Monel 400 pipe certified to ASTM B165 (seamless) and ASTM B725 (welded) is the definitive piping solution for marine, chemical processing, and saltwater handling systems where standard stainless steel fails through pitting, crevice corrosion, or stress corrosion cracking. At MWalloys, we supply marine-grade Monel 400 pipe in custom sizes from 1/8" NPS through 12" NPS, in schedules 5S through 160, with full material traceability to UNS N04400 chemistry requirements. This nickel-copper alloy maintains corrosion immunity in seawater at virtually all velocities, resists hydrofluoric acid, and performs reliably from cryogenic temperatures through 480°C — capabilities that no standard austenitic stainless grade can match simultaneously.
If your project requires the use of Monel 400 Pipes, you can contact us for a free quote.
What Is Monel 400 and Why Is It the Benchmark Alloy for Marine Piping Systems?
Monel 400, registered under UNS designation N04400 and European material number 2.4360, is a binary nickel-copper alloy containing approximately 63–70% nickel and 28–34% copper, with small additions of iron, manganese, carbon, and silicon. The alloy was developed by Robert Crooks Stanley at the International Nickel Company (INCO) in the early twentieth century and named after Ambrose Monell, then president of INCO. It remains one of the most commercially significant corrosion-resistant alloys more than a century after its introduction.
What makes Monel 400 specifically exceptional in marine piping contexts is the thermodynamic stability of the nickel-copper system in seawater. Unlike iron-based alloys that depend on a passive oxide film — which can break down locally in chloride-containing water — Monel 400 resists seawater corrosion through intrinsic electrochemical nobility. The nickel-copper alloy sits close to noble metals in the galvanic series when immersed in seawater, meaning it has very little thermodynamic driving force for dissolution. This characteristic gives Monel 400 pipe essentially unlimited service life in seawater at flow velocities below the erosion threshold, something no grade of stainless steel can claim with equal confidence.

We have worked with naval architects, offshore platform designers, and desalination plant engineers who have specified both 316L stainless steel and Monel 400 in their seawater piping systems. The pattern is consistent: the 316L sections require replacement or lining within 5–15 years due to pitting and crevice corrosion at fittings and low-flow zones, while properly installed Monel 400 sections routinely outlast the facilities they serve. The higher initial material cost of Monel 400 pipe becomes straightforward to justify when the total system lifetime cost is calculated.
Key Physical Properties of Monel 400
| Property | Value | Notes |
|---|---|---|
| Density | 8.80 g/cm³ (0.318 lb/in³) | Slightly denser than 316 SS (7.99 g/cm³) |
| Melting Range | 1300–1350°C (2372–2462°F) | Relatively narrow range aids weldability |
| Thermal Conductivity | 21.8 W/m·K at 38°C | Higher than Inconel alloys; comparable to austenitic SS |
| Specific Heat Capacity | 427 J/kg·K | Important for thermal cycling system design |
| Electrical Resistivity | 0.547 µΩ·m | Relevant for cathodic protection design calculations |
| Coefficient of Thermal Expansion | 13.9 µm/m·°C (21–93°C) | Between carbon steel and austenitic SS |
| Modulus of Elasticity | 179 GPa (26 Msi) | Lower than steel; affects pipe stress calculations |
| Magnetic Permeability | Slightly magnetic (varies with composition) | Cold worked material more magnetic than annealed |
The thermal conductivity value is practically important for heat exchanger and condenser pipe applications. Monel 400 conducts heat approximately twice as efficiently as Inconel 625, which means Monel 400 tubing and pipe require less wall area to transfer equivalent heat loads — an economic and dimensional advantage in compact marine heat exchangers.
The slight magnetic character of Monel 400 in the cold-worked condition is worth noting. Unlike the fully non-magnetic Inconel 718 or Inconel 625, Monel 400 can exhibit measurable magnetic permeability, particularly in drawn or cold-finished conditions. For minesweeping vessels or sensitive magnetic field environments, this property requires engineering attention.
Also Read: Monel 400 Plate: ASTM B127 Certified Stock, Custom Cutting Services.
What Is the Difference Between ASTM B165 and ASTM B725 for Monel 400 Pipe?
Engineers frequently encounter both ASTM B165 and ASTM B725 when procuring Monel 400 pipe, and the distinction between these two specifications determines not only the manufacturing method but also the applicable testing requirements, weld integrity verification, and appropriate pressure service conditions.
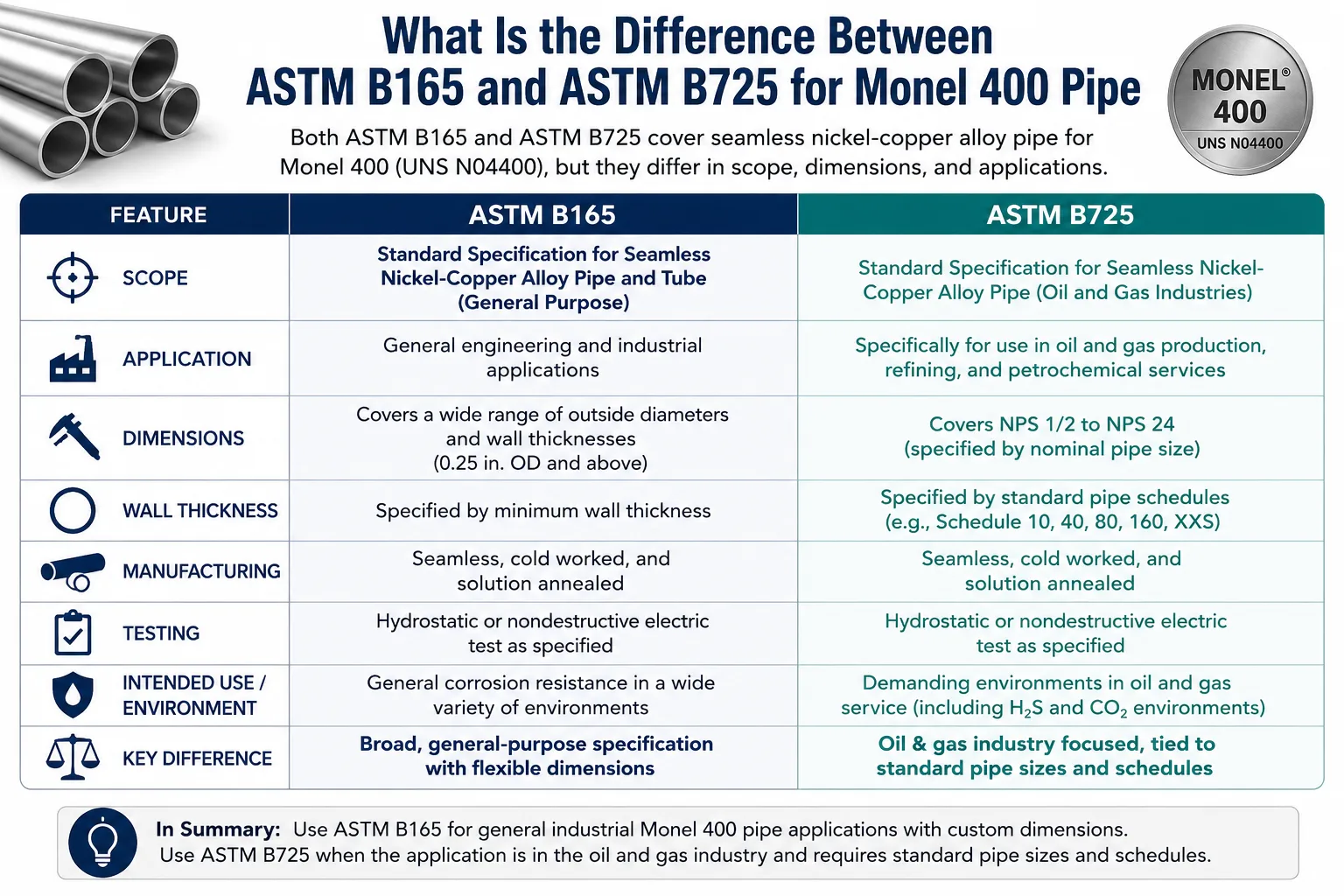
ASTM B165 — Seamless Monel 400 Pipe and Tube
ASTM B165 is titled "Standard Specification for Nickel-Copper Alloy (UNS N04400) Seamless Pipe and Tube." Seamless pipe manufactured under this specification is produced without any longitudinal weld seam — the pipe wall is integral throughout its circumference, formed by hot extrusion, hot piercing, or cold drawing from a solid billet.
