MWalloys supplies Inconel 600 round bars in full sizes conforming to ASTM B166, with verified chemical composition, certified mechanical properties, and global shipping capability. We stock both hot-rolled and cold-drawn conditions, offer custom cutting from 3 mm to 500 mm diameter, maintain no minimum order quantity restriction, and deliver within 10 to 40 working days. Whether you are a procurement manager sourcing in bulk or a maintenance engineer ordering a single piece, MWalloys provides mill test certificates, third-party inspection support, and competitive ex-works pricing backed by years of metallurgical expertise.
If your project requires the use of Inconel 600 Round Bar, you can contact us for a free quote.
What Is Inconel 600 Round Bar and Why Does It Matter?
Inconel 600 round bar is a solid, cylindrical product machined or hot-worked from UNS N06600 nickel-chromium alloy, widely recognized for outstanding resistance to oxidation, carburization, and high-temperature corrosion in demanding industrial environments. The alloy designation "600" traces back to its original development by the Special Metals Corporation under the registered trademark Inconel, and it remains one of the most extensively specified nickel alloys in aerospace, nuclear, petrochemical, and heat-treatment sectors more than seven decades after its commercial introduction.
We at MWalloys have processed and shipped thousands of metric tons of this material over the years, and the consistent feedback from our customers is straightforward: Inconel 600 performs where carbon steel and stainless steel simply fail. The combination of roughly 72% nickel, 14 to 17% chromium, and 6 to 10% iron creates a face-centered cubic (FCC) austenitic microstructure that stays ductile across a temperature range spanning cryogenic conditions up to approximately 1093 °C (2000 °F) in intermittent service.
Round bar is the most versatile product form for this alloy. It serves as feedstock for turned components, flanges, valve bodies, furnace rolls, nuclear reactor components, and heat exchanger tube supports. Because it is supplied in the annealed condition by default, machinability is better than many people initially assume, provided the correct tooling strategy is followed.
What Chemical Composition Defines Inconel 600 Bar Stock?
Understanding the chemistry of Inconel 600 is not optional for engineers specifying the material. The chemical limits dictate everything from corrosion performance to weldability and response to heat treatment.
ASTM B166 Chemical Composition Requirements
| Element | Minimum (%) | Maximum (%) |
|---|---|---|
| Nickel (+ Cobalt) | 72.00 | - |
| Chromium | 14.00 | 17.00 |
| Iron | 6.00 | 10.00 |
| Carbon | - | 0.15 |
| Manganese | - | 1.00 |
| Silicon | - | 0.50 |
| Sulfur | - | 0.015 |
| Copper | - | 0.50 |
The high nickel content is the primary driver of corrosion resistance in reducing environments and resistance to chloride-induced stress corrosion cracking. Chromium provides oxidation resistance and stability against sulfidation. The controlled iron content balances cost against performance and ensures the alloy retains sufficient solid-solution strengthening at elevated temperatures.
Cobalt is counted together with nickel because they are chemically similar and their combined level must reach 72% minimum. In practice, commercial heats typically run 74 to 76% Ni+Co, meaning the alloy carries a slight chemistry buffer above the specification floor.
Carbon must remain below 0.15% to preserve intergranular corrosion resistance. Heats intended for nuclear applications or prolonged service above 650 °C may be produced with carbon below 0.05%, often called "low-carbon" Inconel 600, though this is not a separate ASTM designation; it requires explicit ordering conditions.
Typical Heat Analysis vs. Product Analysis
Mill test certificates report both a heat analysis taken directly from the melt and a product analysis performed on the finished bar. ASTM B166 permits a small product analysis tolerance on each element, which accounts for segregation during solidification and minor variations introduced by hot-working. When we review incoming MTCs at MWalloys, we compare both analyses against the specification limits and flag any anomalies before material is released to our warehouse.
What Mechanical and Physical Properties Should Engineers Expect?
Mechanical property requirements under ASTM B166 apply at room temperature in the annealed condition. However, engineers designing for high-temperature service need the full picture, including elevated-temperature data that goes beyond the minimum specification requirements.
Room-Temperature Mechanical Properties (Annealed, ASTM B166)
| Property | Minimum Value |
|---|---|
| Tensile Strength | 550 MPa (80 ksi) |
| Yield Strength (0.2% offset) | 240 MPa (35 ksi) |
| Elongation (2 in. gauge) | 30% |
| Rockwell Hardness (typical) | B75 to B90 |
Elevated-Temperature Tensile Strengths (Typical Values)
| Temperature | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|
| 204 °C (400 °F) | 524 | 207 |
| 427 °C (800 °F) | 490 | 193 |
| 649 °C (1200 °F) | 434 | 172 |
| 871 °C (1600 °F) | 248 | 138 |
| 982 °C (1800 °F) | 131 | 103 |
These values are drawn from published technical data and should be used for preliminary design only. Final design stresses must reference the applicable pressure vessel or structural code, such as ASME Section II Part D, where Inconel 600 is listed for temperatures up to 649 °C (1200 °F) in pressure applications.
