La barra redonda de Hastelloy X certificada según la norma AMS 5754 es la opción definitiva para componentes mecanizados que requieren una integridad estructural sostenida a temperaturas comprendidas entre 650 °C y 1200 °C en atmósferas oxidantes, de carburación y de nitruración. En MWalloys, suministramos barras redondas de Hastelloy X certificadas según la norma AMS 5754 en diámetros personalizados de 6 mm a 400 mm, sin cantidad mínima de pedido, con entrega en un plazo de 10 a 40 días, condiciones de pago T/T para los primeros pedidos y envío a todo el mundo por vía aérea, marítima o terrestre. Esta aleación de níquel-cromo-hierro-molibdeno combina de forma única el refuerzo por solución sólida del molibdeno y el tungsteno con la excepcional resistencia a la oxidación de su matriz de cromo-cobalto, lo que la hace insustituible en cámaras de combustión de turbinas de gas, componentes de hornos industriales y elementos estructurales aeroespaciales que funcionan de forma continua a temperaturas superiores a las que cualquier aleación competidora se oxida, se deforma por fluencia o ambas cosas.
Si su proyecto requiere el uso de barras redondas de Hastelloy X, puede Contacto para obtener un presupuesto gratuito.
¿Qué es el Hastelloy X y por qué es el material de referencia para aplicaciones estructurales de barras a altas temperaturas?
Hastelloy X, registrada con la designación UNS N06002 y el número de material europeo 2.4665, es una aleación de níquel, cromo, hierro y molibdeno desarrollada por Haynes International que se produce comercialmente desde la década de 1950. Fue una de las primeras superaleaciones de níquel diseñadas específicamente para combinar la resistencia a la oxidación con la resistencia estructural a temperaturas superiores a 870 °C, una combinación que la mayoría de las aleaciones resistentes al calor a base de hierro no pueden alcanzar simultáneamente.
El dominio comercial de esta aleación en aplicaciones de barras para altas temperaturas se debe a una combinación de propiedades que sigue siendo realmente difícil de replicar en materiales de la competencia. El Hastelloy X mantiene un límite elástico apreciable a 1200 °C —una temperatura a la que el acero inoxidable 310 ha perdido el 90 % de su resistencia a temperatura ambiente, a la que la mayoría de las aleaciones a base de cobalto han entrado en el régimen de fluencia, y a la que las aleaciones formadoras de alúmina, como el Kanthal, requieren condiciones atmosféricas protectoras para evitar una oxidación catastrófica. El hecho de que el Hastelloy X soporte estas condiciones en aire, en productos de combustión, en atmósferas de nitruración y en entornos de carburación sin tratamiento superficial ni recubrimiento protector explica su trayectoria de más de 60 años en motores de turbina de gas y sistemas de hornos industriales.
La barra redonda, en concreto, es el punto de partida para la mayoría de los componentes mecanizados de Hastelloy X. Los pernos de la cúpula de la cámara de combustión, los pernos de fijación del soporte de la llama, los cuerpos de las boquillas del quemador, los tubos de protección de los termopares, los ejes de los rodillos del horno y las varillas de soporte de la retorta se mecanizan a partir de barras redondas de Hastelloy X. La forma de barra permite a los ingenieros mecanizar la geometría transversal exacta que se necesita —torneada, fresada, taladrada, roscada y rectificada— a partir de un lingote sólido certificado con trazabilidad completa del material, desde la fundición hasta el componente acabado.

En MWalloys, hemos suministrado barras redondas de Hastelloy X a fabricantes de turbinas de gas, constructores de hornos industriales, centros de mantenimiento aeroespacial e instituciones de investigación que operan bancos de pruebas de alta temperatura. La observación común a todos estos tipos de clientes es que el Hastelloy X no es simplemente un material por conveniencia, sino que a menudo es el único material que sigue funcionando más allá de la temperatura de diseño de la aplicación, mientras que todas las alternativas ya han sido probadas y rechazadas.
Propiedades físicas clave de la barra redonda de Hastelloy X
| Propiedad | Valor | Relevancia para la ingeniería |
|---|---|---|
| Densidad | 8,22 g/cm³ (0,297 lb/pulg³) | Cálculos de peso para componentes giratorios y estructurales |
| Intervalo de fusión | 1260–1355 °C (2300–2470 °F) | Amplio rango; característico de las superaleaciones de solución sólida |
| Conductividad térmica | 11,7 W/m·K a 100 °C; 18,7 W/m·K a 500 °C | Menor que el acero; la gestión del calor es fundamental en el mecanizado |
| Calor específico | 461 J/kg·K a 21 °C | Relevante para los cálculos de masa térmica en el diseño de hornos |
| Coeficiente de dilatación térmica | 13,3 µm/m·°C (21–93 °C); 15,8 µm/m·°C (21–870 °C) | Fundamental para el diseño de holguras en conjuntos que funcionan a altas temperaturas |
| Resistividad eléctrica | 1,18 µΩ·m a 21 °C | Relevante para el cálculo de elementos calefactores de resistencia |
| Módulo de elasticidad | 197 GPa (28,6 Msi) a 21 °C; 152 GPa (22 Msi) a 870 °C | En el diseño estructural se debe tener en cuenta la reducción de la rigidez con la temperatura |
| Permeabilidad magnética | Prácticamente no magnético (estructura FCC) | Importante para entornos con equipos de prueba sensibles a los campos magnéticos |
El coeficiente de dilatación térmica merece una especial atención por parte de los diseñadores de componentes. Entre la temperatura ambiente y una temperatura de servicio de 870 °C, el Hastelloy X se dilata 15,8 µm por metro y por grado Celsius. En el caso de una varilla de horno de 500 mm de longitud que funcione a 950 °C, esto representa aproximadamente 7,2 mm de expansión térmica con respecto a su longitud en frío tras la instalación —un cambio dimensional que debe compensarse mediante juntas de dilatación, orificios de montaje ranurados o puntos de apoyo con holgura deliberada para evitar el pandeo inducido térmicamente o la separación de las juntas.
¿Qué requisitos establece la certificación AMS 5754 para las barras redondas de Hastelloy X?
La norma AMS 5754 es la especificación de materiales aeroespaciales de SAE International que regula el suministro de Hastelloy X en forma de barras, varillas y alambre. El título completo reza: "Aleación de níquel, resistente a la corrosión y al calor, barras, varillas y alambre, 47Ni-22Cr-18Fe-9Mo, recocida en solución". Comprender el alcance completo de los requisitos de la norma AMS 5754 es esencial para los especialistas en compras que redactan especificaciones de compra y para los ingenieros de calidad que revisan las certificaciones de los materiales entrantes.
Requisitos técnicos básicos de AMS 5754
Forma de aleación aplicable:
La norma AMS 5754 se aplica exclusivamente al Hastelloy X en forma de barra, varilla y alambre. Las placas y chapas se rigen por la norma AMS 5536, los tubos sin soldadura por la norma AMS 5587 y los tubos soldados por la norma AMS 5588. Los ingenieros que especifiquen barras para componentes mecanizados deben hacer siempre referencia específica a la norma AMS 5754, en lugar de a la designación general de la aleación, para garantizar que se apliquen los requisitos específicos correctos para cada forma.
Condición tras el tratamiento térmico:
La norma AMS 5754 exige que el material se suministre en estado de recocido en solución. El rango de temperatura de recocido en solución según la especificación es de 1163 °C ±14 °C (2125 °F ±25 °F), con un tiempo a esa temperatura suficiente para disolver todas las fases de precipitado, seguido de un enfriamiento rápido (enmancillado en agua o enfriamiento rápido al aire). Este estado proporciona la máxima resistencia a la corrosión, ductilidad y la microestructura de partida necesaria para el servicio a altas temperaturas sin necesidad de un tratamiento térmico adicional por parte del usuario final.
AMS 5754: Requisitos químicos, mecánicos y de ensayo
| Categoría de requisitos | Parámetro específico | Requisito AMS 5754 |
|---|---|---|
| Composición química | Análisis completo según los límites de la norma UNS N06002 | Verificado por lote de producción |
| Resistencia a la tracción (min) | UTS a temperatura ambiente | 690 MPa (100 ksi) como mínimo |
| Límite elástico (min) | Desviación de 0,21 TP3T a temperatura ambiente | 310 MPa (45 ksi) como mínimo |
| Alargamiento (min) | En la longitud de referencia 4D | 35% mínimo |
| Reducción de la superficie (mín.) | - | 40% mínimo |
| Dureza | Dureza máxima | 90 HRB típico (máximo de 196 Brinell por lote) |
| Granulometría | Según la norma ASTM E112 | ASTM 3 o más fino (para barras de menos de 4" de diámetro) |
| Frecuencia de los ensayos de tracción | Por lote (combinación de recocido y templado) | Una prueba por lote |
| Estado de la superficie | Sin solapas, costuras ni grietas | Inspección visual 100% |
| Rectitud | Según la norma AMS 2240 o según se especifique | Comercial estándar o de precisión |
| Tolerancia de diámetro | Según la norma AMS 2241 | Clase de tolerancia estándar o de precisión |
Especificaciones relacionadas con el Hastelloy X en diferentes formatos de producto
| Especificación | Forma del producto | Condición | Aplicación principal |
|---|---|---|---|
| AMS 5754 | Barra, varilla, alambre | Recocido por disolución | Componentes mecanizados, elementos de fijación, piezas estructurales |
| AMS 5536 | Chapa, tira, placa | Recocido por disolución | Revestimientos de cámaras de combustión, protectores térmicos, piezas moldeadas |
| AMS 5587 | Tubos sin soldadura | Recocido por disolución | Tubos de presión, protección de termopares |
| AMS 5588 | Tubos soldados | Recocido por disolución | Tubos para baja presión, conjuntos de tubos conformados |
| AMS 5798 | Alambre de soldadura | - | Metal de aportación para soldadura GTAW en piezas soldadas de Hastelloy X |
| ASTM B572 | Barra y varilla | Recocido por disolución | Aplicaciones industriales no relacionadas con el sector aeroespacial |
| DIN 17752 / EN | Bar | Recocido por disolución | Equivalente a la especificación industrial europea |
La diferencia entre la norma AMS 5754 y la norma ASTM B572 es de gran importancia práctica. Ambas especificaciones se refieren a barras de Hastelloy X en estado recocido en solución con requisitos químicos equivalentes, pero la AMS 5754 impone límites de tamaño de grano, controles de tolerancia dimensional más estrictos y requisitos de documentación de calidad aeroespacial (incluida la trazabilidad del lote de fundición, ensayo de tracción por lote y firmante certificador autorizado) que la ASTM B572 no exige. Para aplicaciones aeroespaciales y de defensa, la AMS 5754 es siempre la especificación correcta. Para aplicaciones en hornos industriales y procesos químicos en los que no se requiere documentación aeroespacial, el material certificado según la norma ASTM B572 ofrece un rendimiento equivalente de la aleación a un coste de certificación reducido.
