304、316、310、321、 347およびそれらの低炭素系品種を含むオーステナイト系ステンレス鋼は、主要な非磁性ステンレス鋼のグループであり、完全焼鈍状態において相対透磁率が1.02未満であるため、MRI装置、電子機器、船舶用航法システム、および強磁性挙動が干渉や測定誤差を引き起こす恐れのあるあらゆる用途に適しています。 MWalloysでは、部品に微量の磁気応答さえも許容できない医療機器メーカー、防衛関連企業、および精密機器メーカー向けに、非磁性ステンレス鋼を供給しています。.
非磁性ステンレス鋼というテーマは、多くの購入ガイドが認めているよりも技術的に微妙な側面があります。 焼鈍状態の板材では真に非磁性である同じグレードであっても、冷間加工、溶接、または機械加工を行った後に、測定可能な磁気応答を示すようになることがあります。なぜこのような現象が起こるのか、どのグレードが加工時の応力下でも非磁性の特性を維持するのか、そして透磁率がどのように測定・規定されるのかを理解することは、磁気に敏感な用途に携わるエンジニアや調達担当者にとって不可欠な知識です。.
なぜ、ステンレス鋼の中には非磁性のものもあれば、強い磁性を示すものもあるのでしょうか?
ステンレス鋼の磁気的挙動は、その結晶構造(微細構造)によって完全に決定され、その結晶構造は化学組成によって左右されます。これは表面特性やコーティングによる影響ではなく、金属の原子配列が持つ根本的な特性なのです。.
ステンレス鋼の3つの結晶構造
ステンレス鋼の工学において重要な結晶構造は、主に以下の3つがあります。
面心立方格子(FCC) - オーステナイト:
FCC構造は、非磁性挙動の鍵となります。オーステナイト構造では、鉄原子が立方晶格子の角と面心を占めています。この幾何学的配置により、隣接する電子の磁気モーメントが対をなし、互いに打ち消し合うため、正味の磁気モーメントが極めて小さい、あるいは無視できる程度の材料となります。 オーステナイト系ステンレス鋼(300系および一部の200系)は、室温でこの構造をとっているため、非磁性である。.
体心立方格子(BCC) - フェライト:
鉄原子が立方体の頂点と中心を占めるBCC構造は、強い強磁性挙動を支えています。フェライト系ステンレス鋼(430、444などの400系グレード)はこの構造を持ち、軟鋼と同等の磁気応答を示すほど強い磁性を有しています。.
体心正方格子(BCT) - マルテンサイト:
マルテンサイトは、オーステナイトが急速に冷却(焼入れ)されたり、激しい冷間加工を受けたりすると形成されます。また、マルテンサイトは磁性を持ちます。マルテンサイト系ステンレス鋼(410、420、440C)は、あらゆる条件下で磁性を示します。 重要な点として、オーステナイト系鋼種において冷間加工中に形成される変形誘起マルテンサイトも磁性を示す。これが、後述する「冷間加工による磁気応答の問題」の根本的な原因となっている。.
磁気的挙動における合金元素の役割
化学組成によって、室温でどの結晶構造が安定するかが決まります。このバランスを左右するのは、互いに競合する2つの合金元素群です:
| 要素の種類 | 例 | 結晶構造への影響 | 磁性への影響 |
|---|---|---|---|
| オーステナイト安定化剤 | ニッケル(Ni)、マンガン(Mn)、窒素(N)、炭素(C)、銅(Cu) | FCCオーステナイトを安定化させる | 非磁性挙動を促進する |
| フェライト安定化素子 | クロム(Cr)、モリブデン(Mo)、ケイ素(Si)、チタン(Ti)、ニオブ(Nb) | BCCフェライトの普及促進 | 魅力的な振る舞いを促進する |
そのため、オーステナイト系ステンレス鋼の設計において、クロム(フェライト安定化元素)とニッケル(オーステナイト安定化元素)のバランスが極めて重要となるのです。 18% の Cr と 8% の Ni を含む標準的な 304 グレードは、オーステナイト安定境界に十分に近い位置にあるため、冷間加工によって微細組織の一部が境界を越えてマルテンサイトへと変化してしまう可能性があります。 310(25% Ni)のようなニッケル含有量の高いグレードは、この境界からさらに離れており、変形によるマルテンサイト形成に対してより強い耐性を持っています。.
シェフラー・デロング図とWRC図
冶金学者は、組成図を用いて、組成に基づいてステンレス鋼の微細組織を予測します。最も広く使用されているツールは以下の通りです:
クロム相当量 (Cr_eq) = %Cr + %Mo + 1.5×%Si + 0.5×%Nb
ニッケル相当量 (Ni_eq) = %Ni + 30×%C + 0.5×%Mn + 30×%N
Cr_eqに比べてNi_eqの値が高いほど、合金の挙動は完全オーステナイト(非磁性)の方向へとシフトする。これらの等価量は、窒素がなぜこれほど強力な非磁性安定化剤であるかを説明する一助となる。重量パーセントあたりの効果が炭素の30倍であるため、わずかな窒素の添加でもオーステナイトの安定性が著しく高まるのである。.
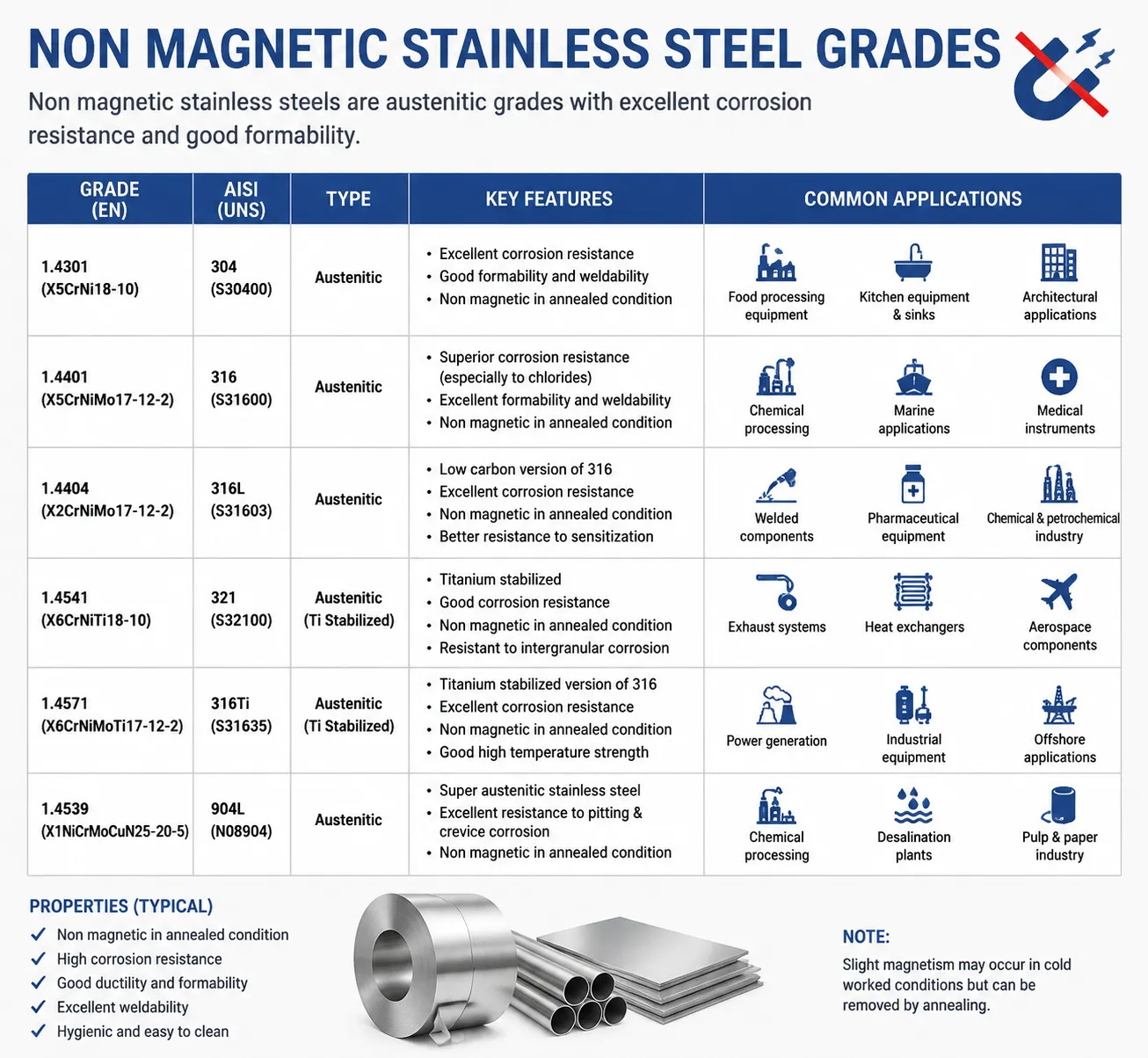
非磁性ステンレス鋼のグレードの完全な一覧にはどのようなものがありますか?