Key Physical Properties
| Property | Value |
|---|---|
| Density | 8.47 g/cm³ (0.306 lb/in³) |
| Melting Range | 1354 to 1413 °C (2470 to 2575 °F) |
| Specific Heat (21 °C) | 444 J/kg·°C |
| Thermal Conductivity (21 °C) | 14.9 W/m·°C |
| Electrical Resistivity | 1.03 µΩ·m |
| Magnetic Permeability | Essentially non-magnetic (µ < 1.01) |
| Coefficient of Thermal Expansion (21–93 °C) | 13.3 µm/m·°C |
The low thermal conductivity relative to carbon steel is important during machining: heat accumulates at the cutting edge rather than dissipating into the workpiece. This is why Inconel 600 requires slower cutting speeds and more aggressive coolant application than standard engineering alloys.
What Does ASTM B166 Actually Specify for Nickel Alloy Round Bars?
ASTM B166 is the governing specification published by ASTM International titled "Standard Specification for Nickel-Chromium-Iron and Nickel-Chromium-Cobalt-Molybdenum Alloy Rod and Bar." It covers several UNS numbers, with N06600 (Inconel 600) being one of the most commonly ordered.
Scope of ASTM B166
The specification addresses:
- Chemical composition limits (heat and product analysis).
- Mechanical property minimums for each temper condition.
- Permissible variations in dimensions and tolerances.
- Applicable heat treatment requirements.
- Testing and inspection methods.
- Certification and documentation requirements.
- Marking and packaging standards.
Condition and Finish
ASTM B166 recognizes two primary conditions for Inconel 600 rod and bar:
Hot-Finished (HF): Produced by hot rolling or hot forging, typically supplied with a scaled or lightly descaled surface. Dimensional tolerances are wider than cold-drawn material.
Cold-Drawn (CD): Produced by drawing hot-finished bar through a die at room temperature. Surface finish is significantly smoother, dimensional tolerances are tighter, and the material may show slightly higher strength with reduced elongation compared to hot-finished.
Both conditions can be supplied in the annealed temper, where the material is solution heat-treated to dissolve carbides and relieve internal stresses, maximizing ductility and corrosion resistance.
Related Specifications
| Specification | Scope |
|---|---|
| ASTM B166 | Rod and bar (round, hexagonal, square) |
| ASTM B167 | Seamless pipe and tube |
| ASTM B163 | Seamless tube for condensers and heat exchangers |
| ASTM B168 | Plate, sheet, and strip |
| ASME SB-166 | ASME equivalent of ASTM B166 (nuclear/pressure vessel use) |
| DIN 17742 | German standard covering NiCr15Fe (2.4816) |
| EN 10095 | European standard for heat-resistant steels and nickel alloys |
| AMS 5665 | Aerospace Material Specification for bar, rod, and wire |
When customers ask us to supply "ASTM B166 Inconel 600 round bar," they are requesting compliance with the full scope of that document, including all mechanical testing, chemical certification, and dimensional requirements. We supply dual-certified material to both ASTM B166 and ASME SB-166 on request, which is standard practice for pressure equipment manufacturers.
What Size Range and Tolerances Are Available from MWalloys?
One of the questions we receive most frequently from procurement teams is: "Do you stock the exact diameter I need, and what tolerances should I call up on my purchase order?" The answer depends on whether you need hot-finished or cold-drawn bar and whether you require standard or precision tolerances.
Standard Diameter Range
| Product Form | Diameter Range |
|---|---|
| Hot-Finished Round Bar | 12 mm to 500 mm |
| Cold-Drawn Round Bar | 3 mm to 100 mm |
| Forged Round Bar (rough-turned) | 100 mm to 600 mm+ (on inquiry) |
Standard Length Options
MWalloys supplies Inconel 600 round bar in the following length configurations:
- Random length: 1500 mm to 6000 mm (standard mill production).
- Fixed cut length: Any length from 100 mm to 6000 mm, cut to ±2 mm tolerance.
- Short pieces / offcuts: Available from stock for prototyping or sample orders.
ASTM B166 Diameter Tolerances for Cold-Drawn Bar
| Diameter (mm) | Over (mm) | Under (mm) |
|---|---|---|
| Up to 12.7 | +0.00 | -0.08 |
| 12.7 to 25.4 | +0.00 | -0.10 |
| 25.4 to 50.8 | +0.00 | -0.13 |
| 50.8 to 76.2 | +0.00 | -0.18 |
| 76.2 to 101.6 | +0.00 | -0.20 |
ASTM B166 Diameter Tolerances for Hot-Finished Bar
| Diameter (mm) | Over (mm) | Under (mm) |
|---|---|---|
| Up to 25.4 | +0.40 | -0.40 |
| 25.4 to 50.8 | +0.60 | -0.60 |
| 50.8 to 101.6 | +0.80 | -0.80 |
| 101.6 to 203.2 | +1.60 | -1.60 |
We can also supply material to tighter proprietary tolerances or to AMS 2241 precision tolerance requirements for aerospace applications, provided the request is specified at the time of order.
What Manufacturing Processes Produce High-Quality Inconel 600 Bar?
The manufacturing route for Inconel 600 round bar directly affects grain structure, surface quality, internal soundness, and final mechanical properties. Understanding this process chain helps engineers and quality managers evaluate supplier capability.
