A corrosion resistant alloy (CRA) is a metallic material engineered to withstand chemical or electrochemical degradation in aggressive environments where standard carbon steel or mild steel would fail within months or even weeks. CRAs achieve this protection through deliberate alloying with elements such as chromium, nickel, molybdenum, and titanium, which form stable passive oxide films or alter the electrochemical behavior of the metal surface. At MWalloys, we supply CRAs daily to engineers working across oil and gas, chemical processing, marine, and pharmaceutical sectors, and the single most common mistake we see is selecting a CRA based on price rather than environment compatibility.
What Exactly Is a Corrosion Resistant Alloy and How Does It Work at the Molecular Level?
A corrosion resistant alloy is defined as any metallic material that maintains structural integrity and dimensional stability when exposed to corrosive media, including acids, alkalis, chloride solutions, hydrogen sulfide, seawater, and high-temperature oxidizing or reducing gases. The definition is practical rather than absolute: no material is completely immune to corrosion under all conditions, but CRAs resist attack at rates low enough to deliver economically viable service life.

The Passive Film Mechanism
The most important concept in CRA metallurgy is the passive film. When chromium is added to iron in concentrations above approximately 10.5 weight percent, the alloy spontaneously forms a thin (2 to 5 nanometers thick) chromium oxide (Cr₂O₃) layer on its surface when exposed to oxygen or moisture. This film is:
- Self-repairing: If physically damaged by scratching or abrasion, the film reforms within milliseconds in the presence of oxygen.
- Electrically resistive: It acts as a barrier to electron transfer, which is the driving force for electrochemical corrosion.
- Chemically stable: The oxide is thermodynamically stable across a wide pH range and in many aggressive media.
- Thin enough to be transparent: It does not alter the visual appearance or dimensional properties of the metal.
This passive film mechanism is the foundation of all chromium-containing CRAs, from the most basic 304 stainless steel to the most sophisticated nickel superalloys. The alloying additions of molybdenum, nickel, nitrogen, tungsten, and other elements serve to extend the range of conditions under which this passive film remains stable and intact.
Electrochemical Basis of Corrosion Resistance
From an electrochemical standpoint, corrosion is an oxidation-reduction reaction. Metal atoms at the surface lose electrons (oxidation, the anodic reaction) while an oxidizing species in the environment gains those electrons (reduction, the cathodic reaction). CRAs resist this process through several mechanisms:
| Mechanism | How It Works | Key Alloying Elements Responsible |
|---|---|---|
| Passive film formation | Stable oxide layer blocks ion transport | Chromium (Cr), Aluminum (Al), Silicon (Si) |
| Noble metal behavior | High natural electrode potential reduces thermodynamic driving force | Platinum (Pt), Gold (Au), Nickel (Ni) partially |
| Solid solution hardening | Alloying elements reduce surface reactivity | Molybdenum (Mo), Tungsten (W) |
| Cathodic protection effect | Higher Ni content shifts corrosion potential | Nickel (Ni) |
| Grain boundary stabilization | Prevents intergranular attack | Titanium (Ti), Niobium (Nb), low Carbon (C) |
| Pit repassivation | Passive film reforms rapidly after local breakdown | Nitrogen (N), Molybdenum (Mo) |
Understanding these mechanisms helps explain why no single CRA is universally superior. Each alloy family optimizes a different combination of these mechanisms, making them effective in specific corrosive environments but not necessarily in others.
What Are the Main Types of Corrosion That CRAs Must Resist?
Before selecting any CRA, it is essential to identify which form of corrosion represents the primary threat in the service environment. Different corrosion mechanisms require different alloying strategies, and a material that excels against one form of attack may perform poorly against another.
Uniform (General) Corrosion
Uniform corrosion involves even material removal across the entire exposed surface. It is the most predictable form of corrosion and can be managed by selecting a material with a sufficiently low corrosion rate and applying an appropriate corrosion allowance in the design. Corrosion rate is typically expressed in mm/year (millimeters per year) or mils per year (mpy).
| Corrosion Rate | Classification | Typical Material Response |
|---|---|---|
| < 0.1 mm/year | Excellent resistance | Suitable for long-term service |
| 0.1 – 0.5 mm/year | Good resistance | Acceptable with corrosion allowance |
| 0.5 – 1.0 mm/year | Fair resistance | Short service life; consider upgrade |
| > 1.0 mm/year | Poor resistance | Material is not suitable |
Pitting Corrosion
Pitting is a localized form of attack in which small cavities or pits form in the metal surface, often initiated at surface defects, inclusions, or areas where the passive film breaks down locally. Pitting is particularly dangerous because it can penetrate through the full wall thickness of a component while the bulk material loss appears negligible.
The primary driver of pitting in most industrial CRAs is the chloride ion (Cl⁻). Chloride competitively adsorbs onto the passive film surface, displacing oxygen, and promotes local film breakdown. The Pitting Resistance Equivalent Number (PREN) is the standard metric for ranking alloy resistance to chloride pitting:
PREN = %Cr + 3.3 × (%Mo + 0.5 × %W) + 16 × %N
A higher PREN indicates better pitting resistance. A PREN above 40 is generally considered the threshold for use in seawater and other aggressive chloride environments.
Crevice Corrosion
Crevice corrosion occurs in geometrically confined spaces (gasket faces, threaded connections, tube-to-tubesheet junctions) where stagnant solution becomes locally acidified and depleted of oxygen. The restricted geometry prevents fresh solution from restoring the passive film. Crevice corrosion typically initiates at lower temperatures and lower chloride concentrations than pitting corrosion in the same alloy.
Stress Corrosion Cracking (SCC)
SCC is a brittle fracture mechanism that requires three simultaneous conditions: a susceptible material, a tensile stress (applied or residual), and a specific corrosive environment. The most common SCC scenario for engineering alloys is chloride SCC of austenitic stainless steels. Nickel content above approximately 40% provides strong resistance to chloride SCC, which is a primary reason why high-nickel alloys (Hastelloy, Inconel, Monel) are specified in chloride-rich environments.
Intergranular Corrosion
Intergranular corrosion (IGC) attacks the grain boundaries of an alloy, usually following sensitization during welding or improper heat treatment. In austenitic stainless steels, sensitization occurs when carbon combines with chromium at grain boundaries to form chromium carbides, depleting the adjacent zones below the 10.5% threshold needed for passivity. Low-carbon grades (304L, 316L) and stabilized grades (321, 347) were developed specifically to eliminate this risk.
