Eine korrosionsbeständige Legierung (CRA) ist ein metallischer Werkstoff, der so konstruiert ist, dass er chemischer oder elektrochemischer Zersetzung in aggressiven Umgebungen standhält, in denen herkömmlicher Kohlenstoffstahl oder Weichstahl bereits nach Monaten oder sogar Wochen versagen würde. CRAs erreichen diesen Schutz durch gezielte Legierung mit Elementen wie Chrom, Nickel, Molybdän und Titan, die stabile passive Oxidschichten bilden oder das elektrochemische Verhalten der Metalloberfläche verändern. Bei MWalloys beliefern wir täglich Ingenieure aus den Bereichen Öl und Gas, chemische Verarbeitung, Schifffahrt und Pharmazie mit CRAs, und der häufigste Fehler, den wir beobachten, ist die Auswahl einer CRA nach dem Preis statt nach der Eignung für die jeweilige Umgebung.
Was genau ist eine korrosionsbeständige Legierung und wie funktioniert sie auf molekularer Ebene?
Eine korrosionsbeständige Legierung ist definiert als jedes metallische Material, das seine strukturelle Integrität und Maßhaltigkeit beibehält, wenn es korrosiven Medien ausgesetzt ist, darunter Säuren, Laugen, Chloridlösungen, Schwefelwasserstoff, Meerwasser sowie oxidierende oder reduzierende Gase bei hohen Temperaturen. Diese Definition ist eher praktischer als absoluter Natur: Kein Werkstoff ist unter allen Bedingungen vollständig korrosionsbeständig, doch korrosionsbeständige Legierungen widerstehen dem Korrosionsangriff so langsam, dass sie eine wirtschaftlich tragbare Lebensdauer gewährleisten.

Der passive Filmmechanismus
Das wichtigste Konzept in der CRA-Metallurgie ist der Passivfilm. Wird Eisen Chrom in Konzentrationen von mehr als etwa 10,5 Gewichtsprozent beigemischt, bildet die Legierung bei Kontakt mit Sauerstoff oder Feuchtigkeit spontan eine dünne (2 bis 5 Nanometer dicke) Chromoxidschicht (Cr₂O₃) auf ihrer Oberfläche. Diese Schicht ist:
- Selbstreparierend: Bei mechanischen Beschädigungen durch Kratzer oder Abrieb regeneriert sich die Schicht in Gegenwart von Sauerstoff innerhalb von Millisekunden.
- Elektrisch ohmsch: Es wirkt als Barriere für den Elektronentransfer, der die treibende Kraft für die elektrochemische Korrosion darstellt.
- Chemisch stabil: Das Oxid ist über einen weiten pH-Bereich hinweg und in vielen aggressiven Medien thermodynamisch stabil.
- So dünn, dass es durchsichtig ist: Es hat keinerlei Auswirkungen auf das Aussehen oder die Maßhaltigkeit des Metalls.
Dieser Passivschichtmechanismus bildet die Grundlage aller chromhaltigen korrosionsbeständigen Werkstoffe, vom einfachsten Edelstahl der Güte 304 bis hin zu den hochentwickeltsten Nickel-Superlegierungen. Die Legierungszusätze Molybdän, Nickel, Stickstoff, Wolfram und anderer Elemente dienen dazu, den Bereich der Bedingungen zu erweitern, unter denen diese Passivschicht stabil und intakt bleibt.
Elektrochemische Grundlagen der Korrosionsbeständigkeit
Aus elektrochemischer Sicht ist Korrosion eine Oxidations-Reduktions-Reaktion. Metallatome an der Oberfläche geben Elektronen ab (Oxidation, die anodische Reaktion), während eine oxidierende Substanz in der Umgebung diese Elektronen aufnimmt (Reduktion, die kathodische Reaktion). Korrosionsbeständige Werkstoffe (CRAs) widerstehen diesem Prozess durch verschiedene Mechanismen:
| Mechanismus | So funktioniert es | Entscheidende Legierungselemente |
|---|---|---|
| Passive Filmbildung | Eine stabile Oxidschicht blockiert den Ionentransport | Chrom (Cr), Aluminium (Al), Silizium (Si) |
| Verhalten von Edelmetallen | Ein hohes natürliches Elektrodenpotential verringert die thermodynamische Triebkraft | Platin (Pt), Gold (Au), Nickel (Ni) teilweise |
| Härtung durch Mischkristallbildung | Legierungselemente verringern die Oberflächenreaktivität | Molybdän (Mo), Wolfram (W) |
| Wirkung des kathodischen Korrosionsschutzes | Ein höherer Ni-Gehalt verschiebt das Korrosionspotential | Nickel (Ni) |
| Stabilisierung der Korngrenzen | Verhindert interkristalline Korrosion | Titan (Ti), Niob (Nb), geringer Kohlenstoffgehalt (C) |
| Repassivierung der Gruben | Die Passivschicht regeneriert sich nach einem lokalen Durchschlag rasch. | Stickstoff (N), Molybdän (Mo) |
Das Verständnis dieser Mechanismen hilft zu erklären, warum keine einzelne CRA-Legierung in jeder Hinsicht überlegen ist. Jede Legierungsfamilie optimiert eine andere Kombination dieser Mechanismen, wodurch sie in bestimmten korrosiven Umgebungen wirksam ist, in anderen jedoch nicht unbedingt.
Was sind die wichtigsten Korrosionsarten, denen CRAs standhalten müssen?
Bevor man sich für einen bestimmten Korrosionsschutzwerkstoff entscheidet, muss unbedingt ermittelt werden, welche Art von Korrosion in der Einsatzumgebung die größte Gefahr darstellt. Unterschiedliche Korrosionsmechanismen erfordern unterschiedliche Legierungsstrategien, und ein Werkstoff, der sich bei einer bestimmten Art von Korrosion als hervorragend erweist, kann bei einer anderen Art von Korrosion schlechte Eigenschaften aufweisen.
Gleichmäßige (allgemeine) Korrosion
Bei der gleichmäßigen Korrosion kommt es zu einem gleichmäßigen Materialabtrag über die gesamte freiliegende Oberfläche. Sie ist die am besten vorhersehbare Form der Korrosion und lässt sich durch die Wahl eines Werkstoffs mit einer ausreichend niedrigen Korrosionsrate sowie durch die Einplanung eines angemessenen Korrosionszuschlags bei der Konstruktion bewältigen. Die Korrosionsrate wird in der Regel in mm/Jahr (Millimeter pro Jahr) oder in mil pro Jahr (mpy) angegeben.
| Korrosionsrate | Klassifizierung | Typisches Materialverhalten |
|---|---|---|
| < 0,1 mm/Jahr | Hervorragende Beständigkeit | Für den Langzeitbetrieb geeignet |
| 0,1 – 0,5 mm/Jahr | Gute Widerstandsfähigkeit | Zulässig unter Berücksichtigung der Korrosionszugabe |
| 0,5 – 1,0 mm/Jahr | Angemessener Widerstand | Kurze Lebensdauer; Upgrade in Betracht ziehen |
| > 1,0 mm/Jahr | Geringe Widerstandsfähigkeit | Das Material ist nicht geeignet |
Lochfraßkorrosion
Lochfraß ist eine lokal begrenzte Korrosionsform, bei der sich kleine Vertiefungen oder Löcher in der Metalloberfläche bilden; der Prozess wird häufig durch Oberflächenfehler, Einschlüsse oder Bereiche ausgelöst, an denen der Passivfilm lokal aufbricht. Lochfraß ist besonders gefährlich, da er die gesamte Wandstärke eines Bauteils durchdringen kann, während der Materialverlust im Inneren vernachlässigbar erscheint.