Melting and Refining
Inconel 600 is produced by vacuum induction melting (VIM) to achieve tight control over chemistry, particularly sulfur, carbon, and trace elements. For critical applications, VIM is followed by vacuum arc remelting (VAR) or electroslag remelting (ESR) to improve ingot homogeneity, reduce segregation, and close internal porosity. The result is a cleaner, more consistent microstructure that improves fatigue life and corrosion performance in service.
Hot Working
Ingots are typically heated to 1038 to 1177 °C and forged or rolled to intermediate billet dimensions, then rolled again to final bar dimensions. The multi-pass hot reduction breaks down the as-cast dendritic grain structure, producing a fine, equiaxed grain that improves both strength and toughness. Finish rolling temperature is controlled carefully to avoid excessive grain growth, which would compromise mechanical properties.
Cold Drawing
Hot-rolled bar destined for cold-drawn product is first pickled to remove scale, then drawn through a series of progressively smaller tungsten carbide dies. Each drawing pass imparts a controlled amount of cold work, typically 10 to 30% reduction in area per pass. Intermediate annealing cycles are applied between passes to restore ductility and prevent cracking. Final annealing at approximately 980 to 1066 °C in a controlled atmosphere furnace restores the specified mechanical properties and dissolves chromium carbides that would otherwise sensitize the material.
Surface Finishing
Available surface conditions include:
- Black (as-rolled/as-forged): Oxide scale present, used for further processing.
- Descaled / pickled: Scale removed by acid pickling, suitable for many industrial uses.
- Bright annealed: Annealed in a hydrogen or hydrogen-nitrogen atmosphere, producing a smooth, oxide-free surface.
- Ground / turned: Mechanically finished to a specified surface roughness, often Ra 1.6 µm or better.
- Polished: Available for sanitary or decorative applications.
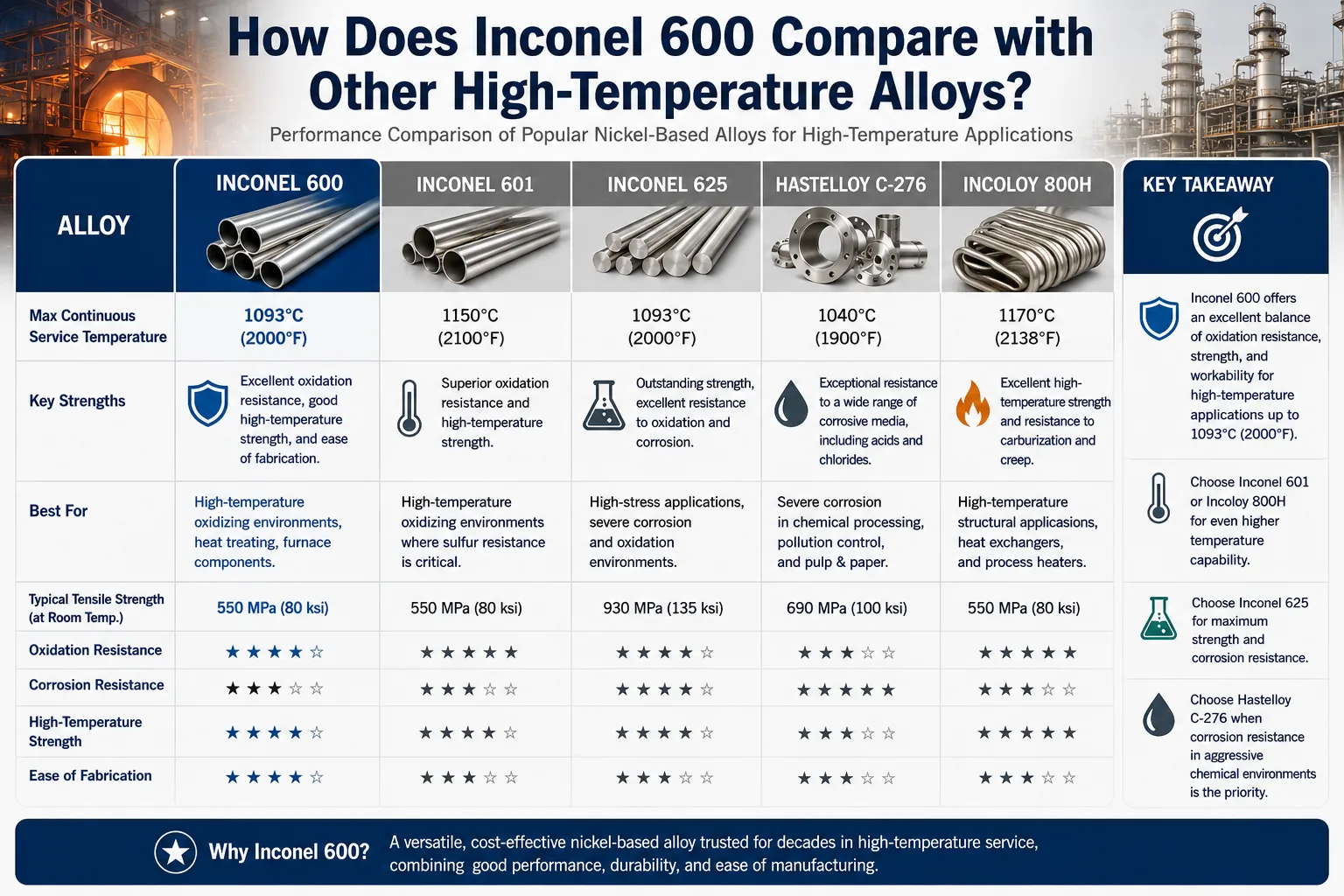
How Does Inconel 600 Compare with Other High-Temperature Alloys?