以下の表は、現在市販されている非磁性ステンレス鋼について、グレードごとの最も包括的な参考資料を示しています。グレードはファミリー別に分類されており、主要な化学成分および磁気特性のデータが記載されています。.
標準的なオーステナイト系ステンレス鋼のグレード(300系)
| グレード | 国連 | Cr (%) | ニッケル(%) | モリブデン (%) | N (%) | 相対透磁率(焼鈍後) | 冷間加工時の非磁気的安定性 |
|---|---|---|---|---|---|---|---|
| 301 | S30100 | 16-18 | 6–8 | - | - | <1.02 | 低(マルテンサイト化しやすい) |
| 302 | S30200 | 17-19 | 8-10 | - | - | <1.02 | 低・中程度 |
| 303 | S30300 | 17-19 | 8-10 | - | - | <1.02 | 低(快削性、S値が高い) |
| 304 | S30400 | 18-20 | 8-10.5 | - | - | <1.02 | 中程度 |
| 304L | S30403 | 18-20 | 8-12 | - | - | <1.02 | 中程度 |
| 304N | S30451 | 18-20 | 8-10.5 | - | 0.10–0.16 | <1.02 | 中・良 |
| 305 | S30500 | 17-19 | 10.5–13 | - | - | <1.02 | 良好(Ni含有量が高い) |
| 308 | S30800 | 19-21 | 10-12 | - | - | <1.02 | グッド |
| 309 | S30900 | 22–24 | 12–15 | - | - | <1.02 | 非常に良い |
| 310 | S31000 | 24-26 | 19-22 | - | - | <1.01 | 素晴らしい |
| 310S | S31008 | 24-26 | 19-22 | - | - | <1.01 | 素晴らしい |
| 314 | S31400 | 23–26 | 19-22 | - | - | <1.01 | 素晴らしい |
| 316 | S31600 | 16-18 | 10-14 | 2-3 | - | <1.02 | 中・良 |
| 316L | S31603 | 16-18 | 10-14 | 2-3 | - | <1.02 | 中・良 |
| 316N | S31651 | 16-18 | 10-14 | 2-3 | 0.10–0.16 | <1.02 | グッド |
| 316LN | S31653 | 16-18 | 10-14 | 2-3 | 0.10–0.16 | <1.02 | グッド |
| 317 | S31700 | 18-20 | 11–15 | 3–4 | - | <1.02 | グッド |
| 317L | S31703 | 18-20 | 11–15 | 3–4 | - | <1.02 | グッド |
| 321 | S32100 | 17-19 | 9–12 | - | - | <1.02 | 中程度 |
| 347 | S34700 | 17-19 | 9–13 | - | - | <1.02 | 中程度 |
| 348 | S34800 | 17-19 | 9–13 | - | - | <1.02 | 中程度 |
高性能オーステナイト系およびスーパーオーステナイト系鋼種
| グレード | 国連 | Cr (%) | ニッケル(%) | モリブデン (%) | N (%) | 特別な要素 | 透水性(焼鈍処理済み) | 安定性評価 |
|---|---|---|---|---|---|---|---|---|
| 904L | N08904 | 19–23 | 23-28 | 4–5 | - | Cu 1–2% | <1.01 | 素晴らしい |
| 254 SMO | S31254 | 19.5–20.5 | 17.5–18.5 | 6–6.5 | 0.18–0.22 | Cu 0.5–1% | <1.005 | 素晴らしい |
| AL-6XN | N08367 | 20–22 | 23.5-25.5 | 6–7 | 0.18-0.25 | - | <1.005 | 素晴らしい |
| 654 SMO | S32654 | 24–25 | 21–23 | 7–8 | 0.45–0.55 | Cu 0.3–0.6% | <1.003 | 傑出している |
| 020(アロイ20) | N08020 | 19-21 | 32–38 | 2-3 | - | Cu 3–4%, Nb | <1.005 | 素晴らしい |
| 330 | N08330 | 17-20 | 34–37 | - | - | Si 0.75–1.5% | <1.01 | 素晴らしい |
| 800(インコロイ) | N08800 | 19–23 | 30-35 | - | - | Ti、Al | <1.01 | 素晴らしい |
| 825(インコロイ) | N08825 | 19.5-23.5 | 38-46 | 2.5-3.5 | - | Cu、Ti | <1.005 | 傑出している |
窒素強化オーステナイト系鋼種(200系およびその派生種)
200シリーズでは、オーステナイト組織を安定化させるために、ニッケルの代わりにマンガンと窒素を一部使用しており、非磁性特性を維持しつつコストを削減しています。.
| グレード | 国連 | Cr (%) | ニッケル(%) | Mn (%) | N (%) | 透水性(焼鈍処理済み) | 冷間加工安定性 |
|---|---|---|---|---|---|---|---|
| 201 | S20100 | 16-18 | 3.5–5.5 | 5.5–7.5 | 最大0.25 | <1.02 | 低・中程度 |
| 202 | S20200 | 17-19 | 4–6 | 7.5–10 | 最大0.25 | <1.02 | 低・中程度 |
| 205 | S20500 | 16.5–18 | 1–1.75 | 14–15.5 | 0.32–0.40 | <1.02 | 中程度 |
| ニトロニック40 (216) | S21600 | 17.5–22 | 5–7 | 7.5–9 | 0.25–0.50 | <1.01 | グッド |
| ニトロニック50(XM-19) | S20910 | 20.5–23.5 | 11.5-13.5 | 4–6 | 0.20–0.40 | <1.005 | 素晴らしい |
| ニトロニック60 (218) | S21800 | 16-18 | 8–9 | 7-9 | 0.08–0.18 | <1.02 | グッド |
| ニトロニック33 (219) | S21900 | 18-20 | 5.5–7.5 | 8-10 | 0.15-0.40 | <1.02 | 中・良 |
| P-900 (210N) | S21000 | 19–21.5 | 5–7 | 9-11 | 0.15-0.40 | <1.01 | グッド |
非磁性特性を有する析出硬化型鋼種
ほとんどの析出硬化型(PH)ステンレス鋼は半オーステナイト系であり、硬化処理に伴うマルテンサイト変態を経て磁性を帯びるようになる。しかし、完全オーステナイト系のPH鋼種であるA-286は、あらゆる熱処理条件下において非磁性の特性を維持する:
| グレード | 国連 | コンディション | 磁気挙動 | 備考 |
|---|---|---|---|---|
| A-286 | S66286 | すべての条件 | 非磁性 | オーステナイト系 PH;透磁率 <1.02 |
| 17-4 PH | S17400 | ソリューションアニール | わずかに磁性がある | 経年変化により強い磁性を帯びる |
| 17-7 PH | S17700 | 条件A | オーステナイト系、非磁性 | CH900によるエージング処理後に磁性を帯びる |
| PH 15-7 Mo | S15700 | 条件A | オーステナイト系、非磁性 | 硬化後に磁性を帯びる |
A-286は、あらゆる条件下で高い強度と信頼性の高い非磁性特性が求められる航空宇宙用途において、不可欠な材料です。時効処理(γ'相の析出)によるオーステナイト安定性は、硬化時にマルテンサイトへ相変態する半オーステナイト系PHグレードとは一線を画す特徴です。.
