MWalloys suministros Inconel 600 Barras redondas en medidas estándar conformes con la norma ASTM B166, con composición química verificada, propiedades mecánicas certificadas y capacidad de envío a todo el mundo. Disponemos de existencias tanto en estado laminado en caliente como trefilado en frío, ofrecemos cortes a medida de 3 mm a 500 mm de diámetro, no aplicamos restricciones de cantidad mínima de pedido y entregamos en un plazo de 10 a 40 días laborables. Tanto si es un responsable de compras que realiza pedidos al por mayor como un ingeniero de mantenimiento que solicita una sola pieza, MWalloys proporciona certificados de ensayo de fábrica, asistencia en inspecciones de terceros y precios competitivos franco fábrica respaldados por años de experiencia metalúrgica.
Si su proyecto requiere el uso de barras redondas de Inconel 600, puede Contacto para obtener un presupuesto gratuito.
¿Qué es la barra redonda de Inconel 600 y por qué es importante?
La barra redonda de Inconel 600 es un producto sólido y cilíndrico, mecanizado o conformado en caliente a partir de la aleación de níquel-cromo UNS N06600, ampliamente reconocida por su extraordinaria resistencia a la oxidación, la carburación y la corrosión a altas temperaturas en entornos industriales exigentes. La designación de la aleación "600" se remonta a su desarrollo original por parte de Special Metals Corporation bajo la marca registrada Inconel, y sigue siendo una de las aleaciones de níquel más ampliamente especificadas en los sectores aeroespacial, nuclear, petroquímico y de tratamiento térmico más de siete décadas después de su introducción comercial.
En MWalloys hemos procesado y suministrado miles de toneladas métricas de este material a lo largo de los años, y la opinión unánime de nuestros clientes es clara: el Inconel 600 ofrece un rendimiento donde el acero al carbono y el acero inoxidable simplemente fallan. La combinación de aproximadamente un 72,1 % de níquel, entre un 14 % y un 17,1 % de cromo, y entre un 6 % y un 10 % de hierro crea una microestructura austenítica cúbica de caras centradas (FCC) que mantiene su ductilidad en un rango de temperaturas que abarca desde condiciones criogénicas hasta aproximadamente 1093 °C (2000 °F) en servicio intermitente.
La barra redonda es la forma más versátil de esta aleación. Sirve como materia prima para piezas torneadas, bridas, cuerpos de válvulas, rodillos de hornos, componentes de reactores nucleares y soportes de tubos de intercambiadores de calor. Dado que se suministra en estado recocido por defecto, su maquinabilidad es mejor de lo que mucha gente supone inicialmente, siempre que se siga la estrategia de herramientas adecuada.
¿Cuál es la composición química del Inconel 600 en barra?
Comprender la composición química del Inconel 600 es imprescindible para los ingenieros que especifican este material. Sus propiedades químicas determinan todo, desde su resistencia a la corrosión hasta su soldabilidad y su respuesta al tratamiento térmico.
Requisitos de composición química de la norma ASTM B166
| Elemento | Mínimo (%) | Máximo (%) |
|---|---|---|
| Níquel (+ cobalto) | 72.00 | - |
| Cromo | 14.00 | 17.00 |
| Hierro | 6.00 | 10.00 |
| Carbono | - | 0.15 |
| Manganeso | - | 1.00 |
| Silicio | - | 0.50 |
| Azufre | - | 0.015 |
| Cobre | - | 0.50 |
El elevado contenido en níquel es el principal factor que determina la resistencia a la corrosión en entornos reductores y la resistencia a la corrosión bajo tensión inducida por cloruros. El cromo aporta resistencia a la oxidación y estabilidad frente a la sulfuración. El contenido controlado de hierro equilibra el coste y el rendimiento, y garantiza que la aleación conserve un refuerzo por solución sólida suficiente a temperaturas elevadas.
El cobalto se contabiliza junto con el níquel, ya que son elementos químicamente similares y su contenido combinado debe alcanzar un mínimo de 72%. En la práctica, los lotes comerciales suelen tener un contenido de Ni+Co de entre 74 y 76%, lo que significa que la aleación cuenta con un ligero margen químico por encima del límite mínimo especificado.
El contenido de carbono debe mantenerse por debajo de 0,151 % para preservar la resistencia a la corrosión intergranular. Los lotes destinados a aplicaciones nucleares o a un servicio prolongado por encima de los 650 °C pueden fabricarse con un contenido de carbono inferior a 0,051 % en peso, lo que a menudo se denomina Inconel 600 "bajo en carbono", aunque no se trata de una designación ASTM independiente; requiere condiciones de pedido explícitas.
Análisis típico del calor frente al análisis del producto
Los certificados de ensayo de fábrica incluyen tanto un análisis de la colada, tomado directamente de la masa fundida, como un análisis del producto realizado sobre la barra acabada. La norma ASTM B166 permite una pequeña tolerancia en el análisis del producto para cada elemento, lo que tiene en cuenta la segregación durante la solidificación y las variaciones menores introducidas por el trabajo en caliente. Cuando revisamos los MTC entrantes en MWalloys, comparamos ambos análisis con los límites de la especificación y señalamos cualquier anomalía antes de que el material se envíe a nuestro almacén.
¿Qué propiedades mecánicas y físicas deben esperar los ingenieros?
Los requisitos de propiedades mecánicas establecidos en la norma ASTM B166 se aplican a temperatura ambiente y en estado recocido. Sin embargo, los ingenieros que diseñan para un servicio a altas temperaturas necesitan disponer de una visión completa, incluidos datos a temperaturas elevadas que vayan más allá de los requisitos mínimos de la especificación.
Propiedades mecánicas a temperatura ambiente (recocido, ASTM B166)
| Propiedad | Valor mínimo |
|---|---|
| Resistencia a la tracción | 550 MPa (80 ksi) |
| Límite elástico (0,2% offset) | 240 MPa (35 ksi) |
| Alargamiento (calibre de 2 pulgadas) | 30% |
| Dureza Rockwell (típica) | De la talla B75 a la B90 |
Resistencia a la tracción a altas temperaturas (valores típicos)
| Temperatura | Resistencia a la tracción (MPa) | Límite elástico (MPa) |
|---|---|---|
| 204 °C (400 °F) | 524 | 207 |
| 427 °C (800 °F) | 490 | 193 |
| 649 °C (1200 °F) | 434 | 172 |
| 871 °C (1600 °F) | 248 | 138 |
| 982 °C (1800 °F) | 131 | 103 |
Estos valores se han obtenido a partir de datos técnicos publicados y deben utilizarse únicamente para el diseño preliminar. Las tensiones del diseño definitivo deben ajustarse al código aplicable para recipientes a presión o estructuras, como la Sección II, Parte D, de la norma ASME, en la que se incluye el Inconel 600 para temperaturas de hasta 649 °C (1200 °F) en aplicaciones a presión.