The seamless manufacturing route eliminates the weld seam as a potential point of reduced mechanical strength, stress concentration, or corrosion susceptibility. For pressure-containing piping systems operating at elevated temperatures, cyclic pressure conditions, or in particularly aggressive corrosive media, seamless pipe is the preferred and often specified product form.
ASTM B165 Key Requirements:
| Requirement | Parameter |
|---|---|
| Alloy | UNS N04400 (Monel 400) |
| Manufacturing Method | Seamless (no longitudinal weld) |
| Size Range | 1/8" through 10" NPS (larger on inquiry) |
| Wall Thickness | Schedules 5 through 160, plus XXH |
| Condition | Annealed (standard) or cold drawn |
| Hydrostatic Test | Required — each length tested |
| Nondestructive Examination | Eddy current or ultrasonic (when specified) |
| Tensile Test | One per lot |
| Hardness Test | Brinell or Rockwell per lot |
| Flattening Test | Required for tube sizes |
ASTM B725 — Welded Monel 400 Pipe
ASTM B725 covers "Welded Nickel (UNS N02200/N02201) and Nickel-Copper Alloy (UNS N04400) Pipe." Welded pipe is produced by forming strip or plate into a cylindrical shape and joining the longitudinal seam by an autogenous welding process (typically gas tungsten arc welding, GTAW, without filler addition, or with matching filler for heavier walls).
Welded Monel 400 pipe offers cost advantages over seamless pipe, particularly in larger diameters (above 4" NPS) where seamless extrusion becomes progressively more expensive and lead times lengthen significantly. For non-critical piping systems, general corrosion service, and applications where the piping operates well within design pressure limits, welded pipe certified to ASTM B725 provides excellent value.
ASTM B725 Key Requirements:
| Requirement | Parameter |
|---|---|
| Alloy | UNS N04400 (Monel 400) |
| Manufacturing Method | Welded (longitudinal seam weld) |
| Weld Seam | Autogenous or with matching filler |
| Post-Weld Condition | Annealed (weld seam must be annealed) |
| Hydrostatic Test | Required — each length tested |
| Weld Seam NDE | Eddy current or ultrasonic per ASTM E213 or E309 |
| Radiographic Examination | When specified by purchaser |
| Tensile Test | Transverse weld tensile per ASTM E8 |
When to Specify B165 Seamless vs. B725 Welded Monel 400 Pipe
| Selection Criterion | Choose B165 Seamless | Choose B725 Welded |
|---|---|---|
| Operating pressure | Full schedule rating | Typically 85% of seamless rating |
| Temperature | Full rating to 480°C | Same, but weld zone scrutinized |
| Cyclic pressure service | Preferred | Acceptable with weld NDE |
| Diameter | Up to 10" NPS standard | More economical above 4" NPS |
| Code compliance (ASME B31.3) | Required for high-severity service | Permitted with appropriate joint efficiency factor |
| Lead time | Longer for large sizes | Shorter above 4" NPS |
| Cost | Higher | 20–35% lower in larger diameters |
| Corrosive service severity | Preferred | Acceptable with weld zone corrosion check |
At MWalloys, our standard recommendation for marine seawater service in sizes below 4" NPS is ASTM B165 seamless pipe in all cases. Above 4" NPS, we discuss the specific service conditions with the engineer before recommending the product form, because the cost savings from welded pipe can be substantial on large-diameter systems while the technical risk is manageable with proper NDE.
Also read: Monel 400 Wire: Marine Grade, Custom ASTM B164 Certified In Stock
How Does the Chemical Composition of Monel 400 Drive Its Corrosion Performance?
The corrosion performance of Monel 400 is not incidental — it is directly engineered through the alloy's chemistry. Each element in the composition contributes specifically to the mechanisms that make this alloy nearly immune to seawater corrosion and uniquely resistant to hydrofluoric acid.
UNS N04400 Chemical Composition Requirements
| Element | ASTM B165/B725 Min (%) | ASTM B165/B725 Max (%) | Primary Corrosion-Relevant Function |
|---|---|---|---|
| Nickel (Ni) + Cobalt (Co) | 63.00 | — | Noble metal character; primary corrosion resistance |
| Copper (Cu) | 28.00 | 34.00 | Thermodynamic stability; sulfuric acid resistance |
| Iron (Fe) | — | 2.50 | Matrix element; slight solid solution strengthening |
| Manganese (Mn) | — | 2.00 | Deoxidizer; sulfur scavenger during melting |
| Carbon (C) | — | 0.30 | Grain boundary carbide former (low C preferred) |
| Silicon (Si) | — | 0.50 | Deoxidizer; slight scale resistance contribution |
| Sulfur (S) | — | 0.024 max | Controlled impurity — hotcracking risk if elevated |
The nickel-copper ratio in Monel 400 is particularly significant from a corrosion chemistry perspective. In seawater, the nickel provides the electrochemical nobility that resists chloride attack, while the copper contributes specific resistance to sulfuric acid, hydrofluoric acid solutions, and marine biofouling. Copper has natural biostatic properties — marine organisms find it difficult to colonize copper-bearing alloy surfaces — which reduces biofouling buildup in seawater piping and extends the time between cleaning intervals compared to stainless steel systems.
The iron content cap of 2.50% is a practical limit rather than a performance driver. Higher iron content would shift the alloy's galvanic potential in a direction less favorable for seawater corrosion resistance, potentially enabling localized corrosion in stagnant seawater conditions.
