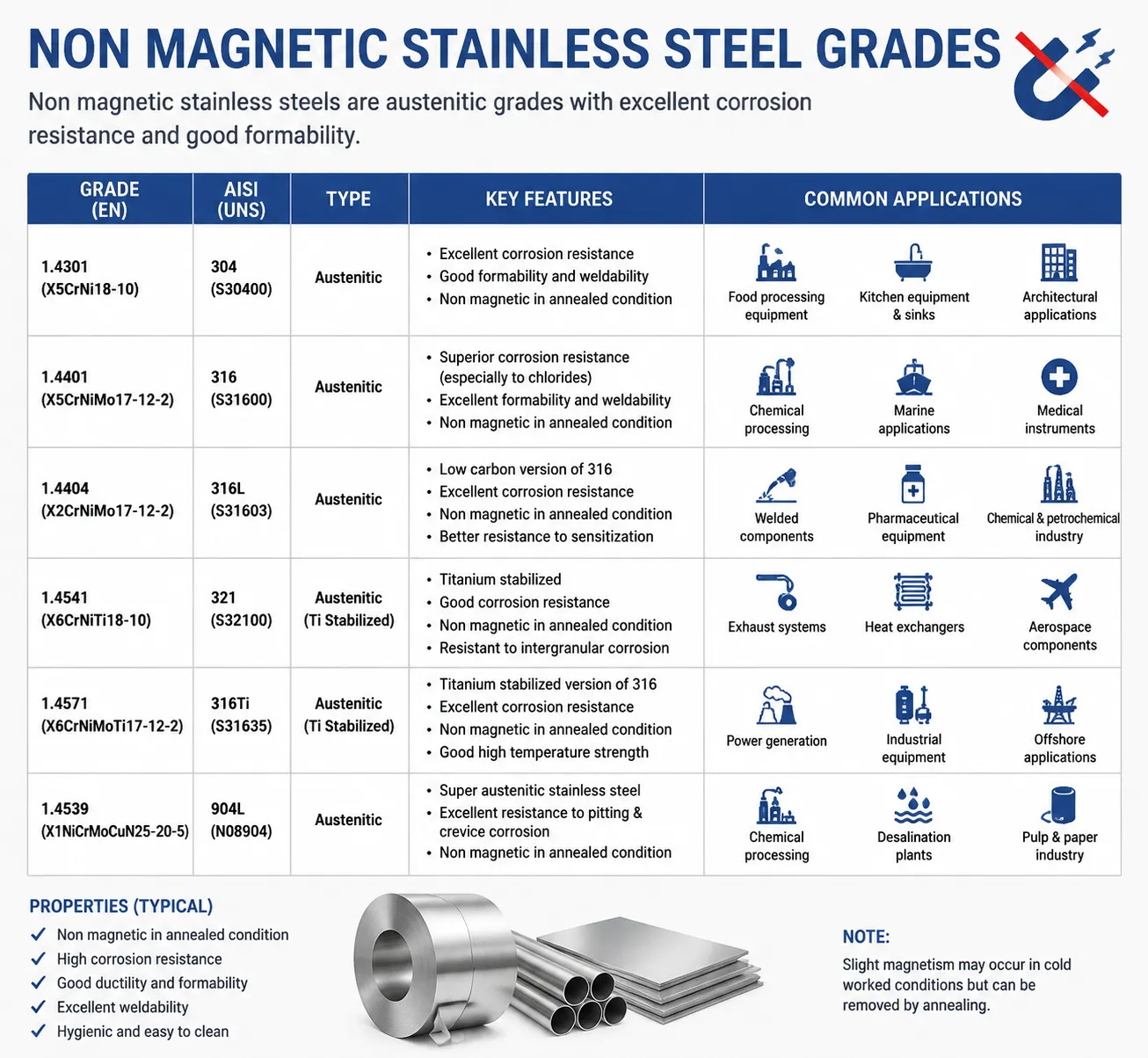
Gli acciai inossidabili austenitici, tra cui i gradi 304, 316, 310, 321, 347 e le loro varianti a basso tenore di carbonio, costituiscono la principale famiglia di acciai inossidabili non magnetici, con valori di permeabilità magnetica relativa inferiori a 1,02 allo stato completamente ricotto, il che li rende adatti per apparecchiature RM, strumenti elettronici, sistemi di navigazione marittima e qualsiasi applicazione in cui il comportamento ferromagnetico causerebbe interferenze o errori di misurazione. Noi di MWalloys forniamo acciaio inossidabile non magnetico a produttori di dispositivi medici, appaltatori del settore della difesa e costruttori di strumenti di precisione che non possono tollerare nemmeno una risposta magnetica minima nei propri componenti.
Il tema dell’acciaio inossidabile non magnetico presenta sfumature tecniche più complesse di quanto la maggior parte delle guide all’acquisto riconosca. Lo stesso tipo di acciaio, che è effettivamente non magnetico allo stato di lamiera ricotta, può sviluppare una risposta magnetica misurabile in seguito a lavorazioni a freddo, saldatura o lavorazione meccanica. Comprendere perché ciò accade, quali tipi mantengono il loro comportamento non magnetico sotto sollecitazioni di lavorazione e come viene misurata e specificata la permeabilità magnetica è una conoscenza essenziale per qualsiasi ingegnere o addetto agli acquisti che operi in applicazioni sensibili al campo magnetico.
Perché alcuni acciai inossidabili sono amagnetici e altri fortemente magnetici?
Il comportamento magnetico dell'acciaio inossidabile è determinato interamente dalla sua struttura cristallina (microstruttura), che a sua volta è determinata dalla composizione chimica. Non si tratta di una proprietà superficiale né di un effetto dovuto al rivestimento: è una caratteristica fondamentale della disposizione atomica del metallo.
Le tre strutture cristalline dell'acciaio inossidabile
L'acciaio presenta tre strutture cristalline principali rilevanti per l'ingegneria dell'acciaio inossidabile:
Cubico a facce centrate (FCC) - Austenite:
La struttura FCC è la chiave del comportamento non magnetico. Nella struttura austenitica, gli atomi di ferro occupano gli angoli e i vertici centrali di una cella unitaria cubica. Questa disposizione geometrica fa sì che i momenti magnetici degli elettroni adiacenti si accoppino e si annullino a vicenda, dando origine a un materiale con un momento magnetico netto molto basso o trascurabile. Gli acciai inossidabili austenitici (la serie 300 e alcuni gradi della serie 200) presentano questa struttura a temperatura ambiente, motivo per cui sono amagnetici.
Struttura cubica a centri sul corpo (BCC) - Ferrite:
La struttura BCC, in cui gli atomi di ferro occupano gli angoli e il centro di un cubo, favorisce un forte comportamento ferromagnetico. Gli acciai inossidabili ferritici (gradi della serie 400, come il 430 e il 444) presentano questa struttura e sono fortemente magnetici, con una risposta magnetica paragonabile a quella dell'acciaio dolce.
Tetragonale centrato sul corpo (BCT) - Martensite:
La martensite si forma quando l’austenite viene raffreddata rapidamente (temprata) o sottoposta a forte lavorazione a freddo. Anch’essa è magnetica. Gli acciai inossidabili martensitici (410, 420, 440C) sono magnetici in tutte le condizioni. È importante sottolineare che anche la martensite indotta dalla deformazione, che si forma nei gradi austenitici durante la lavorazione a freddo, è magnetica; questa è la causa principale del problema della risposta magnetica indotta dalla lavorazione a freddo discusso di seguito.
Il ruolo degli elementi di lega nel comportamento magnetico
La composizione chimica determina quale struttura cristallina sia stabile a temperatura ambiente. Due gruppi contrapposti di elementi di lega controllano questo equilibrio:
| Tipo di elemento | Esempi | Effetto sulla struttura cristallina | Effetto sul magnetismo |
|---|---|---|---|
| Stabilizzatori dell'austenite | Nichel (Ni), manganese (Mn), azoto (N), carbonio (C), rame (Cu) | Stabilizzare l'austenite FCC | Promuovere un comportamento non magnetico |
| Stabilizzatori in ferrite | Cromo (Cr), molibdeno (Mo), silicio (Si), titanio (Ti), niobio (Nb) | Promuovere la ferrite BCC | Promuovere un comportamento magnetico |
Ecco perché l’equilibrio tra cromo (stabilizzatore della ferrite) e nichel (stabilizzatore dell’austenite) è così fondamentale nella progettazione dell’acciaio inossidabile austenitico. Il grado standard 304, con 18% di Cr e 8% di Ni, si trova abbastanza vicino al limite di stabilità dell’austenite da far sì che la lavorazione a freddo possa spingere porzioni della microstruttura oltre tale limite, trasformandole in martensite. I gradi con maggiore contenuto di nichel, come il 310 (25% Ni), si trovano più lontani dal limite e sono molto più resistenti alla formazione di martensite indotta dalla deformazione.