Die Hauptursache für Lochfraß bei den meisten industriellen korrosionsbeständigen Stählen ist das Chloridion (Cl⁻). Chlorid adsorbiert kompetitiv an der Oberfläche des Passivfilms, verdrängt dabei Sauerstoff und begünstigt den lokalen Abbau des Films. Die Lochfraßbeständigkeitszahl (PREN) ist die Standardgröße zur Einstufung der Beständigkeit von Legierungen gegen Chlorid-Lochfraß:
PREN = %Cr + 3,3 × (%Mo + 0,5 × %W) + 16 × %N
Ein höherer PREN-Wert steht für eine bessere Lochfraßbeständigkeit. Ein PREN-Wert über 40 gilt allgemein als Schwellenwert für den Einsatz in Meerwasser und anderen aggressiven chloridhaltigen Umgebungen.
Spaltkorrosion
Spaltkorrosion tritt in geometrisch begrenzten Räumen auf (Dichtungsflächen, Gewindeverbindungen, Rohr-Rohrboden-Verbindungen), in denen die stehende Lösung lokal angesäuert wird und sauerstoffarm wird. Die beengte Geometrie verhindert, dass frische Lösung den Passivfilm wiederherstellt. Spaltkorrosion setzt typischerweise bei niedrigeren Temperaturen und geringeren Chloridkonzentrationen ein als Lochfraßkorrosion bei derselben Legierung.
Spannungsrisskorrosion (SCC)
SCC ist ein Sprödbruchmechanismus, für dessen Entstehung drei Bedingungen gleichzeitig erfüllt sein müssen: ein anfälliger Werkstoff, eine Zugspannung (aufgebracht oder restlich) und eine bestimmte korrosive Umgebung. Das häufigste SCC-Szenario bei technischen Legierungen ist das Chlorid-SCC bei austenitischen rostfreien Stählen. Ein Nickelgehalt von über etwa 40% bietet eine hohe Beständigkeit gegen Chlorid-SCC, was ein Hauptgrund dafür ist, dass in chloridreichen Umgebungen hochnickelhaltige Legierungen (Hastelloy, Inconel, Monel) vorgeschrieben werden.
Intergranulare Korrosion
Interkristalline Korrosion (IGC) greift die Korngrenzen einer Legierung an, in der Regel nach einer Sensibilisierung während des Schweißens oder einer unsachgemäßen Wärmebehandlung. Bei austenitischen Edelstählen tritt eine Sensibilisierung auf, wenn sich Kohlenstoff an den Korngrenzen mit Chrom verbindet und Chromkarbide bildet, wodurch die angrenzenden Bereiche unter den für die Passivität erforderlichen Schwellenwert von 10,51 TP3T absinken. Kohlenstoffarme Sorten (304L, 316L) und stabilisierte Sorten (321, 347) wurden speziell entwickelt, um dieses Risiko auszuschließen.
Galvanische Korrosion
Galvanische Korrosion tritt auf, wenn zwei unterschiedliche Metalle in Gegenwart eines Elektrolyten elektrisch miteinander verbunden werden. Das weniger edle Metall (Anode) korrodiert dabei bevorzugt. Die galvanische Reihe ordnet Metalle nach ihrem Elektrodenpotential in Meerwasser:
| Metall/Legierung | Position in der galvanischen Reihe | Verhalten in Verbindung mit edleren Metallen |
|---|---|---|
| Magnesiumlegierungen | Am aktivsten (anodisch) | Korrodiert schnell |
| Zink | Aktiv | Opferanode für Stahl |
| Aluminium-Legierungen | Aktiv | Korrodiert mäßig |
| Kohlenstoffstahl / Gusseisen | Aktiv | Mäßige Korrosion |
| Edelstahl 304 (aktiv) | Mäßig aktiv | Korrodiert, wenn der Passivfilm verloren geht |
| Edelstahl 316 (passiviert) | Edel | Geschützt |
| Titan | Sehr edel | Stark kathodisch; beschleunigt den galvanischen Korrosionsangriff auf gekoppelte Metalle |
| Platin, Gold | Am edelsten (kathodisch) | Geschützt; beschleunigt den Angriff auf gekoppelte Metalle |
Erosion, Korrosion und Kavitation
Bei der Erosionskorrosion kommt es zu einer Kombination aus dem mechanischen Abtrag des Schutzfilms und der chemischen Auflösung der freigelegten Metalloberfläche. Dieses Phänomen tritt häufig in Systemen mit hohen Strömungsgeschwindigkeiten, bei Pumpenlaufrädern und in Rohrbögen auf, durch die abrasive Schlämme geleitet werden. Für den Einsatz unter Erosionskorrosionsbedingungen ausgewählte korrosionsbeständige Werkstoffe (CRAs) müssen Korrosionsbeständigkeit mit ausreichender Härte oder Zähigkeit kombinieren, um mechanischen Schäden am Schutzfilm standzuhalten.
Was sind die wichtigsten Gruppen korrosionsbeständiger Legierungen?
Die CRA-Produktpalette umfasst mehrere Legierungssysteme. Jede Produktfamilie nimmt eine eigene Position im Preis-Leistungs-Spektrum ein und ist für bestimmte Korrosionsbedingungen optimiert.