Galvanic Corrosion
Galvanic corrosion occurs when two dissimilar metals are electrically connected in the presence of an electrolyte. The less noble metal (anode) corrodes preferentially. The galvanic series ranks metals by their electrode potential in seawater:
| Metal/Alloy | Position in Galvanic Series | Behavior When Coupled with More Noble Metal |
|---|---|---|
| Magnesium alloys | Most active (anodic) | Corrodes rapidly |
| Zinc | Active | Sacrificial anode for steel |
| Aluminum alloys | Active | Corrodes moderately |
| Carbon steel / Cast iron | Active | Moderate corrosion |
| 304 Stainless (active) | Moderately active | Corrodes if passive film lost |
| 316 Stainless (passive) | Noble | Protected |
| Titanium | Very noble | Highly cathodic; accelerates galvanic attack on coupled metals |
| Platinum, Gold | Most noble (cathodic) | Protected; accelerates attack on coupled metals |
Erosion-Corrosion and Cavitation
Erosion-corrosion combines mechanical removal of the protective film with chemical dissolution of the exposed fresh metal surface. It is prevalent in high-velocity fluid systems, pump impellers, and pipe elbows carrying abrasive slurries. CRAs selected for erosion-corrosion service must combine corrosion resistance with adequate hardness or toughness to resist mechanical film damage.
What Are the Major Families of Corrosion Resistant Alloys?
The CRA landscape spans multiple alloy systems. Each family occupies a distinct position in the cost-performance spectrum and is optimized for specific corrosive conditions.
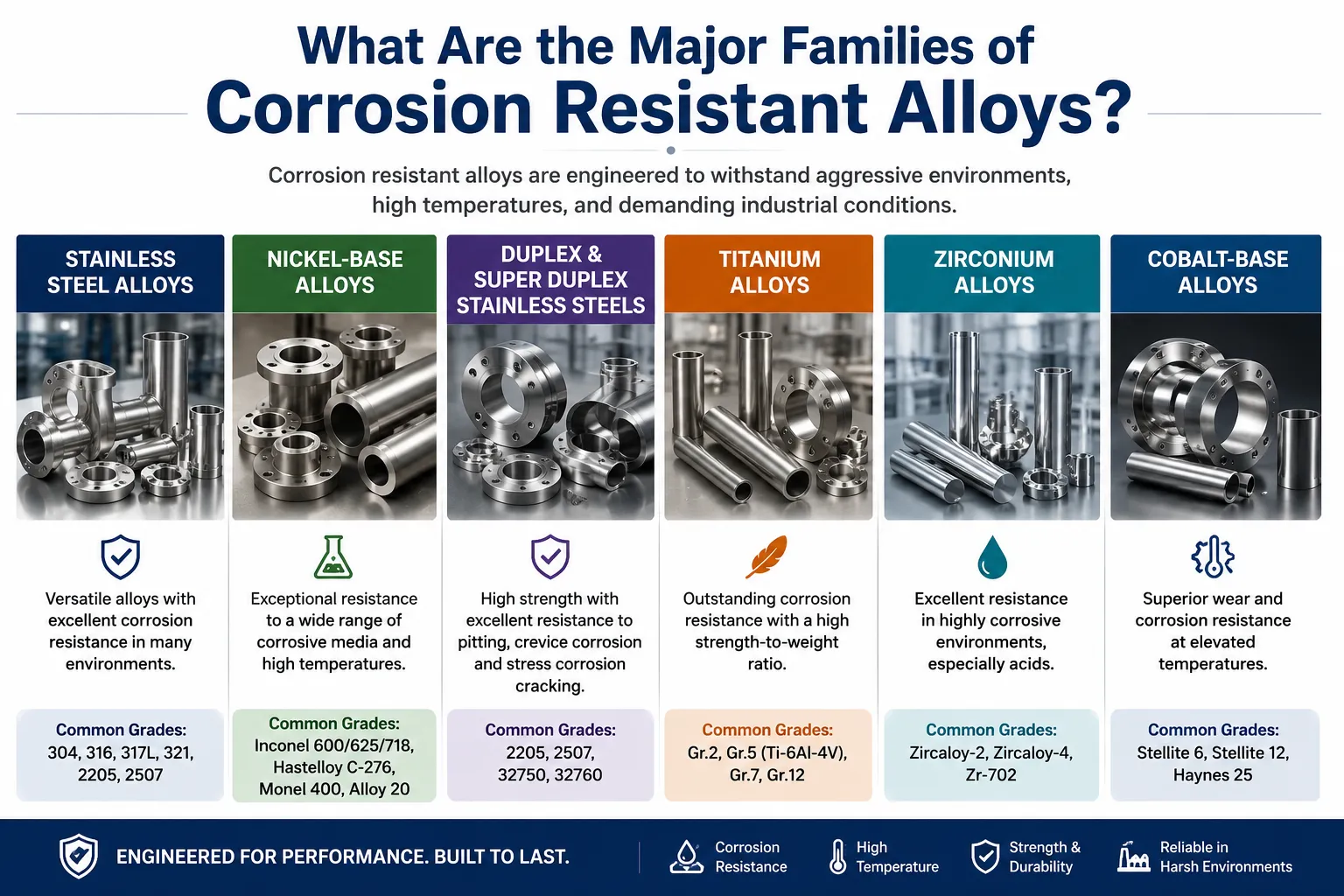
Overview of Major CRA Families
| CRA Family | Base Metal | Key Alloying Elements | Primary Corrosion Resistance | Relative Cost |
|---|---|---|---|---|
| Austenitic stainless steels | Iron | Cr, Ni, Mo, N | General, chloride (moderate) | Low |
| Duplex stainless steels | Iron | Cr, Ni, Mo, N | Chloride pitting, SCC, general | Low-Moderate |
| Super duplex stainless steels | Iron | Cr, Ni, Mo, N, W | Aggressive chloride, seawater | Moderate |
| Martensitic stainless steels | Iron | Cr, C | General (mild), wear | Low |
| Ferritic stainless steels | Iron | Cr, Mo, Ti | General, SCC resistance | Low |
| Precipitation hardening stainless | Iron | Cr, Ni, Cu, Al, Ti | Moderate corrosion + high strength | Moderate |
| Nickel-Cr-Mo alloys | Nickel | Cr, Mo, W, Fe | Strong acids, oxidizing + reducing | High |
| Nickel-Cu alloys (Monel) | Nickel | Cu, Fe | HF, seawater, reducing acids | Moderate-High |
| Nickel-Cr alloys (Inconel) | Nickel | Cr, Fe, Nb | High-temperature oxidation | High |
| Titanium alloys | Titanium | Al, V, Pd, Mo | Oxidizing acids, seawater, wet chlorine | High |
| Zirconium alloys | Zirconium | Sn, Nb | Concentrated acids, nuclear service | Very High |
| Copper alloys (Cu-Ni) | Copper | Ni, Fe, Mn | Seawater, biofouling resistance | Moderate |
| Aluminum alloys (marine grade) | Aluminum | Mg, Si, Zn | Atmospheric, seawater (moderate) | Low-Moderate |
How Do Stainless Steels Differ from Other CRA Categories?