I diagrammi di Schaeffler-DeLong e WRC
I metallurgisti utilizzano i diagrammi di costituzione per prevedere la microstruttura dell'acciaio inossidabile in base alla composizione. Gli strumenti più diffusi sono:
Equivalente di cromo (Cr_eq) = %Cr + %Mo + 1,5×%Si + 0,5×%Nb
Equivalente di nichel (Ni_eq) = %Ni + 30×%C + 0,5×%Mn + 30×%N
Un valore di Ni_eq superiore rispetto a Cr_eq fa sì che la lega assuma un comportamento completamente austenitico (non magnetico). Questi equivalenti aiutano a spiegare perché l’azoto sia uno stabilizzatore non magnetico così potente: con un’efficacia 30 volte superiore a quella del carbonio in percentuale in peso, anche piccole aggiunte di azoto rafforzano significativamente la stabilità dell’austenite.
Qual è l'elenco completo dei tipi di acciaio inossidabile non magnetico?
Le tabelle che seguono rappresentano la guida più completa, suddivisa per grado, agli acciai inossidabili non magnetici attualmente in produzione commerciale. I gradi sono organizzati per famiglia e corredati dai dati principali relativi alla composizione e alle proprietà magnetiche.
Gradi standard di acciaio inossidabile austenitico (serie 300)
| Grado | UNS | Cr (%) | Ni (%) | Mo (%) | N (%) | Permeabilità relativa (ricotta) | Stabilità non magnetica in condizioni di lavorazione a freddo |
|---|---|---|---|---|---|---|---|
| 301 | S30100 | 16-18 | 6–8 | - | - | <1,02 | Basso (molto sensibile alla martensite) |
| 302 | S30200 | 17-19 | 8-10 | - | - | <1,02 | Basso-Moderato |
| 303 | S30300 | 17-19 | 8-10 | - | - | <1,02 | Basso (facile lavorazione, S più elevato) |
| 304 | S30400 | 18-20 | 8-10.5 | - | - | <1,02 | Moderato |
| 304L | S30403 | 18-20 | 8-12 | - | - | <1,02 | Moderato |
| 304N | S30451 | 18-20 | 8-10.5 | - | 0.10–0.16 | <1,02 | Moderato-Buono |
| 305 | S30500 | 17-19 | 10.5–13 | - | - | <1,02 | Buono (contenuto di Ni più elevato) |
| 308 | S30800 | 19-21 | 10-12 | - | - | <1,02 | Buono |
| 309 | S30900 | 22–24 | 12–15 | - | - | <1,02 | Molto buono |
| 310 | S31000 | 24-26 | 19-22 | - | - | <1,01 | Eccellente |
| 310S | S31008 | 24-26 | 19-22 | - | - | <1,01 | Eccellente |
| 314 | S31400 | 23–26 | 19-22 | - | - | <1,01 | Eccellente |
| 316 | S31600 | 16-18 | 10-14 | 2-3 | - | <1,02 | Moderato-Buono |
| 316L | S31603 | 16-18 | 10-14 | 2-3 | - | <1,02 | Moderato-Buono |
| 316N | S31651 | 16-18 | 10-14 | 2-3 | 0.10–0.16 | <1,02 | Buono |
| 316LN | S31653 | 16-18 | 10-14 | 2-3 | 0.10–0.16 | <1,02 | Buono |
| 317 | S31700 | 18-20 | 11–15 | 3–4 | - | <1,02 | Buono |
| 317L | S31703 | 18-20 | 11–15 | 3–4 | - | <1,02 | Buono |
| 321 | S32100 | 17-19 | 9–12 | - | - | <1,02 | Moderato |
| 347 | S34700 | 17-19 | 9–13 | - | - | <1,02 | Moderato |
| 348 | S34800 | 17-19 | 9–13 | - | - | <1,02 | Moderato |
Gradi austenitici e superaustenitici ad alte prestazioni
| Grado | UNS | Cr (%) | Ni (%) | Mo (%) | N (%) | Elemento speciale | Permeabilità (ricotto) | Indice di stabilità |
|---|---|---|---|---|---|---|---|---|
| 904L | N08904 | 19–23 | 23-28 | 4–5 | - | Cu 1–2% | <1,01 | Eccellente |
| 254 SMO | S31254 | 19.5–20.5 | 17.5–18.5 | 6–6.5 | 0.18–0.22 | Cu 0,5–1% | <1.005 | Eccellente |
| AL-6XN | N08367 | 20–22 | 23.5-25.5 | 6–7 | 0.18-0.25 | - | <1.005 | Eccellente |
| 654 SMO | S32654 | 24–25 | 21–23 | 7–8 | 0.45–0.55 | Cu 0,3–0,61 TP3T | <1,003 | Eccezionale |
| 020 (Lega 20) | N08020 | 19-21 | 32–38 | 2-3 | - | Cu 3–4%, Nb | <1.005 | Eccellente |
| 330 | N08330 | 17-20 | 34–37 | - | - | Si 0,75–1,51 TP3T | <1,01 | Eccellente |
| 800 (Incoloy) | N08800 | 19–23 | 30-35 | - | - | Ti, Al | <1,01 | Eccellente |
| 825 (Incoloy) | N08825 | 19.5-23.5 | 38-46 | 2.5-3.5 | - | Cu, Ti | <1.005 | Eccezionale |
Gradi austenitici rinforzati con azoto (serie 200 e varianti)
La serie 200 utilizza manganese e azoto per sostituire parzialmente il nichel nella stabilizzazione della struttura austenitica, riducendo i costi pur mantenendo le proprietà amagnetiche.
| Grado | UNS | Cr (%) | Ni (%) | Mn (%) | N (%) | Permeabilità (ricotto) | Stabilità a freddo |
|---|---|---|---|---|---|---|---|
| 201 | S20100 | 16-18 | 3.5–5.5 | 5.5–7.5 | 0,25 max | <1,02 | Basso-Moderato |
| 202 | S20200 | 17-19 | 4–6 | 7.5–10 | 0,25 max | <1,02 | Basso-Moderato |
| 205 | S20500 | 16.5–18 | 1–1.75 | 14–15.5 | 0.32–0.40 | <1,02 | Moderato |
| Nitronic 40 (216) | S21600 | 17.5–22 | 5–7 | 7.5–9 | 0.25–0.50 | <1,01 | Buono |
| Nitronic 50 (XM-19) | S20910 | 20.5–23.5 | 11.5-13.5 | 4–6 | 0.20–0.40 | <1.005 | Eccellente |
| Nitronic 60 (218) | S21800 | 16-18 | 8–9 | 7-9 | 0.08–0.18 | <1,02 | Buono |
| Nitronic 33 (219) | S21900 | 18-20 | 5.5–7.5 | 8-10 | 0.15-0.40 | <1,02 | Moderato-Buono |
| P-900 (210 N) | S21000 | 19–21.5 | 5–7 | 9-11 | 0.15-0.40 | <1,01 | Buono |
Gradi di acciaio indurito per precipitazione con caratteristiche non magnetiche
La maggior parte degli acciai inossidabili a indurimento per precipitazione (PH) sono semi-austenitici e diventano magnetici dopo la trasformazione martensitica che caratterizza il loro trattamento di indurimento. Tuttavia, il grado PH A-286, interamente austenitico, mantiene il suo carattere non magnetico in tutte le condizioni di trattamento termico:
| Grado | UNS | Condizione | Comportamento magnetico | Note |
|---|---|---|---|---|
| A-286 | S66286 | Tutte le condizioni | Non magnetico | PH austenitico; permeabilità <1,02 |
| 17-4 PH | S17400 | Ricotto in soluzione | Leggermente magnetico | Diventa fortemente magnetico dopo l'invecchiamento |
| 17-7 PH | S17700 | Condizione A | Austenitico, non magnetico | Diventa magnetico dopo il trattamento di invecchiamento CH900 |
| PH 15-7 Mo | S15700 | Condizione A | Austenitico, non magnetico | Diventa magnetico dopo l'indurimento |
L'A-286 è un materiale fondamentale nelle applicazioni aerospaziali in cui sono richieste sia un'elevata resistenza meccanica sia un comportamento non magnetico affidabile in tutte le condizioni. La sua stabilità austenitica dopo il trattamento di invecchiamento (precipitazione della fase gamma-prime) lo distingue dai gradi PH semi-austenitici che, durante l'indurimento, subiscono una trasformazione in martensite.