Propiedades físicas fundamentales
| Propiedad | Valor |
|---|---|
| Densidad | 8,47 g/cm³ (0,306 lb/pulg³) |
| Intervalo de fusión | De 1354 a 1413 °C (de 2470 a 2575 °F) |
| Calor específico (21 °C) | 444 J/kg·°C |
| Conductividad térmica (21 °C) | 14,9 W/m·°C |
| Resistividad eléctrica | 1,03 µΩ·m |
| Permeabilidad magnética | Prácticamente no magnético (µ < 1,01) |
| Coeficiente de expansión térmica (21–93 °C) | 13,3 µm/m·°C |
La baja conductividad térmica en comparación con el acero al carbono es un factor importante durante el mecanizado: el calor se acumula en el filo de corte en lugar de disiparse hacia la pieza de trabajo. Por eso, el Inconel 600 requiere velocidades de corte más bajas y una aplicación más intensa de refrigerante que las aleaciones de ingeniería estándar.
¿Qué establece realmente la norma ASTM B166 para las barras redondas de aleación de níquel?
La norma ASTM B166 es la especificación de referencia publicada por ASTM International titulada "Especificación estándar para varillas y barras de aleaciones de níquel-cromo-hierro y níquel-cromo-cobalto-molibdeno". Abarca varios números UNS, siendo el N06600 (Inconel 600) uno de los más solicitados.
Ámbito de aplicación de la norma ASTM B166
La especificación aborda:
- Límites de composición química (análisis térmico y del producto).
- Valores mínimos de las propiedades mecánicas para cada estado de temple.
- Variaciones admisibles en las dimensiones y tolerancias.
- Requisitos aplicables en materia de tratamiento térmico.
- Métodos de ensayo e inspección.
- Requisitos de certificación y documentación.
- Normas de etiquetado y envasado.
Estado y acabado
La norma ASTM B166 establece dos condiciones principales para las varillas y barras de Inconel 600:
Acabado en caliente (HF): Se fabrica mediante laminación en caliente o forjado en caliente, y suele suministrarse con una superficie con escoria o ligeramente desescoriada. Las tolerancias dimensionales son más amplias que las del material trefilado en frío.
Tremado en frío (CD): Se fabrica pasando una barra acabada en caliente por una matriz a temperatura ambiente. El acabado superficial es notablemente más liso, las tolerancias dimensionales son más estrictas y el material puede presentar una resistencia ligeramente superior con un menor alargamiento en comparación con el acabado en caliente.
Ambos productos pueden suministrarse en estado recocido, en el que el material se somete a un tratamiento térmico de solubilización para disolver los carburos y aliviar las tensiones internas, lo que maximiza la ductilidad y la resistencia a la corrosión.
Especificaciones relacionadas
| Especificación | Alcance |
|---|---|
| ASTM B166 | Barras y varillas (redondas, hexagonales, cuadradas) |
| ASTM B167 | Tubos sin soldadura |
| ASTM B163 | Tubo sin soldadura para condensadores e intercambiadores de calor |
| ASTM B168 | Chapas, hojas y tiras |
| ASME SB-166 | Equivalente de la norma ASME a la norma ASTM B166 (para uso en aplicaciones nucleares y recipientes a presión) |
| DIN 17742 | Norma alemana relativa al NiCr15Fe (2.4816) |
| EN 10095 | Norma europea sobre aceros resistentes al calor y aleaciones de níquel |
| AMS 5665 | Especificaciones de materiales aeroespaciales para barras, varillas y alambre |
Cuando los clientes nos solicitan el suministro de "barras redondas de Inconel 600 según la norma ASTM B166", están exigiendo el cumplimiento de todo el alcance de dicha norma, incluyendo todos los ensayos mecánicos, la certificación química y los requisitos dimensionales. Suministramos material con doble certificación según las normas ASTM B166 y ASME SB-166 bajo pedido, lo cual es una práctica habitual entre los fabricantes de equipos a presión.
¿Qué gama de tamaños y tolerancias ofrece MWalloys?
Una de las preguntas que nos plantean con más frecuencia los equipos de compras es: "¿Tienen en stock el diámetro exacto que necesito y qué tolerancias debo indicar en mi orden de compra?". La respuesta depende de si necesita barras acabadas en caliente o estiradas en frío, y de si requiere tolerancias estándar o de precisión.
Gama de diámetros estándar
| Forma del producto | Diámetro |
|---|---|
| Barra redonda laminada en caliente | De 12 mm a 500 mm |
| Barra redonda estirada en frío | 3 mm a 100 mm |
| Barra redonda forjada (torneada en bruto) | De 100 mm a más de 600 mm (bajo pedido) |
Opciones de longitud estándar
MWalloys suministra barras redondas de Inconel 600 en las siguientes longitudes:
- Longitud aleatoria: De 1500 mm a 6000 mm (producción estándar de fábrica).
- Longitud de corte fija: Cualquier longitud entre 100 mm y 6000 mm, con un corte con una tolerancia de ±2 mm.
- Trozos cortos / recortes: Disponible en stock para la creación de prototipos o pedidos de muestras.
ASTM B166: Tolerancias de diámetro para barras trefiladas en frío
| Diámetro (mm) | Ancho (mm) | Altura (mm) |
|---|---|---|
| Hasta 12,7 | +0.00 | -0.08 |
| de 12,7 a 25,4 | +0.00 | -0.10 |
| 25,4 a 50,8 | +0.00 | -0.13 |
| 50,8 a 76,2 | +0.00 | -0.18 |
| 76,2 a 101,6 | +0.00 | -0.20 |
ASTM B166: Tolerancias de diámetro para barras acabadas en caliente
| Diámetro (mm) | Ancho (mm) | Altura (mm) |
|---|---|---|
| Hasta 25,4 | +0.40 | -0.40 |
| 25,4 a 50,8 | +0.60 | -0.60 |
| 50,8 a 101,6 | +0.80 | -0.80 |
| 101,6 a 203,2 | +1.60 | -1.60 |
También podemos suministrar material que cumpla con tolerancias propias más estrictas o con los requisitos de tolerancia de precisión de la norma AMS 2241 para aplicaciones aeroespaciales, siempre que se especifique en el momento de realizar el pedido.
¿Qué procesos de fabricación permiten obtener barras de Inconel 600 de alta calidad?
El proceso de fabricación de la barra redonda de Inconel 600 influye directamente en la estructura del grano, la calidad de la superficie, la integridad interna y las propiedades mecánicas finales. Comprender esta cadena de procesos ayuda a los ingenieros y a los responsables de calidad a evaluar la capacidad de los proveedores.