Carbon content deserves specific attention for piping applications. The maximum carbon of 0.30% allows some carbide precipitation at grain boundaries during slow cooling through the sensitization temperature range. For welded pipe or fabrications that will see elevated temperature service, specifying lower carbon (maximum 0.10% or less) reduces the risk of intergranular corrosion in the heat-affected zone. ASTM B725 welded pipe requires post-weld annealing precisely to dissolve any carbide precipitation introduced during the welding thermal cycle.
What Mechanical Properties and Pressure Ratings Apply to Monel 400 Pipe?
Structural adequacy of a piping system depends on both the intrinsic material properties and the design allowable stresses that governing codes permit. For Monel 400 pipe in pressure service, the relevant code is typically ASME B31.3 (Process Piping) or ASME B31.1 (Power Piping), with ASME Section II Part B providing the material allowable stress tables.
Mechanical Properties of Monel 400 Pipe (ASTM B165 / B725)
| Property | Annealed Condition | Cold Drawn Condition | Test Standard |
|---|---|---|---|
| Ultimate Tensile Strength (min) | 482 MPa (70 ksi) | 552 MPa (80 ksi) | ASTM E8 |
| 0.2% Yield Strength (min) | 193 MPa (28 ksi) | 345 MPa (50 ksi) | ASTM E8 |
| Elongation in 2" (min) | 35% | 15% | ASTM E8 |
| Hardness (max, annealed) | 75 HRB (Brinell 149) | 90 HRB (Brinell 189) | ASTM E18 |
| Modulus of Elasticity | 179 GPa (26 Msi) | 179 GPa (26 Msi) | — |
ASME Allowable Stress Values for Monel 400 Pipe (B31.3)
| Temperature | Allowable Stress (ksi) | Notes |
|---|---|---|
| Room temperature (38°C) | 17.5 | Annealed condition |
| 100°C (212°F) | 17.5 | No significant strength reduction |
| 200°C (392°F) | 17.1 | Slight reduction begins |
| 300°C (572°F) | 15.8 | Creep onset region approaches |
| 400°C (752°F) | 13.4 | Creep governs design at this temperature |
| 480°C (900°F) | 9.7 | Maximum practical service temperature |
These allowable stress values are used in the standard pressure rating calculation:
P = (2 × t × S × E) / (D - 2 × t × Y)
Where P = allowable pressure (psi), t = wall thickness (inches), S = allowable stress (psi), E = longitudinal joint efficiency factor (1.0 for seamless, 0.85 for welded per ASME B31.3), D = outside diameter (inches), Y = Poisson's ratio coefficient (typically 0.4 for ductile metals below 900°F).
Pressure Rating Examples for Common Monel 400 Pipe Sizes
| Nominal Pipe Size | Schedule | Outside Diameter (in) | Wall Thickness (in) | Approximate Working Pressure at 38°C (psi) — Seamless |
|---|---|---|---|---|
| 1/2" NPS | 40S | 0.840 | 0.109 | 4,150 |
| 1" NPS | 40S | 1.315 | 0.133 | 3,340 |
| 2" NPS | 40S | 2.375 | 0.154 | 2,270 |
| 3" NPS | 40S | 3.500 | 0.216 | 2,260 |
| 4" NPS | 40S | 4.500 | 0.237 | 1,950 |
| 6" NPS | 40S | 6.625 | 0.280 | 1,640 |
| 8" NPS | 40S | 8.625 | 0.322 | 1,490 |
Note: These values are calculated approximations using ASME B31.3 methodology. Actual design should be performed by a qualified piping engineer using the specific allowable stress values from the current edition of ASME Section II Part B for UNS N04400.
Which Pipe Schedules, Sizes, and Wall Thicknesses Are Available for Monel 400?
Monel 400 pipe is available in the ASME B36.19M schedule designations that apply to nickel alloy piping systems. The schedule system for nickel alloy pipe uses the "S" suffix designations (5S, 10S, 40S, 80S) rather than the plain schedule numbers used for carbon steel pipe, though the actual wall thicknesses are identical for common schedules.
Standard Monel 400 Pipe Schedule and Wall Thickness Reference
| NPS | OD (in) | Sch 5S Wall (in) | Sch 10S Wall (in) | Sch 40S Wall (in) | Sch 80S Wall (in) | Sch 160 Wall (in) |
|---|---|---|---|---|---|---|
| 1/8" | 0.405 | 0.049 | 0.068 | 0.068 | 0.095 | — |
| 1/4" | 0.540 | 0.065 | 0.088 | 0.088 | 0.119 | — |
| 3/8" | 0.675 | 0.065 | 0.091 | 0.091 | 0.126 | — |
| 1/2" | 0.840 | 0.065 | 0.083 | 0.109 | 0.147 | 0.188 |
| 3/4" | 1.050 | 0.065 | 0.083 | 0.113 | 0.154 | 0.219 |
| 1" | 1.315 | 0.065 | 0.109 | 0.133 | 0.179 | 0.250 |
| 1-1/2" | 1.900 | 0.065 | 0.109 | 0.145 | 0.200 | 0.281 |
| 2" | 2.375 | 0.065 | 0.109 | 0.154 | 0.218 | 0.344 |
| 3" | 3.500 | 0.083 | 0.120 | 0.216 | 0.300 | 0.438 |
| 4" | 4.500 | 0.083 | 0.120 | 0.237 | 0.337 | 0.531 |
| 6" | 6.625 | 0.109 | 0.134 | 0.280 | 0.432 | 0.719 |
| 8" | 8.625 | 0.109 | 0.148 | 0.322 | 0.500 | 0.906 |
| 10" | 10.750 | 0.134 | 0.165 | 0.365 | 0.500 | 1.125 |
| 12" | 12.750 | 0.156 | 0.180 | 0.406 | 0.562 | — |
MWalloys maintains ready inventory in the most common size-schedule combinations for Monel 400 seamless pipe. For sizes and schedules outside standard stock, we can source material from qualified domestic and international mills with typical lead times of 6–14 weeks depending on the specific requirement.
Custom Sizes and Non-Standard Configurations
Beyond standard pipe schedules, MWalloys supplies Monel 400 pipe in custom configurations including:
- Minimum wall (MW) pipe: Specified by minimum wall thickness rather than nominal wall, useful when the design requires guaranteed minimum section throughout the pipe length.
- Heavy wall pipe: Wall thicknesses beyond Schedule 160, available through hot extrusion from billet for pressure-critical applications.
- Pipe with special OD: Non-standard outside diameters for retrofit applications where existing equipment dictates connection dimensions.
- Cut-to-length pipe: Standard mill lengths are typically 18–22 feet random length; cut-to-length processing to ±1/16" tolerance is available from our service center.
How Does Monel 400 Pipe Perform in Seawater, Hydrofluoric Acid, and Other Corrosive Media?
The corrosion performance of Monel 400 across different media is the technical foundation for all specification decisions. Engineers selecting piping materials need specific corrosion rate data and known limitations, not just general statements about corrosion resistance.