In che modo la lavorazione a freddo modifica le proprietà magnetiche dell’acciaio inossidabile austenitico?
Si tratta probabilmente dell’argomento di maggiore rilevanza pratica nel campo dell’acciaio inossidabile non magnetico, un aspetto che viene gravemente sottovalutato nella maggior parte delle guide all’acquisto. Il fatto che un tipo di acciaio sia non magnetico allo stato ricotto non garantisce che rimanga tale dopo il processo di lavorazione.
Il meccanismo della martensite indotta dalla deformazione
Quando l’acciaio inossidabile austenitico viene sottoposto a lavorazione a freddo (tramite trafilatura, laminazione, piegatura, stampaggio, pressatura o lavorazione meccanica), l’energia di deformazione può innescare una trasformazione dell’austenite in martensite. Questa trasformazione non richiede temperature elevate né tempra: è determinata esclusivamente dal lavoro meccanico a temperatura ambiente o inferiore. La martensite che ne risulta è denominata martensite indotta da deformazione (DIM) ed è ferromagnetica.
La frazione volumetrica di DIM formatasi dipende da:
- Il grado di riduzione del freddo (più lavoro = più DIM)
- La temperatura di deformazione (più fa freddo, maggiore è il DIM; ecco perché alcune leghe austenitiche diventano più magnetiche in inverno)
- La stabilità dell'austenite della lega (temperatura Md30, di cui si parlerà più avanti)
- Il percorso di deformazione (alcune modalità di deformazione sono più efficaci di altre nell’indurre la martensite)
La temperatura Md30: previsione della suscettibilità
La temperatura Md30 è la temperatura alla quale si forma la martensite 50% quando un provino standard di acciaio inossidabile austenitico viene sottoposto a una deformazione di trazione vera 30%. Viene calcolata in base alla composizione utilizzando l'equazione di Angel:
Md30 (°C) = 413 – 462(%C + %N) – 9,2(%Si) – 8,1(%Mn) – 13,7(%Cr) – 29(%Ni + %Cu) – 18,5(%Mo) – 68(%Nb) – 1,42(numero ASTM della granulometria – 8)
| Lega | Md30 approssimativo (°C) | Suscettibilità al DIM | Consigliato per applicazioni critiche non magnetiche? |
|---|---|---|---|
| 301 | da +60 a +80 | Molto alto | No |
| 304 | da -10 a +20 | Alto | Solo allo stato ricotto |
| 304LN | da -20 a +10 | Moderato-alto | Con cautela |
| 316 | da -30 a -10 | Moderato | Con cautela |
| 316LN | da -45 a -20 | Moderato | Con cautela |
| 305 | da -70 a -50 | Basso | Sì, con un lavoro a freddo moderato |
| 310 | < -100 | Molto basso | Sì |
| 904L | < -100 | Molto basso | Sì |
| 254 SMO | < -120 | Trascurabile | Sì |
| Nitronic 50 | < -120 | Trascurabile | Sì |
| AL-6XN | < -130 | Trascurabile | Sì |
Le leghe con temperature Md30 ben al di sotto della temperatura minima di esercizio sono sostanzialmente immuni alla martensite indotta dalla deformazione in qualsiasi condizione di produzione pratica. Ecco perché i gradi 310, 904L, 254 SMO e Nitronic 50 sono la scelta ideale quando è necessario garantire un comportamento non magnetico anche in presenza di intense operazioni di lavorazione a freddo.
Effetto della riduzione della temperatura sulla permeabilità magnetica
La tabella seguente illustra come la permeabilità magnetica relativa dell'acciaio inossidabile 304 vari all'aumentare della riduzione a freddo, rispetto a tipi di acciaio più stabili:
| Riduzione del freddo (%) | Permeabilità dell'acciaio inossidabile 304 | Permeabilità dell'acciaio inossidabile 316 | 310 SS Permeabilità | Permeabilità 904L |
|---|---|---|---|---|
| 0 (ricotto) | 1.003 | 1.002 | 1.001 | 1.001 |
| 10% | 1.02 – 1.10 | 1.01 – 1.05 | 1.001 | 1.001 |
| 20% | 1.10 – 1.50 | 1.03 – 1.15 | 1.002 | 1.001 |
| 30% | 1.50 - 3.00 | 1.10 - 1.40 | 1.003 | 1.001 |
| 50% | 3.00 – 8.00 | 1.20 – 2.50 | 1.005 | 1.002 |
| 70% | 5.00 – 15.00 | 1.50 – 4.00 | 1.008 | 1.003 |
I valori riportati rappresentano gli intervalli tipici riportati nella letteratura scientifica; i valori effettivi dipendono dalla composizione chimica esatta e dalle condizioni di deformazione.
Questi dati giustificano la scelta del grado in base allo stato finale piuttosto che allo stato ricotto. Un componente ricavato da una barra di 304 e dal 30% di sezione ridotta mediante operazioni di tornitura può presentare una permeabilità pari o superiore a 3, il che è chiaramente inaccettabile per le apparecchiature utilizzate nelle sale RM o per i dispositivi di navigazione sensibili alle bussole.
Ripristino delle proprietà non magnetiche dopo la lavorazione a freddo
Se un componente realizzato con un tipo di acciaio sensibile, come il 304, ha sviluppato proprietà magnetiche a seguito di lavorazione a freddo, è possibile ripristinarne completamente le proprietà non magnetiche mediante ricottura in soluzione (riscaldamento a 1010 – 1120 °C seguito da raffreddamento rapido). Questo processo dissolve la martensite indotta dalla deformazione, trasformandola nuovamente in austenite. Tuttavia, questo trattamento elimina anche tutto l’incrudimento da lavorazione, ammorbidisce il materiale e può causare distorsioni dimensionali che lo rendono poco pratico per componenti finiti o quasi finiti. Ecco perché selezionare il grado corretto prima della produzione è di gran lunga più pratico che cercare di correggere il comportamento magnetico a posteriori.
Quali tipi di acciaio inossidabile non magnetico mantengono la stabilità magnetica nelle condizioni di lavorazione?
Per le applicazioni in cui il componente finale sarà sottoposto a lavorazioni a freddo, lavorazioni meccaniche o formatura significative, nella scelta del grado occorre dare priorità alla stabilità dell’austenite piuttosto che alle sole proprietà magnetiche allo stato ricotto.
Classifica della stabilità dei gradi per gli ambienti di produzione
| Scenario applicativo | Voti accettabili | Voti da evitare | Motivo |
|---|---|---|---|
| Componenti lavorati di precisione | 310, 316LN, 904L, Nitronic 50 | 301, 304, 303 | Un'elevata asportazione di materiale induce il DIM |
| Pezzi imbutiti (riduzione >30%) | 310, 904L, 254 SMO, 305 | 304, 316 | Forte incrudimento |
| Elementi di fissaggio stampati a freddo | 316LN, Nitronic 50, A-286 | 304, 302 | Lavoro in condizioni di freddo estremo in quota |
| Strutture saldate | 308L, 316L, 310, 347 | 301 (DIM elevato) | Ferrite HAZ derivante dal ciclo termico di saldatura |
| Applicazioni criogeniche | 316LN, 310, 904L | 304 (margine Md30 basso) | Una temperatura più bassa aumenta il tasso di DIM |
| Molle (sottoposte a forte lavorazione a freddo) | Acciaio inossidabile 316LN temperato per molle, 305 | 301 (altamente magnetico quando è sotto tensione) | Massima riduzione del freddo |
| Barra/piastra leggermente lavorata | 304, 316, 321 | - | Lavorazione moderata accettabile |
Grado 305: il materiale non magnetico per molle sottovalutato
Il grado 305 (S30500) con contenuto di nichel 10,5 – 13% merita un’attenzione particolare. L’elevato contenuto di nichel fa scendere la sua temperatura Md30 ben al di sotto dei -50 °C, rendendolo altamente resistente alla martensite indotta dalla deformazione a temperatura ambiente. Questa proprietà rende il 305 il materiale standard per viti e molle stampate a freddo in applicazioni che richiedono un comportamento non magnetico garantito dopo la formatura. Viene specificato molto meno frequentemente rispetto al 304 o al 316 semplicemente perché sono pochi gli ingegneri che lo conoscono, non a causa di alcuna carenza prestazionale.