Überblick über die wichtigsten CRA-Familien
| CRA-Familie | Unedles Metall | Wichtige Legierungselemente | Primäre Korrosionsbeständigkeit | Relative Kosten |
|---|---|---|---|---|
| Austenitische nichtrostende Stähle | Eisen | Cr, Ni, Mo, N | Allgemein, Chlorid (mäßig) | Niedrig |
| Duplex-Edelstähle | Eisen | Cr, Ni, Mo, N | Chlorid-Lochfraß, SCC, Allgemeines | Gering-Mäßig |
| Super-Duplex-Edelstähle | Eisen | Cr, Ni, Mo, N, W | Aggressives Chlorid, Meerwasser | Mäßig |
| Martensitische nichtrostende Stähle | Eisen | Cr, C | Allgemein (gering), Abnutzung | Niedrig |
| Ferritische rostfreie Stähle | Eisen | Cr, Mo, Ti | Allgemeines, SCC-Beständigkeit | Niedrig |
| Austauschhärtender rostfreier Stahl | Eisen | Cr, Ni, Cu, Al, Ti | Mäßige Korrosion + hohe Festigkeit | Mäßig |
| Nickel-Chrom-Molybdän-Legierungen | Nickel | Cr, Mo, W, Fe | Starke Säuren, oxidierend + reduzierend | Hoch |
| Nickel-Kupfer-Legierungen (Monel) | Nickel | Cu, Fe | HF, Meerwasser, reduzierende Säuren | Mäßig-hoch |
| Nickel-Chrom-Legierungen (Inconel) | Nickel | Cr, Fe, Nb | Hochtemperaturoxidation | Hoch |
| Titan-Legierungen | Titan | Al, V, Pd, Mo | Oxidierende Säuren, Meerwasser, feuchtes Chlor | Hoch |
| Zirkoniumlegierungen | Zirkonium | Sn, Nb | Konzentrierte Säuren, Nukleardienst | Sehr hoch |
| Kupferlegierungen (Cu-Ni) | Kupfer | Ni, Fe, Mn | Meerwasser, Beständigkeit gegen Biofouling | Mäßig |
| Aluminiumlegierungen (Marinequalität) | Aluminium | Mg, Si, Zn | Atmosphärisch, Meerwasser (mäßig) | Gering-Mäßig |
Inwiefern unterscheiden sich Edelstähle von anderen CRA-Kategorien?
Edelstähle sind Legierungen auf Eisenbasis, die mindestens 10,5% Chrom enthalten. Sie machen den größten Anteil und das breiteste Anwendungsspektrum innerhalb der Familie der korrosionsbeständigen Stähle (CRA) aus, und das Verständnis der Unterschiede zwischen den einzelnen Unterfamilien der Edelstähle ist für jeden Auswahlprozess bei korrosionsbeständigen Stählen von grundlegender Bedeutung.
Austenitische Edelstähle (300er-Serie)
Die austenitischen Edelstähle der 300er-Serie sind die weltweit am häufigsten verwendeten austenitischen Edelstähle. Ihre durch Nickel stabilisierte kubisch-flächenzentrierte (FCC) Kristallstruktur sorgt für hervorragende Umformbarkeit, Schweißbarkeit und Zähigkeit bei niedrigen Temperaturen.
| Klasse | UNS | Cr (%) | Ni (%) | Mo (%) | PREN | Schlüsselmerkmal |
|---|---|---|---|---|---|---|
| 304 | S30400 | 18-20 | 8-10.5 | - | ~18 | Allgemeiner Zweck, am häufigsten verwendet |
| 304L | S30403 | 18-20 | 8-12 | - | ~18 | Kohlenstoffarm, Beständigkeit gegen Schweißsensibilisierung |
| 316 | S31600 | 16-18 | 10-14 | 2-3 | ~24 | Verbesserte Chloridbeständigkeit |
| 316L | S31603 | 16-18 | 10-14 | 2-3 | ~24 | Kohlenstoffarm + Mo, Schweißanwendungen |
| 317L | S31703 | 18-20 | 11–15 | 3–4 | ~28 | Einsatz bei höheren Mo-, FGD- und Säurewerten |
| 321 | S32100 | 17-19 | 9–12 | - | ~17 | Ti-stabilisiert, für den Hochtemperaturbetrieb |
| 347 | S34700 | 17-19 | 9–13 | - | ~17 | Nb-stabilisiert, für den Hochtemperaturbetrieb |
| 904L | N08904 | 19–23 | 23-28 | 4–5 | ~36 | Hochlegiert, Schwefelsäure |
| 254 BBS | S31254 | 19.5–20.5 | 17.5–18.5 | 6–6.5 | ~43 | Superaustenitisch, Meerwasser |
| AL-6XN | N08367 | 20–22 | 23.5-25.5 | 6–7 | ~46 | Superaustenitisch, chloridreich |
Wir beobachten regelmäßig, dass Ingenieure bei MWalloys automatisch zu 316L greifen, obwohl 304L völlig ausreichen würde, und umgekehrt 316L in Meerwasser oder Umgebungen mit hohem Chloridgehalt spezifizieren, wo dessen PREN-Wert von 24 eindeutig unzureichend ist. Die Abstimmung der Stahlsorte auf die PREN-Anforderungen der Umgebung spart erhebliche Kosten, ohne die Zuverlässigkeit zu beeinträchtigen.
Duplex- und Super-Duplex-Edelstähle
Duplex-Edelstähle weisen eine Zweiphasen-Mikrostruktur auf, die zu etwa gleichen Anteilen aus Austenit und Ferrit besteht. Diese Mischstruktur vereint die Vorteile beider Phasen:
- Aus Ferrit: Höhere Streckgrenze (etwa doppelt so hoch wie bei vergleichbaren austenitischen Sorten), Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion.
- Aus Austenit: Gute Zähigkeit und Duktilität, Schweißbarkeit, Beständigkeit gegen Spaltkorrosion.
| Klasse | UNS | PREN | Streckgrenze (MPa) | Primäre Anwendung |
|---|---|---|---|---|
| 2101 (mageres Doppelhaus) | S32101 | ~26 | 450 | Konstruktiv, geringe Chloridbelastung |
| 2205 | S32205 | ~35 | 450 | Standard-Duplex, Offshore |
| 2507 (Super-Duplex) | S32750 | ~42 | 550 | Meerwasser, aggressives Chlorid |
| Zeron 100 | S32760 | ~41 | 550 | Offshore, Unterwasser |
| SAF 2906 | S32906 | ~41 | 620 | Einsatz bei hohen Temperaturen |
Super-Duplex-Stähle (PREN > 40) wurden speziell für Meerwasser-Fördersysteme auf Offshore-Öl- und Gasplattformen entwickelt, wo die Kombination aus hoher Chloridkonzentration, erhöhten Temperaturen (durch den Betrieb von Wärmetauschern) und Spaltgeometrien Bedingungen schafft, denen Standard-316L oder sogar 2205 nicht zuverlässig standhalten können.
Ferritische Edelstähle
Ferritische Sorten enthalten Chrom (10,5 – 30%), jedoch nur sehr wenig Nickel, wodurch sie eine kubisch-raumzentrierte (BCC) Kristallstruktur aufweisen. Ihre wichtigste Eigenschaft im Korrosionsbetrieb ist die nahezu vollständige Unempfindlichkeit gegenüber chloridinduzierter Spannungsrisskorrosion, wodurch sie sich für den Einsatz in Heißwasser und chloridhaltigen Medien eignen, in denen austenitische Stähle anfällig sind. Allerdings sind ihre Zähigkeit bei niedrigen Temperaturen und ihre Schweißbarkeit bei dickeren Querschnitten eingeschränkter.
Wichtige ferritische Stahlsorten für den Korrosionsschutz: 430 (S43000), 444 (S44400) und die Hochleistungs-ferritische Sorte 29-4C (S44735) mit PREN-Werten von über 40.
Was sind nickelbasierte CRAs und wann sind sie die richtige Wahl?