Fundición y refinado
El Inconel 600 se produce mediante fundición por inducción al vacío (VIM) para lograr un control riguroso de la composición química, en particular del azufre, el carbono y los oligoelementos. Para aplicaciones críticas, el proceso VIM va seguido de una refundición por arco al vacío (VAR) o una refundición por electroescoria (ESR) para mejorar la homogeneidad del lingote, reducir la segregación y eliminar la porosidad interna. El resultado es una microestructura más limpia y homogénea que mejora la resistencia a la fatiga y el comportamiento frente a la corrosión durante el servicio.
Trabajo en caliente
Los lingotes se calientan normalmente a una temperatura de entre 1038 y 1177 °C y se forjan o laminan hasta alcanzar las dimensiones de una palanquilla intermedia, para luego volver a laminarse hasta obtener las dimensiones finales de la barra. La reducción en caliente en varias pasadas descompone la estructura de grano dendrítico tal y como sale de la fundición, produciendo un grano fino y equiaxial que mejora tanto la resistencia como la tenacidad. La temperatura de laminado de acabado se controla cuidadosamente para evitar un crecimiento excesivo del grano, lo que comprometería las propiedades mecánicas.
Dibujo en frío
La barra laminada en caliente destinada a la fabricación de productos trefilados en frío se somete primero a un decapado para eliminar la cascarilla y, a continuación, se trefila a través de una serie de matrices de carburo de tungsteno de diámetro progresivamente menor. Cada pasada de trefilado aplica una cantidad controlada de deformación en frío, que suele suponer una reducción de la sección transversal de entre el 10 y el 30 % por pasada. Entre cada pasada se aplican ciclos de recocido intermedio para restaurar la ductilidad y evitar el agrietamiento. El recocido final a aproximadamente 980-1066 °C en un horno de atmósfera controlada restaura las propiedades mecánicas especificadas y disuelve los carburos de cromo que, de otro modo, sensibilizarían el material.
Acabado de superficies
Las condiciones de superficie disponibles son las siguientes:
- Negro (tal y como sale del laminador/tal y como sale de la forja): Presencia de incrustaciones de óxido; se utiliza para su posterior procesamiento.
- Descalcificado / decapado: Desincrustado mediante decapado ácido, apto para numerosos usos industriales.
- Recocido brillante: Recocido en una atmósfera de hidrógeno o de hidrógeno y nitrógeno, lo que da como resultado una superficie lisa y sin óxido.
- Rectificado / torneado: Acabado mecánico con una rugosidad superficial específica, a menudo de Ra 1,6 µm o superior.
- Pulido: Disponible para aplicaciones sanitarias o decorativas.
¿En qué se diferencia el Inconel 600 de otras aleaciones para altas temperaturas?
Los ingenieros nos piden a menudo que les ayudemos a elegir entre el Inconel 600 y otras aleaciones. La comparación depende del entorno de trabajo concreto, el rango de temperaturas, el nivel de resistencia requerido y el presupuesto.
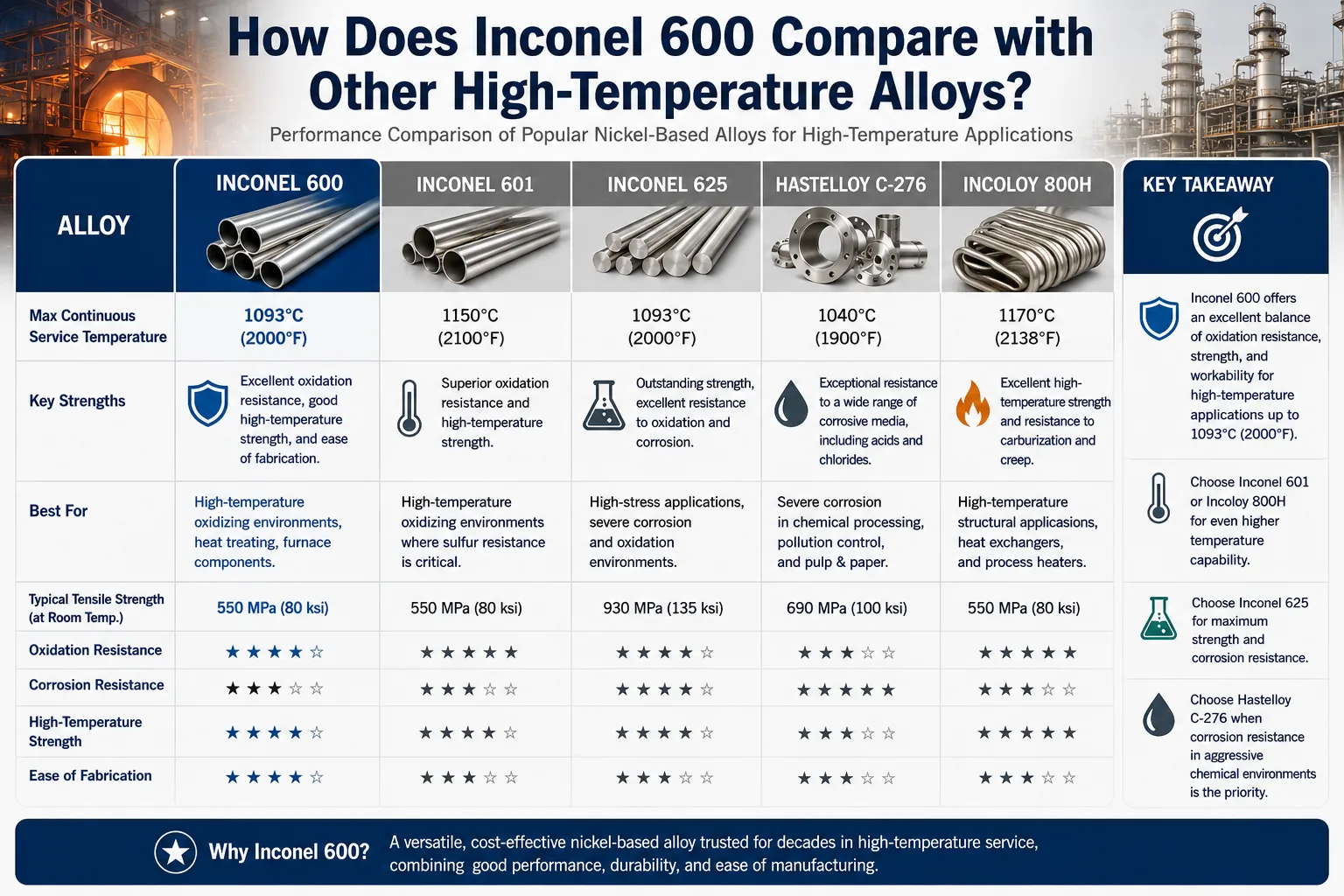
Inconel 600 frente a Inconel 625
El Inconel 625 (UNS N06625) contiene molibdeno y niobio, además de níquel y cromo. Esto le confiere una resistencia significativamente mayor gracias al endurecimiento por solución sólida y por precipitación, así como una mejor resistencia a la corrosión por picaduras y en hendiduras en entornos que contienen cloruro. Sin embargo, el Inconel 625 cuesta aproximadamente entre un 30 y un 50 % más por kilogramo que el Inconel 600. Para aplicaciones que implican principalmente resistencia a la oxidación o a la carburación a altas temperaturas, en las que las cargas mecánicas son moderadas, el Inconel 600 es la opción más económica.