Stainless steels are iron-based alloys containing at least 10.5% chromium. They represent the largest volume and broadest application range within the CRA family, and understanding the distinctions between the stainless steel subfamilies is fundamental to any CRA selection process.
Austenitic Stainless Steels (300 Series)
The 300-series austenitic stainless steels are the most widely used CRAs in the world. Their face-centered cubic (FCC) crystal structure, stabilized by nickel, provides excellent formability, weldability, and low-temperature toughness.
| Grade | UNS | Cr (%) | Ni (%) | Mo (%) | PREN | Key Characteristic |
|---|---|---|---|---|---|---|
| 304 | S30400 | 18–20 | 8–10.5 | – | ~18 | General purpose, most common |
| 304L | S30403 | 18–20 | 8–12 | – | ~18 | Low carbon, weld sensitization resistance |
| 316 | S31600 | 16–18 | 10–14 | 2–3 | ~24 | Improved chloride resistance |
| 316L | S31603 | 16–18 | 10–14 | 2–3 | ~24 | Low carbon + Mo, weld applications |
| 317L | S31703 | 18–20 | 11–15 | 3–4 | ~28 | Higher Mo, FGD and acid service |
| 321 | S32100 | 17–19 | 9–12 | – | ~17 | Ti-stabilized, high-temp service |
| 347 | S34700 | 17–19 | 9–13 | – | ~17 | Nb-stabilized, high-temp service |
| 904L | N08904 | 19–23 | 23–28 | 4–5 | ~36 | High alloy, sulfuric acid |
| 254 SMO | S31254 | 19.5–20.5 | 17.5–18.5 | 6–6.5 | ~43 | Superaustenitic, seawater |
| AL-6XN | N08367 | 20–22 | 23.5–25.5 | 6–7 | ~46 | Superaustenitic, high chloride |
We regularly see engineers at MWalloys automatically reaching for 316L when 304L would perform adequately, and conversely specifying 316L in seawater or high-chloride environments where its PREN of 24 is clearly insufficient. Matching the grade to the PREN requirement of the environment saves significant cost without sacrificing reliability.
Duplex and Super Duplex Stainless Steels
Duplex stainless steels have a two-phase microstructure consisting of roughly equal volumes of austenite and ferrite. This mixed structure provides benefits from both phases:
- From ferrite: Higher yield strength (approximately twice that of equivalent austenitic grades), resistance to chloride SCC.
- From austenite: Good toughness and ductility, weldability, resistance to crevice corrosion.
| Grade | UNS | PREN | Yield Strength (MPa) | Primary Application |
|---|---|---|---|---|
| 2101 (lean duplex) | S32101 | ~26 | 450 | Structural, mild chloride |
| 2205 | S32205 | ~35 | 450 | Standard duplex, offshore |
| 2507 (super duplex) | S32750 | ~42 | 550 | Seawater, aggressive chloride |
| Zeron 100 | S32760 | ~41 | 550 | Offshore, subsea |
| SAF 2906 | S32906 | ~41 | 620 | High-temperature service |
Super duplex grades (PREN > 40) were developed specifically for seawater handling systems on offshore oil and gas platforms, where the combination of high chloride concentration, elevated temperature (from heat exchanger service), and crevice geometries creates conditions that standard 316L or even 2205 cannot handle reliably.
Ferritic Stainless Steels
Ferritic grades contain chromium (10.5 – 30%) but minimal nickel, giving them a body-centered cubic (BCC) crystal structure. Their most important attribute in corrosion service is near-immunity to chloride stress corrosion cracking, which makes them useful in hot water and chloride-containing service where austenitic grades are susceptible. However, their toughness at low temperatures and weldability in thicker sections are more limited.
Key ferritic grades for corrosion service: 430 (S43000), 444 (S44400), and the high-performance ferritic 29-4C (S44735) with PREN values exceeding 40.
What Are Nickel-Based CRAs and When Are They the Necessary Choice?
Nickel-based alloys represent the top tier of commercial CRA performance. They are specified when stainless steels cannot survive the service environment, when operating temperatures exceed the capability of iron-based alloys, or when failure consequences (environmental, safety, economic) justify the premium cost.
Nickel-Chromium-Molybdenum (Ni-Cr-Mo) Alloys
These alloys combine the oxidizing acid resistance of chromium with the reducing acid resistance of molybdenum in a high-nickel matrix that provides baseline stability and chloride SCC immunity.
| Alloy | UNS | Ni (%) | Cr (%) | Mo (%) | W (%) | Key Application |
|---|---|---|---|---|---|---|
| Hastelloy C276 | N10276 | ~57 | 15.5 | 16 | 3.75 | Reducing acids, mixed environments |
| Hastelloy C22 | N06022 | ~56 | 21 | 13.5 | 3.0 | Oxidizing acids, FGD, pharma |
| Hastelloy C2000 | N06200 | ~59 | 23 | 16 | – | Broadest single-alloy corrosion coverage |
| Inconel 625 | N06625 | ~62 | 22 | 9 | – | Seawater, fatigue, cladding |
| Alloy 59 | N06059 | ~59 | 23 | 16 | – | Aggressive mixed acid service |
| Hastelloy B3 | N10675 | ~65 | 1.5 | 28.5 | 3.0 | Pure HCl, reducing acids |
The critical distinction between Hastelloy C276 and C22 is their oxidizing vs reducing performance, which we cover in depth in our dedicated C276 vs C22 comparison article. Hastelloy B3 occupies a different position entirely: with minimal chromium and very high molybdenum, it is optimized for pure reducing acid environments like concentrated hydrochloric acid, where chromium provides no benefit and high molybdenum delivers maximum performance.
Nickel-Copper Alloys (Monel Family)
Monel alloys contain 63 – 70% nickel and 28 – 34% copper. The copper content provides excellent resistance to hydrofluoric acid (HF) and non-oxidizing acids, while the high nickel base delivers seawater corrosion resistance and chloride SCC immunity.
| Alloy | UNS | Key Composition | Primary Strength | Limitation |
|---|---|---|---|---|
| Monel 400 | N04400 | 67Ni-31.5Cu | HF, seawater, reducing acids | Oxidizing acids |
| Monel K500 | N05500 | 65Ni-30Cu-2.7Al | High strength + Monel 400 corrosion resistance | Age hardening required |
Monel 400 is one of the very few alloys that can handle hydrofluoric acid at most concentrations and temperatures. This makes it essentially irreplaceable in HF alkylation unit equipment, HF acid handling systems, and uranium hexafluoride processing.