Legierungen auf Nickelbasis Sie gehören zur Spitzenklasse der kommerziellen CRA-Leistungen. Sie kommen zum Einsatz, wenn Edelstahl den Einsatzbedingungen nicht standhalten kann, wenn die Betriebstemperaturen die Belastungsgrenzen von Legierungen auf Eisenbasis überschreiten oder wenn die Folgen eines Versagens (ökologisch, sicherheitstechnisch, wirtschaftlich) die höheren Kosten rechtfertigen.
Nickel-Chrom-Molybdän-Legierungen (Ni-Cr-Mo)
Diese Legierungen vereinen die Beständigkeit gegenüber oxidierenden Säuren von Chrom mit der Beständigkeit gegenüber reduzierenden Säuren von Molybdän in einer nickellastigen Matrix, die für Grundstabilität und Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion sorgt.
| Legierung | UNS | Ni (%) | Cr (%) | Mo (%) | W (%) | Schlüssel Anwendung |
|---|---|---|---|---|---|---|
| Hastelloy C276 | N10276 | ~57 | 15.5 | 16 | 3.75 | Reduzierende Säuren, gemischte Umgebungen |
| Hastelloy C22 | N06022 | ~56 | 21 | 13.5 | 3.0 | Oxidierende Säuren, Rauchgasentschwefelung (FGD), Pharmabranche |
| Hastelloy C2000 | N06200 | ~59 | 23 | 16 | - | Umfassendster Korrosionsschutz für eine einzelne Legierung |
| Inconel 625 | N06625 | ~62 | 22 | 9 | - | Meerwasser, Ermüdung, Beschichtung |
| Legierung 59 | N06059 | ~59 | 23 | 16 | - | Einsatz in aggressiven Mischsäuren |
| Hastelloy B3 | N10675 | ~65 | 1.5 | 28.5 | 3.0 | Reines HCl, reduzierende Säuren |
Der entscheidende Unterschied zwischen Hastelloy C276 und C22 liegt in ihrem Verhalten in oxidierenden bzw. reduzierenden Umgebungen, worauf wir in unserem speziellen Vergleichsartikel „C276 vs. C22“ ausführlich eingehen. Hastelloy B3 nimmt eine völlig andere Position ein: Mit einem minimalen Chromanteil und einem sehr hohen Molybdänanteil ist es für rein reduzierende Säureumgebungen wie konzentrierte Salzsäure optimiert, in denen Chrom keinen Vorteil bietet und ein hoher Molybdänanteil maximale Leistung gewährleistet.
Nickel-Kupfer-Legierungen (Monel-Familie)
Monel-Legierungen enthalten 63 – 70% Nickel und 28 – 34% Kupfer. Der Kupferanteil sorgt für eine hervorragende Beständigkeit gegenüber Flusssäure (HF) und nicht oxidierenden Säuren, während die hohe Nickelbasis Korrosionsbeständigkeit gegenüber Meerwasser und Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion gewährleistet.
| Legierung | UNS | Tonart | Primäre Stärke | Begrenzung |
|---|---|---|---|---|
| Monel 400 | N04400 | 67Ni-31,5Cu | HF, Meerwasser, reduzierende Säuren | Oxidierende Säuren |
| Monel K500 | N05500 | 65Ni-30Cu-2,7Al | Hohe Festigkeit + Korrosionsbeständigkeit von Monel 400 | Ausglühen erforderlich |
Monel 400 ist eine der wenigen Legierungen, die Fluorwasserstoffsäure in den meisten Konzentrationen und bei den meisten Temperaturen standhalten. Dadurch ist es in Anlagen zur HF-Alkylierung, in Systemen zur Handhabung von Fluorwasserstoffsäure und bei der Verarbeitung von Uranhexafluorid praktisch unersetzlich.
Nickel-Chrom (Inconel-Familie)
Die Bezeichnung „Inconel“ umfasst eine Reihe von Ni-Cr-Legierungen mit unterschiedlichen Zusätzen. Legierungen dieser Familie sind häufig sowohl hinsichtlich ihrer mechanischen Eigenschaften bei hohen Temperaturen als auch hinsichtlich ihrer Korrosionsbeständigkeit optimiert:
| Legierung | UNS | Primäre Korrosionsbeständigkeit | Primäre Temperaturkapazität |
|---|---|---|---|
| Inconel 600 | N06600 | Oxidierende Säuren, Hochtemperaturoxidation | 1175°C |
| Inconel 625 | N06625 | Meerwasser, Lochfraß, Ermüdung | 980°C |
| Inconel 718 | N07718 | Mäßige Korrosion + hohe Festigkeit | 705 °C (festigkeitsbegrenzt) |
| Inconel 690 | N06690 | Salpetersäure, Kernkraft-Dampferzeuger | 980°C |
Wie werden Titan- und Zirkoniumlegierungen als korrosionsbeständige Werkstoffe eingesetzt?
Titan und Zirkonium sind spezielle CRA-Werkstoffe, die einzigartige Leistungsnischen besetzen. Beide sind im Vergleich zu rostfreien Stählen extrem teuer, bieten jedoch in bestimmten Umgebungen eine Korrosionsbeständigkeit, mit der keine Eisen- oder Nickellegierung mithalten kann.
Titanlegierungen im korrosiven Einsatz
Titan bildet einen äußerst stabilen TiO₂-Passivfilm, der thermodynamisch gesehen über einen breiteren Bereich oxidierender Bedingungen hinweg stabiler ist als der Cr₂O₃-Film auf Edelstahl. Wesentliche Vorteile hinsichtlich der Korrosionsbeständigkeit:
- Im Wesentlichen korrosionsbeständig in Meerwasser bei allen Temperaturen bis zu etwa 260 °C.
- Hervorragende Beständigkeit gegenüber feuchtem Chlorgas und Natriumhypochlorit (Chlorchemie).
- Hervorragende Beständigkeit gegenüber oxidierenden Säuren, einschließlich Salpetersäure und Chromsäure.
- Unempfindlich gegenüber Chlorid-Lochfraß und Spaltkorrosion unter den meisten in der Praxis auftretenden Meerwasserbedingungen.
- Beständig gegen Erosionskorrosion in Meerwasser mit hoher Strömungsgeschwindigkeit.
| Titan-Güteklasse | UNS | Tonart | Erstantrag bei der CRA |
|---|---|---|---|
| Klasse 1 | R50250 | Reines Titan (99,51 TP3T) | Schwachsäuren, allgemeine Chemie |
| Klasse 2 | R50400 | Reines Titan (99,2%) | Die gängigste Industriequalität |
| 7. Klasse | R52400 | Ti-0,15Pd | Verbesserte Beständigkeit gegen reduzierende Säuren |
| Klasse 12 | R53400 | Ti-0,3Mo-0,8Ni | Leicht reduzierend, Spaltkorrosion |
| 16. Klasse | R52402 | Ti-0,05Pd (geringerer Pd-Gehalt) | Kostengünstige Alternative zur Güteklasse 7 |
| Güteklasse 23 (Ti-6Al-4V ELI) | R56407 | Ti-6Al-4V | CRA für die Bereiche Biomedizin und Luft- und Raumfahrt |
Durch die Zugabe geringer Mengen an Palladium (Güteklasse 7) oder Molybdän und Nickel (Güteklasse 12) wird die Beständigkeit von Titan in schwach reduzierenden Säureumgebungen, in denen reine Titansorten korrodieren, erheblich erweitert, wodurch sich seine industrielle Anwendbarkeit bei moderaten Mehrkosten deutlich vergrößert.
