schnitt sorgen. Das Werkzeug darf niemals an einer Stelle am Werkstück stehen bleiben. Programmieren Sie kontinuierliche Vorschubgeschwindigkeiten, damit das Werkzeug stets neues Material zerspanen kann.
Verwenden Sie Schnittgeschwindigkeiten, die 30 bis 50 % langsamer sind als bei Edelstahl 316. Typische Drehzahlen für geglühtes Inconel 600 bei der Bearbeitung mit Hartmetallwerkzeugen liegen bei 25 bis 50 m/min Oberflächengeschwindigkeit bei einem Vorschub von 0,15 bis 0,30 mm pro Umdrehung.
Tragen Sie reichlich Kühlmittel auf. Wasserlösliche Kühlmittel mit hohem Durchfluss sind wirksam. Vermeiden Sie Öle mit niedriger Viskosität, die keinen ausreichenden Wärmeschutz bieten.
Schweißen von Inconel 600
Inconel 600 lässt sich problemlos mit allen gängigen Schmelzschweißverfahren schweißen: GTAW (WIG), GMAW (MIG), SMAW (Stab) und SAW (Unterpulverschweißen). Zu den wichtigsten Punkten gehören:
- Verwenden Sie Inconel 82/182 (ERNiCr-3/ENiCrFe-3) als Schweißzusatzwerkstoffe für chemisch passende Schweißnähte
- Reinigen Sie das Grundmetall vor dem Schweißen gründlich; organische Verunreinigungen können zu Wasserstoffporosität oder Heißrissen führen
- Die Zwischenlagentemperaturen sollten unter 177 °C gehalten werden, um das Kornwachstum und die Eigenspannungen in der Wärmeeinflusszone zu kontrollieren
- Eine Wärmebehandlung nach dem Schweißen (PWHT) ist bei Inconel 600 in der Regel nicht erforderlich, kann jedoch für spannungsempfindliche Anwendungen oder bei Verwendung von kohlenstoffarmem Grundwerkstoff vorgeschrieben werden
Umformen und Biegen
Inconel 600 weist im geglühten Zustand eine ausreichende Duktilität für die meisten Kaltumformungsvorgänge auf. Das Walzbiegen von Rundstangen zu Ringen oder Bögen ist bei der Herstellung von Ofenbauteilen gängige Praxis. Aufgrund der Kaltverfestigung sollten die Biegeradien bei der Kaltumformung mindestens das 2- bis 3-fache des Stangendurchmessers betragen. Für engere Radien oder komplexe Formen ist die Warmumformung bei 980 bis 1177 °C mit anschließender Lösungsglühung die bevorzugte Vorgehensweise.
Häufig gestellte Fragen
1. Wie lauten die Standard-Spezifikationen für Inconel 600-Rundstangen, und was schreibt die Norm ASTM B166 vor?
ASTM B166 ist die maßgebliche Norm für Rundstangen und -stäbe aus Inconel 600 (UNS N06600). Sie schreibt Mindestgrenzen für die chemische Zusammensetzung vor, darunter mindestens 72% Nickel und Kobalt zusammen, 14 bis 17% Chrom und 6 bis 10% Eisen. Die Mindestanforderungen an die mechanischen Eigenschaften im geglühten Zustand betragen 550 MPa Zugfestigkeit, 240 MPa Streckgrenze und 30% Dehnung. Die Spezifikation umfasst außerdem Maßtoleranzen, Wärmebehandlungsbedingungen, erforderliche Prüfprotokolle und Zertifizierungsunterlagen. MWalloys liefert alle Rundstangen mit vollständigen 3.1-Prüfberichten gemäß EN 10204, die die Konformität mit allen Anforderungen von B166 bestätigen. ASME SB-166 ist die entsprechende Norm für Druckgeräte und auf Anfrage als doppelte Zertifizierung erhältlich.
2. Gibt es bei MWalloys eine Mindestbestellmenge für Inconel 600-Rundstangen?
Nein, MWalloys schreibt keine Mindestbestellmenge vor. Zu unseren Kunden zählen sowohl Forschungseinrichtungen, die einen einzigen Meter Stab für Prototypentests bestellen, als auch große Industrieunternehmen, die mehrere Tonnen pro Bestellung abnehmen. Bei höheren Mengen sind die Preise natürlich günstiger, und wir können Ihnen ein gestaffeltes Angebot unterbreiten, das die Preise pro Kilogramm für verschiedene Gewichtsstufen aufzeigt. Für Kunden mit dringendem Bedarf an kleinen Mengen können wir bei Luftfrachtbestellungen oft innerhalb von 48 bis 72 Stunden aus dem vorhandenen Lagerbestand versenden.