¿Cómo permite la composición química del Hastelloy X un rendimiento a temperaturas extremas?
Cada elemento de la composición del Hastelloy X contribuye específicamente a su comportamiento mecánico a altas temperaturas, a su resistencia a la oxidación o a ambos. Comprender la contribución de cada elemento permite a los ingenieros predecir cómo se comportará la aleación en entornos específicos de alta temperatura y reconocer por qué otras aleaciones con concentraciones más bajas de elementos clave ofrecen un rendimiento menos fiable.
Composición química del Hastelloy X (UNS N06002 / AMS 5754)
| Elemento | Mínimo (%) | Máx (%) | Función de rendimiento a altas temperaturas |
|---|---|---|---|
| Níquel (Ni) | Saldo (aprox. 47%) | - | Matriz de FCC estable en todas las temperaturas; metal base para la solución sólida |
| Cromo (Cr) | 20.5 | 23.0 | Resistencia a la oxidación primaria gracias a la capa de Cr₂O₃ hasta 1200 °C; resistencia a la corrosión en caliente |
| Hierro (Fe) | 17.0 | 20.0 | Estabilizador de austenita; reductor de costes; favorece la formación de una capa protectora |
| Molibdeno (Mo) | 8.0 | 10.0 | Reforzante principal de la solución sólida; contribuye a mantener la resistencia a altas temperaturas |
| Cobalto (Co) | 0.5 | 2.5 | Fortalecimiento por solución sólida; favorece la estabilidad de la capa protectora de óxido |
| Tungsteno (W) | 0.2 | 1.0 | Fortalecimiento adicional por solución sólida; comportamiento refractario a altas temperaturas |
| Carbono (C) | 0.05 | 0.15 | Formador de carburos en los límites de grano; fundamental para la resistencia a la fluencia y a la rotura por tensión |
| Manganeso (Mn) | - | 1,0 máx. | Desoxidante; contribuye ligeramente a la formación de incrustaciones |
| Silicio (Si) | - | 1,0 máx. | Desoxidante; contribuye a la formación de una capa de SiO₂ que mejora la resistencia a la oxidación |
| Boro (B) | - | 0,010 máx. | Reforzante de los límites de grano en cantidades traza |
| Fósforo (P) | - | 0,040 máx. | Impureza controlada |
| Azufre (S) | - | 0,030 máx. | Impureza controlada: riesgo de sulfuración si los niveles son elevados |
El rango de carbono de 0,05–0,151 % es especialmente importante en el Hastelloy X en comparación con aleaciones diseñadas para resistir la corrosión, como el Hastelloy C276 (en el que el carbono se reduce al mínimo, hasta un máximo del 0,0101 %). En aplicaciones estructurales a alta temperatura, el carbono desempeña un papel beneficioso al formar partículas de carburo de tipo M₆C y M₂₃C₆ en los límites de grano durante la exposición en servicio. Estas partículas de carburo inmovilizan los límites de grano impidiendo su deslizamiento —el mecanismo principal de la fluencia a temperaturas muy altas— y, de este modo, mantienen la resistencia a la fluencia y a la rotura por tensión durante largos intervalos de servicio. Por eso el Hastelloy X es una aleación de ingeniería genuinamente diferente de los grados Hastelloy de la familia C: está optimizada para la resistencia a la temperatura en lugar de para la resistencia a la corrosión acuosa, y el contenido de carbono refleja esa prioridad diferente.
El contenido de molibdeno del 8–10% constituye el principal mecanismo de refuerzo por solución sólida. Los átomos de molibdeno son considerablemente más grandes que los de níquel, lo que provoca distorsiones en la red cristalina que impiden el movimiento de las dislocaciones bajo tensión a temperaturas elevadas. Este efecto de resistencia de la solución sólida es más pronunciado a las temperaturas a las que opera el Hastelloy X —entre 760 °C y 1100 °C—, donde, de no ser así, el ascenso de dislocaciones activado térmicamente permitiría una rápida deformación por fluencia.
El contenido de cromo (20,5–23,1 % en peso) proporciona la resistencia a la oxidación que permite a la aleación funcionar en contacto con el aire sin necesidad de recubrimiento protector. A temperaturas superiores a 800 °C, el cromo se oxida selectivamente para formar una capa adherente de Cr₂O₃ en la superficie de la aleación. Esta capa actúa como una barrera de difusión que frena la entrada de oxígeno al metal base, limitando de forma eficaz la velocidad de oxidación. El contenido de hierro (17–20%) en Hastelloy X contribuye a la formación de una compleja capa de óxido de espinela debajo de la capa primaria de Cr₂O₃, mejorando la adherencia de la capa durante los ciclos térmicos.

¿Qué propiedades mecánicas y físicas caracterizan a la barra redonda de Hastelloy X a altas temperaturas?
Las propiedades mecánicas de la barra redonda de Hastelloy X a altas temperaturas constituyen la principal justificación técnica para su elección en aplicaciones de alta temperatura. Los ingenieros que diseñan componentes de cámaras de combustión, accesorios para hornos y elementos estructurales para altas temperaturas necesitan conocer tanto las propiedades a temperatura ambiente —para realizar cálculos de mecanizado y manipulación— como las propiedades a altas temperaturas —para validar el diseño estructural—.
Propiedades mecánicas a temperatura ambiente (valores mínimos según la norma AMS 5754 frente a valores típicos)
| Propiedad | AMS 5754 Mínimo | Valor típico | Método de ensayo |
|---|---|---|---|
| Resistencia a la tracción | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0,2% Límite elástico | 310 MPa (45 ksi) | 379 MPa (55 ksi) | ASTM E8 |
| Elongación (en 4D) | 35% | 43% | ASTM E8 |
| Reducción de la superficie | 40% | 57% | ASTM E8 |
| Dureza | - | 90 HRB (196 HB) típico | ASTM E18 |
| Impacto Charpy (a -196°C) | No se especifica en AMS | Más de 100 J (valor típico) | ASTM E23 |
El límite elástico a temperatura ambiente, relativamente modesto (310-379 MPa), refleja el carácter de la aleación, recocida en solución y endurecida por solución sólida. El Hastelloy X no puede endurecerse por precipitación —no contiene los niveles de aluminio y titanio necesarios para formar precipitados gamma prime—, por lo que su resistencia a temperatura ambiente es inferior a la de aleaciones endurecibles por precipitación como el Inconel 718 o el Waspaloy. Sin embargo, la comparación a temperaturas elevadas se invierte o se reduce significativamente, lo cual constituye la condición de diseño relevante para las aplicaciones en las que se especifica el Hastelloy X.
Propiedades de tracción a alta temperatura de la barra de Hastelloy X
| Temperatura | UTS (MPa) | 0,2% YS (MPa) | Alargamiento (%) | Reducción de superficie (%) |
|---|---|---|---|---|
| 21°C (70°F) | 793 | 379 | 43 | 57 |
| 200°C (392°F) | 724 | 290 | 38 | 56 |
| 400°C | 690 | 262 | 37 | 57 |
| 538°C (1000°F) | 669 | 248 | 36 | 58 |
| 649°C (1200°F) | 648 | 234 | 36 | 59 |
| 760°C (1400°F) | 600 | 207 | 38 | 64 |
| 871 °C (1600 °F) | 483 | 172 | 41 | 72 |
| 982 °C (1800 °F) | 310 | 138 | 60 | 80 |
| 1093°C (2000°F) | 172 | 97 | 72 | 85 |
Obsérvese cómo el alargamiento y la reducción de la sección transversal aumentan con la temperatura; esto refleja la creciente ductilidad de la matriz de FCC a medida que se activan los mecanismos de deformación térmica. Desde el punto de vista del diseño estructural, los valores de límite elástico a temperatura elevada son los parámetros determinantes para el análisis de tensiones de los componentes que funcionan en condiciones de servicio a alta temperatura en estado estacionario.
Propiedades de fluencia y rotura por esfuerzo: los datos críticos de diseño
En el caso de los componentes sometidos a cargas continuas a altas temperaturas —soportes de hornos, pernos de sujeción de cámaras de combustión, pernos de retortas—, la tensión admisible en el diseño viene determinada por los datos de fluencia y rotura por tensión, y no por las propiedades de tracción a corto plazo.
| Temperatura | Tensión de fluencia del 1% a las 1000 horas (MPa) | Tensión de rotura tras 1 000 horas (MPa) |
|---|---|---|
| 760°C (1400°F) | 145 | 207 |
| 871 °C (1600 °F) | 62 | 90 |
| 982 °C (1800 °F) | 23 | 38 |
| 1093°C (2000°F) | 8 | 17 |
Estos valores de rotura por tensión son considerablemente inferiores a la resistencia al límite elástico a corto plazo a la misma temperatura, lo que constituye la diferencia fundamental entre el diseño a tracción y el diseño a fluencia. Un perno diseñado para la resistencia al límite elástico a 871 °C fallaría por rotura por fluencia mucho antes de alcanzar la vida útil prevista a esa temperatura. El diseño basado en la fluencia suele limitar la tensión de trabajo a entre el 50 % y el 67,1 % de la tensión de rotura a 1000 horas, dependiendo de los requisitos de vida útil del diseño y de la criticidad de la aplicación.
Datos sobre la resistencia a la oxidación en el aire
| Temperatura | Índice de oxidación (mg/cm²/1 000 horas al aire) | Característica de escala |
|---|---|---|
| 760°C (1400°F) | 1.5-3.0 | Cr₂O₃ fino y adherente |
| 871 °C (1600 °F) | 3.0–6.0 | Subescala de Cr₂O₃ estable + espinela |
| 982 °C (1800 °F) | 5.0–12.0 | Capa endurecida; sigue siendo protectora |
| 1093°C (2000°F) | 12.0–25.0 | Un cambio de masa protector, pero significativo |
| 1177°C (2150°F) | 25.0–50.0 | Se está alcanzando el límite superior de fiabilidad del servicio |
Las bajas tasas de oxidación hasta los 1093 °C explican por qué los componentes de Hastelloy X en las cámaras de combustión de turbinas de gas y en los hornos industriales mantienen tolerancias dimensionales aceptables durante miles de horas de funcionamiento sin necesidad de ser recubiertos ni sustituidos. La capa de óxido que se forma se adhiere firmemente y no se desprende durante los ciclos térmicos, como suele ocurrir con las capas de aleaciones a base de hierro, lo que supone una diferencia fundamental en aplicaciones que experimentan ciclos térmicos repetidos desde la temperatura de funcionamiento hasta la temperatura ambiente.
¿Cómo se fabrica y se procesa la barra redonda de Hastelloy X AMS 5754?