Zirkoniumlegierungen im korrosiven Einsatz
Zirkonium ist der korrosionsbeständigste handelsübliche Konstruktionswerkstoff in konzentrierten Säuren, insbesondere:
- Konzentrierte Schwefelsäure mit einer Konzentration von bis zu 70% und hohe Temperaturen, bei denen selbst hochnickelhaltige Legierungen korrodieren.
- Konzentrierte Salzsäure bei erhöhten Temperaturen.
- Konzentrierte Salpetersäure in allen Konzentrationen.
- Kühlwasser von Kernreaktoren (wo Zirkoniumlegierungen aufgrund ihres geringen Neutronenabsorptionsquerschnitts in Verbindung mit einer hervorragenden Korrosionsbeständigkeit gegenüber Wasser das Standardmaterial für die Hüllrohre sind)
| Zirkoniumlegierung | UNS | Hauptverwendungszweck | Wesentliche Einschränkung |
|---|---|---|---|
| Zr 702 (handelsüblich rein) | R60702 | Allgemeine chemische Dienstleistungen, konzentrierte Säuren | Kosten, sehr begrenzte Verfügbarkeit |
| Zr 705 | R60705 | Hochfeste Variante von Zr 702 | Wie oben |
| Zircaloy-2 | R60802 | Hüllrohre für Kernbrennstoffe | Ausschließlich nukleare Anwendungen |
| Zircaloy-4 | R60804 | Hüllrohre für Kernbrennstoffe | Ausschließlich nukleare Anwendungen |
Wärmetauscher und Reaktorbehälter aus Zirkonium werden in Anlagen für Essigsäure, Ameisensäure und konzentrierte Schwefelsäure eingesetzt, wo sich die Kosten aufgrund der außergewöhnlich langen Lebensdauer rechtfertigen. Es ist zu beachten, dass die Lieferzeiten und die Komplexität der Fertigung bei Anlagen aus Zirkonium wesentlich höher sind als bei Nickellegierungen oder Edelstählen.
Wie wählen Sie die richtige korrosionsbeständige Legierung für Ihre Anwendung aus?
Die Materialauswahl ist ein strukturierter technischer Prozess und keine reine Nachschlageaufgabe. Das folgende Rahmenkonzept spiegelt wider, wie wir bei MWalloys bei der Auswahl von CRA vorgehen, wenn wir gemeinsam mit unseren Kunden an anspruchsvollen Anwendungen arbeiten.
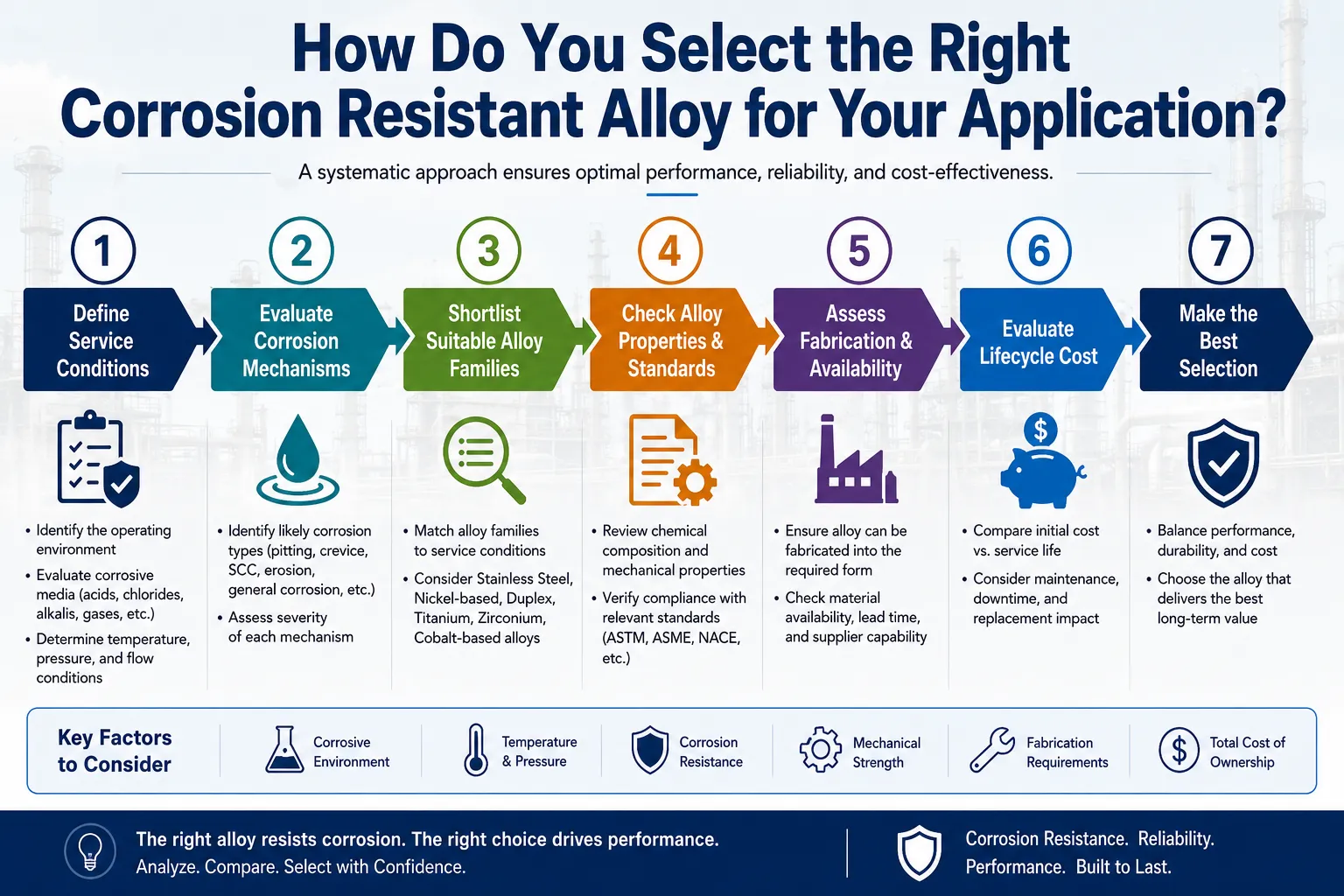
Schritt-für-Schritt-Rahmenkonzept zur Auswahl von CRA
Schritt 1: Die korrosive Umgebung umfassend charakterisieren
Die Umgebungsbeschreibung muss Folgendes umfassen:
- Chemische Zusammensetzung der Prozessflüssigkeit (alle Bestandteile, nicht nur der Hauptbestandteil)
- Konzentrationsbereiche für jede Spezies (Mindest-, Normal- und Störungsbedingungen)
- Temperaturbereich (Minimum, Normalwert, Maximum und vorübergehende Spitzenwerte)
- Druck
- Strömungsgeschwindigkeit und das Vorhandensein von Feststoffen oder abrasiven Stoffen.