3. Wie lange dauert die Lieferung und welche Versandarten stehen zur Auswahl?
Die Standardlieferzeit von MWalloys beträgt 10 bis 40 Werktage ab Auftragsbestätigung und Zahlungseingang. Lagerware in Standarddurchmessern kann in der Regel innerhalb von 5 bis 10 Werktagen versandt werden. Bei Abmessungen, die nicht vorrätig sind, speziellen Schnittlängen oder Bestellungen, die eine Prüfung durch Dritte erfordern, kann sich die Lieferzeit bis zum oberen Ende des Zeitraums von 40 Tagen verlängern. Wir bieten drei Versandarten an: Luftfracht für dringende kleine Pakete, Seefracht (LCL oder FCL) für Großaufträge, bei denen die Transportzeit weniger kritisch ist, und Landtransport für regionale Kunden. Wir kümmern uns um alle Exportdokumente, einschließlich Handelsrechnung, Packliste, Ursprungszeugnis und Materialprüfzeugnisse.
4. Was ist der Unterschied zwischen warmgefertigten und kaltgezogenen Rundstangen aus Inconel 600?
Warmgefertigte Stangen werden durch Walzen oder Schmieden bei erhöhten Temperaturen hergestellt und weisen in der Regel eine raue, schuppige Oberfläche sowie größere Maßtoleranzen auf. Kaltgezogene Stangen werden hergestellt, indem warmgefertigte Stangen bei Raumtemperatur durch Präzisionsmatrizen gezogen werden, was zu einer glatteren Oberfläche, engeren Maßtoleranzen und einer aufgrund der verbleibenden Kaltverformung leicht höheren Streckgrenze führt. Beide sind bei MWalloys erhältlich. Kaltgezogenes Material im geglühten Zustand erfüllt dieselben Mindestanforderungen an die mechanischen Eigenschaften gemäß ASTM B166 wie warmgefertigtes, geglühtes Material. Die Wahl hängt oft davon ab, ob Oberflächenbeschaffenheit oder Maßgenauigkeit Vorrang hat, wobei kaltgezogener Stahl für präzisionsgefertigte Bauteile bevorzugt wird und warmgefertigter Stahl für Schweißkonstruktionen oder grob bearbeitete Teile geeignet ist, bei denen viel Material abgetragen wird.
5. Kann Inconel 600-Rundstahl in Kernreaktoren eingesetzt werden?
Ja, Inconel 600 blickt auf eine lange Geschichte in der Kernkraftnutzung zurück, insbesondere in Druckwasserreaktoren (DWR). Es wurde für Dampferzeugerrohre, Durchführungen im Reaktordeckel und Antriebsmechanismen für Steuerstäbe verwendet. Unter bestimmten Bedingungen hinsichtlich Restspannung und Temperatur ist es jedoch anfällig für Spannungsrisskorrosion im Primärwasser (PWSCC), was ab den 1980er Jahren in einigen PWR-Anlagen zu betriebsbedingten Rissen führte. Viele Energieversorger haben die Dampferzeugerrohre durch Inconel 690 ersetzt, das eine bessere PWSCC-Beständigkeit aufweist. Inconel 600 wird weiterhin für Reaktoreinbauten und Ersatzkomponenten in bestehenden Anlagen verwendet. Für nukleare Anwendungen sind in der Regel eine ASME SB-166-Zertifizierung, ergänzende Prüfungen einschließlich IGC-Prüfungen gemäß ASTM A262 sowie eine lückenlose Rückverfolgbarkeitsdokumentation erforderlich.
6. Was sind die gängigsten Anwendungsbereiche für Inconel 600-Rundstangen?
Zu den häufigsten Anwendungsbereichen zählen Ofenkomponenten wie Walzen, Halterungen, Körbe und Stützen für Wärmebehandlungsöfen, die in Aufkohlungs-, Nitrier- oder neutralen Atmosphären betrieben werden; Schächte und Rührwerke für chemische Reaktoren, die heißen Laugen, organischen Säuren oder chlorierten Lösungsmitteln ausgesetzt sind; Komponenten für Kernreaktoren, einschließlich Steuerstabgehäuse und Reparaturmaterialien; Stützplatten und Leitbleche für Wärmetauscher im Hochtemperaturbetrieb; elektrische Heizelemente für Industrie- und Halbleiteröfen; sowie Vorrichtungen für Luft- und Raumfahrtmotoren, die bei der Wärmebehandlung von Bauteilen aus Titan und Nickel-Superlegierungen zum Einsatz kommen. Die Kombination aus Oxidationsbeständigkeit, Aufkohlungsbeständigkeit und Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion macht die Legierung in all diesen Umgebungen einsetzbar.