Nickel-Chromium (Inconel Family)
The Inconel designation covers a range of Ni-Cr alloys with varying additions. Alloys in this family are often optimized as much for high-temperature mechanical performance as for corrosion resistance:
| Alloy | UNS | Primary Corrosion Resistance | Primary Temperature Capability |
|---|---|---|---|
| Inconel 600 | N06600 | Oxidizing acids, high-temp oxidation | 1175°C |
| Inconel 625 | N06625 | Seawater, pitting, fatigue | 980°C |
| Inconel 718 | N07718 | Moderate corrosion + high strength | 705°C (strength limited) |
| Inconel 690 | N06690 | Nitric acid, nuclear steam generator | 980°C |
How Are Titanium and Zirconium Alloys Used as Corrosion Resistant Materials?
Titanium and zirconium represent specialized CRA choices that occupy unique performance niches. Both are extremely expensive compared to stainless steels but provide corrosion resistance that no iron or nickel alloy can match in specific environments.
Titanium Alloys in Corrosive Service
Titanium forms an extremely stable TiO₂ passive film that is thermodynamically more stable than the Cr₂O₃ film on stainless steel across a wider range of oxidizing conditions. Key corrosion advantages:
- Essentially immune to corrosion in seawater at all temperatures up to approximately 260°C.
- Excellent resistance to wet chlorine gas and sodium hypochlorite (chlorine chemistry).
- Outstanding resistance to oxidizing acids including nitric acid and chromic acid.
- Immune to chloride pitting and crevice corrosion in most practical seawater conditions.
- Resistant to erosion-corrosion in high-velocity seawater.
| Titanium Grade | UNS | Key Composition | Primary CRA Application |
|---|---|---|---|
| Grade 1 | R50250 | Pure Ti (99.5%) | Mild acids, general chemical |
| Grade 2 | R50400 | Pure Ti (99.2%) | Most common industrial grade |
| Grade 7 | R52400 | Ti-0.15Pd | Enhanced reducing acid resistance |
| Grade 12 | R53400 | Ti-0.3Mo-0.8Ni | Mildly reducing, crevice corrosion |
| Grade 16 | R52402 | Ti-0.05Pd (lower Pd) | Cost-reduced Grade 7 alternative |
| Grade 23 (Ti-6Al-4V ELI) | R56407 | Ti-6Al-4V | Biomedical, aerospace CRA |
The addition of small amounts of palladium (Grade 7) or molybdenum and nickel (Grade 12) significantly extends titanium's resistance into mildly reducing acid environments where pure titanium grades corrode, substantially broadening its industrial applicability at moderate additional cost.
Zirconium Alloys in Corrosive Service
Zirconium is the most corrosion-resistant commercially available structural metal in concentrated acids, specifically:
- Concentrated sulfuric acid up to 70% concentration and high temperatures where even high-nickel alloys corrode.
- Concentrated hydrochloric acid at elevated temperatures.
- Concentrated nitric acid at all concentrations.
- Nuclear reactor coolant water (where zirconium alloys are the standard cladding material due to low neutron absorption cross-section combined with excellent water corrosion resistance)
| Zirconium Alloy | UNS | Key Use | Key Limitation |
|---|---|---|---|
| Zr 702 (commercial pure) | R60702 | General chemical service, concentrated acids | Cost, very limited availability |
| Zr 705 | R60705 | Higher strength version of Zr 702 | Same as above |
| Zircaloy-2 | R60802 | Nuclear fuel cladding | Nuclear applications only |
| Zircaloy-4 | R60804 | Nuclear fuel cladding | Nuclear applications only |
Zirconium heat exchangers and reactor vessels are used in acetic acid, formic acid, and concentrated sulfuric acid service where the cost is justified by the exceptional service life. We should note that zirconium equipment lead times and fabrication complexity are substantially greater than for nickel alloys or stainless steels.
How Do You Select the Right Corrosion Resistant Alloy for Your Application?
Material selection is a structured engineering process, not a lookup exercise. The following framework reflects how we approach CRA selection at MWalloys when working with customers on challenging applications.
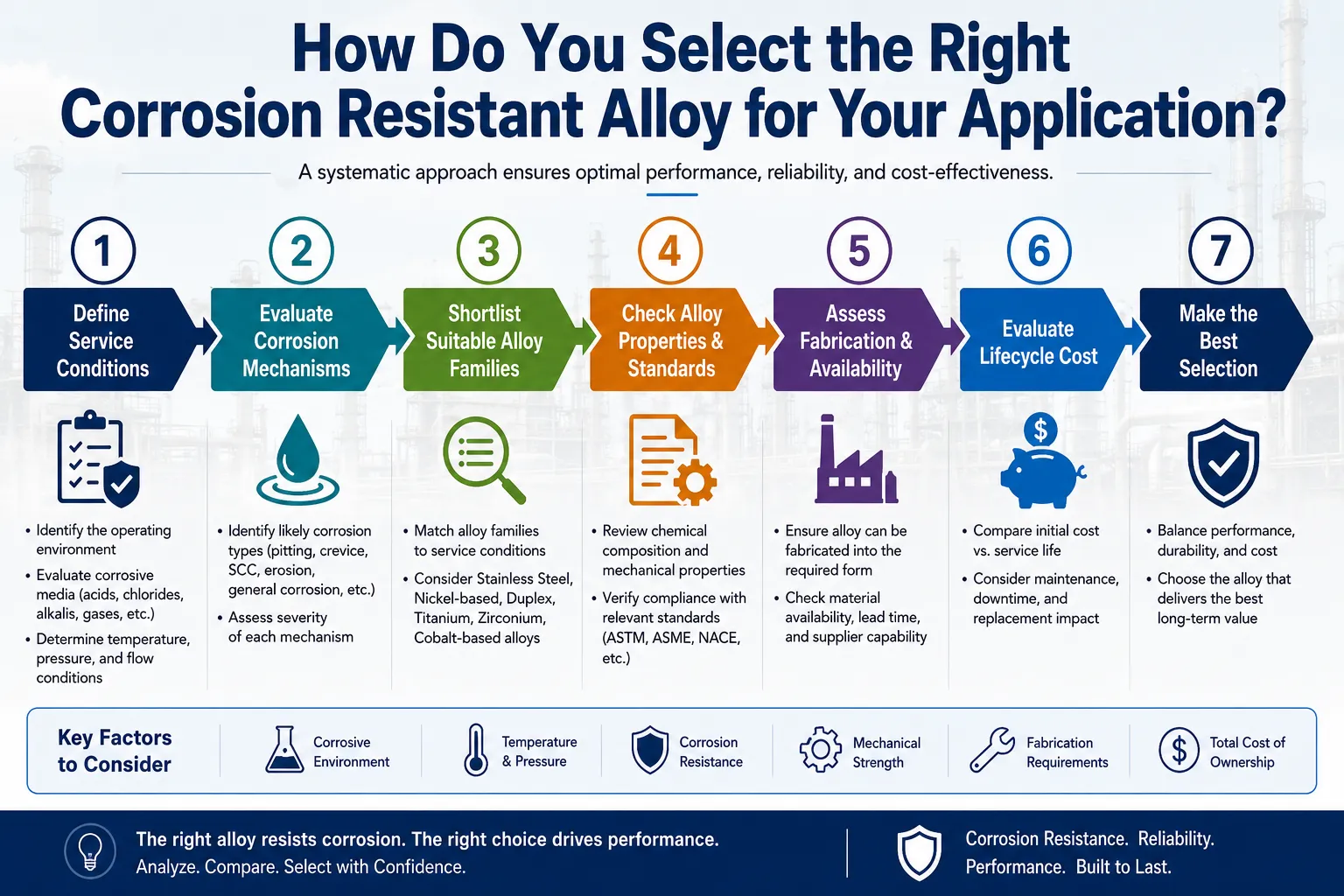
Step-by-Step CRA Selection Framework
Step 1: Characterize the corrosive environment completely
The environment characterization must include:
- Chemical composition of the process fluid (all species, not just the primary component)
- Concentration ranges for each species (minimum, normal, and upset conditions)
- Temperature range (minimum, normal, maximum, and transient peaks)
- Pressure
- Flow velocity and whether solids or abrasives are present.