- Ob das Milieu oxidierend oder reduzierend ist.
- pH-Bereich
- Konzentrationen von Halogenidionen (insbesondere Chlorid und Fluorid)
- Vorhandensein von H₂S (Sour-Betrieb) oder CO₂.
- Zyklische vs. kontinuierliche Exposition.
Schritt 2: Die größte Korrosionsgefahr ermitteln
Bestimmen Sie anhand der Umgebungscharakterisierung den wahrscheinlichsten Korrosionsmechanismus (gleichmäßige Korrosion, Lochfraß, Spaltkorrosion, Spannungsrisskorrosion, interkristalline Korrosion, galvanische Korrosion oder Erosionskorrosion). Daraus ergibt sich, welche Legierungseigenschaften am wichtigsten sind.
Schritt 3: Wenden Sie den PREN-Filter für chloridhaltige Umgebungen an
Wenn Chlorid in nennenswerten Konzentrationen vorliegt, berechnen Sie den erforderlichen Mindest-PREN-Wert:
| Serviceumgebung | Empfohlener Mindest-PREN |
|---|---|
| Süßwasser / sehr geringer Chloridgehalt (< 200 ppm) | > 18 |
| Küstenklima / mäßiger Chloridgehalt | > 25 |
| Meerwasser (Umgebungstemperatur) | > 32 |
| Meerwasser (erhöhte Temperatur, Spaltenbedingungen) | > 40 |
| Konzentrierte Sole, aggressives industrielles Chlorid | > 45 |
Schritt 4: Auswahl geeigneter Werkstoffe anhand von Korrosionsratenangaben
Veröffentlichte Daten zur Korrosionsrate (von Legierungsherstellern, aus NACE-Publikationen und aus begutachteten Korrosionsstudien) bieten einen Ausgangspunkt. Bei langfristigen baulichen Anwendungen sollte eine Korrosionsrate von unter 0,1 mm/Jahr angestrebt werden.
Schritt 5: Überprüfen Sie die Herstellbarkeit und Verfügbarkeit
Die korrosionsbeständigste Legierung, die sich unter den Projektvorgaben weder beschaffen, verarbeiten noch schweißen lässt, hat keinen praktischen Nutzen. Überprüfen Sie:
- Verfügbarkeit in den gewünschten Produktformen (Bleche, Rohre, Röhren, Stangen, Formstücke, Flansche)
- Schweißbarkeit unter Anwendung bewährter Verfahren.
- Vereinbarkeit der Vorlaufzeit mit dem Projektzeitplan.
- Verfügbarkeit qualifizierter Verarbeiter.
Schritt 6: Durchführung einer Lebenszykluskostenanalyse
Vergleichen Sie die Gesamtkosten über den gesamten Lebenszyklus mehrerer in Frage kommender Legierungen und nicht nur die anfänglichen Materialkosten. Berücksichtigen Sie dabei die erwartete Lebensdauer, die Wartungskosten, die Austauschhäufigkeit und die Folgen eines Ausfalls.
CRA-Auswahlmatrix nach Umgebungstyp
| Korrosive Umgebung | First Choice CRA | Alternative Option | Zu vermeidende Legierungen |
|---|---|---|---|
| Atmosphärisch (ländlich/städtisch) | EDELSTAHL 304 | EDELSTAHL 316 | Kohlenstoffstahl ohne Beschichtung |
| Atmosphärisch (Küsten-, Meeres-) | EDELSTAHL 316L | 2205 Doppelhaus | 304 SS (Lochfraßgefahr) |
| Seewasser (Umgebung) | 2507 Super-Duplex | Titan, Güteklasse 2 | 316L (unzureichender PREN-Wert) |
| Meerwasser (heiß, Spalte) | Titan, Güteklasse 2 | Legierung 625, C276 | Jeder Edelstahl < PREN 40 |
| Verdünnte H₂SO₄ (< 10%) | 316L, 904L | C276 | Kohlenstoffstahl, 304 |
| Konzentriertes H₂SO₄ (> 70%) | Legierung 20, Zr 702 | C276, 904L | Am meisten rostfrei (aktive Auflösung) |
| HCl (beliebige Konzentration, heiß) | Hastelloy B3, C276 | Ti-Güteklasse 7 | Komplett aus Edelstahl, Kohlenstoffstahl |
| HNO₃ (alle Konzentrationen) | 304L, 310L | C22, Titan der Güteklasse 2 | Hastelloy B-Sorten (ohne Cr) |
| HF-Säure | Monel 400 | Legierung 20 | Titan (reagiert mit HF) |
| H₂S / Einsatz in säurehaltiger Umgebung | C276, Maisonette 2205 | 316L, NACE-konform | Nicht stabilisierter hochfester Stahl |
| Nasschlor / Hypochlorit | Titan der Güteklasse 2, Titan der Güteklasse 7 | Hastelloy-C-Legierungen | Am meisten rostfrei |
| Gemischte Säure (oxidierend + reduzierend) | C22, C2000 | C276 | Für eine bestimmte Umgebung optimierte Güteklassen |
| Phosphorsäure | 316L, 904L | C276 | Kohlenstoffstahl |
Welche Branchenstandards und Spezifikationen gelten für die Auswahl von CRA?
Die Auswahl von CRA in regulierten Branchen ist nicht nur eine technische Angelegenheit, sondern auch eine Frage der Einhaltung von Vorschriften. Zahlreiche Normungsgremien veröffentlichen Spezifikationen, die festlegen, welche Legierungen für bestimmte Anwendungen zulässig sind.
Wichtige Normungsorganisationen und ihre CRA-Spezifikationen
| Normungsgremium | Zuständige Norm | Umfang |
|---|---|---|
| ASTM International | A240, A276, A312, B163, B265, B338 | Materialspezifikationen für Produktformen |
| ASME | Abschnitt II Teil A (SA-Reihe), Abschnitt VIII | Auslegung von Druckbehältern und Rohrleitungen |
| NACE International (AMPP) | MR0175 / ISO 15156 | Auswahl des Materials für die Säurebehandlung |
| API | API 6A, 6D, 17D | Bohrlochkopf, Ventil, Unterwasserausrüstung |
| ISO | ISO 15156, ISO 21457 | Ratingagenturen für die Säure- und Erdölindustrie |
| EN / DIN | EN 10088, EN 10216-5 | Europäische Normen für Edelstahl |
| AMS (SAE) | AMS 5596, AMS 5581, AMS 4928 | CRA-Spezifikationen für die Luft- und Raumfahrt |
| EEMUA | EEMUA 194 | CRA-Schweißrichtlinien für die Öl- und Gasindustrie |
Konformität mit NACE MR0175 / ISO 15156 für den Einsatz in sauren Umgebungen
In sauren Betriebsumgebungen (die H₂S enthalten) ist eine spezielle Werkstoffqualifizierung erforderlich, da H₂S in anfälligen Legierungen wasserstoffinduzierte Rissbildung (HIC) und sulfidinduzierte Spannungsrissbildung (SSC) begünstigt. NACE MR0175 / ISO 15156 Teil 3 behandelt korrosionsbeständige Werkstoffe (CRAs) für den Einsatz in sauren Betriebsumgebungen und legt Folgendes fest:
- Härtegrenzwerte für jede Legierungsfamilie.