Seawater Corrosion Performance
Monel 400 is one of the few engineering alloys that can be used in seawater service without protective coating, impressed current cathodic protection, or anodic protection. The alloy's behavior in seawater depends primarily on flow velocity:
| Flow Velocity Regime | Corrosion Rate | Mechanism | Notes |
|---|---|---|---|
| Stagnant / Very Low (less than 0.3 m/s) | 0.025–0.13 mm/year | Possible pitting and crevice corrosion | Biofouling risk in warm water |
| Low to Moderate (0.3–3.0 m/s) | Less than 0.025 mm/year | Uniform corrosion, negligible | Optimal service range |
| High (3.0–10 m/s) | 0.025–0.25 mm/year | Erosion-corrosion begins | Monitor for impingement |
| Very High (greater than 10 m/s) | Greater than 0.5 mm/year | Severe erosion-corrosion | Not recommended |
The stagnant seawater caveat is important and often overlooked by engineers specifying Monel 400 for the first time. In dead legs, low-flow sections, or seawater that is warmed to above approximately 27°C in contained spaces, biological fouling (particularly sulfate-reducing bacteria) can create anaerobic micro-environments at the pipe wall that drive localized corrosion. This is not a limitation unique to Monel 400 — virtually all alloys including titanium can experience microbiologically influenced corrosion (MIC) under these conditions — but it does mean that system design should minimize stagnant zones and include provisions for periodic flushing.
At MWalloys, we advise customers designing seawater cooling systems to maintain minimum flow velocities above 0.5 m/s in Monel 400 pipe sections and to design drainable dead legs where flow stagnation is unavoidable.
Corrosion Resistance in Chemical Media
| Corrosive Medium | Monel 400 Performance | Conditions | Notes |
|---|---|---|---|
| Seawater (flowing) | Excellent | All temperatures to 232°C | Premier seawater piping material |
| Hydrofluoric acid (HF) | Excellent | All concentrations, below boiling | One of very few alloys resistant to HF |
| Hydrofluoric acid (HF) | Poor | Aerated or oxidizing HF | Avoid oxidizing agents in HF service |
| Sulfuric acid (H₂SO₄) | Good | Dilute to moderate concentration, non-aerated | Above 60% concentration, resistance decreases |
| Hydrochloric acid (HCl) | Moderate | Dilute, non-aerated only | Aerated HCl causes rapid attack |
| Phosphoric acid (H₃PO₄) | Good | All concentrations, ambient temperature | Widely used in phosphoric acid production |
| Caustic soda (NaOH) | Excellent | All concentrations, ambient to moderate temp | Better than stainless steel |
| Ammonia (dry or wet) | Excellent | All conditions | Widely used in ammonia handling |
| Chlorine (dry gas) | Good | Ambient temperature, dry only | Avoid moisture with chlorine gas |
| Steam | Excellent | Up to 480°C | No significant attack |
| Freshwater | Excellent | All flow rates and temperatures | Essentially immune |
| Crude oil / petroleum | Excellent | All conditions | Standard material for oil production equipment |
| Salt spray / marine atmosphere | Excellent | All conditions | No coating required |
The hydrofluoric acid resistance of Monel 400 deserves separate emphasis because this is a uniquely hazardous chemical where the number of suitable piping materials is extremely limited. Hydrofluoric acid attacks virtually all metals rapidly — including most stainless steels — but Monel 400 forms a protective nickel fluoride film in HF service that significantly slows corrosion rates. For this reason, Monel 400 pipe is the standard material of construction in HF alkylation units in petroleum refineries, where it handles concentrated HF in a system where a piping failure would be catastrophic.
Known Limitations and Incompatibilities
Monel 400 is not universally corrosion resistant. Engineers must be aware of conditions where the alloy performs poorly:
- Moist chlorine gas: Unlike dry chlorine, moisture in chlorine gas service causes rapid attack on Monel 400. Titanium or Hastelloy C-276 are appropriate alternatives for wet chlorine piping.
- Oxidizing acids: Nitric acid, chromic acid, and other strongly oxidizing acids dissolve Monel 400 rapidly. Austenitic stainless steels or titanium are better choices.
- Mercury: Monel 400 and all nickel-copper alloys are susceptible to liquid metal embrittlement from mercury. Mercury-contaminated hydrocarbon streams require different alloy selection.
- Aerated HF: The protective fluoride film that makes Monel 400 resistant to non-oxidizing HF is disrupted by oxidizing conditions. Oxygen contamination of HF service streams requires careful process chemistry control.
- High-temperature sulfur compounds: Above approximately 316°C in the presence of sulfur-bearing compounds, Monel 400 can experience accelerated sulfidation corrosion.
What Welding Procedures and Filler Metals Apply to Monel 400 Pipe Fabrication?
Field welding of Monel 400 pipe during installation and fabrication shop joining of pipe into spool assemblies require specific procedures, qualified per ASME Section IX, using filler metals that match or exceed the base metal corrosion resistance.
Recommended Welding Processes and Filler Metals for Monel 400 Pipe
| Welding Process | Applicable Standard | Filler Metal (AWS) | Notes |
|---|---|---|---|
| GTAW (TIG) — Root Pass | ASME Section IX | ERNiCu-7 (Monel Filler 60) | Preferred for all diameter pipe root passes |
| GTAW (TIG) — Fill/Cap | ASME Section IX | ERNiCu-7 | All position welding, excellent quality |
| SMAW (Stick) — Fill/Cap | ASME Section IX | ENiCu-7 (Monel Electrode 190) | Position welding on large diameter pipe |
| GMAW (MIG) — Fill/Cap | ASME Section IX | ERNiCu-7 | High deposition rate for production welding |
| FCAW | ASME Section IX | Not commonly available | Consult manufacturer for specialized wires |
| SAW (Submerged Arc) | ASME Section IX | ERNiCu-7 with matching flux | Large diameter welded pipe manufacturing only |
Critical Welding Procedure Requirements for Monel 400 Pipe
Preheat and Interpass Temperature:
Monel 400 does not require preheat in the way that carbon steel does. However, preheat to remove moisture (minimum 16°C/60°F surface temperature) is recommended in cold or humid environments. Maximum interpass temperature should be limited to 150°C (300°F) to prevent heat buildup that can promote grain coarsening in the weld and heat-affected zone.
Joint Preparation:
Joint bevels should be mechanically prepared (machined or ground). Flame cutting is technically possible but introduces a heat-affected zone with potential carbon pickup from fuel gas combustion that should be removed by grinding before welding. The preferred bevel angle is 37.5° included angle (75° included) with a 1/16" root face and 1/8" root gap for GTAW root passes.
Back Purging:
Full bore back purging with argon or helium is required for all root passes in Monel 400 pipe welding. This prevents oxidation on the inside surface of the weld root, which would create a rough, oxide-contaminated surface that promotes crevice corrosion and flow turbulence. Purge gas purity should be minimum 99.995% argon.