Comprender el proceso de fabricación de la barra redonda de Hastelloy X AMS 5754 ayuda a los ingenieros a evaluar las garantías de calidad del fabricante y a entender por qué existen determinados requisitos de las especificaciones.
Práctica de fundición para la producción de barras de Hastelloy X
Fundición por inducción al vacío (VIM):
El proceso de fundición principal para las barras de Hastelloy X es el VIM, que permite un control preciso de la composición química, lo cual es especialmente importante para el rango de carbono (0,05–0,151 % en peso) y el contenido de boro (0,0101 % en peso como máximo). La fusión al vacío evita la absorción de nitrógeno y oxígeno, que formarían porosidad gaseosa e inclusiones no metálicas en el lingote solidificado.
Refusión por escoria eléctrica (ESR):
Para obtener barras de calidad superior —especialmente para aplicaciones en componentes giratorios del sector aeroespacial o piezas en las que la fatiga es un factor crítico—, el proceso VIM va seguido del ESR. El proceso ESR mejora la macrosegregación, reduce el contenido de inclusiones de óxido y produce una estructura de grano más uniforme en el lingote refundido. La norma AMS 5754 no exige el uso del proceso ESR, pero muchos pedidos de los principales contratistas aeroespaciales especifican o prefieren la práctica de fundición VIM+ESR.
Refusión por arco al vacío (VAR):
En ocasiones, se especifica el VAR para las aplicaciones más críticas en las que es esencial un contenido mínimo de inclusiones. El VIM+VAR ofrece un nivel de pureza similar al del VIM+ESR gracias a un mecanismo de refundición diferente. La refundición triple (VIM+ESR+VAR) es poco habitual en el Hastelloy X, pero se especifica para algunas aplicaciones en motores militares.
Proceso de conformado en caliente y laminado de barras
| Etapa del proceso | Temperatura | Propósito |
|---|---|---|
| Homogeneización de lingotes | 1200–1230 °C | Eliminar la segregación debida a la solidificación; homogeneizar la distribución del molibdeno |
| Desglose primario (forja) | 1050-1200°C | Romper la estructura del lingote de fundición; desarrollar una estructura de grano forjado |
| Laminado en caliente para la producción de barras | 980–1180 °C | Alcanzar el diámetro deseado; refinar el grano hasta cumplir los requisitos de tamaño de grano de la AMS |
| Recocido en solución | 1163 °C ±14 °C (2125 °F ±25 °F) | Disolver todas las fases precipitadas; determinar las propiedades mecánicas finales |
| Enfriamiento por agua o enfriamiento rápido con aire | Tan rápido como sea posible | Evitar la precipitación de carburo y de la fase sigma durante el enfriamiento |
| Enderezar | Temperatura ambiente | Cumplir con el requisito de rectitud de la norma AMS 2240 |
| Recorte de extremos | - | Retirar las secciones superior e inferior del lingote separadas |
| Acondicionamiento de superficies | - | Decapado (torneado) o esmerilado para eliminar la descarburación superficial y los defectos |
La etapa de recocido en solución es especialmente crítica, ya que el Hastelloy X contiene suficiente molibdeno como para que un enfriamiento lento en el intervalo de temperaturas de 650 a 900 °C pueda provocar la precipitación de la fase sigma (un compuesto intermetálico frágil de Ni, Cr, Mo y Fe) en los límites de grano. La fase sigma reduce drásticamente la ductilidad y la tenacidad a temperatura ambiente. El enfriamiento rápido desde la temperatura de recocido de solución inhibe la formación de la fase sigma y produce la estructura limpia de los límites de grano necesaria tanto para la resistencia a la corrosión como para la ductilidad mecánica.
¿Qué condiciones de tratamiento térmico se aplican a las barras de Hastelloy X?
El tratamiento térmico de las barras de Hastelloy X tiene diferentes finalidades en las distintas fases del ciclo de vida del material y del componente: el recocido de solubilización durante la producción establece las propiedades de referencia certificadas según la norma AMS 5754, mientras que el tratamiento térmico posterior a la fabricación restaura las propiedades tras las operaciones de soldadura o conformado en caliente.
Protocolo de recocido de la solución (Requisito AMS 5754)
| Parámetro | Requisito | Justificación |
|---|---|---|
| Temperatura | 1163 °C ±14 °C (2125 °F ±25 °F) | Disuelve todos los carburos de M₂₃C₆ y cualquier fase sigma; incorpora todos los elementos de aleación en solución sólida |
| Tiempo mínimo | 10 minutos por cada 25 mm (1") de sección transversal | Garantiza una temperatura uniforme en todo el diámetro de la barra |
| Método de refrigeración | Enfriamiento por agua o enfriamiento rápido con aire | Suprime la fase sigma y la reprecipitación de carburos durante el enfriamiento |
| Atmósfera | Se puede utilizar aire; se recomienda utilizar gas inerte para garantizar la limpieza de la superficie | Evita la descarburación superficial que reduce la resistencia a la fatiga |
| Propiedades resultantes | De acuerdo con los requisitos mínimos de la norma AMS 5754 | El recocido de solución es el único tratamiento térmico que figura en la norma AMS 5754 |
Consideraciones sobre el tratamiento térmico posterior a la fabricación
Tras operaciones de soldadura o conformado en caliente que expongan al Hastelloy X a temperaturas elevadas, se recomienda (aunque no siempre es obligatorio) realizar un recocido de solución tras la fabricación para recuperar la máxima ductilidad y resistencia a la corrosión. La decisión depende de la aplicación:
| Operación de fabricación | ¿Se recomienda un tratamiento térmico posterior a la fabricación? | Notas |
|---|---|---|
| Soldadura por fusión (GTAW, GMAW) | Recomendado para aplicaciones críticas | Recupera la ductilidad de la zona afectada por el calor (HAZ); disuelve los carburos sensibilizantes |
| Conformado en frío (doblado con una deformación inferior al 51 % del espesor) | No es necesario | Los niveles de deformación son insuficientes como para requerir un recocido |
| Conformado en frío (deformación superior a 5%) | Recomendado | Reduce la tensión residual; restaura la ductilidad |
| Conformado en caliente (por encima de los 900 °C) | Requerido | Restablecer las condiciones de recocido de la solución tras el trabajo en caliente |
| Mecanizado (convencional) | No es necesario | El mecanizado no altera la microestructura global |
| Soldadura | Depende de la temperatura de soldadura fuerte y de la aleación | Consulte la compatibilidad con ciclos de soldadura fuerte específicos |
Efectos de la exposición al servicio sobre la microestructura del Hastelloy X
Los ingenieros que especifiquen el uso de Hastelloy X para aplicaciones a alta temperatura de larga duración deben tener en cuenta que la microestructura de la aleación cambia durante su exposición en servicio. Estos cambios son previsibles y, en general, beneficiosos para la resistencia a la fluencia, pero afectan a la ductilidad a temperatura ambiente:
Formación de carburo M₆C (700–900 °C):
Durante el servicio a estas temperaturas, se forman carburos M₆C intragranulares a partir del carbono sobresaturado en la solución. Estos carburos proporcionan un endurecimiento por precipitación que aumenta ligeramente la resistencia a la fluencia en comparación con el estado recién recocido en solución.
Formación de carburo M₂₃C₆ (600–900 °C):
Durante la exposición prolongada se forman carburos M₂₃C₆ en los límites de grano, lo que proporciona un efecto de fijación en los límites de grano beneficioso para la resistencia a la fluencia. Estos mismos carburos reducen la ductilidad a temperatura ambiente (el alargamiento puede disminuir de 43% a 15–25% tras una exposición prolongada en servicio).
Formación de la fase Mu y de la fase topológicamente compacta (TCP) (por encima de 870 °C, durante tiempos muy prolongados):
El funcionamiento prolongado a temperaturas muy elevadas puede acabar generando precipitados de fase mu que, en grandes cantidades, reducen la ductilidad y la tenacidad. Esto no supone un problema en los intervalos de funcionamiento habituales, pero debe tenerse en cuenta a la hora de planificar el ciclo de vida de los componentes en aplicaciones de hornos industriales con una vida útil que se mide en décadas.
¿En qué sectores y componentes que operan a altas temperaturas se utiliza la barra redonda de Hastelloy X?
Las aplicaciones que impulsan la demanda de barras redondas de Hastelloy X son precisamente aquellas en las que la combinación de resistencia estructural, resistencia a la oxidación y facilidad de mecanizado en forma de barra no puede ser igualada por aleaciones menos eficaces.