Engineers frequently ask us to help them choose between Inconel 600 and alternative alloys. The comparison depends on the specific service environment, temperature range, required strength level, and budget.
Inconel 600 vs. Inconel 625
Inconel 625 (UNS N06625) contains molybdenum and niobium in addition to nickel and chromium. This gives it significantly higher strength through solid-solution and precipitation strengthening, as well as better resistance to pitting and crevice corrosion in chloride-containing environments. However, Inconel 625 costs approximately 30 to 50% more than Inconel 600 per kilogram. For applications primarily involving high-temperature oxidation or carburization resistance where mechanical loads are moderate, Inconel 600 is the more economical choice.
Inconel 600 vs. Inconel 601
Inconel 601 (UNS N06601) adds approximately 1.35% aluminum to the composition, which creates a dense alumina scale during oxidation that provides superior protection at temperatures above 1000 °C. Where service temperatures consistently exceed 980 °C, Inconel 601 is often preferred. Below that threshold, Inconel 600 typically provides adequate oxidation life at lower cost.
Inconel 600 vs. Incoloy 800/800H
Incoloy 800 series alloys (UNS N08800/N08810) contain roughly 32% iron compared to Inconel 600's 6 to 10%, making them significantly less expensive. They perform well in many high-temperature applications but are more susceptible to chloride stress corrosion cracking and have lower nickel content for reducing environments. For applications in the 700 to 900 °C range involving carburizing or nitriding atmospheres, Inconel 600 typically outperforms Incoloy 800H.
Comparative Property Summary
| Property | Inconel 600 | Inconel 625 | Inconel 601 | Incoloy 800H |
|---|---|---|---|---|
| UNS Number | N06600 | N06625 | N06601 | N08810 |
| Ni Content (%) | ~72 | ~58 | ~60 | ~32 |
| Max Service Temp. | 1093 °C | 980 °C | 1260 °C | 1100 °C |
| Tensile Strength (MPa) | 550+ | 827+ | 550+ | 517+ |
| Chloride SCC Resistance | Excellent | Excellent | Excellent | Good |
| Relative Cost | Moderate | High | Moderate-High | Lower |
Which Industries Rely on Inconel 600 Round Bar and Why?
Inconel 600 round bar appears across a wider range of industries than most engineers initially realize. Its combination of corrosion resistance, high-temperature stability, and non-magnetic character makes it useful in applications where most other alloys reach their limits.
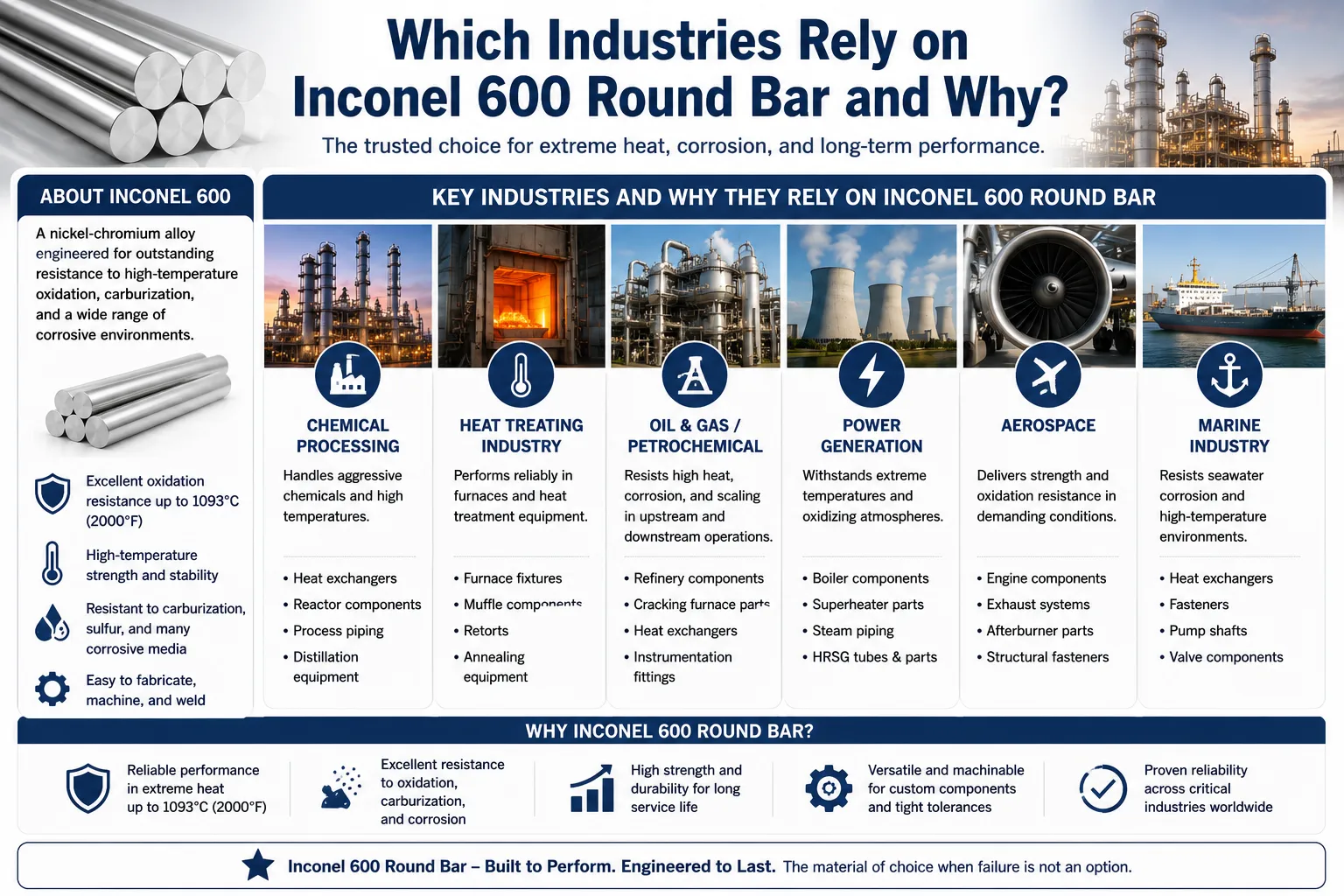
Aerospace and Gas Turbine
Furnace hardware used during the heat treatment of aerospace components, including furnace rolls, baskets, and fixtures, is a major application. The alloy resists oxidation and carburization during repeated thermal cycling. It is also used for jet engine combustion liner components in older engine designs, though newer engines predominantly use superalloys with higher strength.
Nuclear Power Generation
Inconel 600 has been used extensively in pressurized water reactor (PWR) steam generator tubes, control rod drive mechanism housings, and reactor vessel head penetrations. While stress corrosion cracking in primary water has led many utilities to transition to Inconel 690 for new steam generators, Inconel 600 remains in service in many existing plants and is still specified for certain reactor internals, repair components, and auxiliary systems.
Chemical Processing and Petrochemical