Post-Weld Annealing:
For fabricated pipe assemblies that will see corrosive service — particularly HF acid or stress corrosion environments — post-weld annealing at 870–980°C (1600–1800°F) followed by rapid cooling dissolves any sensitizing carbide precipitation in the heat-affected zone and relieves welding residual stresses. This is mandatory for ASTM B725 welded pipe per the specification and is strongly recommended for field-welded spool assemblies in chemical process service.
Dissimilar Metal Welding:
Monel 400 pipe is frequently joined to carbon steel or stainless steel pipe in systems where material transitions occur. For Monel 400 to carbon steel transitions, ERNiCu-7 filler is the standard choice. For Monel 400 to austenitic stainless steel (316L), ERNiCu-7 or ERNiCrFe-6 (Inconel 82) can be used depending on the service temperature and corrosion requirements.
Which Industries and Applications Drive Demand for Marine Grade Monel 400 Pipe?
The demand for Monel 400 pipe is concentrated in industries where the combination of seawater contact, chemical processing requirements, and long service life expectations makes no alternative economically or technically viable.
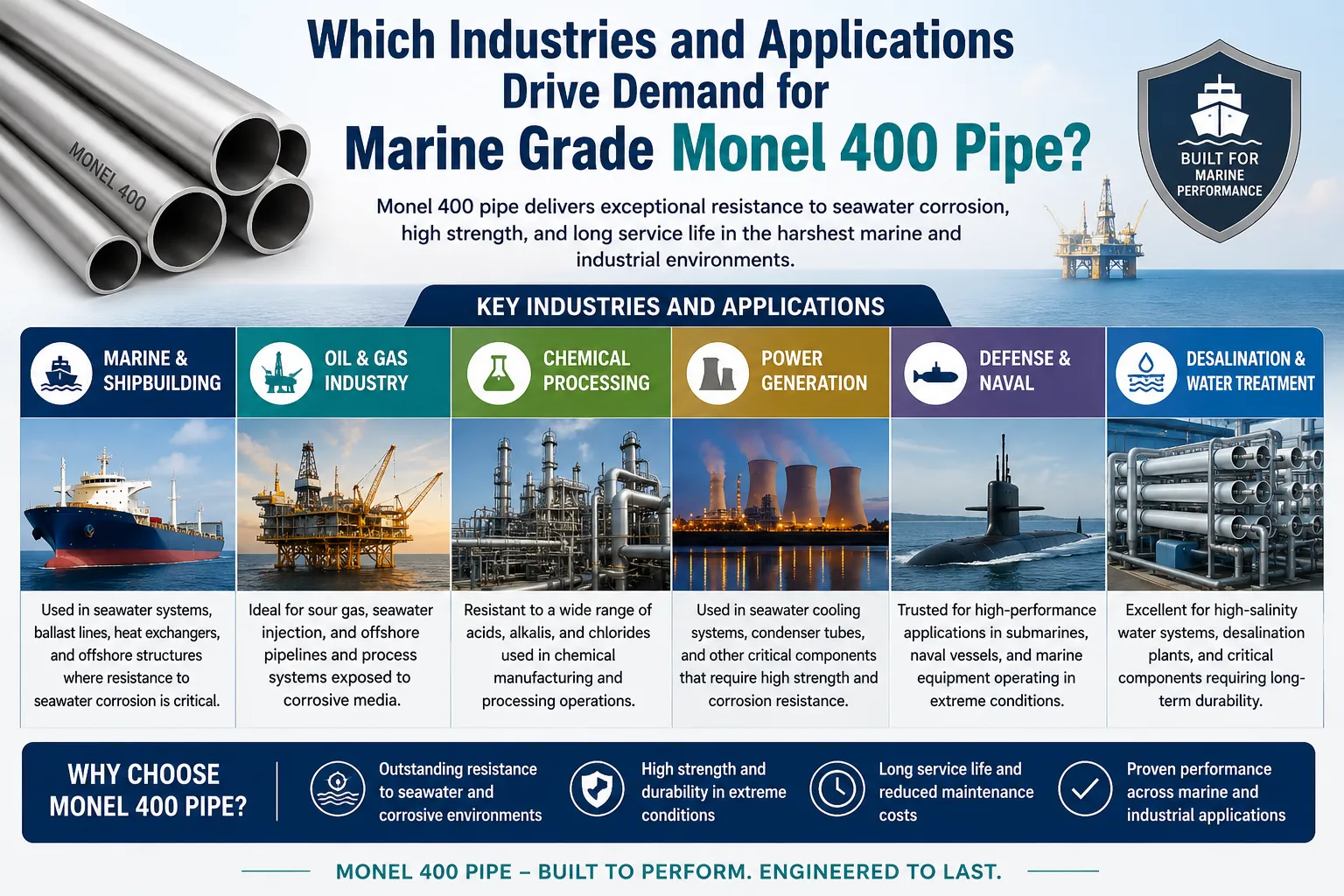
Naval vessels and commercial ships represent the oldest and most consistent market for Monel 400 pipe. Specific marine piping systems using Monel 400 include:
- Seawater cooling systems: Main engine jacket water coolers, auxiliary coolers, air conditioning seawater circuits.
- Fire main systems: High-pressure seawater firefighting systems that must remain operable throughout a vessel's 25–40 year life.
- Ballast water piping: Large-bore systems handling raw seawater with high chloride content.
- Shaft seal water supply: Critical piping to stern tube seals where seawater backflow is possible.
- Bilge system headers: Lower portions of bilge systems exposed to accumulated seawater, oil, and biological material.
We have supplied Monel 400 pipe to shipyards building both naval combatants (where MILSPEC documentation requirements apply) and commercial vessels. The documentation requirements differ significantly, but the material itself is identical.
Chemical Processing and Petrochemical Applications
| Industry Sector | Specific Application | Key Corrosive Challenge |
|---|---|---|
| HF Alkylation (refining) | Main process piping, reboiler circuits | Concentrated anhydrous HF |
| Chlorine production | Chlorine transfer headers, drying circuits | Dry chlorine gas, HCl byproduct |
| Caustic soda production | Evaporator circuits, storage transfer | High-concentration NaOH |
| Phosphoric acid | Reactor and transfer piping | Phosphoric acid in fertilizer manufacturing |
| Fluorochemical production | Reactor feed and product transfer lines | HF and organic fluorine compounds |
| Ammonia refrigeration | High-pressure ammonia piping | Stress corrosion cracking risk with Cu alloys in ammonia is low for Monel 400 |
| Seawater desalination | Brine concentrate circuits, heat recovery | Concentrated seawater above ambient temperature |
Oil, Gas, and Subsea Applications
Monel 400 pipe is specified in oil and gas production where produced water (formation water) with high chloride content, hydrogen sulfide, or carbon dioxide flows alongside hydrocarbons. Specific applications include:
- Produced water handling headers: Separating water from crude oil streams where the water contains high salinity and dissolved gases.
- Offshore platform firewater systems: Seawater-based firefighting systems on fixed and floating platforms.
- Subsea equipment cooling water lines: Small-bore piping supplying seawater cooling to subsea electronics and hydraulic systems.