冷間加工はオーステナイト系ステンレス鋼の磁気特性をどのように変化させるのか?
これは、非磁性ステンレス鋼の分野において、おそらく最も実用上重要なトピックであり、ほとんどの購入ガイドではその重要性が著しく過小評価されている。ある鋼種が焼なまし状態で非磁性であるという事実だけでは、製造工程を経た後も非磁性のままであることが保証されるわけではない。.
変形誘起マルテンサイトの生成メカニズム
オーステナイト系ステンレス鋼が冷間加工(引抜き、圧延、曲げ、スタンピング、プレス、または機械加工)を受けると、その変形エネルギーによってオーステナイトからマルテンサイトへの相変態が引き起こされることがあります。この相変態には高温や焼入れは必要なく、室温以下での機械的加工のみによって引き起こされます。 こうして生成されるマルテンサイトは、ひずみ誘起マルテンサイトまたは変形誘起マルテンサイト(DIM)と呼ばれ、強磁性を示します。.
生成されるDIMの体積分率は、以下の要因に依存する:
- 寒冷度低減の程度(作業量が多いほど、DIM値が高くなる)
- 変形温度(温度が低いほどDIM値が高くなる。これが、一部オーステナイト系鋼種が冬になると磁性を強める理由である)
- この合金のオーステナイト安定性(Md30温度、後述)
- ひずみ経路(変形モードによっては、他のモードよりもマルテンサイトの生成を促進しやすいものがある)
Md30の温度:感受性の予測
Md30温度とは、標準的なオーステナイト系ステンレス鋼の試験片に30%の真の引張ひずみを加えた際に、50%マルテンサイトが形成される温度のことである。これは、アンジェルの式を用いて組成から算出される:
Md30 (°C) = 413 – 462(%C + %N) – 9.2(%Si) – 8.1(%Mn) – 13.7(%Cr) – 29(%Ni + %Cu) – 18.5(%Mo) – 68(%Nb) – 1.42(結晶粒径のASTM番号 – 8)
| 合金 | おおよそのMd30(°C) | DIM感受性 | 重要な非磁性用途への使用が推奨されますか? |
|---|---|---|---|
| 301 | +60 ~ +80 | 非常に高い | いいえ |
| 304 | -10 ~ +20 | 高い | 焼きなまし状態の場合のみ |
| 304LN | -20 ~ +10 | 中・高 | 慎重に |
| 316 | -30~-10 | 中程度 | 慎重に |
| 316LN | -45~-20 | 中程度 | 慎重に |
| 305 | -70~-50 | 低い | はい、適度な低温作業であれば |
| 310 | < -100 | 非常に低い | はい |
| 904L | < -100 | 非常に低い | はい |
| 254 SMO | < -120 | ごくわずか | はい |
| ナイトロニック50 | < -120 | ごくわずか | はい |
| AL-6XN | < -130 | ごくわずか | はい |
Md30温度が最低使用温度を大幅に下回る合金は、実用的な製造条件下では、変形誘起マルテンサイトの発生を事実上防ぐことができます。 このため、激しい冷間加工工程を通じて非磁性を保証する必要がある場合、310、904L、254 SMO、およびNitronic 50が最適なグレードとして選ばれています。.
低温処理が透磁率に及ぼす影響
以下の表は、より安定性の高い鋼種と比較して、304ステンレス鋼の相対透磁率が冷間圧延の進行に伴いどのように変化するかを示しています。
| 冷気軽減(%) | 304 SSの透水性 | 316 SSの透磁率 | 310 SS 透水性 | 904Lの透磁率 |
|---|---|---|---|---|
| 0(焼きなまし) | 1.003 | 1.002 | 1.001 | 1.001 |
| 10% | 1.02 – 1.10 | 1.01 – 1.05 | 1.001 | 1.001 |
| 20% | 1.10 – 1.50 | 1.03 – 1.15 | 1.002 | 1.001 |
| 30% | 1.50 - 3.00 | 1.10 - 1.40 | 1.003 | 1.001 |
| 50% | 3.00 – 8.00 | 1.20 – 2.50 | 1.005 | 1.002 |
| 70% | 5.00 – 15.00 | 1.50 – 4.00 | 1.008 | 1.003 |
これらの値は、公表された文献に基づく代表的な範囲を示しています。実際の値は、具体的な化学組成や変形条件によって異なります。.
これらの数値は、焼鈍状態ではなく、最終状態に基づいて材料の選定を行うべきであることを示唆している。 304の棒材から機械加工され、旋削加工によって断面が30%に縮小された部品は、透磁率が3以上になる可能性があり、これはMRI室の機器やコンパスに敏感な航法装置では明らかに許容できない。.
冷間加工後の非磁性挙動の回復
304のような磁化しやすいグレードの部品が、冷間加工によって磁性を帯びてしまった場合、溶体化焼鈍(1010~1120°Cまで加熱した後、急冷する)を行うことで、完全な非磁性特性を回復させることができます。 これにより、変形によって生じたマルテンサイトがオーステナイトに再溶解します。 しかし、この処理は加工硬化をすべて取り除き、材料を軟化させるため、寸法変形を引き起こす可能性があり、完成品や半完成品の部品には実用的ではありません。そのため、製造後に磁気特性を修正しようとするよりも、製造前に適切なグレードを選択するほうがはるかに現実的です。.
どの非磁性ステンレス鋼種が、加工条件下でも磁気的安定性を維持できるか?
最終製品が大幅な冷間加工、機械加工、または成形を受ける用途では、グレードの選定にあたっては、単に焼鈍状態での磁気特性だけでなく、オーステナイトの安定性を優先して考慮する必要があります。.
製造環境におけるグレード安定性ランキング
| 導入事例 | 合格基準 | 避けるべき成績 | 理由 |
|---|---|---|---|
| 精密機械加工部品 | 310、316LN、904L、Nitronic 50 | 301, 304, 303 | 大幅な材料除去によりDIMが生じる |
| 深絞り部品(30%以上の絞り率) | 310、904L、254 SMO、305 | 304, 316 | 著しい加工硬化 |
| 冷間成形ファスナー | 316LN、ニトロニック50、A-286 | 304, 302 | 頭部における極寒環境下での作業 |
| 溶接構造物 | 308L、316L、310、347 | 301(高DIM) | 溶接熱サイクルによるHAZフェライト |
| 極低温アプリケーション | 316LN、310、904L | 304(Md30マージンが低い) | 温度が低いほど、DIM率は上昇する |
| ばね(高度な冷間加工を施したもの) | 316LN ばね用焼入れ仕上げ、305 | 301(バネを張ると強い磁性を示す) | 寒さの軽減効果を最大限に高める |
| 軽く機械加工された棒材・板材 | 304, 316, 321 | - | 適度な加工であれば許容範囲内 |
305グレード:その真価が十分に評価されていない非磁性スプリング材
ニッケル含有量10.5~13%のグレード305(S30500)は、特に注目に値する。ニッケル含有量が高いため、Md30温度が-50°Cを大幅に下回り、室温での変形誘起マルテンサイトに対して極めて高い耐性を示す。 この特性により、305は、成形後の非磁性を保証する必要がある用途における冷間圧造ねじやばねの標準材料となっています。304や316に比べて指定される頻度がはるかに低いのは、性能上の欠点があるからではなく、単にこの材料に精通している技術者が少ないためです。.