Noi di MWalloys forniamo da molti anni lamiere e fili in acciaio 305 ai produttori di molle che operano nel settore delle apparecchiature per la risonanza magnetica. Il feedback che riceviamo costantemente è che l’acciaio 305 elimina i problemi di rilavorazione e scarto associati alle molle in acciaio 304 lavorate a freddo che non superano i test di accettazione della permeabilità magnetica.
Come si misura la permeabilità magnetica e quali sono le specifiche applicabili?
La quantificazione del comportamento magnetico richiede strumenti e metodi di prova specifici. Il test qualitativo che consiste semplicemente nell""applicare un magnete” è del tutto inadeguato ai fini delle specifiche tecniche.
Metodi di misurazione della permeabilità magnetica
Permeabilità magnetica relativa (µr):
Si tratta del parametro tecnico principale per definire il comportamento non magnetico. È il rapporto tra la permeabilità del materiale e quella dello spazio libero. Un valore esattamente pari a 1,000 indicherebbe un materiale perfettamente non magnetico. In pratica:
| Valore µr | Classificazione | Materiale tipico |
|---|---|---|
| 1.000 – 1.002 | Non magnetico (risposta trascurabile) | Ricotti 310, 904L, rame, alluminio |
| 1.002 – 1.010 | Sostanzialmente non magnetico | 316LN ricotto, Nitronic 50 |
| 1.010 – 1.100 | Leggermente magnetico (da debolmente paramagnetico a leggermente ferromagnetico) | 316 lavorato a freddo, 304 ricotto |
| 1.100 – 2.000 | Debolmente magnetico | Acciaio 304 lavorato a freddo |
| 2.000 – 100 | Moderatamente magnetico | Acciai 301 e 304 sottoposti a forte lavorazione a freddo |
| > 100 | Fortemente magnetico (ferromagnetico) | 430, 410, acciaio al carbonio |
Strumenti di misura:
| Tipo di strumento | Principio di funzionamento | Precisione | Applicazione tipica |
|---|---|---|---|
| Feritscope (Fischer) | Induzione magnetica | Ferrite ±0,11 TP3T (FN) | Controllo qualità della produzione, ispezione delle saldature |
| Permeametro | Misurazione di campioni toroidali | ±1% µr | Laboratorio, ricerca |
| Magnetometro a flusso | Misura la distorsione del campo ambientale | Elevata sensibilità | Prove di accettazione della sala RM |
| Magnetometro a campione vibrante (VSM) | Misura la magnetizzazione in funzione del campo | Molto alto | Ricerca, sviluppo dei materiali |
| Test su magneti al terre rare portatili | Solo qualitativo | Nessuno | Solo selezione preliminare |
Specifiche comuni relative alla permeabilità per settore industriale
| Industria / Applicazione | Specifiche tipiche di permeabilità | Riferimento standard |
|---|---|---|
| Apparecchiature per la risonanza magnetica (non impiantabili) | µr < 1,005 | ASTM F2503 |
| Dispositivi medici impiantabili | µr < 1,003 | ASTM F2503, ISO 10993 |
| Protezione della bussola magnetica marina | µr < 1,05 | ISO 25862, IMO MSC.36(63) |
| Strumentazione nucleare | µr < 1,02 | Specifiche del cliente |
| Strumenti scientifici | µr < 1,01 | Specifiche del cliente |
| Difesa / navi smagnetizzate | µr < 1,02 | MIL-S-23190 |
| Alloggiamenti per apparecchiature elettroniche | µr < 1,05 | Specifiche del cliente |
| Applicazioni generali non magnetiche | µr < 1,10 | Specifiche del cliente |
Numero di ferrite e permeabilità: comprendere la relazione
Nel settore della saldatura, i metalli di saldatura austenitici vengono spesso caratterizzati in base al numero di ferrite (FN) piuttosto che alla permeabilità. Sebbene questi due parametri siano correlati, non sono la stessa cosa:
- FN = 0 corrisponde approssimativamente a µr = 1,000 – 1,005 (completamente austenitico)
- FN = 3 corrisponde approssimativamente a µr = 1,01 – 1,05
- FN = 10 corrisponde approssimativamente a µr = 1,15 – 1,50
I metalli di saldatura destinati ad applicazioni non magnetiche devono avere un valore di FN < 3 e, idealmente, FN = 0 per le applicazioni più critiche. Sono disponibili materiali di apporto per saldatura completamente austenitici (308L, 316L, 309L con ferrite pari a zero), necessari in applicazioni quali la costruzione di sale per la risonanza magnetica, dove anche i cordoni di saldatura devono soddisfare le specifiche di permeabilità.
Quali sono le proprietà meccaniche e di resistenza alla corrosione complete delle principali qualità non magnetiche?
La scelta di un tipo di materiale non magnetico non dipende esclusivamente dalla permeabilità magnetica. Il materiale deve infatti soddisfare anche i requisiti di resistenza meccanica, resistenza alla corrosione e lavorabilità previsti dall’applicazione.
Confronto delle proprietà meccaniche
| Grado | Resistenza alla trazione (MPa) | Resistenza allo snervamento (MPa) | Allungamento (%) | Durezza (HRB) | Resistenza all'urto Charpy (J, -196 °C) |
|---|---|---|---|---|---|
| 304 | 515 min | 205 min | 40 min | 92 max | >100 |
| 316L | 485 min | 170 min | 40 min | 95 max | >100 |
| 310 | 515 min | 205 min | 40 min | 95 max | >80 |
| 305 | 480 min | 170 min | 40 min | 88 max | >100 |
| 321 | 515 min | 205 min | 40 min | 92 max | >100 |
| 347 | 515 min | 205 min | 40 min | 92 max | >100 |
| 904L | 490 min | 220 min | 35 min | 90 al massimo | >100 |
| 254 SMO | 650 min | 300 min | 35 min | 100 al massimo | >100 |
| Nitronic 50 | 690 min | 380 min | 35 min | 100 al massimo | >100 |
| AL-6XN | 655 min | 310 min | 30 min | 100 al massimo | >100 |
| A-286 | 895 min (invecchiato) | 585 min (invecchiato) | 15 min | - | >60 |
Confronto della resistenza alla corrosione
| Grado | Resistenza al pitting (PREN) | Resistenza SCC | Resistenza alla corrosione generale | Temperatura massima di servizio (°C) |
|---|---|---|---|---|
| 304 | ~18 | Moderato | Buono | 870 (intermittente) |
| 316L | ~24 | Buono | Molto buono | 870 (intermittente) |
| 310 | ~22 | Molto buono | Buono | 1150 |
| 305 | ~18 | Buono | Buono | 870 (intermittente) |
| 321 | ~17 | Moderato | Buono | 900 |
| 347 | ~17 | Moderato | Buono | 900 |
| 904L | ~36 | Eccellente | Eccellente | 400 (soluzione acquosa) |
| 254 SMO | ~43 | Eccellente | Eccellente | 400 (soluzione acquosa) |
| Nitronic 50 | ~35 | Eccellente | Eccellente | 650 |
| AL-6XN | ~46 | Eccellente | Eccellente | 400 (soluzione acquosa) |
| A-286 | ~17 | Buono | Moderato | 700 (ossidante) |
Quali settori industriali richiedono l'uso di acciaio inossidabile non magnetico e quali sono i requisiti specifici di applicazione?
La domanda di acciaio inossidabile non magnetico proviene da una gamma sorprendentemente variegata di settori industriali, ciascuno con requisiti prestazionali specifici che vanno oltre la semplice permeabilità.
Apparecchiature per la diagnostica per immagini e per l'assistenza sanitaria
I sistemi di risonanza magnetica (RM) funzionano con campi magnetici che vanno da 1,5 Tesla (standard clinico) a 7 Tesla (ricerca) e, sempre più spesso, oltre 10 Tesla nei sistemi sperimentali. Qualsiasi materiale ferromagnetico presente all’interno o in prossimità del tunnel della RM può:
- Sperimentare forze di proiezione violente (il cosiddetto "effetto missile") che creano situazioni potenzialmente letali.
- Generare artefatti nell'immagine che compromettono la qualità diagnostica.
- Interferire con il funzionamento della bobina a gradiente.