Inconel 600 frente a Inconel 601
El Inconel 601 (UNS N06601) incorpora aproximadamente un 1,351 % de aluminio a su composición, lo que genera una capa densa de alúmina durante la oxidación que ofrece una protección superior a temperaturas superiores a 1000 °C. Cuando las temperaturas de servicio superan constantemente los 980 °C, a menudo se prefiere el Inconel 601. Por debajo de ese umbral, el Inconel 600 suele ofrecer una vida útil frente a la oxidación adecuada a un menor coste.
Inconel 600 frente a Incoloy 800/800H
Las aleaciones de la serie Incoloy 800 (UNS N08800/N08810) contienen aproximadamente un 32,1 % de hierro, frente al 6-10,1 % de las aleaciones Inconel 600, lo que las hace considerablemente más económicas. Ofrecen un buen rendimiento en muchas aplicaciones a alta temperatura, pero son más susceptibles a la corrosión por tensión bajo cloruro y tienen un menor contenido de níquel para entornos reductores. Para aplicaciones en el rango de 700 a 900 °C que impliquen atmósferas de carburación o nitruración, el Inconel 600 suele superar al Incoloy 800H.
Resumen comparativo de propiedades
| Propiedad | Inconel 600 | Inconel 625 | Inconel 601 | Incoloy 800H |
|---|---|---|---|---|
| Número UNS | N06600 | N06625 | N06601 | N08810 |
| Contenido de níquel (%) | ~72 | ~58 | ~60 | ~32 |
| Temperatura máxima de servicio. | 1093 °C | 980 °C | 1260 °C | 1100 °C |
| Resistencia a la tracción (MPa) | 550+ | 827+ | 550+ | 517+ |
| Cloruro Resistencia SCC | Excelente | Excelente | Excelente | Bien |
| Coste relativo | Moderado | Alta | Moderado-alto | Baja |
¿Qué sectores utilizan la barra redonda de Inconel 600 y por qué?
La barra redonda de Inconel 600 se utiliza en una gama de sectores más amplia de lo que la mayoría de los ingenieros cree en un principio. Su combinación de resistencia a la corrosión, estabilidad a altas temperaturas y carácter no magnético la hace útil en aplicaciones en las que la mayoría de las demás aleaciones alcanzan sus límites.
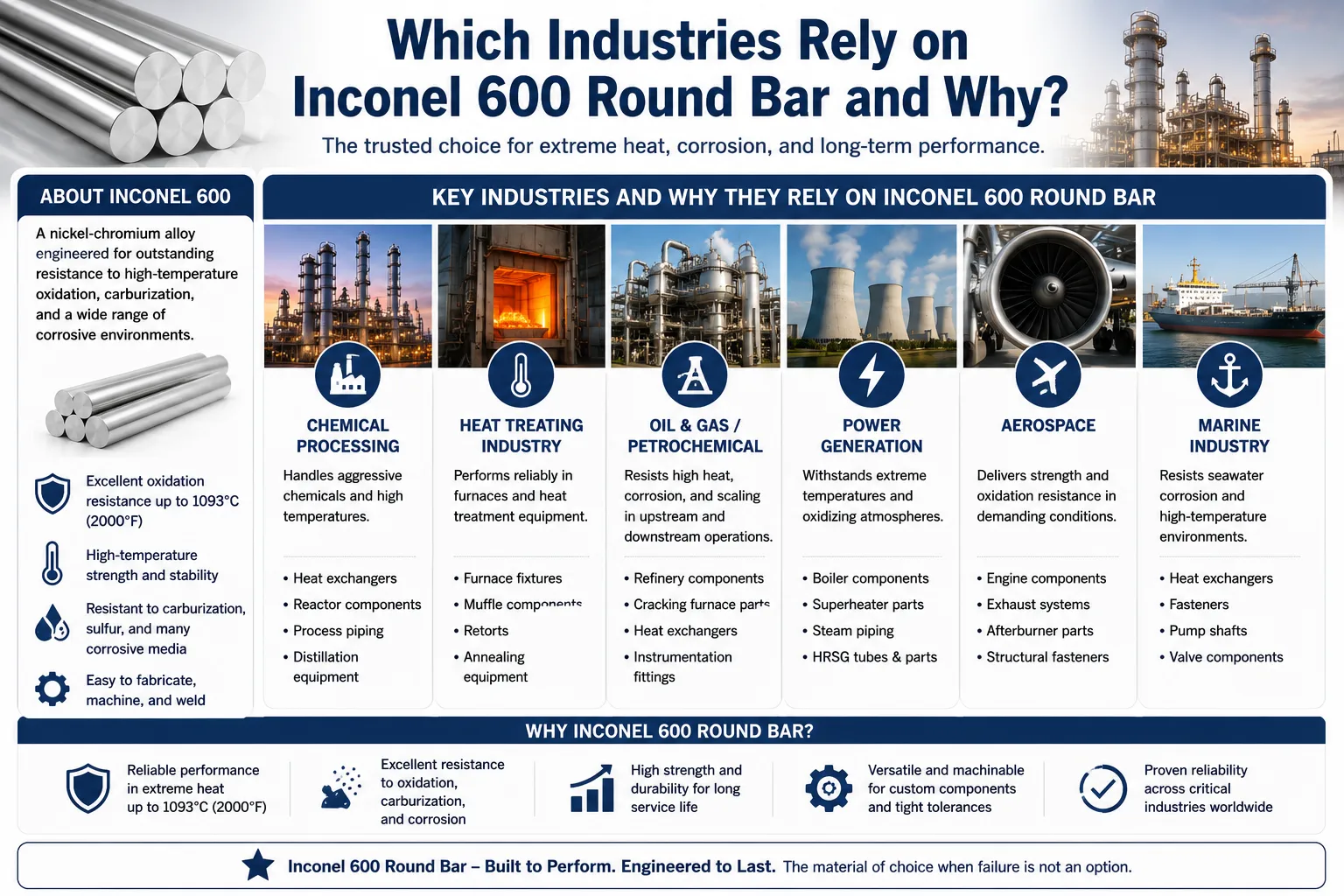
Aeroespacial y turbinas de gas
Una de las principales aplicaciones es el equipamiento de hornos utilizado durante el tratamiento térmico de componentes aeroespaciales, lo que incluye rodillos, cestas y accesorios para hornos. La aleación resiste la oxidación y la carburación durante ciclos térmicos repetidos. También se utiliza para componentes del revestimiento de la cámara de combustión de motores a reacción en diseños de motores más antiguos, aunque los motores más modernos utilizan principalmente superaleaciones con mayor resistencia.