- Whether the environment is oxidizing or reducing in nature.
- pH range
- Halide ion concentrations (particularly chloride and fluoride)
- Presence of H₂S (sour service) or CO₂.
- Cyclic vs continuous exposure.
Step 2: Identify the primary corrosion threat
Based on the environment characterization, determine the most likely corrosion mechanism (uniform corrosion, pitting, crevice, SCC, intergranular, galvanic, or erosion-corrosion). This determines which alloy properties are most critical.
Step 3: Apply the PREN filter for chloride environments
If chloride is present at significant concentrations, calculate the minimum PREN required:
| Service Environment | Minimum Recommended PREN |
|---|---|
| Freshwater / very low chloride (< 200 ppm) | > 18 |
| Coastal atmospheric / moderate chloride | > 25 |
| Seawater (ambient temperature) | > 32 |
| Seawater (elevated temperature, crevice conditions) | > 40 |
| Concentrated brine, aggressive industrial chloride | > 45 |
Step 4: Screen candidate materials using corrosion rate data
Published corrosion rate data (from alloy manufacturers, NACE publications, and peer-reviewed corrosion studies) provides a starting point. Target a corrosion rate below 0.1 mm/year for long-term structural applications.
Step 5: Verify fabricability and availability
The most corrosion-resistant alloy that cannot be sourced, fabricated, or welded within project constraints serves no practical purpose. Check:
- Availability in required product forms (plate, pipe, tube, bar, fittings, flanges)
- Weldability with established procedures.
- Lead time compatibility with project schedule.
- Availability of qualified fabricators.
Step 6: Conduct lifecycle cost analysis
Compare the total lifecycle cost of multiple alloy candidates, not just the initial material cost. Factor in expected service life, maintenance costs, replacement frequency, and consequence of failure.
CRA Selection Matrix by Environment Type
| Corrosive Environment | First Choice CRA | Alternative Option | Alloys to Avoid |
|---|---|---|---|
| Atmospheric (rural/urban) | 304 SS | 316 SS | Carbon steel without coating |
| Atmospheric (coastal, marine) | 316L SS | 2205 duplex | 304 SS (pitting risk) |
| Seawater (ambient) | 2507 super duplex | Ti Grade 2 | 316L (insufficient PREN) |
| Seawater (hot, crevice) | Ti Grade 2 | Alloy 625, C276 | Any stainless < PREN 40 |
| Dilute H₂SO₄ (< 10%) | 316L, 904L | C276 | Carbon steel, 304 |
| Concentrated H₂SO₄ (> 70%) | Alloy 20, Zr 702 | C276, 904L | Most stainless (active dissolution) |
| HCl (any concentration, hot) | Hastelloy B3, C276 | Ti Grade 7 | All stainless, carbon steel |
| HNO₃ (all concentrations) | 304L, 310L | C22, Ti Grade 2 | Hastelloy B grades (no Cr) |
| HF acid | Monel 400 | Alloy 20 | Titanium (reactive with HF) |
| H₂S / sour service | C276, duplex 2205 | 316L NACE compliant | Unstabilized high-strength steel |
| Wet chlorine / hypochlorite | Ti Grade 2, Ti Grade 7 | Hastelloy C alloys | Most stainless |
| Mixed acid (oxidizing + reducing) | C22, C2000 | C276 | Single-environment optimized grades |
| Phosphoric acid | 316L, 904L | C276 | Carbon steel |
What Industry Standards and Specifications Govern CRA Selection?
CRA selection in regulated industries is not solely a technical exercise: it is also a compliance exercise. Multiple standards bodies publish specifications that govern which alloys are acceptable for specific applications.
Key Standards Organizations and Their CRA Specifications
| Standards Body | Relevant Standard | Scope |
|---|---|---|
| ASTM International | A240, A276, A312, B163, B265, B338 | Material specifications for product forms |
| ASME | Section II Part A (SA-series), Section VIII | Pressure vessel and piping design |
| NACE International (AMPP) | MR0175 / ISO 15156 | Sour service material selection |
| API | API 6A, 6D, 17D | Wellhead, valve, subsea equipment |
| ISO | ISO 15156, ISO 21457 | Sour service and petroleum industry CRAs |
| EN / DIN | EN 10088, EN 10216-5 | European stainless steel specifications |
| AMS (SAE) | AMS 5596, AMS 5581, AMS 4928 | Aerospace CRA specifications |
| EEMUA | EEMUA 194 | CRA welding guidelines for oil and gas |
NACE MR0175 / ISO 15156 Compliance for Sour Service
Sour service environments (containing H₂S) require special material qualification because H₂S promotes hydrogen-induced cracking (HIC) and sulfide stress cracking (SSC) in susceptible alloys. NACE MR0175 / ISO 15156 Part 3 covers CRAs for sour service and specifies:
- Hardness limits for each alloy family.
- Heat treatment requirements.