La norma ASTM F2503 classifica i dispositivi e gli articoli medici come “MR Safe”, “MR Conditional” o “MR Unsafe” in base al loro comportamento magnetico. Per i componenti in acciaio inossidabile classificati come “MR Safe”, è generalmente richiesta una permeabilità inferiore a 1,003.
| Componenti della sala RM | Grado preferito | Requisiti di permeabilità | Caratteristica aggiuntiva fondamentale |
|---|---|---|---|
| Struttura portante | 316LN, 310 | µr < 1,010 | Resistenza, saldabilità |
| Accessori per mobili | 316LN | µr < 1,005 | Resistenza alla corrosione |
| Elementi di fissaggio e bulloni | Nitronic 50, A-286 | µr < 1,005 | Elevata resistenza |
| Strumenti chirurgici in sala operatoria | 316LN, 310 | µr < 1,005 | Compatibilità con la sterilizzazione |
| Aste e supporti per flebo | 316LN | µr < 1,010 | Peso, estetica |
| Componenti del lettino per pazienti | 316LN, 310 | µr < 1,005 | Portante |
I materiali ferromagnetici presenti a bordo delle navi alterano localmente il campo magnetico terrestre, causando deviazioni della bussola che possono compromettere la sicurezza della navigazione. Le normative marittime internazionali richiedono l'uso di materiali non magnetici all'interno della distanza di sicurezza della bussola, definita come il raggio entro il quale la lettura della bussola si discosta di un valore superiore all'errore ammissibile (in genere da 1° a 3°).
| Applicazioni marine | Voto richiesto | Limite di permeabilità | Standard di riferimento |
|---|---|---|---|
| Alloggiamento della chiesuola della bussola | 316L, 310 | µr < 1,05 | ISO 25862 |
| Struttura della console del ponte | 316L | µr < 1,05 | Requisiti dell'IMO |
| Contromisure magnetiche antimine | 310, 904L | µr < 1,02 | MIL-S-23190 |
| Sezioni dello scafo di un sottomarino | Acciaio non magnetico (HY) | µr < 1,01 | Specifiche di difesa |
| Raccordi per serbatoi smagnetizzati | 316LN, 310 | µr < 1,02 | Specifiche navali |
Elettronica, strumentazione e produzione di semiconduttori
Strumenti elettronici sensibili, acceleratori di particelle, microscopi elettronici e apparecchiature per la litografia dei semiconduttori operano in ambienti in cui i campi magnetici parassiti provenienti dai materiali strutturali possono compromettere le misurazioni o alterare le traiettorie delle particelle cariche.
| Applicazione dello strumento | Grado preferito | Requisito fondamentale |
|---|---|---|
| Componenti del microscopio elettronico | 316LN, 310 | µr < 1,002, superficie ultra-pulita |
| Camere a vuoto per acceleratori di particelle | 316LN, 304LN | µr < 1,01, degassamento estremamente basso |
| Telai per litografia dei semiconduttori | 316LN, Invar (non in acciaio inossidabile) | µr < 1,005, stabilità dimensionale |
| Componenti dello spettrometro di massa | 316LN | µr < 1,002, compatibile con il vuoto ultra-alto |
| Apparecchiature per il conteggio nucleare | 310, 316LN | µr < 1,02, resistenza alle radiazioni |
| Apparecchiature per la taratura dei magnetometri | 310, 904L | µr < 1,005 |
Petrolio, gas e lavorazione chimica
Alcuni strumenti di misurazione in fondo pozzo, tra cui gli strumenti elettromagnetici di logging durante la perforazione (LWD) e gli strumenti di valutazione della formazione, richiedono sezioni non magnetiche del collare di perforazione per impedire che il campo magnetico dello strumento stesso interferisca con le misurazioni geomagnetiche utilizzate per la perforazione direzionale.
| Applicazione nel settore petrolifero e del gas | Voto richiesto | Requisito chiave |
|---|---|---|
| Collari di perforazione non magnetici | Nitronic 50, P530 | µr 758 MPa) |
| Alloggiamenti per strumenti di fondo pozzo | 316LN, Nitronic 50 | µr < 1,005, resistenza all'H₂S |
| Raccordi per strumenti di testa pozzo | 316LN, attenzione al duplex | µr < 1,01 |
| Sistemi di iniezione di sostanze chimiche | 316L, 904L | Resistenza alla corrosione primaria |
I collari di perforazione non magnetici rappresentano una delle applicazioni più impegnative: devono infatti garantire contemporaneamente un valore di µr < 1,005, un limite di snervamento superiore a 758 MPa (110 ksi), una tenacità adeguata agli urti meccanici in fondo pozzo e resistenza alle condizioni di servizio aggressive. Il Nitronic 50 (XM-19) è il materiale prevalente per questa applicazione, sebbene vengano utilizzate anche alcune leghe proprietarie specializzate.
Come si collocano gli acciai inossidabili non magnetici rispetto ad altre alternative metalliche non magnetiche?
L'acciaio inossidabile non è l'unico materiale metallico amagnetico disponibile. Comprendere come si colloca rispetto alle alternative aiuta gli ingegneri a effettuare la scelta più appropriata quando è necessario trovare un compromesso tra le diverse proprietà.
Matrice comparativa dei materiali non magnetici
| Materiale | Permeabilità relativa | Resistenza alla trazione (MPa) | Resistenza alla corrosione | Costo rispetto al 316L | Peso rispetto al 316L |
|---|---|---|---|---|---|
| Inox 316L | <1,02 | 485 | Molto buono | 1.0× | 1.0× |
| acciaio inossidabile 310 | <1,01 | 515 | Buono | 1.3× | 1.0× |
| Acciaio inossidabile 904L | <1.005 | 490 | Eccellente | 2.5× | 0.98× |
| Nitronic 50 | <1.005 | 690 | Molto buono | 2.8× | 0.99× |
| Inconel 625 | <1.005 | 830 | Eccezionale | 8.0× | 0.95× |
| Titanio grado 2 | <1,00001 | 345 | Eccezionale | 5.0× | 0.57× |
| Alluminio 5083 | <1,00001 | 290 | Buono (marino) | 0.4× | 0.36× |
| Rame (C11000) | <1,00001 | 220 | Buono | 1.2× | 1.14× |
| Monel 400 | <1,002 | 480 | Eccellente | 5.0× | 1.12× |
| Ottone (C26000) | <1,00001 | 340 | Moderato | 0.8× | 1.09× |
L'osservazione fondamentale che si ricava da questa tabella è che il titanio e l'alluminio presentano proprietà magnetiche superiori persino a quelle degli acciai inossidabili austenitici più stabili. La loro permeabilità relativa è sostanzialmente pari a 1,00000, poiché sono paramagnetici anziché diamagnetici o ferromagnetici. Tuttavia, in molte applicazioni non riescono a eguagliare la resistenza meccanica, la resistenza all’usura o le prestazioni alle alte temperature degli acciai inossidabili austenitici.
Per le applicazioni in cui è richiesta una caratteristica di non magneticità assoluta unita alla resistenza strutturale, il Nitronic 50 e l’Inconel 625 rappresentano la soluzione ottimale tra i materiali metallici. Laddove la riduzione del peso è prioritaria, il titanio di grado 5 (Ti-6Al-4V) offre un rapporto resistenza/peso notevolmente superiore rispetto a qualsiasi acciaio inossidabile non magnetico.
Quali specifiche e norme regolano la fornitura di acciaio inossidabile non magnetico?
Per specificare correttamente l'acciaio inossidabile non magnetico è necessario individuare la norma di riferimento applicabile al materiale e eventuali requisiti supplementari in materia di permeabilità che vadano oltre le specifiche standard relative alla composizione e alle proprietà meccaniche.
Standard fondamentali per l'acciaio inossidabile non magnetico
| Standard | Organismo emittente | Ambito di applicazione | Disposizione fondamentale relativa ai materiali non magnetici |
|---|---|---|---|
| ASTM A240 | ASTM International | Lamiere e lastre (tutte le qualità) | Nessun requisito di permeabilità; è necessario un integratore |
| ASTM A276 | ASTM International | Barre e forme | Nessun requisito di permeabilità; è necessario un integratore |
| ASTM F2503 | ASTM International | Marcatura dei dispositivi medici per la risonanza magnetica | Definisce i criteri MR "sicuro", "condizionale" e "non sicuro" |
| MIL-S-23190 | Dipartimento della Difesa degli Stati Uniti | Lamiera di acciaio non magnetico | µr < 1,10 per applicazioni navali |
| ISO 25862 | ISO | Bussole magnetiche marine | Requisiti relativi ai materiali non magnetici |
| ASTM A480 | ASTM International | Requisiti generali relativi ai prodotti laminati piatti in acciaio inossidabile | Solo standard di base |
| NACE MR0175 / ISO 15156 | AMPP / ISO | Materiale di assistenza difettoso | Indica i gradi approvati con i limiti di durezza |
| ASTM A193 | ASTM International | Materiali per la bullonatura | Riguarda i bulloni B8M (316SS); supplemento relativo alla permeabilità |
Come redigere una specifica corretta per l'acciaio inossidabile non magnetico
Una specifica completa di acquisto per l'acciaio inossidabile non magnetico deve includere:
- Grado e numero UNS: Non basatevi esclusivamente sui nomi commerciali
- Modulo standard del prodotto: ASTM A240 (lamiera/piastra), A276 (barra), A312 (tubo), A167 (lamiera/nastro)
- Condizione: Ricotto (trattamento termico in soluzione + tempra)
- Requisito supplementare di permeabilità: Indicare il valore massimo di µr (ad es., "µr < 1,010 secondo la norma ASTM A342 o equivalente")
- Metodo di prova e strumentazione: Specificare il metodo di misurazione (permeametro, Feritscope, ecc.)