MWalloysでは、長年にわたり、MRI機器分野のばねメーカー向けに305材の板材および線材を供給してきました。一貫して寄せられる評価として、305材を使用することで、冷間加工された304材のばねが磁気透磁率の合格試験に合格できず、生じていた手直しやスクラップの問題が解消されるという声が寄せられています。.
透磁率はどのように測定され、どのような仕様が適用されるのでしょうか?
磁気特性を定量的に評価するには、専用の測定機器と試験方法が必要です。単に「磁石を貼り付けてみる」という定性的な試験では、技術仕様の策定には全く不十分です。.
透磁率の測定方法
相対透磁率(µr):
これは、非磁性挙動を規定するための主要な工学パラメータです。これは、材料の透磁率と真空の透磁率との比率です。値が正確に 1.000 であれば、完全に非磁性となります。実際には:
| µr値 | 分類 | 代表的な材料 |
|---|---|---|
| 1.000 – 1.002 | 非磁性(応答がごくわずか) | 焼鈍処理済みの310、904L、銅、アルミニウム |
| 1.002 – 1.010 | 本質的に非磁性 | 焼鈍処理済みの316LN、ニトロニック50 |
| 1.010 – 1.100 | わずかに磁性を示す(弱常磁性から弱強磁性まで) | 冷間加工済みの316、焼鈍済みの304 |
| 1.100 – 2.000 | 弱磁性 | 冷間加工済みの304 |
| 2.000 – 100 | 中程度の磁性を示す | 高度に冷間加工された301、304 |
| > 100 | 強い磁性を示す(強磁性) | 430、410、炭素鋼 |
測定機器:
| 機器の種類 | 動作原理 | 精度 | 代表的なアプリケーション |
|---|---|---|---|
| フェリトスコープ(フィッシャー) | 磁気誘導 | ±0.1%フェライト(FN) | 製造品質管理、溶接検査 |
| 浸透計 | トロイダル試料の測定 | ±1% µr | 実験室、研究 |
| フラックスゲート式磁力計 | 周囲の磁場の歪みを測定する | 高感度 | MRI室の受入試験 |
| 振動試料磁力計(VSM) | 磁化と磁場の関係を測定する | 非常に高い | 研究、材料開発 |
| 携帯型希土類磁石の試験 | 定性分析のみ | なし | あくまで暫定的な分類です |
業界別の一般的な透水性の仕様
| 業界 / 用途 | 代表的な透水係数の仕様 | 標準参照 |
|---|---|---|
| MRI装置(非埋め込み型) | µr < 1.005 | ASTM F2503 |
| 体内に埋め込む医療機器 | µr < 1.003 | ASTM F2503、ISO 10993 |
| 船舶用磁気コンパスの保護 | µr < 1.05 | ISO 25862、IMO MSC.36(63) |
| 原子力計測機器 | µr < 1.02 | 顧客仕様 |
| 科学機器 | µr < 1.01 | 顧客仕様 |
| 防衛/消磁処理済みの艦艇 | µr < 1.02 | MIL-S-23190 |
| 電子機器の筐体 | µr < 1.05 | 顧客仕様 |
| 一般的な非磁性用途 | µr < 1.10 | 顧客仕様 |
フェライト数と透磁率:その関係性の理解
溶接業界では、オーステナイト系溶接金属の特性評価において、透磁率ではなくフェライト数(FN)が用いられることが多い。これら2つのパラメータは関連しているものの、同一のものではない:
- FN = 0 は、おおよそ µr = 1.000 ~ 1.005(完全オーステナイト)に相当する。
- FN = 3 は、おおよそ µr = 1.01 – 1.05 に対応する
- FN = 10 は、おおよそ µr = 1.15 – 1.50 に相当する
非磁性用途向けの溶接金属については、FN < 3 を指定する必要があり、最も厳しい要件が求められる用途では、理想的には FN = 0 とする必要があります。 完全オーステナイト系の溶接材料(308L、316L、フェライト含有量ゼロの309L)が利用可能であり、溶接ビードまでもが透磁率の仕様を満たさなければならないMRI室の建設などの用途では、これらの材料の使用が必須となります。.
主要な非磁性鋼種の機械的特性および耐食性には、具体的にどのようなものがあるのでしょうか?
非磁性グレードの選定は、単に透磁率だけで決まるものではありません。その材料は、用途に応じた機械的強度、耐食性、および加工性の要件も満たさなければなりません。.
機械的特性の比較
| グレード | 引張強さ (MPa) | 降伏強さ (MPa) | エロンゲーション(%) | 硬度(HRB) | シャルピー衝撃試験(J、-196°C) |
|---|---|---|---|---|---|
| 304 | 515分 | 205分 | 40分 | 最大92 | >100 |
| 316L | 485分 | 170分 | 40分 | 最大95 | >100 |
| 310 | 515分 | 205分 | 40分 | 最大95 | >80 |
| 305 | 480分 | 170分 | 40分 | 最大88 | >100 |
| 321 | 515分 | 205分 | 40分 | 最大92 | >100 |
| 347 | 515分 | 205分 | 40分 | 最大92 | >100 |
| 904L | 490分 | 220分 | 35分 | 最大90 | >100 |
| 254 SMO | 650分 | 300分 | 35分 | 最大100 | >100 |
| ナイトロニック50 | 690分 | 380分 | 35分 | 最大100 | >100 |
| AL-6XN | 655分 | 310分 | 30分 | 最大100 | >100 |
| A-286 | 895分(熟成) | 585分(熟成) | 15分 | - | >60 |
耐食性の比較
| グレード | 耐孔食性(PREN) | SCC抵抗性 | 一般的な耐食性 | 最高使用温度 (°C) |
|---|---|---|---|---|
| 304 | ~18 | 中程度 | グッド | 870(断続的) |
| 316L | ~24 | グッド | 非常に良い | 870(断続的) |
| 310 | ~22 | 非常に良い | グッド | 1150 |
| 305 | ~18 | グッド | グッド | 870(断続的) |
| 321 | ~17 | 中程度 | グッド | 900 |
| 347 | ~17 | 中程度 | グッド | 900 |
| 904L | ~36 | 素晴らしい | 素晴らしい | 400(水溶液) |
| 254 SMO | ~43 | 素晴らしい | 素晴らしい | 400(水溶液) |
| ナイトロニック50 | ~35 | 素晴らしい | 素晴らしい | 650 |
| AL-6XN | ~46 | 素晴らしい | 素晴らしい | 400(水溶液) |
| A-286 | ~17 | グッド | 中程度 | 700(酸化性) |
どの業界で非磁性ステンレス鋼が必要とされ、具体的な用途要件にはどのようなものがあるのでしょうか?
非磁性ステンレス鋼への需要は、驚くほど多岐にわたる業界から寄せられており、それぞれの業界では、透磁率以外にも独自の性能要件が求められています。.