- Cold work limitations
- Testing requirements (SSC testing per NACE TM0177, HIC testing per NACE TM0284)
- Environmental limits (H₂S partial pressure, chloride content, temperature, pH)
Both duplex stainless steels and nickel alloys require specific qualification under this standard for sour service, and the applicable limits are not universal: they depend on the specific alloy, heat treatment condition, and the combination of H₂S partial pressure, temperature, and chloride concentration in the service environment.
What Are the Real Cost Implications of Choosing CRAs Compared to Carbon Steel?
Cost is always a factor in material selection. CRAs carry substantial premiums over carbon steel, but the total lifecycle cost picture often favors CRA selection in corrosive service.
Material Cost Comparison Table
| Material | Approximate Price Range (USD/kg, plate) | Cost Index vs Carbon Steel |
|---|---|---|
| Carbon steel (A36) | $0.80 – $1.50 | 1.0× |
| 304 Stainless steel | $4.00 – $6.50 | ~5× |
| 316L Stainless steel | $5.50 – $8.00 | ~6× |
| Duplex 2205 | $8.00 – $12.00 | ~9× |
| Super duplex 2507 | $15.00 – $22.00 | ~15× |
| Hastelloy C276 | $38.00 – $55.00 | ~40× |
| Hastelloy C22 | $45.00 – $65.00 | ~50× |
| Inconel 625 | $42.00 – $60.00 | ~45× |
| Titanium Grade 2 | $25.00 – $40.00 | ~25× |
| Zirconium 702 | $150.00 – $250.00 | ~150× |
Prices as of mid-2026 are indicative only and vary significantly with market conditions, product form, and order volume.
Lifecycle Cost Analysis Framework
The economic justification for CRA selection rests on the total cost of ownership over the equipment service life. Key variables include:
| Cost Component | Carbon Steel in Corrosive Service | Appropriate CRA |
|---|---|---|
| Initial material cost | Low | High |
| Fabrication cost | Low | Moderate to High |
| Coating / lining cost | Significant (internal lining required) | None or minimal |
| Expected service life | 2 – 5 years (with coating) | 15 – 30+ years |
| Maintenance cost per year | High (coating inspection, repair) | Low |
| Unplanned failure cost | High (process upset, environmental, safety) | Very low (rare events) |
| Annualized total cost | Often higher than CRA | Often lower than coated carbon steel |
In our experience at MWalloys, the crossover point where CRA becomes more economical than coated carbon steel typically falls between years 3 and 8 of service life, depending on the aggressiveness of the corrosive medium and the maintenance burden of the coating system.
How Are Corrosion Resistant Alloys Tested and Qualified for Aggressive Service?
Laboratory and field testing of CRA performance is essential for materials qualification in critical applications. Multiple standardized test methods exist, each targeting different corrosion mechanisms.
Standard Corrosion Test Methods for CRAs
| Test Standard | Method | Corrosion Mechanism Evaluated | Typical Use |
|---|---|---|---|
| ASTM G48 Method A | Ferric chloride immersion at 22°C | Pitting initiation | General pitting screening |
| ASTM G48 Method C | Ferric chloride, elevated temperature | Critical pitting temperature (CPT) | CRA ranking for chloride service |
| ASTM G48 Method D | Ferric chloride with crevice assembly | Critical crevice temperature (CCT) | Heat exchanger, gasketed joints |
| ASTM A262 Practice C | Boiling nitric acid (Huey test) | Intergranular corrosion / sensitization | Weld quality, heat treatment verification |
| ASTM G28 Method A | Boiling ferric sulfate + sulfuric acid | Intergranular corrosion (nickel alloys) | Ni-Cr-Mo alloy qualification |
| NACE TM0177 Method A | H₂S / NACE solution, tensile | Sulfide stress cracking (SSC) | Sour service qualification |
| NACE TM0177 Method B | H₂S / NACE solution, double cantilever | Stress corrosion cracking | Sour service qualification |
| NACE TM0284 | Hydrogen charging + metallographic | Hydrogen-induced cracking (HIC) | Sour service pipeline steel |
| ASTM G61 | Potentiodynamic polarization scan | Pitting potential, repassivation | Electrochemical screening |
| ASTM G36 | Boiling MgCl₂ immersion | Chloride SCC | Rapid screening of austenitic SS |
| ISO 11846 | Immersion in acid/salt solution | Intergranular corrosion in Al alloys | Aluminum CRA qualification |
Positive Material Identification (PMI) for CRA Verification
A critical quality control step often overlooked in the procurement process is verifying that delivered CRA materials match the specified alloy. Mix-ups between visually similar alloys (such as 316L and 304L, or Hastelloy C276 and C22) can result in catastrophic service failures.
PMI methods include:
- X-ray fluorescence (XRF): Rapid, non-destructive, accurate for major alloying elements; standard tool for field verification.
- Optical emission spectrometry (OES): More precise than XRF, covers light elements including carbon; typically used in laboratory or shop-floor settings.
- Wet chemistry analysis: Most precise but time-consuming; used for certification testing.
All CRA materials supplied by MWalloys carry full EN 10204 Type 3.1 mill test certificates with full chemical analysis and mechanical properties. For critical applications, Type 3.2 certificates with independent third-party inspection are available on request.
FAQs: Essential Questions About Corrosion Resistant Alloys
1: What is the most corrosion resistant metal or alloy commercially available?
Platinum and gold are the most corrosion resistant metals, but for practical engineering applications, iridium-clad components, zirconium alloys, or titanium-palladium alloys offer the highest real-world corrosion resistance at accessible cost levels. Among commercially fabricated structural materials, zirconium alloy Zr 702 resists more corrosive environments than any other option, including concentrated hydrochloric acid, concentrated sulfuric acid, and nitric acid across all concentrations. However, zirconium's extremely high cost (approximately 150 times carbon steel) and limited fabrication infrastructure restrict its use to specialized chemical processing where no alternative survives. For seawater service specifically, titanium Grade 2 is essentially immune to corrosion and represents the practical engineering pinnacle for marine and chloride environments. For mixed acid environments (both oxidizing and reducing), Hastelloy C2000 or Alloy 59 provide the broadest single-alloy corrosion coverage available at commercially realistic costs. No single alloy tops every category: the "most corrosion resistant" answer always depends on the specific environment.
2: What is the difference between a corrosion resistant alloy and a corrosion proof material?
No engineering material is truly corrosion proof: all metals corrode at some rate in some environments. The term "corrosion resistant alloy" means the material corrodes at an acceptably low rate (typically below 0.1 mm/year) under defined conditions, not that it is immune to all attack. The distinction matters practically because a material qualified as a CRA in one environment can fail rapidly in another. For example, titanium Grade 2 is essentially corrosion proof in seawater but corrodes rapidly in hydrofluoric acid. Hastelloy B3 resists concentrated hydrochloric acid excellently but fails quickly in oxidizing acids. The term "corrosion resistant" must always be qualified with the specific environment for which that resistance applies. Materials testing, corrosion rate data, and field experience in comparable environments are the only reliable bases for predicting CRA performance. Any specification describing a material as "universally corrosion resistant" without environmental qualification should be treated with skepticism.