Generación de energía nuclear
El Inconel 600 se ha utilizado ampliamente en los tubos de los generadores de vapor de los reactores de agua a presión (PWR), en las carcasas de los mecanismos de accionamiento de las barras de control y en las penetraciones de la tapa de la vasija del reactor. Aunque la corrosión por tensión en el agua primaria ha llevado a muchas centrales a pasar a utilizar Inconel 690 para los nuevos generadores de vapor, el Inconel 600 sigue en servicio en muchas plantas existentes y sigue indicándose para determinados componentes internos del reactor, piezas de reparación y sistemas auxiliares.
Procesamiento químico y petroquímico
La aleación resiste una amplia gama de productos químicos corrosivos, entre los que se incluyen los ácidos orgánicos, las soluciones alcalinas calientes y el amoníaco. Se utiliza para ejes de reactores, palas de agitadores, deflectores de intercambiadores de calor y boquillas de recipientes a presión en plantas que manipulan sosa cáustica (NaOH), compuestos clorados y corrientes de productos químicos orgánicos a temperaturas elevadas.
Equipos de tratamiento térmico
Esta podría ser la aplicación más importante en términos de volumen. Los tubos radiantes, los revestimientos de retorta, las cestas, los accesorios y los rodillos de los hornos de cementación, nitruración y atmósfera neutra se fabrican con barras y chapas de Inconel 600. La resistencia de la aleación tanto a las atmósferas oxidantes como a las de cementación la convierte en la elección natural para equipos que alternan entre estas condiciones.
Industria alimentaria y farmacéutica
La resistencia del Inconel 600 al ácido nítrico y a los ácidos orgánicos, junto con su carácter no magnético, lo hace idóneo para equipos de procesamiento en la industria alimentaria y farmacéutica. Se utiliza en autoclaves, recipientes de reacción y equipos de mezcla a alta temperatura.
Fabricación de productos electrónicos
Los elementos calefactores para hornos de difusión de semiconductores y los calentadores de resistencia eléctrica se fabrican con alambre y varillas de Inconel 600. Esta aleación mantiene una resistividad eléctrica adecuada y no contamina los procesos de fabricación de semiconductores con oligoelementos nocivos.
¿Qué opciones de tratamiento térmico y acabado superficial hay disponibles?
El tratamiento térmico influye considerablemente en la microestructura y el rendimiento en servicio de la barra redonda de Inconel 600. La condición de suministro estándar según la norma ASTM B166 es el recocido, pero los ingenieros deben comprender qué implica esto y en qué casos podrían aplicarse tratamientos alternativos.
Recocido
El recocido completo se lleva a cabo a una temperatura de entre 980 y 1066 °C, seguido de un enfriamiento rápido en agua o al aire. Este tratamiento disuelve los carburos intergranulares, maximiza la ductilidad y la tenacidad, y restaura la resistencia óptima a la corrosión. Es la condición estándar para la mayoría de las aplicaciones industriales.
Recocido de laminación frente a recocido final
El recocido en laminación es el recocido intermedio que se aplica durante el trefilado en frío entre cada pasada. El recocido final es el último tratamiento térmico que se aplica antes de que la barra acabada salga de la planta de laminación. El material conforme a la norma ASTM B166 se suministra en estado de recocido final, salvo que se especifique lo contrario en la orden de compra.
Recocido antiestrés
Tras las operaciones de mecanizado, soldadura o conformado, se puede aplicar un tratamiento de alivio de tensiones a una temperatura de entre 870 y 900 °C durante 1 a 3 horas para reducir las tensiones residuales sin alterar significativamente la microestructura. Esto se suele especificar para componentes que van a funcionar en entornos en los que existe riesgo de agrietamiento por corrosión bajo tensión, especialmente en el circuito primario de agua de las aplicaciones nucleares.
Aspectos a tener en cuenta en el endurecimiento por envejecimiento
A diferencia de algunas superaleaciones de níquel, el Inconel 600 no es una aleación endurecible por precipitación. No responde a los tratamientos térmicos de endurecimiento por envejecimiento. Su resistencia solo puede aumentarse mediante el trabajo en frío, lo que, naturalmente, reduce la elongación y dificulta las operaciones de conformado. Para aplicaciones que requieren una resistencia superior a la que ofrece el estado recocido, el Inconel 625 o el Inconel 718 suelen ser opciones más adecuadas.
Riesgo de sensibilización
El Inconel 600 con un contenido de carbono superior a 0,051 % puede sensibilizarse cuando se expone a temperaturas comprendidas entre 650 y 750 °C durante períodos prolongados. Los carburos de cromo se precipitan en los límites de grano, agotando el cromo de las zonas adyacentes y haciendo que estas sean susceptibles a la corrosión intergranular y a la fisuración por corrosión bajo tensión. Esto debe tenerse en cuenta en cualquier aplicación que implique un servicio prolongado en ese rango de temperaturas. El recocido de solución tras la exposición puede restaurar la resistencia a la corrosión.
¿Cómo se someten a ensayo, inspección y certificación las barras de Inconel 600?
El control de calidad de las barras redondas de Inconel 600 es un proceso de varias etapas que comienza en la planta de fundición y finaliza con la revisión de la documentación en el departamento de control de entrada del cliente. En MWalloys, aplicamos un estricto protocolo de calidad que cumple con los requisitos de la norma ASTM B166 y se amplía a las pruebas complementarias opcionales solicitadas por los clientes.
Ensayos obligatorios según la norma ASTM B166
Análisis químico: Cada lote debe analizarse para determinar todos los elementos que figuran en la tabla de composición química. El análisis del lote lo realiza la planta de fundición; el análisis del producto se lleva a cabo sobre una muestra tomada del producto acabado en la fábrica o en un laboratorio independiente.
Pruebas de tracción: Una prueba de tracción por lote (entendiéndose por «lote» el conjunto de barras procedentes de la misma fundición, en las mismas condiciones y del mismo proceso de tratamiento térmico). Las pruebas deben confirmar que la resistencia a la tracción, el límite elástico y el alargamiento cumplen los requisitos mínimos de la norma ASTM B166.
Tamaño del grano (opcional, previo acuerdo): Se puede especificar el tamaño de grano según la norma ASTM E112; normalmente se utiliza ASTM 5 o un tamaño más fino para las barras trefiladas en frío.