医療用画像診断装置および医療機器
MRI(磁気共鳴画像法)装置は、1.5テスラ(臨床用標準)から7テスラ(研究用)までの磁場範囲で動作し、実験用システムでは10テスラ以上の磁場がますます普及しつつあります。MRIのボア内またはその付近にある強磁性体は、以下の現象を引き起こす可能性があります:
- 生命を脅かす状況を引き起こす、激しい投射力(「ミサイル効果」)を体験してください。.
- 診断の質を低下させる画像アーチファクトを生成する。.
- グラディエントコイルの動作に支障をきたす。.
ASTM F2503規格では、医療機器および物品を、その磁気的特性に基づいて「MR Safe(MRI対応)」、「MR Conditional(MRI条件付き)」、または「MR Unsafe(MRI非対応)」に分類しています。「MR Safe」に分類されるステンレス鋼製部品については、通常、透磁率が1.003未満であることが求められます。.
| MRI室の構成要素 | 優先グレード | 透水性の要件 | 主な追加特性 |
|---|---|---|---|
| 構造枠組み | 316LN、310 | µr < 1.010 | 強度、溶接性 |
| キャビネット金具 | 316LN | µr < 1.005 | 耐食性 |
| 締結部品およびボルト | ニトロニック50、A-286 | µr < 1.005 | 高強度 |
| 手術室内の手術器具 | 316LN、310 | µr < 1.005 | 滅菌適合性 |
| 点滴スタンドおよび点滴台 | 316LN | µr < 1.010 | 重量、外観 |
| 患者用テーブルの構成部品 | 316LN、310 | µr < 1.005 | 耐荷重 |
船舶に搭載された強磁性体は、局所的に地球の磁場を歪ませ、航行において安全上重大な問題となり得る羅針盤の偏差を引き起こします。 国際海事規則では、羅針盤の安全距離内(羅針盤の針の偏角が許容誤差(通常1°~3°)を超えて逸脱する半径範囲)において、非磁性材料を使用することが義務付けられている。.
| 海洋用途 | 必須の学年 | 透水性の限界 | 統治基準 |
|---|---|---|---|
| 羅針盤のビンナクルハウジング | 316L、310 | µr < 1.05 | ISO 25862 |
| 橋梁コンソールの骨組み | 316L | µr < 1.05 | IMOの要件 |
| 磁気式対機雷措置 | 310、904L | µr < 1.02 | MIL-S-23190 |
| 潜水艦の船体断面 | 非磁性鋼(HY) | µr < 1.01 | 防衛仕様 |
| 消磁処理済みの船舶用継手 | 316LN、310 | µr < 1.02 | 海軍仕様 |
エレクトロニクス、計測機器、および半導体製造
高感度電子計測器、粒子加速器、電子顕微鏡、および半導体リソグラフィ装置は、構造材料からの迷走磁場によって測定結果が歪んだり、荷電粒子の軌道が変化したりする恐れのある環境下で動作しています。.
| 機器の用途 | 優先グレード | 必須要件 |
|---|---|---|
| 電子顕微鏡の構成部品 | 316LN、310 | µr < 1.002、超清浄表面 |
| 粒子加速器の真空チャンバー | 316LN、304LN | µr < 1.01、超低アウトガス |
| 半導体リソグラフィ用フレーム | 316LN、インバー(ステンレス鋼以外) | µr < 1.005、寸法安定性 |
| 質量分析計の構成部品 | 316LN | µr < 1.002、超高真空対応 |
| 核計数装置 | 310、316LN | µr < 1.02、耐放射線性 |
| 磁力計用校正装置 | 310、904L | µr < 1.005 |
石油・ガスおよび化学プロセス
電磁式掘削中測定(LWD)ツールや地層評価機器など、一部の坑内測定ツールでは、ツール自体の磁場が方向掘削に使用される地磁気測定に干渉するのを防ぐため、非磁性のドリルカラーセクションが必要となる。.
| 石油・ガス分野での応用 | 必須の学年 | 主な要件 |
|---|---|---|
| 非磁性ドリルカラー | ニトロニック50、P530 | µr 758 MPa) |
| 坑内計測機器のハウジング | 316LN、ニトロニック50 | µr < 1.005、H₂S耐性 |
| 坑口計装用継手 | 316LN、デュプレックス鋼に関する注意事項 | µr < 1.01 |
| 薬液注入システム | 316L、904L | 耐食性が最優先 |
非磁性ドリルカラーは、最も要求の厳しい用途の一つです。これらは、µr < 1.005、758 MPa(110 ksi)以上の降伏強度、坑内の機械的衝撃に耐える十分な靭性、および酸性環境への耐性を同時に満たす必要があります。 この用途では、Nitronic 50(XM-19)が主流の材料ですが、一部の特殊な独自合金も使用されています。.
非磁性ステンレス鋼は、他の非磁性金属素材と比べてどうでしょうか?
非磁性の金属材料といえば、ステンレス鋼だけではありません。他の材料との比較を理解しておくことで、特性間のトレードオフが必要となった際に、エンジニアは最適な材料を選択できるようになります。.
非磁性材料の比較表
| 素材 | 相対透磁率 | 引張強さ (MPa) | 耐食性 | コスト対316L | 重量と316Lの比較 |
|---|---|---|---|---|---|
| 316Lステンレス | <1.02 | 485 | 非常に良い | 1.0× | 1.0× |
| SUS310 | <1.01 | 515 | グッド | 1.3× | 1.0× |
| 904Lステンレス | <1.005 | 490 | 素晴らしい | 2.5× | 0.98× |
| ナイトロニック50 | <1.005 | 690 | 非常に良い | 2.8× | 0.99× |
| インコネル625 | <1.005 | 830 | 傑出している | 8.0× | 0.95× |
| チタン・グレード2 | <1.00001 | 345 | 傑出している | 5.0× | 0.57× |
| アルミニウム 5083 | <1.00001 | 290 | 良い(海洋) | 0.4× | 0.36× |
| 銅(C11000) | <1.00001 | 220 | グッド | 1.2× | 1.14× |
| モネル400 | <1.002 | 480 | 素晴らしい | 5.0× | 1.12× |
| 真鍮(C26000) | <1.00001 | 340 | 中程度 | 0.8× | 1.09× |
この表から得られる重要な知見は、チタンとアルミニウムが、最も安定性の高いオーステナイト系ステンレス鋼よりも磁気的に優れているという点である。これらは反磁性体でも強磁性体でもなく、常磁性体であるため、その比透磁率は実質的に正確に1.00000である。 しかし、多くの用途において、これらの金属はオーステナイト系ステンレス鋼の強度、耐摩耗性、あるいは耐熱性には及ばない。.
絶対的な非磁性と構造的強度が併せて求められる用途においては、ニトロニック50およびインコネル625が、金属材料の中で実用上最適な選択肢となります。 軽量化が優先される場合、チタングレード5(Ti-6Al-4V)は、どの非磁性ステンレス鋼よりもはるかに高い強度対重量比を発揮します。.
非磁性ステンレス鋼の供給には、どのような仕様や規格が適用されるのでしょうか?
非磁性ステンレス鋼を正しく指定するには、適用される材料規格を特定するとともに、標準的な化学成分や機械的特性の仕様を超える、追加の透磁率要件があるかどうかを確認する必要があります。.