The alloy resists a wide range of corrosive chemicals including organic acids, hot alkaline solutions, and ammonia. It is used for reactor shafts, agitator blades, heat exchanger baffles, and pressure vessel nozzles in plants handling caustic soda (NaOH), chlorinated compounds, and organic chemical streams at elevated temperatures.
Heat Treatment Equipment
This may be the single largest application by volume. Radiant tubes, retort liners, baskets, fixtures, and furnace rolls in carburizing, nitriding, and neutral atmosphere furnaces are manufactured from Inconel 600 bar and plate. The alloy's resistance to both oxidizing and carburizing atmospheres makes it a natural choice for equipment that cycles between these conditions.
Food Processing and Pharmaceutical
Inconel 600's resistance to nitric acid and organic acids, combined with its non-magnetic character, makes it suitable for processing equipment in food and pharmaceutical manufacturing. It is used in autoclaves, reaction vessels, and high-temperature mixing equipment.
Electronics Manufacturing
Heating elements for semiconductor diffusion furnaces and electrical resistance heaters are manufactured from Inconel 600 wire and rod. The alloy maintains adequate electrical resistivity and does not contaminate semiconductor processes with harmful trace elements.
What Heat Treatment and Surface Finish Options Are Available?
Heat treatment profoundly affects the microstructure and service performance of Inconel 600 round bar. The standard delivery condition under ASTM B166 is annealed, but engineers should understand what that means and when alternative treatments might be applicable.
Annealing
Full annealing is performed at 980 to 1066 °C, followed by water quenching or rapid air cooling. This treatment dissolves intergranular carbides, maximizes ductility and toughness, and restores optimum corrosion resistance. It is the standard condition for most industrial applications.
Mill Annealing vs. Final Annealing
Mill annealing refers to the intermediate anneal applied during cold drawing between passes. Final annealing is the last heat treatment applied before the finished bar leaves the mill. ASTM B166 material is supplied in the finally annealed condition unless the purchase order specifies otherwise.
Stress Relief Annealing
After machining, welding, or forming operations, a stress relief treatment at 870 to 900 °C for 1 to 3 hours may be applied to reduce residual stresses without significantly changing the microstructure. This is sometimes specified for components that will operate in environments where stress corrosion cracking is a concern, particularly primary water in nuclear applications.
Age Hardening Considerations
Unlike some nickel superalloys, Inconel 600 is not a precipitation-hardenable alloy. It does not respond to age hardening heat treatments. Strength can only be increased by cold working, which naturally reduces elongation and makes forming operations more difficult. For applications requiring higher strength than the annealed condition provides, Inconel 625 or Inconel 718 are typically more appropriate choices.
Sensitization Risk
Inconel 600 with carbon above 0.05% can become sensitized when exposed to temperatures between 650 and 750 °C for extended periods. Chromium carbides precipitate at grain boundaries, depleting adjacent zones of chromium and making those zones susceptible to intergranular corrosion and stress corrosion cracking. This is a consideration for any application involving long-term service in that temperature range. Solution annealing after exposure can restore corrosion resistance.
How Are Inconel 600 Bars Tested, Inspected, and Certified?