Pruebas opcionales y complementarias disponibles en MWalloys
| Prueba | Estándar | Propósito |
|---|---|---|
| Corrosión intergranular (IGC) | ASTM A262, Método E | Comprobar la resistencia a la sensibilización |
| Pruebas ultrasónicas (UT) | ASTM E428 | Detectar defectos internos |
| Inspección por partículas magnéticas | ASTM E1444 | Detección de defectos superficiales y subyacentes |
| Inspección por líquidos penetrantes | ASTM E165 | Detección de defectos en la superficie |
| Pruebas de dureza | ASTM E18 (Rockwell) | Comprobar la uniformidad del tratamiento térmico |
| Identificación positiva del material | PMI según la norma ASTM E1476 | Confirmar la composición de la aleación |
| Corrosión por picaduras/corrosión intercrestal | ASTM G48 | Para uso en entornos con exposición al cloruro |
| Inspección realizada por un tercero | Especificado por el cliente | Verificación independiente |
Contenido del certificado de ensayo de fábrica (MTC)
Todos los envíos de MWalloys van acompañados de un certificado de ensayo de materiales 3.1 conforme a la norma EN 10204 (o equivalente), que incluye:
- Número de lote y número de certificado.
- Referencia de la especificación (ASTM B166, UNS N06600).
- Descripción del producto (diámetro, longitud, estado).
- Composición química (análisis térmico y análisis del producto, cuando sea necesario).
- Resultados de los ensayos mecánicos, con la ubicación y la orientación de la probeta.
- Detalles del tratamiento térmico.
- Firma autorizada y declaración de certificación.
Conservamos copias de todos los certificados de mantenimiento (MTC) durante un mínimo de 10 años y podemos volver a emitirlos previa solicitud para facilitar el mantenimiento de los registros de servicio o las auditorías de cumplimiento normativo.
¿Cuáles son las condiciones generales de suministro y envío de MWalloys?
Información sobre pedidos e inventario
MWalloys dispone de un amplio stock de barras redondas de Inconel 600 en los diámetros más solicitados. Este stock se encuentra repartido entre nuestros almacenes y está disponible para su envío inmediato. En el caso de los tamaños que no se encuentran en stock, los artículos se fabrican bajo pedido y los plazos de entrega se comunican en el momento de la cotización.
| Parámetro | Detalles |
|---|---|
| Cantidad mínima de pedido | Sin restricción mínima |
| Plazo de entrega estándar | De 10 a 40 días laborables |
| Condiciones de pago del primer pedido | T/T (transferencia telegráfica) |
| Condiciones de pago para cuentas ya abiertas | Por acuerdo |
| Disponibilidad de existencias | Sí, determinados diámetros disponibles en stock |
| Corte a medida | Disponible con una tolerancia de ±1 mm |
Transporte y logística
MWalloys presta servicio a clientes de todas las principales regiones industriales y puede organizar la entrega mediante los siguientes métodos:
- Transporte aéreo: Ideal para envíos urgentes de poco peso en los que la rapidez es más importante que el coste del transporte.
- Transporte marítimo (LCL o FCL): Método estándar para pedidos al por mayor; rentable para envíos de más de 500 kg.
- Transporte terrestre / transporte por carretera: Disponible para envíos nacionales y regionales; también se utiliza para entregas transfronterizas en zonas comerciales continentales.
Todo el material se embala para evitar daños en la superficie durante el transporte. Las barras trefiladas se envuelven individualmente en papel encerado o film plástico; las barras acabadas en caliente se agrupan con flejes de acero y se protegen con cajas de madera contrachapada cuando el diámetro o la longitud de las barras lo hacen necesario.
Documentación de exportación
Con cada envío internacional proporcionamos de serie la siguiente documentación:
- Factura comercial
- Lista de embalaje
- Certificado de origen
- Certificado de ensayo de materiales (EN 10204 3.1)
- Conocimiento de embarque o carta de porte aéreo
- Ficha de datos de seguridad (FDS), cuando así lo exijan las normativas del país importador.
¿Cómo se mecaniza, se suelda y se fabrica la barra redonda de Inconel 600?
El Inconel 600 se mecaniza, suelda y conforma habitualmente en los talleres de fabricación industrial, pero su comportamiento difiere del del acero al carbono o incluso del acero inoxidable austenítico. Conocer estas diferencias antes de iniciar la producción permite evitar costosos desechos y la sustitución de herramientas.
Mecanizado de Inconel 600
El Inconel 600 se endurece rápidamente por deformación durante el corte. Una vez que la herramienta de corte entra en contacto con el material y se detiene el avance, la herramienta se ve sometida a un roce contra una capa superficial cada vez más dura. Las reglas fundamentales para un mecanizado satisfactorio son:
Utilice herramientas afiladas en todo momento. Para el torneado y el fresado se recomiendan las plaquitas de metal duro o cerámicas. Las herramientas de acero rápido pueden utilizarse para taladrar y escariar, pero deben sustituirse con mayor frecuencia.
Mantenga un avance y un corte continuos. Nunca mantenga la herramienta inmóvil sobre la pieza de trabajo. Programe avances continuos que permitan que la herramienta siga cortando material nuevo.
Utilice velocidades de corte entre 30 y 50 % más lentas que las empleadas para el acero inoxidable 316. Las velocidades de torneado habituales para el Inconel 600 recocido con herramientas de carburo oscilan entre los 25 y los 50 m/min de velocidad superficial, con una velocidad de avance de entre 0,15 y 0,30 mm por revolución.
Aplica una cantidad generosa de refrigerante. Los refrigerantes solubles en agua a caudales elevados son eficaces. Evite los aceites de baja viscosidad que no ofrecen una protección térmica adecuada.
Soldadura de Inconel 600
El Inconel 600 se puede soldar fácilmente mediante todos los procesos estándar de soldadura por fusión: GTAW (TIG), GMAW (MIG), SMAW (con electrodo revestido) y SAW (arco sumergido). Entre los aspectos más destacados se incluyen:
- Utilice metales de aportación de Inconel 82/182 (ERNiCr-3/ENiCrFe-3) para soldaduras con composición química compatible
- Limpia bien el metal base antes de soldar; la contaminación orgánica puede provocar porosidad por hidrógeno o fisuración en caliente
- Mantenga las temperaturas entre pasadas por debajo de los 177 °C para controlar el crecimiento de los granos y la tensión residual en la zona afectada por el calor
- Por lo general, el tratamiento térmico posterior a la soldadura (PWHT) no es necesario para el Inconel 600, pero puede especificarse para aplicaciones sensibles a la tensión o cuando se utiliza un metal base con bajo contenido en carbono
Conformado y plegado
El Inconel 600 presenta una ductilidad suficiente en estado recocido para la mayoría de las operaciones de conformado en frío. El doblado con rodillos de barras redondas para formar anillos o arcos es una técnica habitual en la fabricación de accesorios para hornos. Debido al endurecimiento por deformación, los radios de curvatura deben ser, como mínimo, de 2 a 3 veces el diámetro de la barra en el caso del conformado en frío. Para radios más cerrados o formas complejas, el método preferido es el conformado en caliente a una temperatura de entre 980 y 1177 °C, seguido de un recocido de solubilización.