- Anforderungen an die Wärmebehandlung.
- Einschränkungen bei der Kaltumformung
- Prüfanforderungen (SSC-Prüfung gemäß NACE TM0177, HIC-Prüfung gemäß NACE TM0284)
- Umweltgrenzwerte (H₂S-Partialdruck, Chloridgehalt, Temperatur, pH-Wert)
Sowohl Duplex-Edelstähle als auch Nickellegierungen erfordern gemäß dieser Norm eine spezifische Qualifizierung für den Einsatz in saurer Umgebung, wobei die geltenden Grenzwerte nicht allgemeingültig sind: Sie hängen von der jeweiligen Legierung, dem Wärmebehandlungszustand sowie der Kombination aus H₂S-Partialdruck, Temperatur und Chloridkonzentration in der Einsatzumgebung ab.
Welche tatsächlichen Kostenfolgen hat die Entscheidung für CRAs im Vergleich zu Kohlenstoffstahl?
Die Kosten spielen bei der Materialauswahl stets eine Rolle. Korrosionsbeständige Stähle (CRAs) sind zwar deutlich teurer als Kohlenstoffstahl, doch unter Berücksichtigung der Gesamtkosten über den gesamten Lebenszyklus hinweg spricht in korrosiven Umgebungen oft viel für den Einsatz von CRAs.
Vergleichstabelle für Materialkosten
| Material | Ungefähre Preisspanne (USD/kg, Platte) | Kostenindex im Vergleich zu Kohlenstoffstahl |
|---|---|---|
| Kohlenstoffstahl (A36) | $0,80 – $1,50 | 1.0× |
| Edelstahl 304 | $4,00 – $6,50 | ~5× |
| Edelstahl 316L | $5.50 - $8.00 | ~6× |
| Duplex 2205 | $8.00 – $12.00 | ~9× |
| Super-Duplex 2507 | $15.00 – $22.00 | ~15× |
| Hastelloy C276 | $38,00 – $55,00 | ~40× |
| Hastelloy C22 | $45,00 – $65,00 | ~50× |
| Inconel 625 | $42,00 – $60,00 | ~45× |
| Titan Grad 2 | $25,00 – $40,00 | ~25× |
| Zirkonium 702 | $150,00 – $250,00 | ~150× |
Die Preise gelten ab Mitte 2026 nur als Richtwerte und variieren erheblich je nach Marktbedingungen, Produktform und Auftragsvolumen.
Rahmenkonzept für die Lebenszykluskostenanalyse
Die wirtschaftliche Begründung für die Auswahl eines CRA basiert auf den Gesamtbetriebskosten über die gesamte Lebensdauer der Anlage. Zu den wichtigsten Variablen zählen:
| Kostenkomponente | Kohlenstoffstahl in korrosiven Umgebungen | Zuständige Steuerbehörde |
|---|---|---|
| Anfängliche Materialkosten | Niedrig | Hoch |
| Herstellungskosten | Niedrig | Mäßig bis hoch |
| Kosten für Beschichtung/Auskleidung | Erheblich (Innenauskleidung erforderlich) | Keine oder nur minimale |
| Erwartete Nutzungsdauer | 2–5 Jahre (mit Beschichtung) | 15 – 30+ Jahre |
| Jährliche Wartungskosten | Hoch (Beschichtungsprüfung, Reparatur) | Niedrig |
| Kosten durch ungeplante Ausfälle | Hoch (Prozessstörungen, Umwelt, Sicherheit) | Sehr gering (seltene Ereignisse) |
| Annualisierte Gesamtkosten | Oft höher als der CRA | Oft niedriger als bei beschichtetem Kohlenstoffstahl |
Nach unseren Erfahrungen bei MWalloys liegt der Punkt, ab dem CRA wirtschaftlicher ist als beschichteter Kohlenstoffstahl, in der Regel zwischen dem dritten und achten Betriebsjahr, abhängig von der Aggressivität des korrosiven Mediums und dem Wartungsaufwand des Beschichtungssystems.
Wie werden korrosionsbeständige Legierungen für den Einsatz in aggressiven Umgebungen geprüft und qualifiziert?
Labor- und Feldversuche zur Prüfung der Korrosionsbeständigkeit sind für die Materialqualifizierung in kritischen Anwendungen unerlässlich. Es gibt zahlreiche standardisierte Prüfverfahren, die jeweils auf unterschiedliche Korrosionsmechanismen abzielen.
Standardverfahren zur Korrosionsprüfung von korrosionsbeständigen Werkstoffen (CRAs)
| Test Standard | Methode | Korrosionsmechanismus untersucht | Typische Verwendung |
|---|---|---|---|
| ASTM G48, Methode A | Eintauchen in Eisen(III)-chlorid bei 22 °C | Entstehung von Lochfraß | Allgemeines Screening auf Lochfraß |
| ASTM G48, Methode C | Eisen(III)-chlorid, erhöhte Temperatur | Kritische Lochfraß-Temperatur (CPT) | CRA-Ranking für den Einsatz bei Chloridbelastung |
| ASTM G48, Methode D | Eisen(III)-chlorid mit Spaltanordnung | Kritische Spalttemperatur (CCT) | Wärmetauscher, Dichtungsverbindungen |
| ASTM A262 Praxis C | Siedende Salpetersäure (Huey-Test) | Interkristalline Korrosion / Sensibilisierung | Schweißnahtqualität, Überprüfung der Wärmebehandlung |
| ASTM G28, Methode A | Eisen(III)-sulfat + Schwefelsäure zum Kochen bringen | Interkristalline Korrosion (Nickellegierungen) | Zulassung von Ni-Cr-Mo-Legierungen |
| NACE TM0177 Methode A | H₂S / NACE-Lösung, Zugprüfung | Sulfid-Spannungsrissbildung (SSC) | Sour Service Qualifikation |
| NACE TM0177 Methode B | H₂S-/NACE-Lösung, doppelte Auskragung | Spannungsrisskorrosion | Sour Service Qualifikation |
| NACE TM0284 | Wasserstoffaufladung + metallografisch | Wasserstoffinduzierte Rissbildung (HIC) | Stahl für Rohrleitungen im Säurebereich |
| ASTM G61 | Potentiodynamischer Polarisationsscan | Lochfraßpotential, Repassivierung | Elektrochemisches Screening |
| ASTM G36 | Eintauchen in kochendes MgCl₂ | Chlorid SCC | Schnelluntersuchung von austenitischem Edelstahl |
| ISO 11846 | Eintauchen in eine Säure-/Salzlösung | Interkristalline Korrosion in Aluminiumlegierungen | CRA-Zertifizierung für Aluminium |
Positive Materialidentifikation (PMI) zur CRA-Überprüfung
Ein entscheidender Schritt der Qualitätskontrolle, der im Beschaffungsprozess oft übersehen wird, ist die Überprüfung, ob die gelieferten CRA-Werkstoffe der spezifizierten Legierung entsprechen. Verwechslungen zwischen optisch ähnlichen Legierungen (wie beispielsweise 316L und 304L oder Hastelloy C276 und C22) können zu katastrophalen Betriebsausfällen führen.