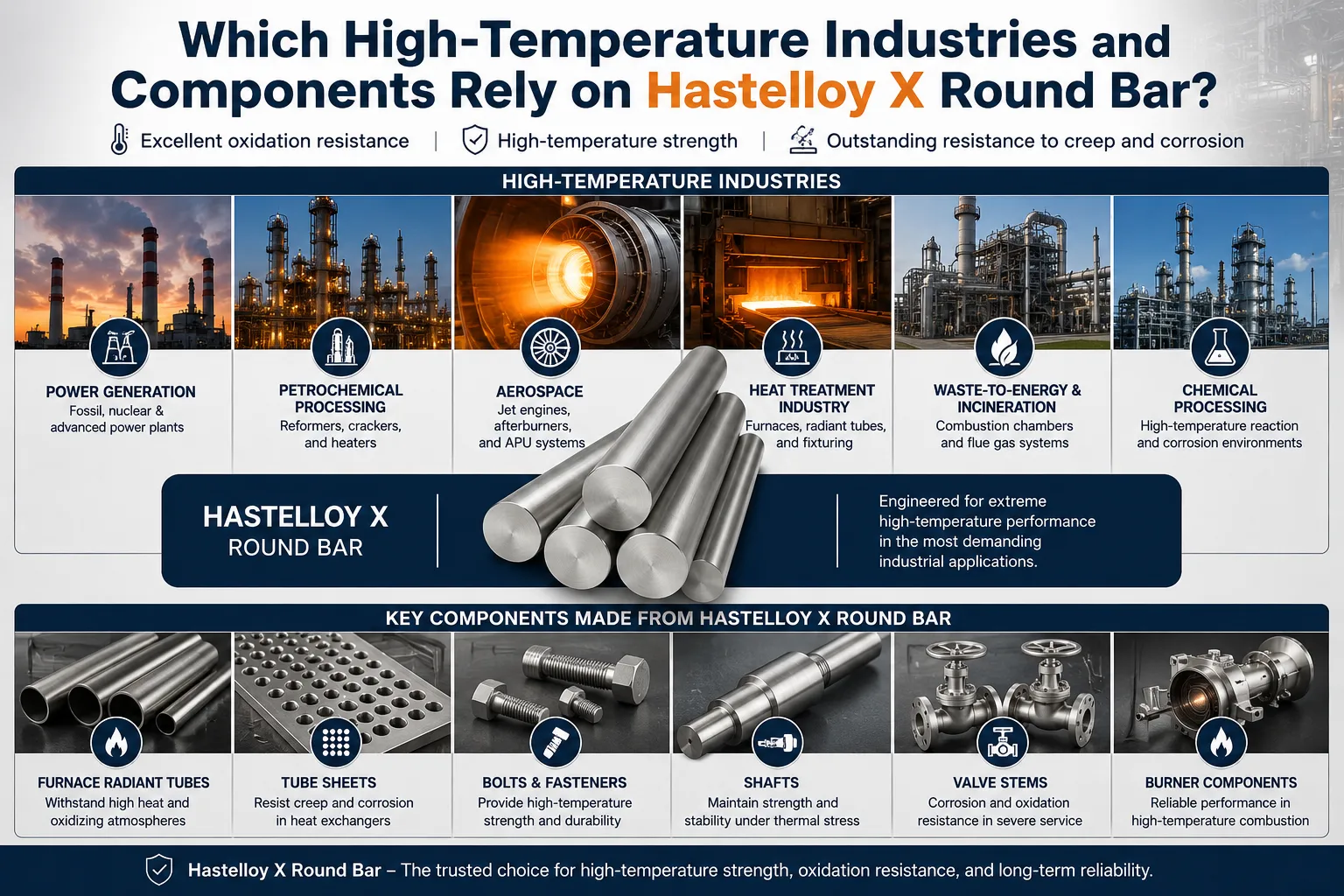
Aplicaciones de los motores de turbina de gas en el sector aeroespacial
Los motores de turbina de gas constituyen el mercado más amplio y técnicamente más exigente para la barra redonda de Hastelloy X. La sección de combustión de un motor de turbina de gas funciona a temperaturas del metal que alcanzan los 900-1100 °C en un entorno de oxidación continua y ciclos térmicos. Los componentes fabricados con barra redonda en este entorno incluyen:
Componentes de la cúpula y el revestimiento de la cámara de combustión:
Los cuerpos de los mezcladores, las carcasas de los inyectores de combustible, los soportes de la cúpula y los pernos de fijación de los revestimientos se mecanizan a partir de barra redonda de Hastelloy X. Estos componentes deben soportar la radiación térmica directa de la llama de combustión, al tiempo que mantienen su integridad estructural a lo largo de miles de ciclos térmicos de arranque y parada. La combinación de la retención de la resistencia a altas temperaturas y la resistencia a la fatiga térmica del Hastelloy X lo convierte en el material estándar para estos componentes, tanto en turbinas de gas militares como comerciales.
Conjuntos de mantenedores de llama:
Los soportes de llama de la cámara de postcombustión de los motores a reacción militares funcionan en condiciones especialmente adversas: inmersión directa en los gases de escape de la postcombustión a temperaturas superiores a los 1000 °C, además de las vibraciones acústicas provocadas por las inestabilidades de la combustión. Las barras de Hastelloy X mecanizadas con geometrías de soporte de llama en forma de canal en V y de pilar cuentan con décadas de historial de servicio documentado en estas aplicaciones.
Elementos de fijación y espárragos para motores de turbina:
La fijación con pernos a altas temperaturas en motores de turbina de gas —pernos de montaje de la cámara de combustión, elementos de fijación entre el revestimiento y la carcasa, pernos de la carcasa del difusor— requiere materiales que mantengan la carga de sujeción a lo largo de miles de ciclos térmicos sin que se produzca una relajación por fluencia. El Hastelloy X en forma de barra se mecaniza para fabricar estos elementos de fijación cuando las temperaturas de servicio superan la capacidad del A-286 o incluso de algunas aleaciones de fijación a base de cobalto.
Equipo de pruebas y hardware de desarrollo:
Las instalaciones de ensayo de motores utilizan grandes cantidades de barras de Hastelloy X en los elementos estructurales de los objetos de ensayo, los soportes de los disipadores de calor y las estructuras de soporte de la instrumentación, que quedan expuestas a los gases de escape del motor durante los programas de ensayo.
Hornos industriales y aplicaciones de tratamiento térmico
| Aplicación | Temperatura de servicio | Por qué se especifica el Hastelloy X |
|---|---|---|
| Soportes para tubos radiantes | 900–1100 °C | Resistencia a altas temperaturas continuas con ciclos térmicos |
| Ejes de los rodillos del horno | 850–1000 °C | Soporte giratorio sometido a carga a alta temperatura |
| Perchas y varillas para retortas | 950-1150°C | Carga suspendida en hornos de atmósfera controlada |
| Tubos protectores para termopares | Hasta 1200 °C | Fabricado a partir de una barra con un diámetro exterior e interior de precisión; resistente a la oxidación |
| Estructuras de soporte para hornos de mufla | 900–1100 °C | Elementos estructurales de los hornos de combustión indirecta |
| Carburación de pernos y pasadores de cesta | 900–950 °C en gas de cementación | Resiste la carburación, que podría hacer que los elementos de fijación de baja aleación se vuelvan frágiles |
| Barras de sujeción para nitruración | 500–600 °C en NH₃ | Resiste la nitruración, que con el tiempo hace que los elementos de fijación de acero se vuelvan frágiles |
| Accesorios para hornos de baño de sal | 500–900 °C en sal fundida | Resistencia térmica y química a las sales de nitrato y cloruro |
Aplicaciones en procesos químicos y generación de energía
Más allá de los sectores aeroespacial y del tratamiento térmico, la barra redonda de Hastelloy X se utiliza en procesos industriales en los que conviven condiciones térmicas extremas, entornos oxidantes y la necesidad de componentes mecanizados con precisión:
- Sistemas de soporte para tubos de reformadores en la producción de hidrógeno —donde el gas reformado a 800-900 °C debe contenerse estructuralmente, mientras que la estructura de soporte de los tubos se ve sometida a las mismas temperaturas—.
- Equipos para la unidad de craqueo catalítico en el sector del refinado de petróleo: rejillas de soporte, pozos termométricos y marcos de tamices catalíticos que funcionan de forma continua a temperaturas de entre 700 y 900 °C en entornos con vapores de hidrocarburos.
- Componentes de la turbina de vapor de recalentamiento de una central eléctrica — donde el vapor sobrecalentado a más de 600 °C entra en contacto con elementos estructurales que deben resistir la oxidación y mantener la estabilidad dimensional.
- Interiores de incineradoras de residuos y oxidantes térmicos — donde los productos de combustión que contienen cloruro, a temperaturas de entre 900 y 1100 °C, corroen rápidamente las aleaciones a base de hierro, mientras que el Hastelloy X mantiene índices de corrosión aceptables.
¿En qué se diferencia la barra de Hastelloy X de los materiales de aleación para altas temperaturas de la competencia?
La selección de materiales para aplicaciones de barras en altas temperaturas requiere una comparación sistemática de los parámetros de rendimiento pertinentes. El siguiente análisis compara el Hastelloy X con las aleaciones alternativas más habituales que barajan los ingenieros.
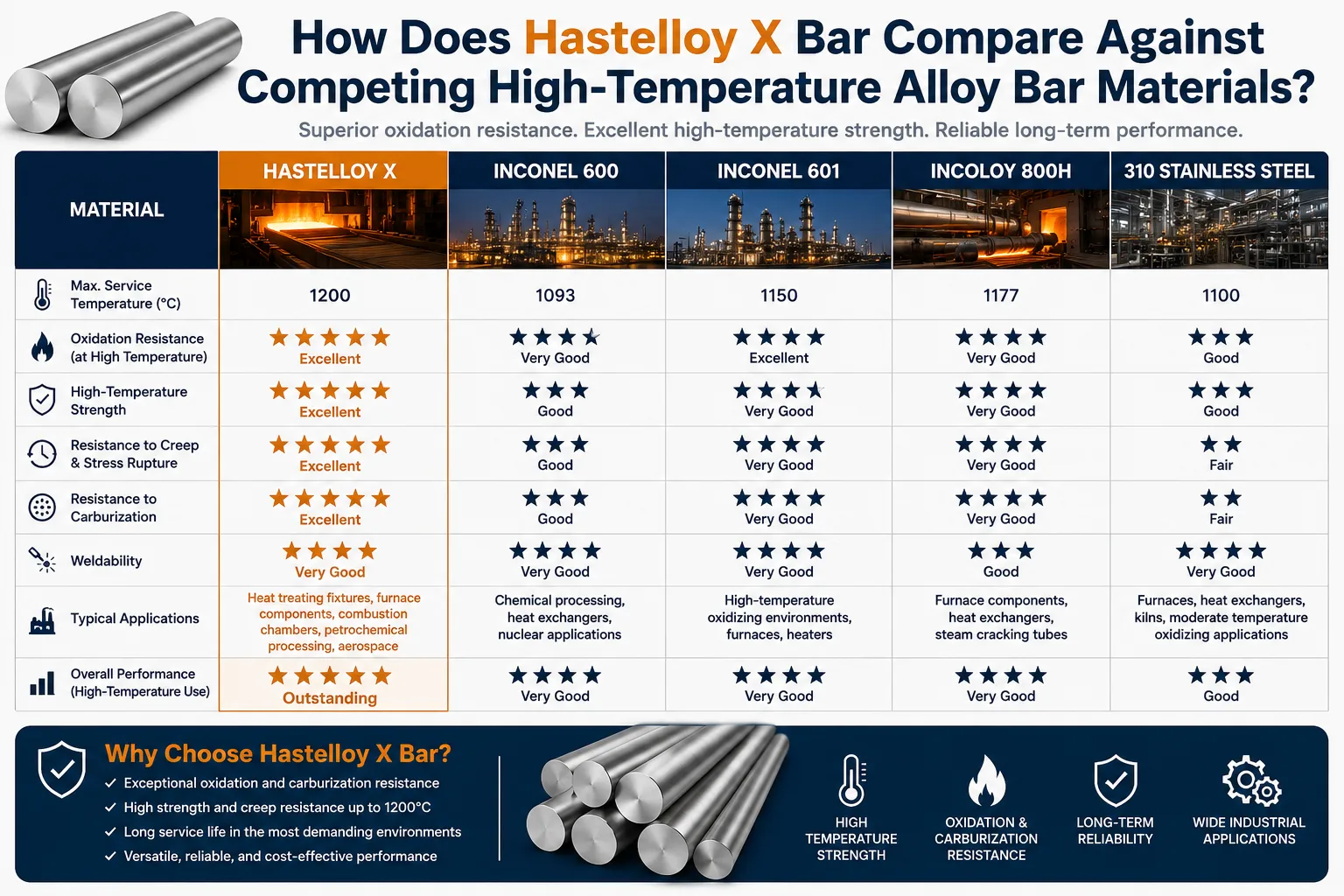
Comparativa exhaustiva de aleaciones para barras de alta temperatura
| Propiedad | Hastelloy X (N06002) | Inconel 625 (N06625) | Inconel 718 (N07718) | Waspaloy (N07001) | 310 SS (S31000) | RA330 (N08330) |
|---|---|---|---|---|---|---|
| Temperatura máxima de funcionamiento continuo (resistencia) | 1177°C | 816 °C | 704°C | 980°C | 1050 °C (solo oxidación) | 1100 °C (solo oxidación) |
| Límite superior de fluencia a 871 °C (MPa) | 483 | 380 | 310 | 620 | 90 | 115 |
| YS a 871 °C (MPa) | 172 | 175 | 140 | 380 | 45 | 55 |
| Tensión de rotura a las 1000 horas a 871 °C (MPa) | 90 | 55 | 40 | 200 | 15 | 20 |
| Resistencia a la oxidación a 1100 °C | Excelente | Excelente | Pobre | Bien | Moderado | Bien |
| Resistencia a la carburación | Bien | Bien | Moderado | Bien | Pobre | Excelente |
| Resistencia a la nitruración | Bien | Bien | Moderado | Bien | Pobre | Bien |
| Soldabilidad | Excelente | Excelente | Bueno (problemas de HAZ) | Moderado | Bien | Bien |
| Especificaciones de la barra AMS | AMS 5754 | AMS 5666 | AMS 5662/5663 | AMS 5544 | - | - |
| Coste relativo (dólares por libra) | Alta | Alta | Moderado-alto | Muy alta | Bajo | Bajo-Moderado |
La comparación revela que el Hastelloy X ocupa un nicho específico de rendimiento entre las superaleaciones endurecibles por precipitación más caras (Waspaloy, René 41), que ofrecen una mayor resistencia a temperaturas moderadas, y las aleaciones de alta temperatura a base de hierro de menor coste (310 SS, RA330) que ofrecen resistencia a la oxidación con niveles de resistencia más bajos. Para aplicaciones que requieren tanto una resistencia estructural significativa como una auténtica resistencia a la oxidación a temperaturas superiores a 800 °C, el Hastelloy X es la solución más rentable de la tabla comparativa.