- Sour gas processing headers: Where H₂S content below the threshold for stress corrosion cracking concerns makes Monel 400 viable.
How Does Monel 400 Pipe Compare Against Competing Corrosion-Resistant Piping Materials?
Material selection for corrosion-resistant piping requires a systematic comparison that weighs corrosion resistance in the specific medium, mechanical properties, fabricability, and total installed cost. The following comparison addresses the most common alternatives to Monel 400 pipe.
Comprehensive Piping Material Comparison for Seawater and Chemical Service
| Property | Monel 400 (N04400) | 316L SS (S31603) | 904L SS (N08904) | Duplex 2205 (S32205) | Titanium Gr. 2 | Hastelloy C-276 (N10276) |
|---|---|---|---|---|---|---|
| Seawater (flowing) | Excellent | Moderate (pitting risk) | Good | Good | Excellent | Excellent |
| HF Acid | Excellent | Poor | Poor | Poor | Poor | Good |
| Sulfuric Acid | Good | Good | Excellent | Good | Excellent | Excellent |
| Chloride SCC resistance | Excellent | Poor | Good | Very Good | Excellent | Excellent |
| Max service temp (°C) | 480 | 870 (oxidation) | 400 | 315 (SCC limit) | 315 | 1040 (oxidation) |
| UTS (annealed, MPa) | 482 min | 485 min | 490 min | 620 min | 345 min | 690 min |
| Density (g/cm³) | 8.80 | 7.99 | 8.06 | 7.80 | 4.51 | 8.89 |
| Relative pipe cost | Moderate-High | Low | Moderate | Moderate | High | Very High |
| ASTM Pipe Spec | B165/B725 | A312 | A312 | A790 | B337/B338 | B622 |
| Weldability | Good | Excellent | Good | Moderate | Good | Good |
The comparison reveals that Monel 400 occupies a specific niche where no single alternative matches it comprehensively: excellent seawater resistance, outstanding HF acid resistance, and moderate strength in a moderately priced alloy. Titanium Grade 2 matches or exceeds Monel 400 in seawater and many acid environments, but at roughly 2–3 times the piping cost and with added fabrication complexity. Hastelloy C-276 provides broader chemical resistance than Monel 400, but at 4–5 times the material cost, which limits its use to the most extreme chemical process environments.
316L stainless steel, the most common alternative engineers consider for cost reduction, is simply not adequate in flowing seawater service for extended periods. The chloride content of seawater is sufficient to initiate pitting corrosion in 316L at stagnant points, crevices, and weld heat-affected zones, particularly when water temperatures exceed 20°C. We have seen too many cases where projects that initially specified Monel 400 switched to 316L to reduce budget and subsequently required complete piping replacement within 5–10 years, at a total cost far exceeding the original Monel 400 specification.
What Heat Treatment and Surface Finishing Options Are Available for Monel 400 Pipe?
Heat treatment and surface condition are frequently specified requirements for Monel 400 pipe, particularly in chemical process and pharmaceutical applications where surface cleanliness affects product purity or where heat treatment condition affects corrosion behavior.
Heat Treatment Conditions for Monel 400 Pipe
| Heat Treatment | Temperature Range | Purpose | Applicable Specification |
|---|---|---|---|
| Full Anneal | 870–980°C (1600–1800°F), water quench | Maximum corrosion resistance, softness for forming | Standard delivery condition per B165/B725 |
| Stress Relief Anneal | 540–650°C (1000–1200°F), air cool | Reduce residual stress without full softening | Post-forming or post-welding stress relief |
| Hot Working Range | 650–1200°C (1200–2192°F) | Forging and hot forming range | Manufacturing process |
| Cold Working (no anneal) | Room temperature | Increase strength for specific applications | Specified when higher strength required |
The standard delivery condition for Monel 400 pipe per both ASTM B165 and ASTM B725 is the annealed condition. This provides the best combination of corrosion resistance, ductility for field bending or forming, and freedom from residual stresses that could contribute to stress corrosion cracking in particularly aggressive chemical environments.
Surface Finishing Options for Monel 400 Pipe
| Surface Finish | Description | Typical Roughness | Applications |
|---|---|---|---|
| Mill finish (as-drawn/as-extruded) | Standard production finish, slight oxidation | 32–125 µin Ra | General industrial piping |
| Pickled and passivated | Acid cleaning to remove scale and oxides | 32–63 µin Ra | Chemical process, improved corrosion start |
| Bright annealed | Annealed in controlled atmosphere to prevent oxidation | 16–32 µin Ra | Pharmaceutical, food grade applications |
| Mechanically polished (OD) | OD polished to specified finish | 16–32 µin Ra (120 grit) to 8 µin Ra (320 grit) | Sanitary piping, decorative marine |
| Electropolished (ID/OD) | Electrochemical surface leveling | Less than 8 µin Ra | Ultra-high purity applications |
What Quality Certifications and Documentation Accompany MWalloys Monel 400 Pipe?
Quality documentation for Monel 400 pipe serves multiple functions: it verifies specification compliance, enables regulatory approvals, supports insurance and liability documentation, and provides the traceability chain that major end users in aerospace, naval, and chemical process industries require.
Standard Documentation Package for MWalloys Monel 400 Pipe
| Document | Content | When Required |
|---|---|---|
| Material Test Report (MTR) / Mill Certificate | Chemical analysis (heat and product), mechanical test results, heat treatment records, ASTM B165/B725 certification statement | All orders |
| Certificate of Conformance (C of C) | Written declaration of specification compliance with authorized signature | All orders |
| Heat Number / Lot Traceability | Each pipe length marked with heat number | All orders |
| Hydrostatic Test Certificate | Hydrostatic pressure applied and hold time per ASTM requirements | Per ASTM B165/B725 requirement |
| Dimensional Inspection Report | OD, wall thickness (min, max, average), length, straightness | On request |
| PMI (Positive Material Identification) | XRF elemental verification of each pipe section | Customer or project specified |
| NDE Reports | Eddy current or UT results per ASTM E213/E309 | When specified |
| EN 10204 3.1 or 3.2 Certification | European standard inspection certificate | European and international projects |
| NACE MR0175 Compliance Statement | Hardness verification for sour service | Oil and gas sour service projects |
| Country of Origin / DFARS Statement | Domestic melt and manufacture certification | US defense procurement |
MWalloys maintains ISO 9001:2015 certified quality management across all pipe supply activities. For naval and defense supply chains, we can provide documentation conforming to MIL-I-45208 inspection system requirements and QQ-N-281 nickel alloy material specifications that apply to US military vessel construction programs.
How Should Engineers Specify and Order Custom Monel 400 Pipe?
A correctly drafted purchase specification eliminates procurement ambiguity and ensures the material delivered is exactly what the piping design requires. We have compiled the critical elements that every Monel 400 pipe order should include based on years of supply experience.
Complete Purchase Specification Elements for Custom Monel 400 Pipe
- Alloy designation: Monel 400 / UNS N04400 / ASME SB-165 or SB-725.