- Frequenza di campionamento: Test 100%, in base al lotto termico o per singolo pezzo.
- Certificazione: EN 10204 Tipo 3.1, compresi i risultati delle prove di permeabilità.
- Ulteriori restrizioni: "Nessun raddrizzamento a freddo dopo la ricottura finale" oppure "Condizione finale: solo ricottura" se si teme la presenza di magnetismo indotto dal processo.
Come scegliere il tipo di acciaio inossidabile non magnetico più adatto alla propria applicazione specifica?
La scelta del grado comporta il bilanciamento di quattro variabili chiave: requisiti di permeabilità magnetica, esigenze relative alle proprietà meccaniche, requisiti di resistenza alla corrosione e vincoli di budget. Il quadro che segue illustra l’approccio adottato da MWalloys in questa fase di selezione.
Albero decisionale per la selezione dei gradi non magnetici
Fase 1: Definire la permeabilità massima accettabile
- µr < 1,002: sono necessari i materiali 310, 904L, 254 SMO, AL-6XN o Nitronic 50
- µr < 1,010: 316LN, 310, 904L o gradi con maggiore contenuto di nichel
- µr < 1,050: 316L, 316LN e 310 sono tutti idonei
- µr < 1,100: Sono accettabili la maggior parte dei gradi austenitici ricotti.
Fase 2: Valutare il livello di lavorazione a freddo nel processo di produzione
- Lavorazioni a freddo intense (riduzione > 30%): eliminare i gradi 304, 301, 302; utilizzare i gradi 310, 305, 904L, Nitronic 50
- Lavorazione a freddo moderata (10 – 30%): eliminare il 301; valutare il 316LN e il 305
- Solo lavorazioni leggere a freddo o lavorazioni meccaniche: 316L e 316LN sono generalmente accettabili, ma con cautela.
Fase 3: Adeguare la resistenza alla corrosione all’ambiente
- Ambienti con condizioni atmosferiche moderate: sono sufficienti i tipi 304 e 316L
- Acqua di mare o cloruri aggressivi: 254 SMO, AL-6XN, Nitronic 50, 904L
- Acciaio a composizione mista: 904L, Nitronic 50
- Ossidazione ad alta temperatura: 310, 314.
Fase 4: Verifica dei requisiti relativi alle proprietà meccaniche
- Acciai strutturali standard: 304, 316L, 310, tutti idonei
- È richiesta un'elevata resistenza: Nitronic 50, A-286 (invecchiato), 316LN trafilato a freddo
- Caratteristiche delle molle: 305, 316LN (tempera per molle)
Fase 5: Verificare la disponibilità e il costo delle forniture
Tabella di riferimento rapido per la selezione
| Applicazione | Grado consigliato | Alternativa | Note |
|---|---|---|---|
| Struttura della sala RM | 316LN | 310 | Verificare che µr sia inferiore a 1,010 in ciascuna serie |
| Strumenti chirurgici per la risonanza magnetica | 316LN, 310 | Nitronic 50 | Deve resistere ai cicli di sterilizzazione |
| Elementi di fissaggio non magnetici | Nitronic 50, A-286 | 316LN trafilato a freddo | A-286 per la massima resistenza |
| Zona della bussola marina | 316L | 310 | Verificare lo stato di ricottura |
| Collari di perforazione non magnetici | Nitronic 50 | Leghe proprietarie | µr 758 MPa |
| Involucri di schermatura elettronica | 316LN | 310 | Si consiglia di utilizzare il Mu-metal per una migliore schermatura |
| Componenti non magnetici formati a freddo | 310, 305, 904L | 316LN | Grado selezionato per la resistenza al DIM |
| Impiego ad alta temperatura in ambienti non magnetici | 310, 314 | Incoloy 800 | Funzionamento a temperature superiori a 500 °C |
| Budget generale non magnetico | 316L (ricotto) | 304 (ricotto, per impieghi leggeri) | Verificare lo stato di ricottura |
| Impianto chimico non magnetico | 904L, 254 SMO | Nitronic 50 | Corrosione + non magnetico |
Domande frequenti: tutto quello che c'è da sapere sull'acciaio inossidabile non magnetico
1: L'acciaio inossidabile 316 è davvero amagnetico?
L'acciaio inossidabile 316 è amagnetico allo stato completamente ricotto, con una permeabilità relativa tipica compresa tra 1,002 e 1,010, ma può sviluppare una risposta magnetica misurabile e talvolta significativa dopo la lavorazione a freddo, la lavorazione meccanica o l'imbutitura. L’austenite nel 316 è moderatamente stabile: la sua temperatura Md30 si attesta intorno a -20 °C, il che significa che a temperatura ambiente, con una deformazione di tipo 30%, si formerebbe approssimativamente martensite di tipo 50%. Nella produzione pratica, le barre di 316 trafilate a freddo possono presentare valori di permeabilità compresi tra 1,5 e 4,0, il che le rende chiaramente magnetiche in applicazioni sensibili. Per le applicazioni che richiedono µr < 1,010, il 316 allo stato ricotto, sotto forma di lamiera o piastra, è generalmente soddisfacente; tuttavia, il 316 in forma di barra (che viene tipicamente trafilato a freddo per migliorare la tolleranza dimensionale) dovrebbe essere sottoposto a ricottura in soluzione dopo la trafilatura e prima dell’uso, qualora sia richiesto un comportamento non magnetico. La variante a basso tenore di carbonio 316L si comporta in modo simile. Per applicazioni critiche in cui è richiesta l’assenza di magnetismo, il 316LN (stabilizzato con azoto) o gradi con maggiore stabilità come il 310 o il Nitronic 50 rappresentano scelte più affidabili rispetto al 316 standard.
2: Perché a volte l'acciaio inossidabile viene attratto da un magnete, anche se dovrebbe essere amagnetico?
L'acciaio inossidabile viene attratto dai magneti quando, durante la lavorazione a freddo in fase di produzione, parte della sua microstruttura austenitica non magnetica si è trasformata in martensite ferromagnetica, oppure quando il tipo di acciaio stesso è intrinsecamente magnetico (famiglia ferritica o martensitica). Questa è una delle fonti di confusione più comuni riguardo all’acciaio inossidabile. Quando si dice che "l’acciaio inossidabile è amagnetico", ci si riferisce specificatamente alle qualità austenitiche ricotte (serie 300). Tuttavia, la stessa lamiera 304 che è amagnetica allo stato ricotto e piatto diventa notevolmente magnetica dopo essere stata piegata, punzonata, imbutita o laminata a freddo. L’energia di deformazione trasforma l’austenite in martensite a livello locale, e tale martensite è ferromagnetica. Inoltre, i gradi ferritici della serie 400 (430, 439, 444) e i gradi martensitici (410, 420, 440C) sono sempre magnetici indipendentemente dal trattamento termico. Se si prende in mano un oggetto in acciaio inossidabile e questo aderisce fortemente a una calamita, si tratta di un grado della serie 400 o di un grado della serie 300 sottoposto a forte lavorazione a freddo. Se reagisce a malapena o non reagisce affatto, si tratta di un grado della serie 300 ricotto.
3: Qual è l'acciaio inossidabile meno magnetico disponibile in commercio?