Hastelloy X frente a Inconel 625 para aplicaciones de barras a alta temperatura
Los ingenieros suelen preguntar si las barras de Inconel 625 pueden sustituir al Hastelloy X en aplicaciones estructurales a altas temperaturas. La respuesta depende de la temperatura de servicio:
Por debajo de los 816 °C, el Inconel 625 y el Hastelloy X presentan perfiles de rendimiento comparables, aunque el Inconel 625 ofrece una resistencia significativamente mayor a la corrosión por picaduras y en hendiduras en entornos clorados, debido a su mayor contenido en molibdeno. Para aplicaciones en este rango de temperaturas que también impliquen exposición a líquidos o vapores corrosivos, el Inconel 625 suele ser la opción preferida.
Por encima de los 816 °C, el Hastelloy X mantiene de forma constante una resistencia estructural más útil que el Inconel 625, que a estas temperaturas entra en una fase de reblandecimiento rápido. Un perno de soporte de una cámara de combustión que opera a 950 °C no tiene prácticamente ninguna alternativa viable al Hastelloy X (o a una aleación Waspaloy/René más cara), ya que el Inconel 625 requeriría secciones transversales mucho mayores para soportar la misma carga a esa temperatura.
Hastelloy X frente a Waspaloy para aplicaciones con barras a alta temperatura
El Waspaloy (UNS N07001, AMS 5544/5706/5707) ofrece una resistencia considerablemente mayor que el Hastelloy X a temperaturas de hasta 980 °C, gracias a su fuerte respuesta de endurecimiento por precipitación de gamma prime. En el caso de los componentes giratorios —discos de turbina, discos de compresor, álabes de turbina de alta presión—, la ventaja de Waspaloy en cuanto a resistencia, que es de 2 a 3 veces superior a la de Hastelloy X a esa temperatura, justifica su sobreprecio de 2 a 3 veces.
Sin embargo, Waspaloy presenta una soldabilidad notablemente inferior a la de Hastelloy X. El precipitado gamma prime que confiere resistencia al Waspaloy también lo hace susceptible a la fisuración por envejecimiento bajo tensión en la zona afectada por el calor de la soldadura. Por lo tanto, los componentes que requieren un ensamblaje soldado o una reparación in situ se adaptan mejor al Hastelloy X, que puede soldarse por fusión sin precauciones especiales contra el agrietamiento de la zona afectada por el calor (HAZ) y puede recocerse tras la soldadura en un ciclo sencillo de horno sin riesgo de degradación de las propiedades.
Solemos aconsejar a los clientes que están comparando Waspaloy y Hastelloy X que se centren en dos cuestiones: ¿Se suelda el componente o se repara mediante soldadura durante su vida útil? En caso afirmativo, es muy recomendable optar por Hastelloy X. ¿Se somete el componente principalmente a tracción a temperaturas superiores a 870 °C, donde cada MPa de margen de resistencia es importante? En caso afirmativo, la mayor resistencia de Waspaloy compensa los retos de fabricación y el coste.
¿Cuáles son los parámetros de mecanizado y las consideraciones de fabricación para las barras de Hastelloy X?
El mecanizado de barras redondas de Hastelloy X plantea retos similares a los de otras superaleaciones de níquel —rápido endurecimiento por deformación, baja conductividad térmica y alta dureza en caliente—, pero estos retos se pueden superar con las herramientas, los parámetros y la estrategia de corte adecuados.
Parámetros de mecanizado recomendados para barras de Hastelloy X
| Operación | Material de la herramienta | Velocidad de corte | Velocidad de alimentación | Profundidad de corte | Refrigerante |
|---|---|---|---|---|---|
| Giro brusco | Carburo C-2 (sin recubrimiento o con recubrimiento de TiN) | 25–50 pies cuadrados por minuto (7,5–15 m/min) | 0,008–0,018 IPR | 0.080–0.200" | Inundación de alta presión |
| Acabado Torneado | Carburo recubierto de TiAlN | 50–100 pies cuadrados por minuto (15–30 m/min) | 0,003–0,008 IPR | 0.015–0.040" | Inundación de alta presión |
| Fresado en bruto | Fresa de metal duro monobloque (4 canales) | 20–40 pies cuadrados por minuto (6–12 m/min) | 0,002–0,005 pulgadas por diente | 0.040–0.120" | Riego por aspersión o nebulización a alta presión |
| Fresado de acabado | Carburo recubierto de TiAlN | 40–80 pies cuadrados por minuto (12–25 m/min) | 0,001–0,003 pulgadas por diente | 0.010–0.030" | Inundación |
| Perforación | Cobalto M42 HSS o metal duro macizo | 10–20 pies cuadrados por minuto (3–6 m/min) | 0,002–0,005 IPR | Diámetro total | Se recomienda el uso de un husillo con paso de alta presión |
| Tapping | Canal en espiral HSS-Co | 8–15 m² | - | - | Líquido para el taponado, de aplicación con brocha |
| Rectificado | Muela vitrificada de CBN o Al₂O₃ | - | Avance ligero, 0,001–0,003" por pasada | Muy ligero | Exceso de agua: evita daños térmicos |
| Brocado | HSS M42 | Muy lento (brocha de empuje) | - | 0,001–0,003 pulgadas por diente | Inundación |
Principios fundamentales del mecanizado del Hastelloy X
Mantener el corte continuo:
El Hastelloy X se endurece por deformación extremadamente rápido cuando la herramienta de corte se detiene o roza la pieza sin cortar. Una herramienta que se detiene en profundidad crea una capa endurecida (de hasta 250% de dureza base en la zona cercana a la superficie) que provoca la fractura de la herramienta en la siguiente pasada. Es esencial programar trayectorias de herramienta continuas con movimientos de entrada y salida suaves, y mantener la carga de viruta incluso en los movimientos de transición.
Nunca permita que las herramientas rocen entre sí:
Las herramientas desafiladas que rozan en lugar de cortar provocan el mismo problema de endurecimiento por deformación que una pausa. El Hastelloy X requiere herramientas afiladas y cambios frecuentes de plaquitas a intervalos más cortos que los utilizados para el acero inoxidable o el acero al carbono. Recomendamos establecer un número fijo de pasadas por filo de plaquita basándose en pruebas de corte validadas, en lugar de utilizar las plaquitas hasta que se produzca un fallo visible.
Líquido refrigerante a alta presión:
La baja conductividad térmica del Hastelloy X (11,7 W/m·K a 100 °C) hace que el calor generado durante el corte se concentre en la punta de la herramienta. El suministro de refrigerante a alta presión (700–1000 psi en la zona de corte) es la medida más eficaz para prolongar la vida útil de la herramienta, ya que enfría la zona de corte y, al mismo tiempo, fractura y evacua las virutas antes de que se vuelvan a soldar a la pieza de trabajo (formación de bordes acumulados).
Herramientas de rastrillo positivo:
Las plaquitas de metal duro con geometría de ángulo de inclinación positivo reducen las fuerzas de corte necesarias para cortar virutas de Hastelloy X, lo que disminuye la generación de calor y la tendencia al endurecimiento por deformación en comparación con las herramientas de ángulo de inclinación negativo. Para las operaciones de torneado, se prefieren las plaquitas de ángulo de inclinación positivo con un filo bien afilado frente a las geometrías de ángulo de inclinación muy negativo que podrían utilizarse para cortes interrumpidos en acero.
¿Qué procedimientos de soldadura se aplican al fabricar barras de Hastelloy X para su incorporación en conjuntos?
Una de las características más valiosas desde el punto de vista práctico del Hastelloy X es su excepcional soldabilidad entre las superaleaciones de alta temperatura. Esta propiedad permite soldar componentes mecanizados de barra para formar conjuntos fabricados complejos, una capacidad que distingue al Hastelloy X de las aleaciones endurecibles por precipitación, que se agrietan en la zona afectada por el calor de la soldadura.
Procesos de soldadura y metales de aportación para Hastelloy X
| Proceso de soldadura | Metal de aportación adecuado | Clasificación AWS | Notas |
|---|---|---|---|
| GTAW (TIG) | Material de relleno Hastelloy W o Hastelloy X | ERNiCrMo-2 (Hastelloy W) o equivalente | Se recomienda el uso de soldadura GTAW para todas las soldaduras de Hastelloy X |
| SMAW (varilla) | Electrodo de Hastelloy X a juego | ENiCrMo-2 | Soldadura posicional en perfiles de gran sección |
| GMAW (MIG) | Alambre de ERNiCrMo-2 | ERNiCrMo-2 | Mayor velocidad de deposición; calidad ligeramente inferior en comparación con el GTAW |
| PAW (Arco de Plasma) | Igual que GTAW | ERNiCrMo-2 | Soldadura de precisión; buen control de la penetración |
| Haz de electrones | Autógeno (sin relleno) | - | Uniones soldadas de alta precisión para la industria aeroespacial |
Requisitos del procedimiento de soldadura para Hastelloy X
Preparación previa a la soldadura:
Todas las superficies de unión y las zonas adyacentes deben desengrasarse a fondo (limpiándolas primero con un paño impregnado en acetona y luego con un paño limpio) y debe eliminarse cualquier capa de óxido mediante esmerilado o decapado químico. Los compuestos que contienen azufre procedentes de lubricantes de mecanizado, tintas de rotuladores o herramientas contaminadas son especialmente peligrosos: incluso una contaminación mínima por azufre puede provocar grietas por calor en las soldaduras de Hastelloy X.