非磁性ステンレス鋼の主要規格
| スタンダード | 発行機関 | スコープ | 非磁性に関する重要な規定 |
|---|---|---|---|
| ASTM A240 | ASTMインターナショナル | シートおよびプレート(全グレード) | 透水性の要件なし。補足情報が必要 |
| ASTM A276 | ASTMインターナショナル | 棒と図形 | 透水性の要件なし。補足情報が必要 |
| ASTM F2503 | ASTMインターナショナル | MRI医療機器の表示 | MRの「安全」「条件付き」「安全でない」の基準を定義する |
| MIL-S-23190 | 米国防総省 | 非磁性鋼板 | 海軍用途では、µr < 1.10 |
| ISO 25862 | 国際標準化機構 | 船舶用磁気コンパス | 非磁性材料の要件 |
| ASTM A480 | ASTMインターナショナル | ステンレス鋼の一般平鋼板に関する要件 | 基本規格のみ |
| NACE MR0175 / ISO 15156 | AMPP / ISO | 不適切なサービス資料 | 承認された等級と硬度範囲を明示する |
| ASTM A193 | ASTMインターナショナル | ボルト材料 | B8M(316SS)ボルトに対応;透水性に関する補足 |
適切な非磁性ステンレス鋼の仕様書の作成
非磁性ステンレス鋼の完全な購入仕様書には、以下の事項を含める必要があります:
- グレードとUNS番号: 商品名だけに頼らないでください
- 製品の標準仕様: ASTM A240(シート/プレート)、A276(棒材)、A312(パイプ)、A167(シート/ストリップ)
- コンディション: 焼鈍(溶体化熱処理+急冷)
- 追加の透過性要件: 最大µr値を明記すること(例:「ASTM A342または同等の規格に基づき、µr < 1.010」など)
- 試験方法および試験装置: 測定方法(パーミエーター、フェリトスコープなど)を指定してください
- サンプリング周波数: 100%試験、ロット単位、または1個単位。.
- 認証: EN 10204 タイプ 3.1(透水試験結果を含む)。.
- その他の制限事項: 工程による磁化が懸念される場合は、「最終焼鈍後の冷間矯正を行わない」または「最終状態は焼鈍のみ」とする。.
特定の用途に適した非磁性ステンレス鋼のグレードをどのように選定すればよいでしょうか?
材料選定にあたっては、透磁率の要件、機械的特性の要件、耐食性の要件、そして予算の制約という4つの主要な要素のバランスを考慮する必要があります。以下の枠組みは、MWalloysにおけるこの選定へのアプローチを示したものです。.
非磁性グレード選定の決定木
ステップ 1:許容可能な最大透水係数を定める
- µr < 1.002:310、904L、254 SMO、AL-6XN、またはNitronic 50が必要
- µr < 1.010:316LN、310、904L、またはニッケル含有量の高いグレード
- µr < 1.050:316L、316LN、310のいずれも適している
- µr < 1.100:ほとんどの焼鈍処理済みのオーステナイト系鋼種が使用可能。.
ステップ2:製造工程における冷間加工の程度を評価する
- 重冷間加工(30%以上の減肉):304、301、302は使用せず、310、305、904L、Nitronic 50を使用する
- 中程度の低温加工(10~30%):301を除外し、316LNおよび305を評価する
- 軽度の冷間加工または機械加工のみの場合:316L、316LNは、注意を払えば一般的に使用可能です。.
ステップ3:環境に応じた耐食性の選定
- 穏やかな環境:304、316Lで十分
- 海水または腐食性の強い塩化物:254 SMO、AL-6XN、Nitronic 50、904L
- 混合酸:904L、ニトロニック50
- 高温酸化処理:310、314。.
ステップ4:機械的特性の要件を確認する
- 標準的な構造用材質:304、316L、310はいずれも適しています
- 高強度が求められる場合:Nitronic 50、A-286(時効処理済み)、冷間引抜316LN
- ばね用材料:305、316LN(ばね用焼鈍材)
ステップ5:供給状況とコストを確認する
クイックリファレンス選択表
| 申し込み | 推奨グレード | オルタナティブ | 備考 |
|---|---|---|---|
| MRI室の構造 | 316LN | 310 | 各ロットについて、µr が 1.010 未満であることを確認してください。 |
| MRI用手術器具 | 316LN、310 | ナイトロニック50 | 滅菌サイクルに耐えなければならない |
| 非磁性ファスナー | ニトロニック50、A-286 | 316LN 冷間引抜き | A-286:最高強度 |
| 海用コンパスゾーン | 316L | 310 | 焼きなまし状態を確認する |
| 非磁性ドリルカラー | ナイトロニック50 | 独自開発の合金 | µr 758 MPa |
| 電子機器用シールドハウジング | 316LN | 310 | より効果的なシールド効果を得るには、ムメタルの使用を検討してください |
| 冷間成形された非磁性部品 | 310、305、904L | 316LN | DIM耐性について選定された系統 |
| 高温・非磁性環境での使用 | 310, 314 | インコロイ800 | 500°C以上の使用環境 |
| 低価格・非磁性・汎用 | 316L(焼鈍) | 304(焼鈍仕上げ、軽負荷用) | 焼きなまし状態を確認する |
| 化学プラント(非磁性) | 904L、254 SMO | ナイトロニック50 | 腐食 + 非磁性 |
よくある質問:非磁性ステンレス鋼について知っておくべきことすべて
1: 316ステンレス鋼は、本当に非磁性なのでしょうか?
316ステンレス鋼は、完全焼鈍状態では非磁性であり、典型的な相対透磁率は1.002~1.010ですが、冷間加工、機械加工、または引抜き加工を行った後、測定可能な、場合によっては著しい磁気応答を示すことがあります。. 316に含まれるオーステナイトは中程度の安定性を示します。そのMd30温度は約-20°Cであり、これは室温で30%の変形を加えると、およそ50%のマルテンサイトが形成されることを意味します。 実際の製造において、冷間引抜された 316 棒材の透磁率は 1.5 から 4.0 となり、これは感度の高い用途では明らかに磁性を示す値です。 µr < 1.010 が指定される用途では、シートやプレートの焼鈍状態の 316 は一般的に問題ありませんが、棒状の 316(通常、寸法公差を改善するために冷間引抜加工が施されています)については、非磁性の挙動が要求される場合は、引抜加工後、使用前に溶体化焼鈍を行う必要があります。 低炭素版の316Lも同様の挙動を示します。非磁性を厳密に要求される用途では、標準的な316よりも、316LN(窒素安定化)や、310、Nitronic 50などの安定性の高いグレードの方が信頼性の高い選択肢となります。.
2:ステンレスは本来非磁性であるはずなのに、なぜ磁石に吸い付くことがあるのでしょうか?
ステンレス鋼は、製造過程での冷間加工によって、その非磁性であるオーステナイト組織の一部が強磁性のマルテンサイトに変換された場合、あるいはその鋼種自体が本来磁性を有する場合(フェライト系またはマルテンサイト系)、磁石に引き寄せられます。. これは、ステンレス鋼に関して最もよく見られる誤解の一つです。「ステンレス鋼は非磁性である」という発言は、具体的には焼鈍処理されたオーステナイト系鋼種(300系)を指しています。 しかし、平坦な焼鈍状態では非磁性であるのと同じ304鋼板も、曲げ加工、パンチング、深絞り、または冷間圧延を施すと、明らかに磁性を帯びるようになります。変形エネルギーによって局所的にオーステナイトがマルテンサイトへと変化し、そのマルテンサイトは強磁性を示すからです。 さらに、400系フェライト系鋼種(430、439、444)およびマルテンサイト系鋼種(410、420、440C)は、熱処理の有無にかかわらず常に磁性を帯びています。 ステンレス製の製品を手に取り、磁石に強く吸い付く場合は、400系か、あるいは高度に冷間加工された300系です。ほとんど反応しない、あるいは全く反応しない場合は、焼鈍処理された300系です。.
3:市販されているステンレス鋼の中で、最も非磁性のものはどれですか?