Tra gli acciai inossidabili standard, i gradi 654 SMO (S32654), AL-6XN (N08367) e 254 SMO (S31254) raggiungono i valori di permeabilità relativa più bassi dopo la lavorazione, rimanendo tipicamente al di sotto di µr 1,003 anche dopo una moderata lavorazione a freddo, grazie al loro altissimo contenuto di nichel e azoto. Questi acciai superaustenitici presentano temperature Md30 inferiori a -120 °C, rendendo la formazione di martensite indotta dalla deformazione praticamente impossibile in qualsiasi condizione di lavorazione a temperatura ambiente. Per requisiti ancora più esigenti, le leghe di nichel non inossidabili come l’Inconel 625 o l’Hastelloy C276 raggiungono permeabilità praticamente indistinguibili da 1,000. Le leghe di titanio e di alluminio sono tecnicamente "più amagnetiche" in senso stretto (la loro permeabilità è essenzialmente pari a 1,000000 poiché sono puramente paramagnetiche), ma non sono acciai inossidabili. All’interno della famiglia degli acciai inossidabili, per ottenere la permeabilità più bassa in assoluto unita a una resistenza alla corrosione pari a quella dell’acciaio inossidabile, il 654 SMO o l’AL-6XN rappresentano la soluzione pratica per le applicazioni ingegneristiche. Entrambi sono costosi e hanno una disponibilità limitata rispetto ai gradi standard, pertanto il loro impiego dovrebbe essere giustificato da una reale necessità applicativa.
4: La saldatura può rendere magnetico l'acciaio inossidabile non magnetico?
Sì, la saldatura può determinare un comportamento magnetico in due modi: la presenza di ferrite delta nel metallo saldato (che viene controllata deliberatamente durante la saldatura per prevenire la formazione di cricche a caldo) e le variazioni della microstruttura della zona termicamente alterata. Quando si salda l’acciaio inossidabile austenitico, il metallo d’apporto viene solitamente formulato in modo da produrre una piccola quantità di ferrite delta nel deposito di saldatura (Indice di ferrite 3 – 8 FN) per prevenire le cricche da solidificazione. Questa ferrite è ferromagnetica e produce un aumento misurabile della permeabilità nel cordone di saldatura. Per le applicazioni che richiedono saldature non magnetiche, è necessario specificare materiali di apporto completamente austenitici (AWS ER308L, ER316L o ER310 con FN = 0). La zona termicamente alterata (HAZ) adiacente alla saldatura in gradi sensibili come il 304 può anche sviluppare fase sigma o martensite, a seconda del ciclo termico. Per le strutture saldate non magnetiche critiche, l’intero assemblaggio saldato (non solo il metallo di base) deve essere sottoposto a prova di permeabilità dopo la fabbricazione, e potrebbe essere necessario un ricottura in soluzione del pezzo saldato completato per ripristinare una microstruttura completamente austenitica in tutto il pezzo.
5: Qual è la differenza tra l'acciaio inossidabile non magnetico e quello paramagnetico?
Tutti gli acciai inossidabili non magnetici sono tecnicamente paramagnetici (presentano una bassa suscettibilità magnetica positiva e si allineano in modo molto debole a un campo applicato), ma la differenza rispetto ai materiali ferromagnetici è talmente marcata che, nella pratica ingegneristica, si usa la definizione di "non magnetico". Il ferromagnetismo comporta un allineamento molto forte dei domini magnetici in presenza di un campo applicato, generando permeabilità comprese tra centinaia e migliaia. Il paramagnetismo comporta un allineamento molto debole, dipendente dalla temperatura, senza formazione di domini, che produce permeabilità appena superiori a 1,000 (tipicamente 1,001 – 1,003 per gli acciai inossidabili austenitici). In termini di ingegneria quotidiana, i termini "non magnetico" e "paramagnetico" sono usati in modo intercambiabile per gli acciai inossidabili austenitici perché il loro comportamento magnetico pratico (non attraggono in modo percettibile i magneti permanenti, non mantengono la magnetizzazione e non distorcono in modo significativo i campi magnetici) è lo stesso. La distinzione teorica è rilevante nella ricerca fisica, ma non nella maggior parte delle applicazioni ingegneristiche. Ai fini delle specifiche tecniche, ciò che conta è il valore numerico effettivo della permeabilità relativa, non la terminologia utilizzata per classificare il comportamento magnetico.
6: Come posso verificare se il mio componente in acciaio inossidabile è sufficientemente amagnetico per essere utilizzato in un ambiente di risonanza magnetica?
Il test corretto per la qualificazione dell'ambiente di risonanza magnetica prevede l'uso di un permeametro portatile o di un Feritscope per misurare la permeabilità magnetica relativa sul componente finito effettivo, confrontando il risultato con il limite di permeabilità specifico del progetto (in genere µr < 1,005 per gli articoli che entrano nella sala dello scanner). Un test con magnete permanente è del tutto inadeguato: un materiale che reagisce a malapena a un magnete permanente potrebbe comunque avere una permeabilità pari a 1,10 o superiore, il che è inaccettabile in prossimità di uno scanner RM. La norma ASTM F2503 fornisce il quadro di riferimento per la classificazione, ma il protocollo di prova per articoli specifici deve seguire le raccomandazioni del produttore e la politica di sicurezza RM della struttura. Per gli articoli che saranno installati in modo permanente nella sala dello scanner (componenti strutturali, armadi), testare ogni singolo pezzo proveniente da ogni lotto di produzione del materiale rappresenta l’approccio prudente e raccomandato. Per gli articoli rimovibili (strumenti, attrezzature), è pratico testare campioni rappresentativi e attuare un programma di controllo dei materiali che impedisca la commistione di articoli magnetici e non magnetici. Eseguire sempre i test nelle condizioni in cui l’articolo verrà utilizzato: una lamiera ricotta che supera i test prima della lavorazione potrebbe non superarli dopo la formatura a freddo.
7: Il trattamento termico ripristina le proprietà non magnetiche dell’acciaio inossidabile austenitico sottoposto a incrudimento?
Sì, il ricottura in soluzione a 1010 – 1120 °C, seguita da un rapido raffreddamento in acqua, ripristina completamente il comportamento non magnetico degli acciai inossidabili austenitici, dissolvendo la martensite indotta dalla deformazione e ristabilendo una microstruttura completamente austenitica. La temperatura di ricottura di soluzione deve essere sufficientemente elevata da dissolvere completamente tutta la martensite e gli eventuali precipitati di carburo, mentre la velocità di raffreddamento deve essere sufficientemente elevata da impedire la riprecipitazione. Per i gradi 304 e 316, la tempra in acqua o con aria forzata dopo il ricottura è la prassi standard. Il trattamento elimina ogni indurimento da lavorazione a freddo, riportando il materiale alle sue condizioni di resistenza minima. Per i componenti in cui sono richieste specifiche proprietà meccaniche derivanti dalla lavorazione a freddo insieme a un comportamento non magnetico, ciò crea un conflitto insanabile che deve essere risolto selezionando un grado con austenite intrinsecamente stabile (come Nitronic 50, 310 o 904L) che raggiunga la resistenza richiesta attraverso la composizione piuttosto che la lavorazione a freddo. La distensione a temperature inferiori alla temperatura di ricristallizzazione (inferiori a circa 800 °C) non ripristina il comportamento non magnetico: solo la ricristallizzazione completa tramite ricottura in soluzione consente di ottenere questo risultato.
8: I tipi di acciaio inossidabile non magnetico sono adatti per applicazioni a contatto con prodotti alimentari e farmaceutici?
Sì, tutte le qualità standard di acciaio inossidabile austenitico non magnetico (304, 316L, 310, 321 e altri) sono conformi ai requisiti relativi al contatto con gli alimenti previsti dalle normative della FDA e dal Regolamento europeo (CE) n. 1935/2004; nelle applicazioni di grado farmaceutico si utilizzano in genere i gradi 316L o 316LN, conformi agli standard ASME BPE relativi alla finitura superficiale. La proprietà non magnetica degli acciai inossidabili austenitici è secondaria rispetto alle loro caratteristiche principali nel settore alimentare e farmaceutico: resistenza chimica ai detergenti, bassa rugosità superficiale ottenibile tramite elettrolucidatura e assenza di elementi reattivi che potrebbero contaminare i flussi di processo. Per i reattori e i serbatoi farmaceutici soggetti ai protocolli CIP (clean-in-place) e SIP (steam-in-place) che utilizzano agenti igienizzanti ossidanti, il 316L è la specifica standard secondo la norma ASME BPE. Quando le apparecchiature vengono utilizzate anche in prossimità di strumentazioni sensibili in cui è necessario evitare interferenze magnetiche, gli stessi gradi 316L o 316LN soddisfano entrambi i requisiti contemporaneamente. Il 316L elettrolucidato con Ra < 0,5 µm è lo standard di riferimento per la maggior parte delle applicazioni farmaceutiche, mentre per le apparecchiature di bioprocessi più esigenti è specificato un Ra < 0,25 µm.
9: Che cos’è il Nitronic 50 e perché viene preferito per i collari di perforazione non magnetici?