Precaliente:
A diferencia del acero al carbono, el Hastelloy X no requiere precalentamiento para evitar el agrietamiento por hidrógeno. La práctica de precalentamiento recomendada consiste simplemente en asegurarse de que el metal base se encuentre a una temperatura mínima de 16 °C (61 °F) por encima del punto de rocío ambiental; en esencia, se trata de un precalentamiento para eliminar la humedad, más que de un precalentamiento metalúrgico.
Temperatura del Interpass:
La temperatura máxima entre pasadas debe limitarse a 177 °C (350 °F) para evitar una acumulación excesiva de calor que favorezca el engrosamiento del grano y una permanencia prolongada en el rango de temperaturas de sensibilización (650-870 °C) durante la soldadura de múltiples pasadas.
Purga inversa:
En el caso de las soldaduras en ranura de penetración completa en tubos de Hastelloy X, es necesario realizar una purga trasera con argón 99,995% para evitar la oxidación de la raíz de la soldadura en la superficie interior. La contaminación por óxido de la raíz de la soldadura reduce la resistencia a la corrosión y da lugar a puntos de inicio de fatiga.
Tratamiento térmico posterior a la soldadura:
El Hastelloy X no requiere un tratamiento térmico posterior a la soldadura (PWHT) para prevenir la fisuración retardada, a diferencia de muchos aceros de alta resistencia. Sin embargo, se recomienda un recocido de solución post-soldadura a 1163 °C para las piezas que vayan a estar expuestas a entornos corrosivos o en las que se requiera la máxima ductilidad de la zona de soldadura. Para las piezas que vayan a funcionar a altas temperaturas sin exposición a líquidos corrosivos, el estado tal y como se ha soldado suele ser aceptable sin necesidad de PWHT.
¿Qué dimensiones, tolerancias y acabados superficiales de barras a medida ofrece MWalloys?
MWalloys suministra barras redondas de Hastelloy X con certificación AMS 5754 en una amplia gama de dimensiones estándar y a medida, con acabados superficiales y tolerancias de diámetro adaptados a los requisitos específicos de mecanizado e inspección de la aplicación de cada cliente.
Gama de diámetros disponibles y clases de tolerancia estándar
| Rango de diámetros de la barra | Tolerancia estándar (según la norma AMS 2241) | Tolerancia de precisión | Notas |
|---|---|---|---|
| 6 mm – 12 mm (1/4" – 1/2") | +0,000 / -0,13 mm (+0,000 / -0,005") | +0,000 / -0,05 mm | Diámetro pequeño; tolerancia de precisión estándar |
| 12 mm – 25 mm (1/2" – 1") | +0,000 / -0,25 mm (+0,000 / -0,010") | +0,000 / -0,10 mm | Gama de mecanizado estándar |
| 25 mm – 50 mm (1" – 2") | +0,000 / -0,38 mm (+0,000 / -0,015") | +0,000 / -0,18 mm | Gama habitual de tamaños de barras |
| 50 mm – 100 mm (2" – 4") | +0,000 / -0,51 mm (+0,000 / -0,020") | +0,000 / -0,25 mm | Mecanizado de diámetros mayores y paredes más gruesas |
| 100 mm – 200 mm (4" – 8") | +0,000 / -0,76 mm (+0,000 / -0,030") | +0,000 / -0,38 mm | Perfiles pesados; la rectitud es fundamental |
| 200 mm – 400 mm (8" – 16") | +0,000 / -1,02 mm (+0,000 / -0,040") | Bajo pedido | Pieza de gran tamaño; disponible previa solicitud |
Opciones de longitud de la barra y acabado de la superficie
| Parámetro | Opciones estándar | Opciones personalizadas |
|---|---|---|
| Longitud (laminado estándar) | 1 000–6 000 mm, longitud variable | Cortar a una longitud específica con una tolerancia de ±3 mm |
| Longitud (corte de precisión) | De ±1 mm a ±0,5 mm bajo pedido | Para piezas en bruto de precisión con dimensiones similares a las de la pieza acabada |
| Estado de la superficie | Torneado y pulido (estándar AMS) | Pelado, molido, molido sin núcleo |
| Rugosidad de la superficie | Ra 1,6–3,2 µm (torneado/desbastado) | Ra 0,4–0,8 µm (rectificado de precisión) |
| Condición final | Corte con sierra (estándar) | Enmarcado y centrado a petición |
| Rectitud | 3 mm por cada 1 000 mm (estándar) | 1 mm por cada 1 000 mm (precisión) |
Servicios de procesamiento adicionales disponibles en MWalloys
Además de suministrar barras en bruto, MWalloys puede ofrecer:
- Inspección por ultrasonidos: Ensayo por ultrasonidos longitudinal y transversal 100% según la norma ASTM A388 o las especificaciones del cliente, con criterios de rechazo según el plano.
- Identificación positiva del material (IMP): Verificación elemental mediante XRF de cada barra para confirmar la composición de la aleación.
- Pruebas de dureza: Prueba de dureza Rockwell por lote o por pieza, con los valores consignados en el certificado de inspección.
- Nueva verificación química: Análisis de laboratorio OES o ICP realizados por terceros para evaluar la composición química del producto cuando se requiere una verificación adicional más allá del MTR.
¿Qué certificaciones de calidad y documentación acompañan a las barras de aleación MWalloys AMS 5754?
Cada envío de barras redondas de Hastelloy X con certificación AMS 5754 de MWalloys va acompañado de un paquete de documentación diseñado para cumplir los requisitos de inspección de entrada de los principales contratistas aeroespaciales, las auditorías de los sistemas de gestión de la calidad industrial y las normas internacionales de documentación de proyectos.
Paquete completo de documentación para la barra de Hastelloy X AMS 5754
| Documento | Contenido | Norma/Requisito |
|---|---|---|
| Informe de ensayo de materiales (MTR) | Análisis químico completo de la aleación UNS N06002, número de lote, proceso de fundición, registro del tratamiento térmico, resultados de los ensayos de tracción (límite superior de resistencia a la tracción, límite inferior de resistencia a la tracción, alargamiento, rugosidad media), tamaño de grano | AMS 5754 |
| Certificado de conformidad (C de C) | Declaración escrita de conformidad con la norma AMS 5754, carta de revisión, con la firma del responsable de calidad autorizado | AMS 5754 |
| Certificado de dureza | Dureza Brinell o Rockwell medida por lote | ASTM E18 |
| Informe del ensayo de tracción | Datos completos del ensayo de tracción, incluyendo las dimensiones de la probeta, la longitud de referencia y la temperatura de ensayo | ASTM E8 |
| Informe sobre el tamaño de grano | Índice de granulometría según la norma ASTM E112, que confirma un tamaño igual o inferior a ASTM 3 | ASTM E112 |
| Informe de inspección dimensional | Diámetro, longitud, rectitud y acabado superficial medidos | AMS 2241 |
| Marcado de números de serie | Estampado en el extremo del manillar o plantilla de pintura con el número de lote para garantizar la trazabilidad | AMS 5754 |
| Certificado EN 10204 3.1 | Documento de inspección en formato europeo con referencia a un inspector independiente (previa solicitud) | EN ISO 10204 |
| Declaración de cumplimiento del DFARS | Certificación de fundición y fabricación nacional para programas de defensa de EE. UU. | 48 CFR 252.225-7009 |
| Declaración de origen | Identificación del país de fabricación para el cumplimiento de la normativa de importación | Requisitos de los clientes o normativos |
Condiciones generales de suministro e información sobre pedidos de MWalloys
MWalloys está organizada para atender a clientes de todos los principales mercados industriales y aeroespaciales a nivel mundial, con condiciones de suministro diseñadas para minimizar las dificultades en el proceso de adquisición y garantizar una entrega fiable de barras de Hastelloy X certificadas.
Condiciones de pedido y suministro
| Término | Detalles |
|---|---|
| Cantidad mínima de pedido | Sin cantidad mínima: se aceptan pedidos desde una sola barra hasta cantidades de producción completas |
| Plazo de entrega estándar | De 10 a 25 días para tamaños en stock; de 25 a 40 días para diámetros o longitudes no estándar |
| Entrega urgente / prioritaria | De 7 a 12 días para reparaciones de emergencia y mantenimiento urgente (confirmar disponibilidad de existencias) |
| Condiciones de pago (primer pedido) | T/T (transferencia telegráfica): depósito del 30% al confirmar el pedido, saldo del 70% antes del envío |
| Condiciones de pago (clientes habituales) | 30 días netos a partir de la fecha de la factura, previa aprobación del crédito |
| Carta de crédito | Aceptado para pedidos superiores a 30 000 USD |
| Plazo de respuesta a la solicitud de presupuesto | Envío el mismo día laborable para tamaños estándar; en un plazo de 24 horas para especificaciones personalizadas |
Capacidades de transporte y logística
| Modalidad de envío | Tiempo de tránsito | Apto para |
|---|---|---|
| Transporte aéreo internacional (urgente) | 1–4 días | Suministros de emergencia, cantidades reducidas, piezas de alto valor |
| Transporte aéreo internacional (estándar) | De 3 a 7 días | Suministro habitual, cantidades de prototipos |
| Transporte marítimo (FCL — contenedor completo) | Entre 18 y 45 días, según el destino | Pedidos de gran volumen, suministro para la producción |
| Transporte marítimo (LCL — carga inferior a un contenedor) | 22–45 días | Cantidades medias, suministro no urgente |
| Transporte terrestre (América del Norte) | De 3 a 8 días | Envíos a Estados Unidos continental, Canadá y México |
| Transporte terrestre (Europa) | 4–10 días | Entrega a clientes europeos |
| Servicio de mensajería (DHL, FedEx, UPS) | De 2 a 5 días para envíos internacionales | Paquetes pequeños, documentación, prototipos |
Incoterms disponibles: EXW, FOB, CIF, CIP, DAP, DDP: confirmamos la modalidad que mejor se adapte a la logística de importación de cada cliente.