Preguntas frecuentes
1. ¿Cuáles son las especificaciones estándar de la barra redonda de Inconel 600 y qué exige la norma ASTM B166?
La norma ASTM B166 es el principal documento normativo para las barras redondas y las varillas de Inconel 600 (UNS N06600). Establece los límites mínimos de composición química, incluyendo al menos un 72% de níquel y cobalto combinados, entre un 14 y un 17% de cromo, y entre un 6 y un 10% de hierro. Los valores mínimos de las propiedades mecánicas en estado recocido son una resistencia a la tracción de 550 MPa, un límite elástico de 240 MPa y un alargamiento del 30%. La especificación también abarca las tolerancias dimensionales, las condiciones de tratamiento térmico, los protocolos de ensayo requeridos y la documentación de certificación. MWalloys suministra todas las barras redondas con certificados de ensayo completos 3.1 según la norma EN 10204, lo que confirma el cumplimiento de todos los requisitos de la norma B166. La norma ASME SB-166 es el equivalente para equipos a presión y está disponible como certificación dual bajo pedido.
2. ¿Existe una cantidad mínima de pedido para la barra redonda de Inconel 600 de MWalloys?
No, MWalloys no exige una cantidad mínima de pedido. Atendemos a clientes que van desde instituciones de investigación que solicitan un solo metro de barra para pruebas de prototipos hasta grandes fabricantes industriales que solicitan varias toneladas métricas por pedido. Naturalmente, los precios son más favorables para volúmenes mayores, y podemos proporcionar un presupuesto por tramos que muestre los precios por kilogramo en diferentes rangos de peso. Para los clientes con necesidades urgentes de pequeñas cantidades, a menudo podemos realizar envíos desde el stock disponible en un plazo de 48 a 72 horas para pedidos de transporte aéreo.
3. ¿Cuánto tarda el envío y qué métodos de envío hay disponibles?
El plazo de entrega estándar de MWalloys es de entre 10 y 40 días laborables a partir de la confirmación del pedido y la recepción del pago. Los artículos en stock con diámetros estándar suelen enviarse en un plazo de entre 5 y 10 días laborables. Los tamaños que no están en stock, las longitudes de corte especiales o los pedidos que requieran una inspección por parte de terceros pueden alargar el plazo hasta el límite superior de 40 días. Ofrecemos tres modalidades de envío: transporte aéreo para paquetes pequeños urgentes, transporte marítimo (LCL o FCL) para pedidos a granel en los que el tiempo de tránsito no es tan crítico, y transporte terrestre para clientes regionales. Nos encargamos de toda la documentación de exportación, incluyendo la factura comercial, la lista de embalaje, el certificado de origen y los certificados de ensayo de materiales.
4. ¿Cuál es la diferencia entre la barra redonda de Inconel 600 laminada en caliente y la estirada en frío?
Las barras acabadas en caliente se fabrican mediante laminado o forjado a altas temperaturas y suelen presentar una superficie rugosa y con escamas, con tolerancias dimensionales más amplias. Las barras estiradas en frío se fabrican pasando las barras acabadas en caliente por matrices de precisión a temperatura ambiente, lo que da como resultado una superficie más lisa, tolerancias dimensionales más ajustadas y un límite elástico ligeramente superior debido al trabajo en frío residual. Ambos están disponibles en MWalloys. El material estirado en frío en estado recocido cumple los mismos requisitos mínimos de propiedades mecánicas de la norma ASTM B166 que el material recocido acabado en caliente. La elección suele reducirse a si se da prioridad al acabado superficial o a la precisión dimensional, siendo el material estirado en frío el preferido para componentes mecanizados de precisión y el acabado en caliente el adecuado para fabricaciones soldadas o piezas mecanizadas en bruto en las que el desbaste es considerable.
5. ¿Se puede utilizar la barra redonda de Inconel 600 en aplicaciones relacionadas con reactores nucleares?
Sí, el Inconel 600 cuenta con una larga trayectoria en aplicaciones de energía nuclear, especialmente en reactores de agua a presión (PWR). Se ha utilizado para los tubos de los generadores de vapor, las penetraciones de la tapa de la vasija del reactor y los mecanismos de accionamiento de las barras de control. Sin embargo, es susceptible a la corrosión por fisuración bajo tensión en el agua primaria (PWSCC) en determinadas condiciones de tensión residual y temperatura, lo que provocó fisuras inducidas por el servicio en algunas centrales PWR a partir de la década de 1980. Muchas empresas de servicios públicos han sustituido los tubos de los generadores de vapor por Inconel 690, que presenta una mejor resistencia a la PWSCC. El Inconel 600 sigue utilizándose para los componentes internos de los reactores y los componentes de sustitución en las centrales existentes. Las aplicaciones nucleares suelen requerir la certificación ASME SB-166, ensayos complementarios, incluidos los ensayos IGC según la norma ASTM A262, y documentación de trazabilidad completa.
6. ¿Cuáles son las aplicaciones más habituales de la barra redonda de Inconel 600?
Entre las aplicaciones más habituales se incluyen los componentes de hornos, como rodillos, accesorios, cestas y soportes para hornos de tratamiento térmico que operan en entornos de carburación, nitruración o atmósfera neutra; ejes y agitadores de reactores químicos expuestos a soluciones cáusticas calientes, ácidos orgánicos o disolventes clorados; componentes de reactores nucleares, incluidas las carcasas de las barras de control y los materiales de reparación; placas de soporte y deflectores de intercambiadores de calor en servicio a alta temperatura; elementos calefactores eléctricos para hornos industriales y de semiconductores; y accesorios para motores aeroespaciales utilizados durante el tratamiento térmico de componentes de titanio y superaleaciones de níquel. La combinación de resistencia a la oxidación, resistencia a la carburación e inmunidad a la corrosión bajo tensión por cloruro de la aleación la hace eficaz en todos estos entornos.
7. ¿Cómo se debe almacenar la barra redonda de Inconel 600 para evitar la corrosión?
El Inconel 600 es considerablemente más resistente a la corrosión que el acero al carbono o los aceros inoxidables estándar, pero sigue siendo recomendable seguir unas prácticas de almacenamiento adecuadas. El material debe almacenarse en interiores, en un entorno seco, evitando el contacto directo con componentes de acero al carbono, ya que estos pueden transferir partículas de hierro a la superficie que, posteriormente, se oxidan y manchan la superficie de la aleación de níquel. Las barras individuales deben separarse con alfombrillas de plástico o goma, o envolverse en una película protectora para evitar daños galvánicos o mecánicos en la superficie. Si el almacenamiento al aire libre es inevitable, el material debe elevarse del suelo, cubrirse con lonas impermeables e inspeccionarse periódicamente para detectar la acumulación de humedad. El almacenamiento a largo plazo de barras brillantes trefiladas en frío en entornos costeros húmedos puede requerir un recubrimiento protector adicional en los extremos de las barras para evitar la decoloración por oxidación.