3: How does CRA cladding work and when is it a better option than solid CRA construction?
CRA cladding bonds a thin layer of corrosion-resistant alloy (typically 1.5 – 3mm thick) onto a carbon steel substrate, combining the structural strength and low cost of carbon steel with the corrosion resistance of the CRA, reducing total material cost by 40 to 70% compared to solid CRA construction. Cladding is produced by roll bonding, explosion bonding, or weld overlay (hard facing). It is specified when the wall thickness required for structural integrity far exceeds what is needed for corrosion resistance, which is the case in most pressure vessels, storage tanks, and large-diameter piping. The key design requirement is that the clad layer must maintain its integrity and bond adhesion throughout the service life: disbondment of the clad layer can be more dangerous than using an unclad lower-grade material because the failure mode is unpredictable. ASTM B898 and ASME SB-898 cover clad plate specifications, and ASME Section IX covers qualification of weld overlay cladding procedures. Cladding is not appropriate where the substrate carbon steel would be exposed at any point (cut edges, nozzle openings) without additional corrosion protection.
4: Can stainless steel be considered a true corrosion resistant alloy for seawater service?
Standard austenitic stainless steels (304, 316L) are not suitable for long-term seawater immersion service and should not be specified for this application: only super duplex (PREN > 40) or titanium grades provide reliable performance in seawater at ambient and elevated temperatures. The seawater corrosion of 316L stainless steel is well-documented: in ambient temperature seawater, 316L develops crevice corrosion at gasket faces and tube-to-tubesheet junctions within months to a few years of service. At elevated temperatures (above 35°C), pitting can also initiate on open surfaces. The PREN of 316L (approximately 24) falls well below the commonly accepted threshold of 32 – 40 required for reliable seawater service. Duplex 2205 (PREN ~35) performs better but still risks crevice corrosion in warm seawater. Super duplex 2507 (PREN ~42) and titanium Grade 2 represent the minimum acceptable standards for critical seawater equipment. This is a frequently misunderstood point that has led to numerous expensive failures in desalination, offshore, and marine facilities.
5: What does PREN mean and how do I use it to select a CRA?
PREN (Pitting Resistance Equivalent Number) is a calculated index that ranks the relative resistance of an alloy to chloride-induced pitting corrosion, with higher values indicating better resistance. The standard formula is PREN = %Cr + 3.3×(%Mo + 0.5×%W) + 16×%N. PREN is a useful screening tool but has important limitations. It is based purely on composition and does not account for microstructure, heat treatment condition, surface finish, or the specific chemistry of the service environment. Two alloys with identical PREN values can perform differently in practice if their passive films have different stability characteristics. PREN also does not predict performance in reducing acids, high-temperature environments, or mixed media where oxidizing and reducing species coexist. Use PREN as a first-pass filter: alloys with PREN values well below the minimum for your environment can be confidently eliminated, while candidates with adequate PREN should be further evaluated using corrosion rate data, field experience, and where necessary, site-specific laboratory testing. A PREN above 40 is the widely accepted threshold for reliable seawater pitting resistance, and above 32 for moderate industrial chloride environments.
6: How does temperature affect the corrosion resistance of CRAs?
Temperature is one of the most significant variables affecting CRA performance: corrosion rates typically double for every 10°C rise in temperature, and many CRAs that perform acceptably at ambient temperature fail rapidly at elevated temperatures in the same environment. The effect of temperature is particularly critical for pitting and crevice corrosion. The critical pitting temperature (CPT) and critical crevice temperature (CCT) of an alloy define the temperature above which the passive film can no longer prevent localized attack in a standard test environment. For 316L stainless steel, the CPT in ferric chloride solution (ASTM G48) is approximately 15 – 25°C: effectively at or below room temperature in aggressive chloride. For super duplex 2507, the CPT exceeds 85°C. At high temperatures, the passive film of all CRAs eventually becomes thermodynamically unstable or kinetically inadequate to prevent attack. For high-temperature corrosion above approximately 500°C, oxidation and sulfidation mechanisms dominate, and alloys are selected based on oxide scale stability (alumina- or chromia-forming alloys) rather than aqueous passivity. Always evaluate CRA candidates at the maximum expected service temperature, not just ambient conditions.
7: What is the role of nitrogen in corrosion resistant alloys?
Nitrogen is one of the most cost-effective alloying additions for improving pitting and crevice corrosion resistance in austenitic and duplex stainless steels, contributing 16 units per weight percent to the PREN calculation, making it three to five times more effective than chromium on a per-weight basis. Nitrogen improves CRA performance through multiple mechanisms: it stabilizes the austenite phase (reducing the need for expensive nickel additions), increases yield strength through solid solution hardening (adding approximately 60 MPa per 0.1% N without reducing ductility), enhances repassivation kinetics after local passive film breakdown, and reduces the susceptibility to sensitization by slowing carbide precipitation kinetics. Modern superaustenitic stainless steels like 254 SMO (S31254) and AL-6XN contain 0.18 – 0.22% nitrogen, which contributes significantly to their PREN values above 40. In duplex alloys, nitrogen is essential for maintaining the austenite-ferrite phase balance and preventing chromium nitride precipitation during welding. The maximum nitrogen content is limited by its solubility in the melt during production and the tendency for porosity in castings and welds at very high nitrogen levels.
8: What is the difference between passive and active corrosion behavior in CRAs?
Passive corrosion behavior means the alloy maintains a stable protective oxide film with a very low corrosion rate, while active corrosion behavior means the oxide film has broken down and the metal is dissolving at a high rate: the transition between these states (the passive-to-active transition) represents the most critical boundary in CRA service. All chromium-containing CRAs exist in one of three electrochemical states at any given potential in a corrosive environment: active (high corrosion rate), passive (low corrosion rate protected by oxide film), or transpassive (oxide film dissolves at very high oxidizing potentials, such as in highly concentrated nitric acid). The width of the passive range (the potential window over which the passive film is stable) and the current density in the passive state determine how reliably an alloy will remain passive in service. Alloying additions that widen the passive range or reduce the passive current density improve practical corrosion resistance. This is why molybdenum and tungsten are effective: they shift the active-to-passive transition to more aggressive conditions and reduce passive current density, making it harder for the environment to drive the alloy into active dissolution.
9: Are corrosion resistant alloys also heat resistant?