- Governing specification: ASTM B165 (seamless) or ASTM B725 (welded), with revision year if critical.
- Size: Nominal Pipe Size (NPS) per ASME B36.19M.
- Schedule: Pipe schedule designation (5S, 10S, 40S, 80S, 160, or specified minimum wall thickness).
- Length: Random mill length (typically 18–22 ft), or cut-to-length with tolerance.
- End condition: Plain end (PE), beveled end (BE) at 37.5°, threaded (when applicable).
- Heat treatment: Annealed (standard) or specify alternate condition.
- Surface condition: Mill finish, pickled, or pickled and passivated.
- Testing: Standard per ASTM B165/B725, or augmented (NDE type, PMI, etc.).
- Documentation: MTR with chemical and mechanical, C of C, heat number marking.
- Special requirements: EN 10204 3.1/3.2, NACE compliance, DFARS compliance.
Standard Lead Times and Availability at MWalloys
| Product Category | Typical Availability | Lead Time |
|---|---|---|
| Common stock sizes (1/2" – 4" NPS, Sch 40S, seamless) | From warehouse inventory | 1–5 business days |
| Standard sizes outside stock | Mill sourcing required | 8–14 weeks |
| Large diameter (6"–12" NPS) seamless | Mill order | 12–20 weeks |
| Large diameter (6"–12" NPS) welded | Mill order | 8–14 weeks |
| Cut-to-length from stock | 3–7 business days from receipt of cut list | — |
| Custom wall thickness (non-standard) | Mill order, heavy wall extrusion | 14–24 weeks |
FAQs About Monel 400 Pipe
1: What is the maximum operating temperature for Monel 400 pipe in pressure service?
The maximum recommended service temperature for Monel 400 pipe in sustained pressure service is 480°C (900°F), above which creep becomes the governing design criterion and allowable stresses decrease rapidly. ASME B31.3 process piping code lists design allowable stress values for Monel 400 (UNS N04400) up to 480°C, after which the material is not covered for pressure design purposes. Below approximately 315°C, Monel 400 pipe operates within its full strength plateau and allowable stresses are essentially constant. Between 315°C and 480°C, engineers should use temperature-interpolated allowable stress values from ASME Section II Part B Table 1B for the specific temperature and design the system accordingly. For services above 480°C requiring both corrosion resistance and structural strength, Inconel 625 (UNS N06625) or Incoloy 825 (UNS N08825) pipe are the most common upgrades, both offering significantly better high-temperature mechanical properties while maintaining comparable or superior corrosion resistance.
2: Can Monel 400 pipe be used with galvanized steel pipe or fittings in the same seawater system?
Monel 400 pipe should not be directly connected to galvanized (zinc-coated) steel pipe in seawater service, as the galvanic potential difference between nickel-copper alloy and zinc creates an accelerated corrosion cell that rapidly corrodes the zinc coating and the underlying steel. In seawater, Monel 400 is electrochemically noble relative to zinc, which means zinc acts as a sacrificial anode and corrodes preferentially to protect the more noble Monel 400. While this protects the Monel 400, it destroys the galvanized coating and accelerates steel corrosion at an unacceptable rate. Where system design requires connecting Monel 400 pipe to carbon steel components, non-metallic insulating unions, dielectric flanges, or plastic-lined transition sections should be used to break the galvanic cell. The galvanic series in seawater should always be consulted when connecting dissimilar metals, and MWalloys can provide guidance on appropriate transition hardware for specific system configurations.
3: Does Monel 400 pipe require coating or cathodic protection in seawater service?
Monel 400 pipe does not require protective coating or cathodic protection for exposed seawater service — this is one of its primary advantages over steel and many stainless steel alternatives. The alloy's thermodynamic stability in seawater makes it essentially self-protecting. However, two specific conditions warrant engineering attention. First, if Monel 400 is electrically connected to a cathodic protection system designed for adjacent steel structures, the impressed current potential must be controlled carefully — excessively negative cathodic protection potentials can cause hydrogen evolution at the Monel 400 surface and potential hydrogen-induced damage in heavily cold-worked sections. Second, in systems where galvanic couples exist between Monel 400 and less noble metals, the Monel 400 may experience slight acceleration of any existing corrosion mechanism. The practical conclusion is that Monel 400 pipe in seawater service is best installed as an isolated system or with careful attention to dissimilar metal connections at system boundaries.
4: What is the difference between Monel 400 pipe and Monel K-500 pipe for marine applications?
Monel 400 and Monel K-500 share the same nickel-copper base composition, but Monel K-500 (UNS N05500) contains additions of aluminum (2.3–3.15%) and titanium (0.35–0.85%) that enable precipitation hardening to yield strengths 2–3 times higher than annealed Monel 400. For piping applications, Monel 400 is almost always the correct choice because its annealed condition provides superior corrosion resistance, easier fabrication, and lower cost. Monel K-500 pipe and tube are specified when both the corrosion resistance of the nickel-copper alloy system and significantly higher strength are simultaneously required — for example, in pump shafts, propeller shafts, impeller wear rings, and downhole tool mandrels. Monel K-500 in the age-hardened condition achieves yield strengths of 690–860 MPa (100–125 ksi) compared to 193 MPa (28 ksi) minimum for annealed Monel 400, but this strength gain comes with reduced ductility and the requirement for more complex heat treatment after any welding or forming operation.
5: Is Monel 400 pipe approved for use in ASME pressure vessel and piping code applications?
Yes. Monel 400 pipe and tube is fully approved under multiple ASME codes, with ASME SB-165 (seamless) and ASME SB-725 (welded) being the direct ASME equivalents of ASTM B165 and B725, carrying full code approval for pressure service. Under ASME B31.3 Process Piping, Monel 400 pipe is included in Table A-1 with allowable stress values published for temperatures from ambient through 480°C. Under ASME B31.1 Power Piping, the material is similarly covered. For pressure vessel applications under ASME Section VIII Division 1, ASME SB-165 seamless pipe and tube are listed in the applicable tables with P-number and S-number assignments for welding qualification purposes. Engineers designing to these codes should use the current edition of ASME Section II Part B (Non-Ferrous Material Specifications) and the applicable stress tables for the specific alloy temper and product form, rather than relying on published nominal property values that may not match the current code edition values.
6: How does Monel 400 pipe handle hydrofluoric acid service and what precautions apply?
Monel 400 pipe is the standard material of construction for anhydrous and aqueous hydrofluoric acid piping in petroleum refinery HF alkylation units and fluorochemical production facilities, providing service lives measured in decades in this uniquely hazardous service. The corrosion mechanism involves formation of a protective nickel fluoride (NiF₂) film that limits further acid attack to very low rates (typically less than 0.1 mm/year in concentrated anhydrous HF). Critical precautions for HF service include: maintaining completely dry system conditions before introducing HF (residual moisture causes dramatically accelerated initial corrosion); avoiding any oxidizing contaminants in the HF stream (oxygen, ferric ions, and other oxidizers destroy the protective fluoride film and cause rapid attack); using Monel 400 filler metal (ERNiCu-7) for all weld joints with post-weld annealing to eliminate residual stress that could contribute to stress corrosion; and maintaining oxygen-free blanket gas in storage and transfer systems. Engineers new to HF piping system design should review the Process Industry Practices (PIP) documents and Alkylation unit design standards that address Monel 400 materials requirements in detail.