標準的なステンレス鋼のうち、654 SMO(S32654)、 AL-6XN(N08367)、および254 SMO(S31254)は、加工後の相対透磁率が最も低く、ニッケルおよび窒素含有量が極めて高いため、中程度の冷間加工を施した後でも、通常µr 1.003未満を維持します。. これらの超オーステナイト系鋼種は、Md30温度が-120°Cを下回っているため、室温での実用的な製造条件下では、変形によるマルテンサイト生成は実質的にあり得ません。 さらに厳しい要件に対しては、インコネル 625 やハステロイ C276 などの非ステンレス系ニッケル合金を使用することで、透磁率が 1.000 と実質的に区別がつかないレベルを実現できます。 チタン合金やアルミニウム合金は、厳密な意味では技術的に「より非磁性」ですが(これらは純粋な常磁性であるため、透磁率は実質的に正確に 1.000000 です)、これらはステンレス鋼ではありません。 ステンレス鋼のファミリーの中で、ステンレス並みの耐食性と相まって絶対的に低い透磁率を求める場合、654 SMO または AL-6XN がエンジニアリング用途における実用的な解決策となります。いずれも標準グレードに比べて高価で入手も限られているため、その使用は真の用途上の必要性によって正当化されるべきです。.
4:溶接によって、非磁性のステンレス鋼が磁性を帯びることはありますか?
はい、溶接によって2つの方法で磁気的挙動が生じることがあります。1つは溶接金属中のデルタフェライト(これは熱割れを防ぐために溶接中に意図的に制御されます)であり、もう1つは熱影響部の組織変化です。. オーステナイト系ステンレス鋼を溶接する場合、凝固割れを防ぐために、溶加材は通常、溶接金属中に少量のデルタフェライト(フェライト数 3~8 FN)が生成されるように配合されます。このフェライトは強磁性であり、溶接ビードにおいて測定可能な透磁率の上昇をもたらします。 非磁性の溶接部が要求される用途では、完全オーステナイト系の溶接材料(AWS ER308L、ER316L、またはFN=0のER310)を指定する必要があります。 304のような影響を受けやすい鋼種では、熱サイクルによっては、溶接部に隣接する熱影響部(HAZ)にシグマ相やマルテンサイトが発生することもあります。 重要な非磁性溶接構造物については、製造後に溶接アセンブリ全体(母材だけでなく)の透磁率試験を行う必要があり、完成した溶接部全体を完全にオーステナイト組織に戻すために、溶体化焼鈍が必要になる場合があります。.
5:非磁性ステンレス鋼と常磁性ステンレス鋼の違いは何ですか?
非磁性ステンレス鋼はすべて、技術的には常磁性である(わずかな正の磁化率を持ち、外磁場に対してごく弱く整列する)が、強磁性体との違いが非常に大きいため、実用上の工学的な表現としては「非磁性」という表現が用いられている。. 強磁性では、外部磁場に対して磁区が非常に強く整列し、透磁率が数百から数千に達します。 常磁性では、磁区の形成を伴わない、温度依存性の極めて弱い配向が生じ、透磁率は1.000をわずかに上回る程度となります(オーステナイト系ステンレス鋼の場合、通常1.001~1.003)。 日常的な工学用語では、オーステナイト系ステンレス鋼については、「非磁性」と「常磁性」が同義語として使われます。これは、その実用的な磁気的挙動(永久磁石を目立って引き付けず、磁化を保持せず、磁場を著しく歪ませない)が同じであるためです。 この理論的な区別は物理学の研究においては重要ですが、ほとんどの工学的な応用においては重要ではありません。仕様を定める上で重要なのは、磁気的挙動を分類するために用いられる用語ではなく、相対透磁率の実際の数値です。.
6:ステンレス製の部品が、MRI環境で使用できるほど十分に非磁性であるかどうかを、どのように確認すればよいですか?
MRI環境適合性を確認するための適切な試験では、ハンドヘルド型透磁率計またはフェリトスコープを用いて、実際の完成部品における相対透磁率を測定し、その結果をプロジェクト固有の透磁率限界値(通常、スキャナ室に持ち込まれる部品については µr < 1.005)と比較します。. 永久磁石による試験だけでは全く不十分です。永久磁石に対してほとんど反応を示さない材料であっても、透磁率が1.10以上である可能性があり、これはMRIスキャナーの近くでは許容できません。ASTM F2503は分類の枠組みを規定していますが、具体的な品目に対する試験手順については、製造元の推奨事項および施設のMRI安全方針に従う必要があります。 スキャナー室に恒久的に設置される物品(構造部材、キャビネットなど)については、各ロットの材料からすべての部品を試験することが、保守的かつ推奨されるアプローチである。 取り外し可能な物品(工具、機器)については、代表的なサンプルを試験し、磁性体と非磁性体の混在を防ぐ材料管理プログラムを実施することが現実的です。常に、その物品が実際に使用される状態での試験を行ってください。加工前に試験に合格した焼鈍シートであっても、冷間成形後は合格しない場合があります。.
7:熱処理を行うと、加工硬化したオーステナイト系ステンレス鋼の非磁性特性は回復するのでしょうか?
はい、1010~1120°Cでのソリューションアニーリングとそれに続く急冷により、変形によって生じたマルテンサイトが溶解し、完全なオーステナイト組織が再形成されることで、オーステナイト系ステンレス鋼の非磁性挙動が完全に回復します。. 溶体化焼鈍の温度は、すべてのマルテンサイトおよび炭化物析出物を完全に溶解できるほど十分に高く、また、再析出を抑制できるほど冷却速度が速くなければなりません。 304および316グレードの場合、焼鈍後の水焼入れまたは強制空気焼入れが標準的な処理である。この処理により、冷間加工による強化がすべて除去され、材料は最小強度の状態に戻る。 冷間加工による特定の機械的特性と非磁性挙動の両方が求められる部品の場合、これは解決不可能な矛盾を生じさせるため、冷間加工ではなく組成によって必要な強度を達成する、本質的に安定したオーステナイトを持つグレード(Nitronic 50、310、904L など)を選択することで解決する必要があります。 再結晶温度(約800°C以下)での応力除去では、非磁性挙動は回復しません。これを達成できるのは、溶体化焼鈍による完全な再結晶のみです。.
8:非磁性のステンレス鋼は、食品や医薬品と接触する用途に適していますか?
はい、すべての標準的なオーステナイト系非磁性ステンレス鋼のグレード(304、316L、 310、321など)は、FDA規制および欧州規則(EC)No 1935/2004に基づく食品接触要件に準拠しており、医薬品グレードの用途では通常、ASME BPE表面仕上げ基準を満たす316Lまたは316LNが使用されます。. オーステナイト系ステンレス鋼の非磁性という特性は、食品・医薬品分野におけるその主な特徴、すなわち洗浄剤に対する耐薬品性、電解研磨によって実現可能な低い表面粗さ、およびプロセスストリームを汚染する可能性のある反応性元素を含まないことといった特性に付随するものです。 酸化性殺菌剤を使用するCIP(定置洗浄)およびSIP(定置蒸気滅菌)プロトコルの対象となる製薬用反応器や容器については、ASME BPEに基づく標準仕様として316Lが採用されています。 また、磁気干渉を避けなければならない高感度な計測機器の近くで装置を使用する場合でも、同じ 316L または 316LN グレードが両方の要件を同時に満たします。 Ra < 0.5 µm を達成した電解研磨された 316L は、ほとんどの製薬用途における基準となっており、最も要求の厳しいバイオプロセス機器には Ra < 0.25 µm が指定されています。.
9:ニトロニック50とは何ですか?また、なぜ非磁性ドリルカラーに好んで使用されるのですか?