7. Wie sollte Inconel 600-Rundstahl gelagert werden, um Korrosion zu vermeiden?
Inconel 600 ist wesentlich korrosionsbeständiger als Kohlenstoffstahl oder herkömmliche Edelstähle, dennoch ist eine sachgemäße Lagerung von Vorteil. Das Material sollte in Innenräumen in einer trockenen Umgebung gelagert werden, fern von direktem Kontakt mit Kohlenstoffstahlkomponenten, da diese Oberflächen-Eisenpartikel übertragen können, die anschließend rosten und Flecken auf der Oberfläche der Nickellegierung hinterlassen. Einzelne Stangen sollten durch Kunststoff- oder Gummimatten voneinander getrennt oder in Schutzfolie eingewickelt werden, um galvanische oder mechanische Oberflächenbeschädigungen zu vermeiden. Ist eine Lagerung im Freien unvermeidbar, sollte das Material vom Boden abgehoben, mit wasserdichten Planen abgedeckt und regelmäßig auf Feuchtigkeitsansammlungen überprüft werden. Bei der Langzeitlagerung von kaltgezogenen blanken Stangen in feuchten Küstengebieten kann eine zusätzliche Schutzbeschichtung an den Stangenenden erforderlich sein, um Verfärbungen durch Oxidation zu verhindern.
8. In welcher Preisklasse liegen Inconel-600-Rundstangen, und welche Faktoren beeinflussen die Kosten?
Die Preise für Inconel 600-Rundstangen schwanken mit den weltweiten Nickel-Rohstoffpreisen, da Nickel etwa 70 % der Legierungsmasse ausmacht und einen entsprechenden Anteil an den Rohstoffkosten hat. Weitere Kostenfaktoren sind der Stangendurchmesser und der Zustand (kaltgezogene Stangen sind aufgrund zusätzlicher Verarbeitungsschritte teurer als warmgefertigte), die Länge und die Schnittanforderungen, die Menge (bei Bestellungen über 500 kg gibt es erhebliche Mengenrabatte), erforderliche Zertifizierungen und Prüfungen (Material in Nuklearqualität mit zusätzlichen Prüfungen kostet mehr als Standard-Industriematerial) sowie Marktbedingungen wie Frachtraten und Lieferzeiten. Kunden werden gebeten, sich bezüglich der aktuellen Preise direkt an MWalloys zu wenden, da die veröffentlichten Listenpreise in Zeiten von Schwankungen auf dem Nickelmarkt erheblich von den tatsächlichen Transaktionspreisen abweichen können.
9. Wie hoch ist die maximale Betriebstemperatur für Inconel 600 in oxidierenden bzw. reduzierenden Atmosphären?
In oxidierenden Atmosphären kann Inconel 600 im Dauerbetrieb bis zu einer Temperatur von etwa 1093 °C (2000 °F) eingesetzt werden. Oberhalb dieser Temperatur steigen die Oxidationsraten rapide an und es kommt zu erheblichen Materialverlusten. In reduzierenden Atmosphären zeigt die Legierung bei ähnlichen Temperaturen eine gute Leistung, doch da keine schützende Oxidschicht vorhanden ist, müssen die Aufkohlungsbedingungen sorgfältig geprüft werden. Die Legierung widersteht der Aufkohlung besser als Legierungen auf Eisenbasis, doch kann eine längere Einwirkung von Atmosphären mit hoher Kohlenstoffaktivität bei Temperaturen über 870 °C im Laufe der Zeit zu innerer Aufkohlung und Versprödung führen. In schwefelhaltigen Atmosphären über etwa 480 °C kann Heißkorrosion zum Problem werden, und es sollten Schutzgaszusammensetzungen oder alternative Legierungen in Betracht gezogen werden. Für den intermittierenden Betrieb mit Wechsel zwischen oxidierenden und reduzierenden Bedingungen wird die empfohlene Höchsttemperatur in der Regel um 50 bis 100 °C gegenüber der Grenze für den Dauerbetrieb gesenkt.