Corrosion resistance and heat resistance (oxidation resistance at elevated temperatures) are related but distinct properties: many CRAs are heat resistant, but the mechanisms differ, and some excellent ambient-temperature CRAs have poor high-temperature oxidation resistance, and vice versa. At ambient temperatures, corrosion resistance depends on aqueous passive film stability. At elevated temperatures above approximately 500°C, the relevant mechanism is gaseous oxidation (dry corrosion), where resistance depends on whether the alloy forms a slow-growing, adherent, and self-healing oxide scale. Chromia-forming alloys (Cr₂O₃ scale: most stainless steels and Ni-Cr alloys) provide good oxidation resistance up to approximately 900 – 1100°C. Alumina-forming alloys (Al₂O₃ scale: MCrAlY coatings, some superalloys) provide superior oxidation resistance above 1000°C. Hastelloy X and Inconel 625 are examples of alloys qualified for both aqueous corrosion service and elevated temperature oxidation resistance. However, Hastelloy B3, which is an outstanding aqueous reducing acid alloy, has essentially no high-temperature oxidation resistance because it contains almost no chromium. Always evaluate high-temperature performance separately from ambient corrosion resistance.
10: How do I know if a CRA is the right choice versus using a protective coating on carbon steel?
CRAs are generally preferable over coated carbon steel for internal corrosion protection in dynamic or high-pressure systems, elevated temperatures, abrasive environments, or anywhere where coating failure would be catastrophic: coatings are more appropriate for external atmospheric protection, low-pressure tanks, and large surface area applications where coating maintenance is practical and cost-effective. The fundamental weakness of any protective coating is that it is a barrier system that fails if breached: once a pinhole or mechanical damage exposes the underlying carbon steel, the corrosion rate at the damaged site can be extremely high due to galvanic effects between the small exposed steel area and the large cathodic coating area. CRAs do not have this failure mode: if a CRA surface is scratched, the passive film reforms spontaneously. Key criteria favoring CRA over coated carbon steel: process temperature above 80°C (most organic coatings degrade), internal fluid velocity above 3 m/s (erosion risk to coating), high-pressure systems where coating adhesion may be compromised by pressure cycling, pharmaceutical and food-grade applications where coating particle contamination is unacceptable, and any application where consequence of failure is safety-critical. Criteria favoring coated carbon steel: very large surface areas (external tank bottom, pipelines), low process temperature, static or very low velocity service, and budget-constrained projects with accessible maintenance programs.
Conclusion: Applying CRA Knowledge to Real Engineering Decisions
Corrosion resistant alloys represent one of the most consequential material selection decisions in industrial engineering. The cost of selecting inadequately, whether by under-specifying a grade that fails prematurely or over-specifying an expensive alloy where a lower-tier option would perform equally well, is measured in equipment failures, production losses, safety incidents, and wasted capital.
The framework for sound CRA selection begins with a thorough characterization of the corrosive environment and works systematically through alloy family screening, PREN evaluation for chloride environments, corrosion rate data review, fabricability assessment, and lifecycle cost analysis. No shortcut in this process reliably produces optimal results.
Key takeaways from this technical review:
- The passive film mechanism is the foundation of all chromium-containing CRA performance.
- PREN is a useful screening tool, not a complete performance predictor.
- Temperature dramatically affects corrosion rate: always evaluate at maximum service temperature.
- No single alloy excels in all environments: match the alloy family to the dominant corrosion mechanism.
- Lifecycle cost, not initial material cost, is the economically rational basis for CRA selection.
- Laboratory corrosion testing and field data from analogous service are the most reliable performance predictors.
Ready to Source the Right Corrosion Resistant Alloy?
MWalloys stocks and supplies the full range of CRA product families including austenitic and duplex stainless steels, Hastelloy C276 and C22, Inconel 625, Monel 400, titanium Grade 2 and Grade 7, and specialty alloys in plate, sheet, bar, pipe, tube, fittings, and flanges.
Our technical team provides:
- Application-specific alloy selection consultation
- Full EN 10204 Type 3.1 and 3.2 material test certificates
- PMI verification on request
- Custom cutting and processing
- Competitive pricing with quick-turn delivery from stock
Contact MWalloys today to discuss your specific corrosive service requirements. Submit a technical inquiry through our website or reach our engineering sales team directly for same-day response on standard product forms.
Verified and Authoritative Sources
- ASM International – ASM Handbook, Volume 13A: Corrosion: Fundamentals, Testing, and Protection. ASM International, Materials Park, Ohio. ISBN 978-0-87170-705-5.
- ASM International – ASM Handbook, Volume 13B: Corrosion: Materials. ASM International. ISBN 978-0-87170-707-9.
- ASM International – ASM Handbook, Volume 13C: Corrosion: Environments and Industries. ASM International. ISBN 978-0-87170-709-3.
- NACE International (now AMPP) – NACE MR0175 / ISO 15156: Petroleum and Natural Gas Industries – Materials for Use in H₂S-Containing Environments in Oil and Gas Production. Parts 1, 2, and 3.
- ASTM International – ASTM G48: Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution.
- ASTM International – ASTM A240/A240M: Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and General Applications.
- Haynes International – Hastelloy C-276 Alloy Technical Brochure (H-2002E); Hastelloy C-22 Alloy Technical Brochure (H-2019C).
- Schweitzer, P.A. – Corrosion Engineering Handbook, 2nd Edition (3-volume set). CRC Press. ISBN 978-0-8493-8234-2.
- Fontana, M.G. – Corrosion Engineering, 3rd Edition. McGraw-Hill. ISBN 978-0-07-021463-7.
- Revie, R.W., Uhlig, H.H. – Corrosion and Corrosion Control: An Introduction to Corrosion Science and Engineering, 4th Edition. Wiley-Interscience. ISBN 978-0-471-73279-2.
- ISO 21457:2010 – Petroleum, Petrochemical and Natural Gas Industries – Materials Selection and Corrosion Control for Oil and Gas Production Systems. International Organization for Standardization.
- European Federation of Corrosion (EFC) Publications – Various technical reports on corrosion resistant alloy selection for oil and gas production.
- ASME Boiler and Pressure Vessel Code, Section II – Part A (Ferrous Materials) and Part B (Nonferrous Materials): Material Specifications for Pressure Vessel Construction.
- Titanium Information Group (TIG) – Titanium in Industrial Applications: A Technical Reference.
- Peckner, D., Bernstein, I.M. – Handbook of Stainless Steels. McGraw-Hill. ISBN 978-0-07-049147-7.
- EEMUA Publication 194 – Guidelines for Materials Selection and Corrosion Control for Subsea Oil and Gas Production Equipment. Engineering Equipment and Materials Users Association, London.