7: What are the minimum bend radius requirements for cold bending Monel 400 pipe?
The minimum cold bend radius for Monel 400 pipe in the annealed condition is typically 5 times the nominal pipe diameter (5D) for wall thicknesses in the Schedule 40S range, with tighter radii achievable through hot bending or mandrel bending with appropriate tooling. In the annealed condition, Monel 400 pipe has sufficient ductility (35% minimum elongation) to accommodate 5D cold bending without cracking for standard wall schedules. For heavier wall schedules (80S and above), cold bending may require an increased minimum radius of 6D–8D to prevent wall thinning or ovality beyond acceptable limits. After cold bending, the bent section retains work-hardened strength that may be acceptable for most applications but should be stress-relieved by annealing at 540–650°C if the bend will be in highly corrosive service where residual stress could contribute to stress corrosion mechanisms. Induction bending (hot bending by induction heating of the bend zone) achieves tighter radii of 3D–4D with better dimensional control for large-diameter pipe, followed by localized annealing of the bent section.
8: What pipe fittings, flanges, and valves are compatible with Monel 400 pipe systems?
Monel 400 pipe systems are completed using fittings produced to ASTM B366 (wrought fittings), flanges to ASTM B564 (forgings), and valves with Monel 400 or compatible body materials, all under UNS N04400 chemistry requirements. ASTM B366 covers Monel 400 in the form of seamless and welded butt-weld fittings (elbows, tees, reducers, caps) in sizes matching standard ASME B16.9 dimensions. ASTM B564 covers Monel 400 flanges in forged form, produced to ASME B16.5 pressure class dimensions from Class 150 through Class 2500. Valve bodies in Monel 400 are available as cast (ASTM A494 Grade M35-1, which is a Monel 400 casting alloy) or machined from bar. In HF alkylation service, all valves, fittings, flanges, and instrumentation components in the Monel 400 piping circuit should be of compatible Monel alloy construction — mixing in components made from steel or stainless steel creates galvanic couple risks and potentially incompatible corrosion behavior in the specific chemical media. MWalloys can supply complete Monel 400 piping system components including fittings and flanges to accompany pipe orders.
9: What is the weight per foot of Monel 400 pipe in common schedules?
Monel 400 pipe weighs approximately 10% more per linear foot than equivalent 316 stainless steel pipe due to its higher density of 8.80 g/cm³ compared to 7.99 g/cm³ for austenitic stainless steel. The weight difference is relevant for structural support design (pipe hangers, brackets, supports must be sized accordingly) and for shipping and handling cost estimation. Representative weights are: 2" NPS Schedule 40S Monel 400 pipe weighs approximately 3.65 lb/ft (5.43 kg/m), compared to 3.65 lb/ft for 316L SS (virtually identical due to similar dimensions, with the slight density difference resulting in approximately 0.35 lb/ft more for Monel 400). For large-diameter Monel 400 pipe such as 8" NPS Schedule 40S, the pipe weighs approximately 28.55 lb/ft (42.5 kg/m). Accurate weight calculations for procurement and structural design should use the actual measured dimensions from the pipe's Mill Test Report rather than nominal theoretical weights, as wall thickness variations within specification tolerances affect actual pipe weight.
10: How long does Monel 400 pipe last in seawater service and what factors affect its service life?
Properly installed Monel 400 pipe in flowing seawater service has a practical service life that routinely exceeds 30–50 years, often outlasting the vessels, platforms, or facilities in which it is installed, provided that flow velocity is maintained above stagnation thresholds and galvanic couple issues are managed. The primary life-limiting factors for Monel 400 seawater pipe are: erosion-corrosion at flow velocities above 10 m/s (which causes measurable wall thinning at bends, tees, and reducers); microbiologically influenced corrosion in chronically stagnant sections, particularly in warm water above 27°C; and crevice corrosion under gaskets, at pipe support contact points, or in threaded connections that are not regularly disturbed. Routine inspection using ultrasonic thickness measurement at high-velocity zones and low-flow sections every 5 years provides early detection of any localized thinning. Systems that maintain design flow velocities, use properly gasketed flange connections, and avoid dissimilar metal couples without insulation have demonstrated essentially unlimited service life in documented naval and offshore installations. At MWalloys, we can provide historical reference data from documented Monel 400 seawater system installations to support service life projections in new project engineering.
Verifiable References
The following sources are cited in preparation of this technical article and are independently verifiable by engineers, naval architects, and procurement specialists:
- ASTM International. ASTM B165: Standard Specification for Nickel-Copper Alloy (UNS N04400) Seamless Pipe and Tube. ASTM International, West Conshohocken, PA. Current Edition.
- ASTM International. ASTM B725: Standard Specification for Welded Nickel (UNS N02200/N02201) and Nickel-Copper Alloy (UNS N04400) Pipe. ASTM International, West Conshohocken, PA. Current Edition.
- ASME International. ASME B31.3: Process Piping Code. American Society of Mechanical Engineers, New York, NY. Current Edition.
- ASME International. ASME Section II Part B: Non-Ferrous Material Specifications (SB-165, SB-725). ASME, New York, NY. Current Edition.
- Special Metals Corporation. MONEL alloy 400 Data Sheet (SMC-080). Special Metals, Huntington, WV.
- ASTM International. ASTM B366: Standard Specification for Factory-Made Wrought Nickel and Nickel Alloy Fittings. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B564: Standard Specification for Nickel Alloy Forgings. ASTM International, West Conshohocken, PA.
- NACE International. NACE MR0175 / ISO 15156: Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments. NACE International, Houston, TX.
- Schweitzer, P.A. Corrosion of Linings and Coatings: Cathodic and Inhibitor Protection and Corrosion Monitoring, 2nd Edition. CRC Press / Taylor and Francis, 2006. ISBN: 0-8493-9262-8
- Davis, J.R. (Editor). Nickel, Cobalt and Their Alloys (ASM Specialty Handbook). ASM International, Materials Park, OH, 2000. ISBN: 0-87170-685-7
- ASME International. ASME B36.19M: Stainless Steel Pipe (Nickel Alloy Pipe Dimensions). ASME, New York, NY. Current Edition.
- American Welding Society (AWS). AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiCu-7). AWS, Miami, FL. Current Edition.
- Fontana, M.G. Corrosion Engineering, 3rd Edition. McGraw-Hill, New York, 1986. ISBN: 0-07-021463-8 (Seawater corrosion and galvanic series reference)
- Process Industry Practices (PIP). PIP ENCE001: HF Alkylation Unit Piping Material Specification. Construction Industry Institute, Austin, TX.
- ASME International. ASME Section IX: Welding, Brazing, and Fusing Qualifications. ASME, New York, NY. Current Edition.