8. ¿Cuál es el rango de precios de la barra redonda de Inconel 600 y qué factores influyen en el coste?
El precio de la barra redonda de Inconel 600 varía en función de los precios mundiales del níquel, ya que este metal representa aproximadamente el 70 % de la masa de la aleación y una parte proporcional del coste de la materia prima. Otros factores que influyen en el coste son el diámetro y el estado de la barra (el trefilado en frío conlleva un recargo respecto al acabado en caliente debido a los pasos de procesamiento adicionales), los requisitos de longitud y corte, la cantidad (los descuentos por volumen son significativos para pedidos superiores a 500 kg), las certificaciones y pruebas requeridas (el material de grado nuclear con pruebas adicionales cuesta más que el material industrial estándar), y las condiciones del mercado, incluidas las tarifas de transporte y los plazos de entrega. Se recomienda a los clientes que se pongan en contacto directamente con MWalloys para conocer los precios actuales, ya que los precios de catálogo publicados pueden diferir significativamente de los precios de transacción reales durante los periodos de volatilidad del mercado del níquel.
9. ¿Cuál es la temperatura máxima de servicio del Inconel 600 en atmósferas oxidantes y reductoras?
En atmósferas oxidantes, el Inconel 600 puede utilizarse de forma continua hasta aproximadamente 1093 °C (2000 °F). Por encima de esta temperatura, las tasas de oxidación aumentan rápidamente y la pérdida de material se vuelve significativa. En atmósferas reductoras, la aleación se comporta bien a temperaturas similares, pero la ausencia de una capa protectora de óxido implica que las condiciones de carburación deben evaluarse cuidadosamente. La aleación resiste la carburación mejor que las aleaciones a base de hierro, pero la exposición prolongada a atmósferas con alta actividad de carbono a temperaturas superiores a 870 °C puede provocar carburación interna y fragilización con el tiempo. En atmósferas que contienen azufre por encima de aproximadamente 480 °C, la corrosión en caliente puede convertirse en un problema, por lo que se debe considerar la composición del gas protector o el uso de aleaciones alternativas. Para un servicio intermitente con ciclos entre condiciones oxidantes y reductoras, la temperatura máxima recomendada suele reducirse entre 50 y 100 °C con respecto al límite de servicio continuo.
10. ¿Qué normas equivalentes y denominaciones comerciales se aplican al Inconel 600?
Inconel 600 es una marca registrada de Special Metals Corporation (que ahora forma parte de PCC). Esta aleación está contemplada en múltiples normas internacionales con diferentes denominaciones. La designación UNS es N06600, y la designación ISO es NiCr15Fe. En Alemania, aparece en la norma DIN 17742 como NiCr15Fe con el número de material 2.4816. En las normas europeas, la norma EN 10095 la incluye como NiCr15Fe. La designación AMS es AMS 5665 para barras y varillas destinadas a aplicaciones aeroespaciales. La Norma Industrial Japonesa JIS G4902 incluye la aleación como NCF600. Entre los nombres comerciales equivalentes utilizados por otros fabricantes se incluyen Chronin 600 (VDM Metals), Corronel 600 (anteriormente utilizado por Allegheny Technologies) y Haynes alloy 600. Al especificar el material, citar el número UNS N06600 junto con la especificación de adquisición aplicable (ASTM B166, AMS 5665, etc.) proporciona una identificación inequívoca, independientemente del fabricante o la denominación comercial de que se trate.
Fuentes verificables
Para la elaboración de este artículo se ha consultado las siguientes fuentes, que están a disposición del público para su verificación:
- ASTM Internacional. ASTM B166: Especificación estándar para varillas y barras de aleación de níquel-cromo-hierro y níquel-cromo-cobalto-molibdeno. ASTM International, West Conshohocken, PA.
- Corporación de Metales Especiales. Boletín técnico sobre la aleación Inconel 600 (SMC-027). Special Metals Corporation, Huntington, WV.
- ASME International. Código ASME de calderas y recipientes a presión, Sección II, Parte D: Propiedades (sistema métrico y sistema anglosajón). ASME, Nueva York.
- VDM Metals. Ficha técnica de la aleación VDM 600. VDM Metals GmbH, Werdohl, Alemania.
- Haynes Internacional. Tablas comparativas de aleaciones para altas temperaturas. Haynes International, Kokomo, Indiana.
- ASTM Internacional. ASTM A262: Prácticas estándar para la detección de la susceptibilidad al ataque intergranular en aceros inoxidables austeníticos (aplicable también a las aleaciones de níquel por acuerdo). ASTM Internacional.
- Comisión Reguladora Nuclear (NRC). Nota informativa 90-10: Agrietamiento por corrosión bajo tensión en el circuito primario del Inconel 600 en reactores de agua a presión. Comisión Reguladora Nuclear de EE. UU. (NRC), Washington, D. C.
- ASTM Internacional. ASTM E112: Métodos de ensayo estándar para determinar el tamaño medio de grano. ASTM Internacional.
- SAE Internacional. AMS 5665: Aleación de níquel, resistente a la corrosión y al calor, en barras, varillas y alambre. SAE International, Warrendale, PA.
- Comité Europeo de Normalización (CEN). EN 10204: Productos metálicos. Tipos de documentos de inspección. CEN, Bruselas.
- Bolsa de Metales de Londres (LME). Datos sobre el precio al contado del níquel. LME, Londres.
- ASM Internacional. Manual ASM, volumen 2: Propiedades y selección — Aleaciones no ferrosas y materiales para fines especiales. ASM International, Materials Park, OH.
Compra tu barra redonda de Inconel 600 en MWalloys
Si necesita barras redondas de Inconel 600 según la norma ASTM B166 en cualquier diámetro entre 3 mm y 500 mm, MWalloys está preparada para enviarle un presupuesto en un plazo de 24 horas. No exigimos una cantidad mínima de pedido, ofrecemos la documentación completa del certificado de ensayo de fábrica 3.1, inspección opcional por terceros y envío por vía aérea, marítima o terrestre a cualquier destino del mundo. Los primeros pedidos se tramitan con condiciones de pago T/T y disponemos de material en stock para envíos urgentes.
Póngase en contacto con nuestro equipo técnico-comercial hoy mismo: Envíe sus especificaciones, el diámetro y la longitud requeridos, la cantidad y el destino de entrega a nuestro equipo de consultas, y le responderemos con un presupuesto detallado que incluirá el precio, el plazo de entrega, las certificaciones pertinentes y las opciones logísticas. En MWalloys no solo suministramos material; le ofrecemos la seguridad de que lo que llega a sus instalaciones se ajusta exactamente a lo especificado y certificado.