10. Welche gleichwertigen Normen und Handelsnamen gelten für Inconel 600?
Inconel 600 ist eine eingetragene Marke der Special Metals Corporation (heute Teil von PCC). Dieselbe Legierung ist in mehreren internationalen Normen unter verschiedenen Bezeichnungen aufgeführt. Die UNS-Bezeichnung lautet N06600, die ISO-Bezeichnung NiCr15Fe. In Deutschland ist sie in der DIN 17742 als NiCr15Fe mit der Werkstoffnummer 2.4816 aufgeführt. In den europäischen Normen ist sie in der EN 10095 als NiCr15Fe erfasst. Die AMS-Bezeichnung lautet AMS 5665 für Stangen und Stäbe, die für Anwendungen in der Luft- und Raumfahrt bestimmt sind. Die japanische Industrienorm JIS G4902 behandelt die Legierung als NCF600. Äquivalente Handelsnamen anderer Hersteller sind unter anderem Chronin 600 (VDM Metals), Corronel 600 (früher von Allegheny Technologies verwendet) und Haynes-Legierung 600. Bei der Materialspezifikation ermöglicht die Angabe der UNS-Nummer N06600 zusammen mit der geltenden Beschaffungsspezifikation (ASTM B166, AMS 5665 usw.) eine eindeutige Identifizierung, unabhängig davon, um welchen Hersteller oder Handelsnamen es sich handelt.
Überprüfbare Quellen
Bei der Erstellung dieses Artikels wurde auf die folgenden Quellen zurückgegriffen, die zur Überprüfung öffentlich zugänglich sind:
- ASTM International. ASTM B166: Norm für Stangen und Stäbe aus Nickel-Chrom-Eisen- und Nickel-Chrom-Kobalt-Molybdän-Legierungen. ASTM International, West Conshohocken, PA.
- Special Metals Corporation. Technisches Merkblatt zu Inconel Alloy 600 (SMC-027). Special Metals Corporation, Huntington, WV.
- ASME International. ASME-Norm für Kessel und Druckbehälter, Abschnitt II, Teil D: Eigenschaften (metrisch und britisch-amerikanisch). ASME, New York.
- VDM Metals. Datenblatt zu VDM Alloy 600. VDM Metals GmbH, Werdohl, Deutschland.
- Haynes International. Vergleichstabellen für Hochtemperaturlegierungen. Haynes International, Kokomo, Indiana.
- ASTM International. ASTM A262: Standardverfahren zur Feststellung der Anfälligkeit für interkristalline Korrosion bei austenitischen rostfreien Stählen (gilt nach Vereinbarung auch für Nickellegierungen). ASTM International.
- Nuklearaufsichtsbehörde (NRC). Informationsblatt 90-10: Primäre Spannungsrisskorrosion bei Inconel 600 in Druckwasserreaktoren. US-NRC, Washington, D.C.
- ASTM International. ASTM E112: Standard-Prüfverfahren zur Bestimmung der mittleren Korngröße. ASTM International.
- SAE International. AMS 5665: Nickellegierung, korrosions- und hitzebeständig, Stangen, Stäbe und Draht. SAE International, Warrendale, PA.
- Europäisches Komitee für Normung (CEN). EN 10204: Metallprodukte – Arten von Prüfbescheinigungen. CEN, Brüssel.
- London Metal Exchange (LME). Daten zu den Nickel-Kassapreisen. LME, London.
- ASM International. ASM-Handbuch Band 2: Eigenschaften und Auswahl – Nichteisenlegierungen und Werkstoffe für spezielle Anwendungen. ASM International, Materials Park, OH.
Holen Sie sich Ihre Inconel 600-Rundstangen bei MWalloys
Wenn Sie Rundstangen aus Inconel 600 gemäß ASTM B166 in Durchmessern von 3 mm bis 500 mm benötigen, unterbreitet Ihnen MWalloys innerhalb von 24 Stunden ein Angebot. Wir bieten keine Mindestbestellmenge, vollständige 3.1-Werksprüfzeugnisse, optionale Inspektion durch Dritte sowie Versand per Luft-, See- oder Landweg an jeden Ort weltweit. Erstbestellungen werden auf T/T-Zahlungsbasis abgewickelt, und wir verfügen über Lagerbestände für eine beschleunigte Lieferung.
Wenden Sie sich noch heute an unser technisches Vertriebsteam: Senden Sie Ihre Spezifikation, den gewünschten Durchmesser und die Länge, die Menge sowie den Lieferort an unser Anfrage-Team, und wir senden Ihnen ein detailliertes Angebot mit Angaben zu Preis, Lieferzeit, geltenden Zertifizierungen und Logistikoptionen zu. MWalloys liefert nicht nur Material, sondern auch die Gewissheit, dass die an Ihren Standort gelieferte Ware genau den Spezifikationen entspricht und zertifiziert ist.