Regiones y mercados en los que operamos
MWalloys suministra barras redondas de Hastelloy X (AMS 5754) a clientes de más de 65 países. Entre los principales mercados de clientes se incluyen:
| Región | Principales sectores de clientes |
|---|---|
| América del Norte (EE. UU., Canadá) | Fabricantes de equipos originales (OEM) del sector aeroespacial, mantenimiento, reparación y revisión (MRO) de turbinas de gas, fabricantes de equipos originales (OEM) de hornos industriales, sector de la defensa |
| Europa (Reino Unido, Alemania, Francia, Italia, Escandinavia) | Fabricantes de equipos originales del sector aeroespacial, generación de energía, procesamiento químico, investigación |
| Oriente Medio (Emiratos Árabes Unidos, Arabia Saudí, Catar) | Procesamiento de gas, generación de energía, petróleo y gas |
| Asia-Pacífico (Singapur, Japón, Corea del Sur, Australia) | Mantenimiento, reparación y revisión (MRO) aeroespacial, fabricación industrial, instituciones de investigación |
| China | Componentes aeroespaciales, hornos industriales, energía |
| India | Fabricación de turbinas de gas, calefacción industrial, defensa |
| América Latina (Brasil, México) | Mantenimiento aeroespacial, procesamiento de petróleo y gas |
Preguntas frecuentes sobre la barra redonda de Hastelloy X
1: ¿Cuál es la temperatura máxima de servicio continuo de la barra redonda de Hastelloy X en aplicaciones estructurales?
La temperatura máxima recomendada para el servicio continuo de la barra redonda de Hastelloy X en aplicaciones estructurales sometidas a carga es de aproximadamente 1177 °C (2150 °F) en atmósferas oxidantes, y el límite práctico de diseño estructural viene determinado por las propiedades de fluencia y rotura por tensión, que se vuelven limitantes por encima de aproximadamente 1093 °C (2000 °F) para componentes sometidos a una carga sostenida significativa. Por debajo de aproximadamente 982 °C (1800 °F), el Hastelloy X mantiene unas resistencias a la rotura por tensión que permiten diseños estructurales viables en aplicaciones de turbinas de gas y hornos industriales. Entre 982 °C y 1177 °C, la aleación sigue funcionando estructuralmente, pero las tensiones de diseño deben reducirse a niveles muy bajos (por debajo de 20 MPa para una vida útil de 1000 horas a 1093 °C), lo que limita el componente a funciones estructurales de carga ligera, como soportes, guías y abrazaderas de baja tensión. Para servicio intermitente —ciclos térmicos en lugar de mantenimiento continuo de la temperatura—, los componentes de Hastelloy X han demostrado un rendimiento aceptable hasta una temperatura máxima de 1200 °C en entornos de ensayo de turbinas de gas. Por encima de 1177 °C, la capa protectora de Cr₂O₃ comienza a formar CrO₃ volátil en el aire a altas velocidades de gas, lo que reduce la protección contra la oxidación. En MWalloys, proporcionamos a los clientes tablas completas de rotura por tensión y asistencia en los cálculos de diseño cuando las temperaturas de aplicación se acercan a estos límites.
2: ¿En qué se diferencia la barra de Hastelloy X AMS 5754 de la barra ASTM B572?
Tanto la norma AMS 5754 como la ASTM B572 especifican la barra de Hastelloy X (UNS N06002) en estado recocido en solución con requisitos químicos equivalentes, pero la norma AMS 5754 impone requisitos de calidad, ensayo y documentación significativamente más estrictos, que son obligatorios para aplicaciones aeroespaciales y de defensa, mientras que la norma ASTM B572 ofrece una vía de certificación de grado industrial de menor coste para usos no aeroespaciales. Entre las diferencias específicas se incluyen las siguientes: la norma AMS 5754 exige la verificación del tamaño de grano según la norma ASTM E112 (ASTM 3 o más fino), mientras que la norma ASTM B572 no especifica límites de tamaño de grano; la norma AMS 5754 exige ensayos de tracción lote por lote, mientras que la norma ASTM B572 permite una frecuencia de ensayo menor; La norma AMS 5754 exige tolerancias dimensionales según la norma AMS 2241, mientras que la norma B572 hace referencia a los requisitos generales de la norma ASTM B880; y los informes de ensayo de materiales de la norma AMS 5754 deben incluir todos los datos de ensayo firmados por un representante de calidad autorizado que cumpla con la norma AS9100 o un sistema de gestión de la calidad equivalente. Para componentes de hornos industriales, equipos de procesos químicos y hardware no aeronáutico, el material certificado según la norma ASTM B572 ofrece un rendimiento de aleación idéntico al del material AMS 5754 a un coste de certificación menor. Para cualquier aplicación aeroespacial, de defensa o crítica para el vuelo, la norma AMS 5754 es la especificación correcta e innegociable. MWalloys dispone de existencias de ambos niveles de certificación y confirmará con los clientes qué especificación es la adecuada antes de procesar cualquier pedido.
3: ¿Se puede utilizar la barra redonda de Hastelloy X en hornos de cementación?
El Hastelloy X ofrece una buena resistencia a la carburación en atmósferas carburantes a temperaturas de hasta aproximadamente 1000 °C, pero para las condiciones de carburación más severas —alta actividad del carbono, temperaturas superiores a 950 °C, tiempos de exposición muy prolongados— las aleaciones con mayor contenido de níquel, como Haynes 214 o Incoloy 800HT, ofrecen una resistencia superior a la carburación. La resistencia a la carburación del Hastelloy X se debe a que su contenido en cromo forma una barrera de Cr₂O₃ que limita la penetración del carbono, lo cual se combina con la afinidad relativamente baja del níquel —el metal base— por el carbono en comparación con el hierro. En la práctica, los accesorios, soportes y barras de sujeción de Hastelloy X en hornos de cementación que operan a 900–950 °C muestran ciclos de vida aceptables, medidos en cientos o miles de horas, antes de que la profundidad de penetración del carbono adquiera importancia mecánica. Para ciclos de carburación extremadamente largos (más de 3000 horas) con un alto potencial de carbono (Cp superior a 1,2%), los ingenieros deben evaluar aleaciones optimizadas específicamente para la resistencia a la carburación. MWalloys puede proporcionar, previa solicitud, tablas comparativas de datos de resistencia a la carburación y ayudar a determinar si el Hastelloy X o una alternativa con mayor contenido de níquel es la especificación adecuada para las condiciones específicas del horno de carburación.
4: ¿Cuál es la cantidad mínima de pedido para barras redondas de Hastelloy X a medida de MWalloys?
MWalloys no exige una cantidad mínima de pedido para la barra redonda de Hastelloy X AMS 5754: suministramos desde barras individuales cortadas a la longitud especificada por el cliente hasta pedidos de tonelajes completos, y proporcionamos toda la documentación AMS 5754 independientemente del volumen del pedido. Esta política está diseñada específicamente para dar soporte a programas de prototipado aeroespacial, operaciones de mantenimiento y reparación (MRO) que requieran barras de recambio individuales, e instituciones de investigación que desarrollen nuevos diseños de componentes para altas temperaturas. Los pedidos de barras individuales de diámetros estándar disponibles en stock suelen enviarse en un plazo de 5 a 10 días laborables. Para diámetros no estándar o barras de gran tamaño que no se encuentran en stock habitual, se aplican cantidades mínimas de una longitud completa de barra (normalmente de 1000 a 3000 mm, dependiendo del diámetro) procedentes de la fábrica. Los pedidos de prototipos para el desarrollo de nuevos componentes reciben el mismo paquete de documentación de certificación AMS 5754 que el suministro de producción, lo que permite a los clientes utilizar el material de prototipo tanto para pruebas de fabricación como para ensayos de cualificación sin necesidad de pedir por separado material de cualificación de producción. Póngase en contacto con MWalloys indicando sus requisitos específicos de diámetro, longitud y cantidad para obtener un presupuesto en el mismo día.
5: ¿Qué rendimiento ofrece el Hastelloy X en atmósferas de hornos de nitruración en comparación con los accesorios de acero inoxidable?
El Hastelloy X ofrece un rendimiento significativamente superior al de los aceros inoxidables austeníticos estándar (304, 316, 310) en entornos de hornos de nitruración, ya que su alto contenido en cromo (20,5–23%) forma una barrera estable de óxido y nitruro de cromo que resiste la entrada de nitrógeno, mientras que los accesorios de acero inoxidable estándar se vuelven progresivamente más frágiles debido a la absorción de nitrógeno, lo que acaba requiriendo su sustitución tras 20–50 ciclos de nitruración. Los hornos de nitruración que funcionan con atmósferas de amoníaco a 500-600 °C exponen los materiales de los soportes a una elevada actividad del nitrógeno, lo que provoca una absorción progresiva de nitrógeno y la formación de nitruro de hierro en las aleaciones a base de hierro, lo que da lugar a fragilidad, deformación e inestabilidad dimensional tras ciclos repetidos. Los soportes de Hastelloy X suelen soportar entre 200 y 500 ciclos de nitruración antes de requerir su sustitución, en comparación con los 20-80 ciclos de los soportes de acero inoxidable 310 en un servicio equivalente. La rentabilidad es claramente favorable para el Hastelloy X en operaciones de nitruración de alto ciclo, a pesar del mayor coste inicial del material. En los procesos de nitruración gaseosa (a temperaturas más bajas, 495-525 °C) y de nitruración por plasma, la ventaja de la vida útil de los accesorios de Hastelloy X frente al acero inoxidable se reduce en cierta medida, pero sigue siendo significativa para las operaciones de nitruración a escala de producción. MWalloys suministra barras de Hastelloy X específicamente para la fabricación de accesorios de nitruración y puede proporcionar datos documentados de comparación de la vida útil de los accesorios a partir de los comentarios de los clientes.
6: ¿Qué metal de aportación se debe utilizar para soldar entre sí componentes de barras de Hastelloy X?
El metal de aportación estándar recomendado para soldar componentes de barra de Hastelloy X es el Hastelloy W (ERNiMo-3, AWS A5.14), que está formulado específicamente para soldar Hastelloy X y proporciona buenas propiedades mecánicas a altas temperaturas y resistencia a la oxidación en el depósito de soldadura, aunque puede ser preferible utilizar un metal de aportación de Hastelloy X (cuando esté disponible) para aplicaciones que requieran una resistencia a la corrosión idéntica en el metal base y el metal de soldadura. El metal de aportación Hastelloy W se desarrolló específicamente para las construcciones de Hastelloy X y resuelve el mayor reto de la soldadura: prevenir el agrietamiento en caliente del metal de soldadura, proporcionando la ductilidad adecuada durante la solidificación del baño de fusión y manteniendo al mismo tiempo propiedades útiles a altas temperaturas. Para las pasadas de raíz GTAW en fabricaciones de tuberías o tubos de Hastelloy X, el alambre Hastelloy W de 1/16" o 3/32" de diámetro es la opción estándar. Para las pasadas de relleno y de recubrimiento SMAW en secciones más gruesas, los electrodos recubiertos de ENiMo-3 proporcionan propiedades equivalentes del metal de soldadura. El relleno de Inconel 625 (ERNiCrMo-3) se utiliza a veces como alternativa cuando no se dispone de Hastelloy W, ya que proporciona un rendimiento adecuado a temperaturas elevadas a corto plazo, aunque no coincide exactamente con las propiedades del metal base Hastelloy X. Todas las soldaduras deben realizarse con protección de argón o argón-helio (las adiciones de helio mejoran la penetración de la soldadura), y el electrodo de tungsteno debe ser de tungsteno puro o tungsteno toriado; se prefiere el tungsteno ceriado o lantano para la soldadura GTAW a fin de minimizar las inclusiones de tungsteno en la soldadura.