Quality assurance for Inconel 600 round bar is a multi-step process that begins at the melt shop and ends with documentation review at the customer's incoming inspection department. At MWalloys, we enforce a strict quality protocol that aligns with ASTM B166 requirements and extends to optional supplementary tests requested by customers.
Mandatory Tests Under ASTM B166
Chemical Analysis: Every heat must be analyzed for all elements listed in the chemical composition table. Heat analysis is performed by the melter; product analysis is performed on a sample taken from the finished product at the mill or at an independent laboratory.
Tensile Testing: One tension test per lot (where a lot is defined as all bars from the same heat in the same condition and the same heat treatment charge). Testing must confirm tensile strength, yield strength, and elongation meet ASTM B166 minimums.
Grain Size (optional, by agreement): ASTM grain size per ASTM E112 may be specified, typically ASTM 5 or finer for cold-drawn bar.
Optional and Supplementary Tests Available from MWalloys
| Test | Standard | Purpose |
|---|---|---|
| Intergranular Corrosion (IGC) | ASTM A262 Practice E | Verify resistance to sensitization |
| Ultrasonic Testing (UT) | ASTM E428 | Detect internal defects |
| Magnetic Particle Inspection | ASTM E1444 | Surface/near-surface defect detection |
| Liquid Penetrant Inspection | ASTM E165 | Surface-breaking defect detection |
| Hardness Testing | ASTM E18 (Rockwell) | Verify heat treatment consistency |
| Positive Material Identification | PMI per ASTM E1476 | Confirm alloy identity |
| Pitting/Crevice Corrosion | ASTM G48 | For chloride-exposed service |
| Third-Party Witness Inspection | Customer-specified | Independent verification |
Mill Test Certificate (MTC) Content
Every shipment from MWalloys is accompanied by a 3.1 material test certificate per EN 10204 (or equivalent), which includes:
- Heat number and certificate number.
- Specification reference (ASTM B166, UNS N06600).
- Product description (diameter, length, condition).
- Chemical composition (heat analysis and product analysis where required).
- Mechanical test results with test piece location and orientation.
- Heat treatment details.
- Authorized signature and certification statement.
We retain copies of all MTCs for a minimum of 10 years and can re-issue them on request to support maintenance of service records or regulatory compliance audits.
What Are the Global Supply and Shipping Terms from MWalloys?
Order and Inventory Information
MWalloys maintains a substantial stock program for Inconel 600 round bar in the most commonly requested diameters. This stock is held across our warehouse locations and is available for immediate dispatch. For non-stock sizes, items are produced to order with lead times communicated at the time of quotation.
| Parameter | Details |
|---|---|
| Minimum Order Quantity | No minimum restriction |
| Standard Delivery Time | 10 to 40 working days |
| First-Order Payment Terms | T/T (telegraphic transfer) |
| Payment Terms for Established Accounts | By agreement |
| Stock Availability | Yes, selected diameters ex-stock |
| Custom Cutting | Available to ±1 mm tolerance |
Shipping and Logistics
MWalloys serves customers across all major industrial regions and can arrange delivery by the following methods:
- Air freight: Suitable for urgent, smaller-weight orders where speed takes priority over freight cost.
- Sea freight (LCL or FCL): Standard method for bulk orders; cost-effective for shipments exceeding 500 kg.
- Land transport / trucking: Available for domestic and regional orders; also used for cross-border delivery in continental trade zones.
All material is packaged to prevent surface damage during transit. Cold-drawn bars are individually wrapped in wax paper or plastic film; hot-finished bars are bundled with steel strapping and protected by plywood crating where the bar diameter or length makes this necessary.
Export Documentation
We provide the following documentation as standard with every international shipment:
- Commercial invoice
- Packing list
- Certificate of origin
- Material test certificate (EN 10204 3.1)
- Bill of lading or airway bill
- MSDS where required by importing country regulations.
How Do You Machine, Weld, and Fabricate Inconel 600 Round Bar?
Inconel 600 is routinely machined, welded, and formed in industrial fabrication shops, but it behaves differently from carbon steel or even austenitic stainless steel. Knowing these differences before starting production avoids costly scrap and tool replacement.
Machining Inconel 600
Inconel 600 work-hardens rapidly during cutting. Once the cutting tool is in contact with the material and the feed is stopped, the tool is essentially rubbing against an increasingly hard surface layer. The key rules for successful machining are:
Use sharp tooling at all times. Carbide or ceramic inserts are preferred for turning and milling. High-speed steel tooling can be used for drilling and reaming but requires more frequent replacement.
Maintain continuous feed and cut. Never dwell with a stationary tool against the workpiece. Program continuous feed rates that keep the tool cutting fresh material.
Use cutting speeds 30 to 50% slower than for 316 stainless steel. Typical turning speeds for annealed Inconel 600 with carbide tooling are 25 to 50 m/min surface speed with a feed rate of 0.15 to 0.30 mm/revolution.
Apply flood coolant generously. Water-soluble coolants at high flow rates are effective. Avoid low-viscosity oils that do not provide adequate thermal protection.