Nitronic 50(UNS S20910、XM-19としても知られる)は、22% Cr、 12.5%のNi、5%のMn、および0.30%のNを含有する窒素強化オーステナイト系ステンレス鋼であり、µr < 1.005、760 MPaを超える降伏強度(冷間加工状態)、 酸性環境での使用に関するNACE MR0175規格への適合性を兼ね備えており、これらをすべて満たす単一の材料は他に存在しません。. 方向性掘削および掘削中測定(MWD)ツールに使用される非磁性ドリルカラーは、磁気透過性の要件(カラーの材質によって電磁測定値が歪まないようにするため)、構造強度の要件(坑内の機械的負荷やトルクに耐えるため)、および耐食性の要件 (酸性地層中のH₂SおよびCO₂)を満たさなければなりません。304や316Lのような標準的なオーステナイト系鋼種は、強度が不足しているか、あるいはドリルカラーの製造に伴う成形および機械加工後にµr < 1.005を維持するためのオーステナイト安定性が不十分です。 Nitronic 50はこれら3つの要件をすべて満たしており、世界中の方向性掘削用途において、数十年にわたる実証済みの現場実績を有しています。極めて厳しい要件に対しては、より高性能な独自開発の合金や特定のコバルト・ニッケル・クロム合金も使用されていますが、Nitronic 50は依然として業界標準のベースラインとなっています。.
10:温度は、非磁性ステンレス鋼の透磁率にどのような影響を与えますか?
温度を下げると、オーステナイト系ステンレス鋼の透磁率(磁気応答)が増加する。これは、低温になると変形によるマルテンサイトの生成が促進され、オーステナイト相を安定化させる熱エネルギーが減少するためである。. この温度の影響は、特に以下の2つの場面で重要となります。 極低温用途(-196°Cの液体窒素、-183°Cの液体酸素、-269°Cの液体ヘリウム)と、冬季の気温が-30°Cを下回り、磁気特性に影響を受けやすいグレードの磁気挙動に顕著な影響を及ぼしうる寒冷地での屋外用途です。 -196°Cでは、316Lでさえ変形によりかなりの量のマルテンサイトが発生する可能性がありますが、310、904L、Nitronic 50などのグレードは、基本的に完全にオーステナイト状態を維持します。 そのため、極低温用途では、動作温度範囲全体を通じて非磁性の特性を維持するために、Md30 温度が極めて低い(-100°C を大幅に下回る)グレードが指定されます。 高温の場合、状況は逆になります。室温以上では、オーステナイトは熱力学的に安定し、変形によるマルテンサイトの発生リスクは低下します。 また、高温になると、存在するマルテンサイトにはキュリー効果が生じます。キュリー温度(鉄系マルテンサイトの場合は約 770°C)を超えると、微細構造に関係なく、強磁性体は磁性を失います。.
結論:適切な非磁性ステンレス鋼のグレードを選ぶには、単にチェックボックスにチェックを入れるだけでは不十分である
非磁性ステンレス鋼は、300系であればどれでもよいという単純な製品カテゴリーではありません。合金グレード、熱処理状態、製造プロセスの組み合わせによって、完成した部品が用途で要求される透磁率の仕様を真に満たしているかどうかが決まります。.
この技術レビューから得るべき重要な原則は以下の通りです:
- ステンレス鋼に非磁性特性を与えるには、オーステナイト組織が必要であり、これは十分なニッケル、マンガン、および窒素の含有量によって実現される。.
- 冷間加工、機械加工、および深絞り加工により、感応性のある鋼種において、非磁性のオーステナイトを強磁性のマルテンサイトに変換することができる。.
- 材質の選定は、単に焼鈍状態の圧延製品ではなく、最終的な製造状態における完成部品の透水性要件に基づいて行わなければならない。.
- 重要な非磁性用途においては、310、904L、254 SMO、AL-6XN、およびNitronic 50の各グレードが、製造工程を通じて最も信頼性の高い透磁率の安定性を提供します。.
- 透磁率は、校正済みの測定器を用いて測定しなければなりません。永久磁石を用いた試験は、有効な適格性評価方法とはみなされません。.
- 完全な仕様書には、透磁率の限界値、測定方法、試験頻度、および条件要件(焼鈍処理済みのものに限る)を記載しなければならない。.
非磁性ステンレス鋼の調達をご検討中ですか?
MWalloys社は、304L、316L、316LN、310、321、347、904L、 254 SMO、Nitronic 50、A-286など、オーステナイト系ステンレス鋼の全グレードを幅広く取り扱っており、板、シート、棒、パイプ、チューブ、継手などの形態で提供可能です。すべての製品には、EN 10204 タイプ3.1の認証が完備されています。.
当社の技術チームが提供するサービスは以下の通りです:
- 特定の透水性要件に関するグレード選定の相談。.
- ご要望に応じて、透磁率試験および認証を行います。.
- 完全焼鈍状態の製品を、熱処理記録を添付して供給すること。.
- ASTM F2503準拠の証明書を添付した、MRI対応部品の供給。.
- 精密な寸法切りと特注加工。.
- 在庫のある標準グレードについては、当日中に見積もりをご提示いたします。.
MWalloysへのお問い合わせ 非磁性ステンレス鋼に関するご要望についてご相談ください。弊社ウェブサイトから技術的なお問い合わせをお送りいただくか、当社の材料エンジニアに直接ご相談いただければ、用途に応じたご提案や即時の価格提示をさせていただきます。.
信頼性の高い情報源
- ASMインターナショナル – 『ASMハンドブック』第2巻:物性と選定:非鉄合金および特殊用途材料。ASM International。ISBN 978-0-87170-378-1。.
- ASMインターナショナル – 『ASMスペシャリティ・ハンドブック:ステンレス鋼』。J.R. デイヴィス編。ASM International。ISBN 978-0-87170-503-7。.
- ASTMインターナショナル – ASTM F2503:磁気共鳴環境における安全性を確保するための医療機器およびその他の物品の表示に関する標準的手法。.
- ASTMインターナショナル – ASTM A240/A240M:圧力容器および一般用途向けのクロムおよびクロム・ニッケル系ステンレス鋼の板、シート、およびストリップに関する標準仕様。.
- ASTMインターナショナル – ASTM A342/A342M:弱磁性材料の透磁率に関する標準試験方法。.
- エンジェル, T. (1954) – 「オーステナイト系ステンレス鋼におけるマルテンサイトの形成」。『Journal of the Iron and Steel Institute』第177巻、165–174頁。.
- ベイン, E.C., アボーン, R.H., ラザフォード, J.J.B. (1933) – 「オーステナイト系ステンレス鋼における粒界腐食の性質と防止策」。『米国鋼材処理学会誌』第21巻、481–509頁。.
- アウトクンプ・ステンレス – 『アウトオクンプー腐食ハンドブック』第11版。アウトオクンプーOyj、フィンランド、ヘルシンキ。.
- 北米特殊鋼産業協会(SSINA) – デザイナーハンドブック:ステンレス鋼。.
- ISO 25862:2009 – 船舶および海洋技術 – 船舶用磁気羅針盤、羅針盤台、方位測定装置。.
- NACE International(AMPP) – NACE MR0175 / ISO 15156:石油・天然ガス産業 — H₂Sを含む環境で使用される材料。.
- カーペンター・テクノロジー・コーポレーション – ニトロニック50合金の技術データシート。.
- ベドーズ, J., パー, J.G. – 『ステンレス鋼入門』第3版。ASM International。ISBN 978-0-87170-673-7。.
- 欧州規格 EN 10088-1:2014 – ステンレス鋼:ステンレス鋼の一覧。CEN、ブリュッセル。.
- ルラ、R.A. – 『ステンレス鋼』。米国金属学会。ISBN 978-0-87170-173-3。.
- MIL-S-23190 – 米国軍用規格:鋼板、非磁性、構造用。国防総省。.