7: ¿Requiere la barra redonda de Hastelloy X algún tipo de almacenamiento o manipulación especial antes de su mecanizado?
Las barras redondas de Hastelloy X deben almacenarse en un lugar interior limpio y seco, protegidas del contacto con metales de bajo punto de fusión (cobre, plomo, zinc, estaño) y compuestos que contengan haluros, sin necesidad de un control especial de la humedad o la temperatura más allá de las condiciones habituales de un almacén interior. A diferencia de las barras de acero al carbono, que requieren un recubrimiento de aceite anticorrosivo para su almacenamiento a la intemperie, el contenido de cromo del Hastelloy X forma una película de óxido pasiva natural que previene la corrosión atmosférica sin necesidad de protección superficial adicional. El requisito de almacenamiento más importante es la separación de otros materiales metálicos: el contacto con estantes de acero recubiertos de zinc (galvanizados), accesorios o fijaciones que contengan cobre, o materiales de marcado a base de plomo crea pares galvánicos que pueden provocar manchas en la superficie o, en casos excepcionales de humedad prolongada, corrosión muy localizada en los puntos de contacto. Antes del mecanizado, todas las barras deben limpiarse de polvo, líquido de corte procedente de la manipulación o contaminación superficial utilizando toallitas limpias con acetona o disolvente MEK, ya que la contaminación residual puede causar defectos superficiales durante las primeras pasadas de mecanizado. Las barras que presenten picaduras, corrosión o daños mecánicos visibles en la superficie deben aislarse e inspeccionarse antes de su uso, aunque esta situación es esencialmente poco frecuente en material certificado según la norma AMS 5754 que se haya almacenado y manipulado correctamente.
8: ¿Qué tolerancias dimensionales se pueden alcanzar al rectificar sin centros barras redondas de Hastelloy X con diámetros de precisión?
Las barras redondas de Hastelloy X rectificadas sin centros pueden fabricarse con tolerancias de diámetro de ±0,013 mm (±0,0005") para diámetros inferiores a 25 mm y de ±0,025 mm (±0,001") para diámetros de hasta 100 mm, con valores de rugosidad superficial de Ra 0,4–0,8 µm (16–32 µin), lo que hace que la barra rectificada de precisión sea adecuada como material de partida de forma casi definitiva para componentes torneados de tolerancia estrecha. El rectificado sin centros del Hastelloy X requiere un control minucioso de la selección de la muela, la velocidad de trabajo y el caudal de refrigerante, ya que la tendencia de la aleación al endurecimiento por deformación exige que cada pasada de rectificado elimine material en una sola viruta continua, en lugar de por fricción, para evitar el desgarro y el endurecimiento superficial. Las muelas de óxido de aluminio con aglomerante vitrificado o las muelas de CBN proporcionan la mejor calidad de superficie en el Hastelloy X. El refrigerante de rectificado debe aplicarse a caudales elevados tanto para evitar daños térmicos en la superficie de la pieza como para eliminar las virutas de rectificado de la zona de contacto, ya que las virutas de Hastelloy X pueden volver a incrustarse en la superficie de la pieza si no se retiran inmediatamente. MWalloys ofrece barras redondas de Hastelloy X rectificadas sin centros como servicio de valor añadido, produciendo material rectificado de precisión que reduce el tiempo de mecanizado y el desgaste de las herramientas en las operaciones de torneado posteriores, al proporcionar una superficie de partida limpia y uniforme dentro de tolerancias de diámetro muy ajustadas.
9: ¿Está homologado el Hastelloy X para su uso en aplicaciones sujetas al código ASME para recipientes a presión y tuberías?
El Hastelloy X (UNS N06002) está homologado para su uso en aplicaciones de recipientes a presión y tuberías según la ASME, en virtud de la Sección VIII, División 1, de la ASME y la norma ASME B31.3, en su forma de barras (ASME SB-572) que figura en las tablas de materiales admisibles junto con los valores de tensión de diseño válidos en todo el rango de temperaturas para el que está homologada la aleación. Según la Sección II, Parte B de la ASME, la barra de Hastelloy X figura en la tabla UHA-23 con los valores de tensión admisibles para temperaturas que van desde la temperatura ambiente hasta el rango de temperaturas elevadas. La especificación ASME SB-572 (la adaptación de la ASME de la norma ASTM B572) proporciona la base material para los cálculos del código de recipientes a presión. Los ingenieros que diseñen recipientes a presión o componentes de tuberías de proceso a partir de barras de Hastelloy X deben utilizar los valores de tensión admisibles de la edición actual de la Sección II, Parte D de la ASME (Tablas de tensiones), en lugar de realizar cálculos a partir de las propiedades de tracción nominales, ya que los valores admisibles del código incluyen factores de comportamiento a largo plazo que los valores de las propiedades nominales no reflejan. Para aplicaciones aeroespaciales bajo la jurisdicción de la FAA o la EASA, la certificación AMS 5754 es la norma de cualificación pertinente, que es independiente de los códigos ASME y no es intercambiable con ellos. MWalloys puede suministrar barras de Hastelloy X con la certificación AMS 5754 y/o ASTM B572 / ASME SB-572 en un único documento MTR cuando se requiera el cumplimiento tanto de los códigos aeroespaciales como de los de recipientes a presión.
10: ¿Cómo deben tener en cuenta los ingenieros la expansión térmica en los componentes de barras de Hastelloy X que funcionan a altas temperaturas?
Los ingenieros deben tener en cuenta el importante cambio dimensional que experimentan los componentes de Hastelloy X a temperatura de funcionamiento, diseñando holguras adecuadas para la expansión térmica, utilizando sistemas de montaje deslizantes o flotantes y calculando la expansión diferencial cuando los componentes de Hastelloy X entran en contacto con materiales diferentes; la aleación se expande aproximadamente 15,8 µm/m·°C entre la temperatura ambiente y los 870 °C, lo que significa que una barra de 1 metro que funciona a 870 °C se alarga aproximadamente 13,4 mm con respecto a su dimensión a temperatura ambiente. El coeficiente de expansión térmica del Hastelloy X (13,3 µm/m·°C entre 21 y 93 °C, que aumenta hasta 15,8 µm/m·°C entre 21 y 870 °C) es ligeramente inferior al del acero inoxidable austenítico (17–18 µm/m·°C), pero significativamente superior al del acero al carbono (11–12 µm/m·°C). Cuando los componentes de Hastelloy X se atornillan a estructuras de acero al carbono en un horno de alta temperatura, la expansión térmica diferencial genera una tensión significativa en la unión atornillada: el Hastelloy X tiende a expandirse más de lo que la estructura de acero al carbono le permite. Las soluciones incluyen: utilizar orificios de montaje ranurados que permitan una libre expansión térmica en la dirección térmica dominante; especificar fijaciones de Hastelloy X para uniones de Hastelloy X a Hastelloy X (expansión coincidente); incorporar fuelles o bucles de expansión en los tramos de tubería de Hastelloy X; y diseñar las longitudes de los componentes para garantizar que la expansión térmica no provoque contacto o atascamiento en estructuras adyacentes. MWalloys proporciona tablas de datos de expansión térmica y asistencia básica para el cálculo de tensiones térmicas a los clientes que desarrollan diseños de hornos de alta temperatura utilizando barras de Hastelloy X.
Referencias verificables
Para preparar este artículo técnico se han consultado las siguientes fuentes, que pueden ser verificadas de forma independiente por ingenieros y especialistas en adquisiciones:
- Haynes Internacional. Ficha técnica de la aleación Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- SAE Internacional. AMS 5754: Aleación de níquel, resistente a la corrosión y al calor, barras, varillas y alambre, 47Ni-22Cr-18Fe-9Mo, recocida en solución. SAE International, Warrendale, PA. Revisión actual.
- SAE Internacional. AMS 5536: Aleación de níquel, resistente a la corrosión y al calor, en láminas, tiras y placas, 47Ni-22Cr-18Fe-9Mo, recocida en solución. SAE International, Warrendale, PA. Revisión actual.
- ASTM Internacional. ASTM B572: Especificación estándar para barras de aleación UNS N06002, UNS N06230, UNS N12160 y UNS R30556. ASTM International, West Conshohocken, PA.
- SAE Internacional. AMS 5798: Alambre de soldadura de aleación de níquel, resistente a la corrosión y al calor, 47Ni-22Cr-18Fe-9Mo. SAE International, Warrendale, PA.
- ASME International. ASME Sección II, Parte B: Especificaciones para materiales no ferrosos (SB-572 para barras de Hastelloy X). ASME, Nueva York, NY. Edición actual.
- ASME International. ASME Sección II, Parte D: Propiedades (Tablas de tensiones máximas admisibles para UNS N06002). ASME, Nueva York, NY. Edición actual.
- ASTM Internacional. ASTM E112: Métodos de ensayo estándar para determinar el tamaño medio de grano. ASTM International, West Conshohocken, PA.
- SAE Internacional. AMS 2241: Tolerancias para barras, varillas y alambre de níquel, aleaciones de níquel y aleaciones de cobalto. SAE International, Warrendale, PA.
- Donachie, M.J. y Donachie, S.J. Superaleaciones: A Technical Guide, 2ª edición. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Las Superaleaciones: Fundamentos y Aplicaciones. Cambridge University Press, Cambridge, Reino Unido, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (editor). Materiales resistentes al calor (Manual de especialidades de ASM). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- Sociedad Americana de Soldadura. AWS A5.14: Especificación para electrodos y varillas de soldadura sin recubrimiento de níquel y aleaciones de níquel (ERNiMo-3 — material de aportación Hastelloy W). AWS, Miami, Florida. Edición actual.
- SAE Internacional. AMS 5544: Aleación de níquel, resistente a la corrosión y al calor, barras, piezas forjadas y anillos, 58Ni-19Cr-13,5Co-4,3Mo-3Ti-1,4Al, tratada térmicamente en solución y endurecida por precipitación (Waspaloy). SAE Internacional.
- Manual de datos de mecanizado, 3ª edición. Centro de datos sobre mecanizabilidad, Cincinnati, Ohio. (Parámetros de corte para superaleaciones a base de níquel, incluida la Hastelloy X)