Welding Inconel 600
Inconel 600 is readily welded by all standard fusion welding processes: GTAW (TIG), GMAW (MIG), SMAW (stick), and SAW (submerged arc). Key points include:
- Use Inconel 82/182 (ERNiCr-3/ENiCrFe-3) filler metals for matching chemistry welds
- Clean the base metal thoroughly before welding; organic contamination can introduce hydrogen porosity or hot cracking
- Maintain interpass temperatures below 177 °C to control grain growth and residual stress in the heat-affected zone
- Post-weld heat treatment (PWHT) is generally not required for Inconel 600 but may be specified for stress-sensitive applications or where low-carbon base metal is used
Forming and Bending
Inconel 600 has sufficient ductility in the annealed condition for most cold-forming operations. Roll bending of round bar into rings or arcs is common for furnace hardware fabrication. Due to work hardening, bend radii should be at least 2 to 3 times the bar diameter for cold forming. For tighter radii or complex shapes, hot forming at 980 to 1177 °C followed by solution annealing is the preferred approach.
Frequently Asked Questions
1. What is the standard specification for Inconel 600 round bar, and what does ASTM B166 require?
ASTM B166 is the primary governing document for Inconel 600 (UNS N06600) round bar and rod. It mandates minimum chemical composition limits including at least 72% combined nickel and cobalt, 14 to 17% chromium, and 6 to 10% iron. Mechanical property minimums in the annealed condition are 550 MPa tensile strength, 240 MPa yield strength, and 30% elongation. The specification also covers dimensional tolerances, heat treatment conditions, required testing protocols, and certification documentation. MWalloys supplies all round bar with full 3.1 MTCs per EN 10204 confirming compliance with every element of B166. ASME SB-166 is the pressure equipment equivalent and is available as dual certification upon request.
2. Is there a minimum order quantity for Inconel 600 round bar from MWalloys?
No, MWalloys does not enforce any minimum order quantity. We serve customers ranging from research institutions ordering a single meter of bar for prototype testing to large industrial manufacturers ordering multiple metric tons per order. Pricing is naturally more favorable at higher volumes, and we can provide a tiered quotation showing per-kilogram prices at different weight brackets. For customers with urgent, small-quantity needs, we can often ship from existing stock within 48 to 72 hours for air freight orders.
3. How long does delivery take, and what shipping methods are available?
Standard delivery lead time from MWalloys is 10 to 40 working days from order confirmation and payment receipt. Stock items in standard diameters can typically ship within 5 to 10 working days. Non-stock sizes, special cut lengths, or orders requiring third-party inspection may extend toward the 40-day end of the range. We offer three shipping modes: air freight for urgent small parcels, sea freight (LCL or FCL) for bulk orders where transit time is less critical, and land transport for regional customers. We handle all export documentation including commercial invoice, packing list, certificate of origin, and material test certificates.
4. What is the difference between hot-finished and cold-drawn Inconel 600 round bar?
Hot-finished bar is produced by rolling or forging at elevated temperatures and typically has a rough, scaled surface with wider dimensional tolerances. Cold-drawn bar is produced by pulling hot-finished bar through precision dies at room temperature, producing a smoother surface, tighter dimensional tolerances, and slightly higher yield strength due to residual cold work. Both are available from MWalloys. Cold-drawn material in the annealed condition meets the same ASTM B166 mechanical property minimums as hot-finished annealed material. The choice often comes down to whether surface finish or dimensional accuracy is a priority, with cold-drawn being preferred for precision machined components and hot-finished being adequate for weld fabrications or rough-machined parts where stock removal is generous.
5. Can Inconel 600 round bar be used in nuclear reactor applications?
Yes, Inconel 600 has a long history in nuclear power applications, particularly in pressurized water reactors (PWRs). It has been used for steam generator tubing, reactor vessel head penetrations, and control rod drive mechanisms. However, it is susceptible to primary water stress corrosion cracking (PWSCC) under certain conditions of residual stress and temperature, which led to service-induced cracking in some PWR plants from the 1980s onward. Many utilities have replaced steam generator tubes with Inconel 690, which has better PWSCC resistance. Inconel 600 remains in use for reactor internals and replacement components in existing plants. Nuclear applications typically require ASME SB-166 certification, supplementary tests including IGC testing per ASTM A262, and full traceability documentation.
6. What are the most common applications for Inconel 600 round bar?
The most frequently encountered applications include furnace hardware such as rolls, fixtures, baskets, and supports for heat-treating furnaces operating in carburizing, nitriding, or neutral atmosphere environments; chemical reactor shafts and agitators exposed to hot caustic solutions, organic acids, or chlorinated solvents; nuclear reactor components including control rod housings and repair materials; heat exchanger support plates and baffles in high-temperature service; electrical heating elements for industrial and semiconductor furnaces; and aerospace engine fixtures used during the heat treatment of titanium and nickel superalloy components. The alloy's combination of oxidation resistance, carburization resistance, and chloride stress corrosion cracking immunity makes it effective across all these environments.
7. How should Inconel 600 round bar be stored to prevent corrosion?
Inconel 600 is substantially more corrosion-resistant than carbon steel or standard stainless steels, but it still benefits from proper storage practices. Material should be stored indoors in a dry environment, away from direct contact with carbon steel components, which can transfer surface iron particles that subsequently rust and stain the nickel alloy surface. Individual bars should be separated by plastic or rubber matting or wrapped in protective film to prevent galvanic or mechanical surface damage. If outdoor storage is unavoidable, material should be elevated off the ground, covered with waterproof tarpaulins, and inspected regularly for moisture accumulation. Long-term storage of cold-drawn bright bar in humid coastal environments may require additional protective coating on the bar ends to prevent oxidation discoloration.