Il Nitronic 50 (UNS S20910, noto anche come XM-19) è un acciaio inossidabile austenitico rinforzato con azoto, con 22% Cr, 12,5% Ni, 5% Mn e 0,30% N, che raggiunge una combinazione unica di µr < 1,005, limite di snervamento superiore a 760 MPa (allo stato lavorato a freddo), e la conformità alla norma NACE MR0175 per il servizio in ambiente acido, caratteristiche che nessun altro singolo materiale è in grado di eguagliare pienamente. I collari di perforazione non magnetici utilizzati nella perforazione direzionale e negli strumenti di misurazione durante la perforazione (MWD) devono soddisfare contemporaneamente i requisiti di trasparenza magnetica (in modo che le misurazioni elettromagnetiche non siano distorte dal materiale del collare), i requisiti di resistenza strutturale (per resistere ai carichi meccanici e alla coppia nel pozzo) e i requisiti di resistenza alla corrosione (H₂S e CO₂ nelle formazioni acide). I gradi austenitici standard come il 304 o il 316L o non dispongono della resistenza necessaria oppure presentano una stabilità dell’austenite insufficiente per mantenere µr < 1,005 dopo le operazioni di formatura e lavorazione meccanica previste nella produzione dei collari di perforazione. Il Nitronic 50 soddisfa tutti e tre i requisiti e vanta decenni di prestazioni sul campo documentate in applicazioni di perforazione direzionale in tutto il mondo. Per requisiti estremi vengono utilizzate anche leghe proprietarie ad alte prestazioni e alcune leghe di cobalto-nichel-cromo, ma il Nitronic 50 rimane lo standard di riferimento del settore.
10: In che modo la temperatura influisce sulla permeabilità magnetica dell'acciaio inossidabile non magnetico?
L'abbassamento della temperatura aumenta la permeabilità magnetica (risposta magnetica) degli acciai inossidabili austenitici, poiché le temperature più basse favoriscono la formazione di martensite indotta dalla deformazione e riducono l'energia termica che stabilizza la fase austenitica. Questo effetto della temperatura è particolarmente rilevante in due contesti: applicazioni criogeniche (azoto liquido a -196 °C, ossigeno liquido a -183 °C, elio liquido a -269 °C) e applicazioni all’aperto in climi freddi, dove le temperature invernali inferiori a -30 °C possono influenzare in modo misurabile il comportamento magnetico nei gradi sensibili. A -196 °C, persino il 316L può sviluppare una quantità significativa di martensite sotto deformazione, mentre gradi come il 310, il 904L e il Nitronic 50 rimangono essenzialmente completamente austenitici. Questo è il motivo per cui le applicazioni criogeniche specificano gradi con temperature Md30 molto basse (ben al di sotto di -100 °C) per mantenere un comportamento non magnetico in tutto l’intervallo di temperatura operativa. A temperature elevate, la situazione si inverte: al di sopra della temperatura ambiente, l’austenite diventa più stabile dal punto di vista termodinamico e il rischio di formazione di martensite indotta dalla deformazione diminuisce. Le temperature elevate provocano inoltre un effetto Curie in qualsiasi martensite presente: al di sopra della temperatura di Curie (circa 770 °C per la martensite a base di ferro), i materiali ferromagnetici perdono il loro magnetismo indipendentemente dalla microstruttura.
Conclusione: per scegliere il giusto tipo di acciaio inossidabile non magnetico non basta spuntare una casella
L'acciaio inossidabile non magnetico non è una semplice categoria di prodotti in cui qualsiasi tipo della serie 300 sia adatto. È la combinazione tra il tipo di lega, le condizioni di trattamento termico e il processo di produzione a determinare se un componente finito soddisfi effettivamente le specifiche di permeabilità richieste dall'applicazione.
I principi fondamentali da trarre da questa analisi tecnica:
- Il comportamento non magnetico dell'acciaio inossidabile richiede una microstruttura austenitica, ottenibile grazie a un contenuto sufficiente di nichel, manganese e azoto.
- La lavorazione a freddo, la lavorazione meccanica e l’imbutitura possono trasformare l’austenite non magnetica in martensite ferromagnetica nei tipi di acciaio sensibili.
- La scelta della granulometria deve basarsi sui requisiti di permeabilità del componente finito nelle sue condizioni definitive di produzione, e non solo sul prodotto grezzo appena ricotto.
- Per le applicazioni critiche in cui è richiesta l'assenza di magnetismo, i gradi 310, 904L, 254 SMO, AL-6XN e Nitronic 50 garantiscono la massima affidabilità in termini di stabilità della permeabilità durante tutte le fasi di lavorazione.
- La permeabilità magnetica deve essere misurata con strumenti calibrati; la prova con magneti permanenti non costituisce un metodo di qualificazione valido.
- Le specifiche complete devono includere i limiti di permeabilità, il metodo di misurazione, la frequenza delle prove e i requisiti relativi alle condizioni (solo per i prodotti ricotti).
Sei pronto ad acquistare acciaio inossidabile non magnetico?
MWalloys dispone a magazzino e fornisce acciaio inossidabile amagnetico in tutta la gamma dei gradi austenitici, tra cui 304L, 316L, 316LN, 310, 321, 347, 904L, 254 SMO, Nitronic 50 e A-286, disponibili in lastre, lamiere, barre, tubi, tubi di passaggio e raccordi, con certificazioni complete secondo la norma EN 10204 Tipo 3.1.
Il nostro team tecnico offre:
- Consulenza sulla scelta del grado per requisiti specifici di permeabilità.
- Prove di permeabilità magnetica e certificazione su richiesta.
- Fornire il prodotto in stato di ricottura completa, corredato di documentazione relativa al trattamento termico.
- Fornitura di componenti compatibili con la risonanza magnetica, corredati di documentazione di conformità alla norma ASTM F2503.
- Taglio su misura di precisione e lavorazioni personalizzate.
- Preventivi in giornata per i gradi standard disponibili a magazzino.
Contattate MWalloys oggi stesso per discutere delle vostre esigenze relative all'acciaio inossidabile non magnetico. Inviate una richiesta tecnica tramite il nostro sito web oppure contattate direttamente i nostri ingegneri dei materiali per ricevere consigli specifici per la vostra applicazione e un preventivo immediato.
Fonti verificate e autorevoli
- ASM Internazionale – ASM Handbook, Volume 2: Proprietà e selezione: leghe non ferrose e materiali per usi speciali. ASM International. ISBN 978-0-87170-378-1.
- ASM Internazionale – ASM Specialty Handbook: Acciai inossidabili. A cura di J.R. Davis. ASM International. ISBN 978-0-87170-503-7.
- ASTM International – ASTM F2503: Prassi standard per la marcatura di dispositivi medici e altri articoli ai fini della sicurezza in ambiente di risonanza magnetica.
- ASTM International – ASTM A240/A240M: Specifiche standard per lamiere, fogli e nastri in acciaio inossidabile al cromo e al cromo-nichel destinati a recipienti a pressione e ad applicazioni generali.
- ASTM International – ASTM A342/A342M: Metodi di prova standard per la permeabilità dei materiali debolmente magnetici.
- Angel, T. (1954) – "Formazione della martensite negli acciai inossidabili austenitici". Journal of the Iron and Steel Institute, vol. 177, pp. 165–174.
- Bain, E.C., Aborn, R.H., Rutherford, J.J.B. (1933) – "La natura e la prevenzione della corrosione intergranulare negli acciai inossidabili austenitici". Transactions of the American Society for Steel Treating, vol. 21, pp. 481–509.
- Outokumpu Stainless – Manuale sulla corrosione di Outokumpu, 11ª edizione. Outokumpu Oyj, Helsinki, Finlandia.
- Industria dell'acciaio speciale del Nord America (SSINA) – Manuale del progettista: Acciaio inossidabile.
- ISO 25862:2009 – Navi e tecnologia navale – Bussole magnetiche marine, chiesuole e dispositivi di lettura dell'azimut.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Settore petrolifero e del gas naturale – Materiali destinati all’uso in ambienti contenenti H₂S.
- Carpenter Technology Corporation – Scheda tecnica della lega Nitronic 50.
- Beddoes, J., Parr, J.G. – Introduzione agli acciai inossidabili, 3ª edizione. ASM International. ISBN 978-0-87170-673-7.
- Norma europea EN 10088-1:2014 – Acciai inossidabili: Elenco degli acciai inossidabili. CEN, Bruxelles.
- Lula, R.A. – Acciaio inossidabile. American Society for Metals. ISBN 978-0-87170-173-3.
- MIL-S-23190 – Specifiche militari statunitensi: lamiera d’acciaio, non magnetica, strutturale. Dipartimento della Difesa.