8. What is the price range for Inconel 600 round bar, and what factors affect cost?
Pricing for Inconel 600 round bar fluctuates with global nickel commodity prices, as nickel accounts for approximately 70% of the alloy's mass and a proportional share of raw material cost. Additional cost drivers include bar diameter and condition (cold-drawn commands a premium over hot-finished due to additional processing steps), length and cutting requirements, quantity (volume discounts are significant for orders above 500 kg), required certifications and testing (nuclear-grade material with additional tests costs more than standard industrial material), and market conditions including freight rates and lead times. Customers are encouraged to contact MWalloys directly for current pricing, as published list prices can diverge significantly from actual transaction prices during periods of nickel market volatility.
9. What is the maximum service temperature for Inconel 600 in oxidizing vs. reducing atmospheres?
In oxidizing atmospheres, Inconel 600 can be used continuously to approximately 1093 °C (2000 °F). Above this temperature, oxidation rates increase rapidly and material loss becomes significant. In reducing atmospheres, the alloy performs well at similar temperatures but the absence of a protective oxide scale means that carburizing conditions must be evaluated carefully. The alloy resists carburization better than iron-based alloys, but prolonged exposure to high carbon activity atmospheres at temperatures above 870 °C can cause internal carburization and embrittlement over time. In sulfur-containing atmospheres above approximately 480 °C, hot corrosion can become an issue, and protective gas composition or alternative alloys should be considered. For intermittent service with cycling between oxidizing and reducing conditions, the maximum temperature recommendation is typically reduced by 50 to 100 °C from the continuous service limit.
10. Which equivalent standards and trade names apply to Inconel 600?
Inconel 600 is a registered trademark of Special Metals Corporation (now part of PCC). The same alloy is covered by multiple international standards under different designations. The UNS designation is N06600, and the ISO designation is NiCr15Fe. In Germany, it appears in DIN 17742 as NiCr15Fe with material number 2.4816. In European standards, EN 10095 covers it as NiCr15Fe. The AMS designation is AMS 5665 for bar and rod intended for aerospace applications. Japanese Industrial Standard JIS G4902 covers the alloy as NCF600. Equivalent trade names used by other producers include Chronin 600 (VDM Metals), Corronel 600 (formerly used by Allegheny Technologies), and Haynes alloy 600. When specifying the material, citing the UNS number N06600 alongside the applicable procurement specification (ASTM B166, AMS 5665, etc.) provides unambiguous identification regardless of which producer or trade name is involved.
Verifiable Sources
The following sources were referenced during the preparation of this article and are publicly accessible for verification:
- ASTM International. ASTM B166: Standard Specification for Nickel-Chromium-Iron and Nickel-Chromium-Cobalt-Molybdenum Alloy Rod and Bar. ASTM International, West Conshohocken, PA.
- Special Metals Corporation. Inconel Alloy 600 Technical Bulletin (SMC-027). Special Metals Corporation, Huntington, WV.
- ASME International. ASME Boiler and Pressure Vessel Code, Section II, Part D: Properties (Metric and Customary). ASME, New York.
- VDM Metals. VDM Alloy 600 Data Sheet. VDM Metals GmbH, Werdohl, Germany.
- Haynes International. High-Temperature Alloy Comparison Charts. Haynes International, Kokomo, Indiana.
- ASTM International. ASTM A262: Standard Practices for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless Steels (also applied to nickel alloys by agreement). ASTM International.
- Nuclear Regulatory Commission (NRC). Information Notice 90-10: Primary Water Stress Corrosion Cracking of Inconel 600 in Pressurized Water Reactors. U.S. NRC, Washington, DC.
- ASTM International. ASTM E112: Standard Test Methods for Determining Average Grain Size. ASTM International.
- SAE International. AMS 5665: Nickel Alloy, Corrosion and Heat-Resistant, Bars, Rods, and Wire. SAE International, Warrendale, PA.
- European Committee for Standardization (CEN). EN 10204: Metallic Products - Types of Inspection Documents. CEN, Brussels.
- London Metal Exchange (LME). Nickel Cash Price Data. LME, London.
- ASM International. ASM Handbook Volume 2: Properties and Selection - Nonferrous Alloys and Special-Purpose Materials. ASM International, Materials Park, OH.
Get Your Inconel 600 Round Bar from MWalloys
If you need ASTM B166 Inconel 600 round bar in any diameter from 3 mm to 500 mm, MWalloys is ready to quote within 24 hours. We offer no minimum order quantity, full 3.1 mill test certificate documentation, optional third-party inspection, and shipping by air, sea, or land to any destination worldwide. First-time orders are processed on T/T payment terms, and we have in-stock material available for expedited delivery.
Contact our technical sales team today: send your specification, required diameter and length, quantity, and delivery destination to our inquiry team, and we will respond with a detailed quotation covering pricing, lead time, applicable certifications, and logistics options. MWalloys does not just supply material; we supply the confidence that what arrives at your facility matches exactly what was specified and certified.