Zu den PMI-Methoden gehören:
- Röntgenfluoreszenz (XRF): Schnell, zerstörungsfrei, präzise bei den wichtigsten Legierungselementen; Standardwerkzeug für die Überprüfung vor Ort.
- Optische Emissionsspektrometrie (OES): Präziser als die RFA, erfasst leichte Elemente einschließlich Kohlenstoff; wird in der Regel im Labor oder in der Werkstatt eingesetzt.
- Nasschemische Analyse: Am genauesten, aber zeitaufwendig; wird für Zertifizierungsprüfungen verwendet.
Alle von MWalloys gelieferten CRA-Werkstoffe werden mit vollständigen Werksprüfzeugnissen gemäß EN 10204 Typ 3.1 geliefert, die eine vollständige chemische Analyse sowie Angaben zu den mechanischen Eigenschaften enthalten. Für kritische Anwendungen sind auf Anfrage Zertifikate vom Typ 3.2 mit unabhängiger Prüfung durch Dritte erhältlich.
Häufig gestellte Fragen: Wichtige Fragen zu korrosionsbeständigen Legierungen
1: Welches ist das korrosionsbeständigste Metall oder die korrosionsbeständigste Legierung, die im Handel erhältlich ist?
Platin und Gold sind die korrosionsbeständigsten Metalle, doch für praktische technische Anwendungen bieten mit Iridium beschichtete Bauteile, Zirkoniumlegierungen oder Titan-Palladium-Legierungen die höchste Korrosionsbeständigkeit unter realen Bedingungen zu erschwinglichen Kosten. Unter den handelsüblichen Konstruktionswerkstoffen ist die Zirkoniumlegierung Zr 702 widerstandsfähiger gegen korrosive Umgebungen als jede andere Alternative, einschließlich konzentrierter Salzsäure, konzentrierter Schwefelsäure und Salpetersäure in allen Konzentrationen. Die extrem hohen Kosten von Zirkonium (etwa das 150-Fache von Kohlenstoffstahl) und die begrenzte Fertigungsinfrastruktur beschränken seinen Einsatz jedoch auf spezialisierte chemische Verarbeitungsprozesse, bei denen keine Alternative bestehen kann. Speziell für den Einsatz in Meerwasser ist Titan der Güteklasse 2 praktisch korrosionsbeständig und stellt den praktischen technischen Höhepunkt für Meeres- und Chloridumgebungen dar. Für gemischte Säureumgebungen (sowohl oxidierend als auch reduzierend) bieten Hastelloy C2000 oder Alloy 59 den breitesten Korrosionsschutz, der mit einer einzigen Legierung zu kommerziell realistischen Kosten erhältlich ist. Keine einzelne Legierung ist in jeder Kategorie unübertroffen: Die Antwort auf die Frage nach der "korrosionsbeständigsten" Legierung hängt immer von der jeweiligen Umgebung ab.
2: Was ist der Unterschied zwischen einer korrosionsbeständigen Legierung und einem korrosionsfesten Werkstoff?
Kein technischer Werkstoff ist wirklich korrosionsbeständig: Alle Metalle korrodieren in bestimmten Umgebungen mit einer gewissen Geschwindigkeit. Der Begriff "korrosionsbeständige Legierung" bedeutet, dass der Werkstoff unter definierten Bedingungen mit einer akzeptabel geringen Geschwindigkeit (typischerweise unter 0,1 mm/Jahr) korrodiert, nicht jedoch, dass er gegen jeglichen Angriff immun ist. Diese Unterscheidung ist in der Praxis von Bedeutung, da ein Werkstoff, der in einer Umgebung als korrosionsbeständig (CRA) eingestuft wird, in einer anderen Umgebung schnell versagen kann. So ist beispielsweise Titan der Güteklasse 2 in Meerwasser im Wesentlichen korrosionsbeständig, korrodiert jedoch schnell in Flusssäure. Hastelloy B3 ist gegenüber konzentrierter Salzsäure äußerst beständig, versagt jedoch schnell in oxidierenden Säuren. Der Begriff "korrosionsbeständig" muss stets mit der spezifischen Umgebung präzisiert werden, für die diese Beständigkeit gilt. Materialprüfungen, Daten zur Korrosionsrate und Praxiserfahrungen in vergleichbaren Umgebungen sind die einzigen verlässlichen Grundlagen für die Vorhersage des Verhaltens von korrosionsbeständigen Werkstoffen. Jede Spezifikation, die einen Werkstoff ohne Angabe der Umgebungsbedingungen als "universell korrosionsbeständig" beschreibt, sollte mit Skepsis betrachtet werden.
3: Wie funktioniert eine CRA-Verkleidung und wann ist sie eine bessere Option als eine massive CRA-Konstruktion?
Bei der CRA-Verkleidung wird eine dünne Schicht aus einer korrosionsbeständigen Legierung (in der Regel 1,5–3 mm dick) auf ein Substrat aus Kohlenstoffstahl aufgebracht. Dadurch werden die strukturelle Festigkeit und die geringen Kosten von Kohlenstoffstahl mit der Korrosionsbeständigkeit der CRA kombiniert, wodurch die Gesamtmaterialkosten im Vergleich zu einer Konstruktion aus massivem CRA um 40 bis 70% gesenkt werden. Die Beschichtung wird durch Walzschweißen, Explosionsschweißen oder Aufschweißung (Hartauftragschweißen) hergestellt. Sie wird vorgeschrieben, wenn die für die strukturelle Integrität erforderliche Wanddicke die für die Korrosionsbeständigkeit benötigte Wanddicke bei weitem übersteigt, was bei den meisten Druckbehältern, Lagertanks und Rohrleitungen mit großem Durchmesser der Fall ist. Die wichtigste Konstruktionsanforderung besteht darin, dass die Plattierungsschicht während der gesamten Lebensdauer ihre Integrität und Haftfestigkeit beibehält: Eine Ablösung der Plattierungsschicht kann gefährlicher sein als die Verwendung eines unplattierten Materials minderer Güte, da die Art des Versagens unvorhersehbar ist. Die Normen ASTM B898 und ASME SB-898 regeln die Spezifikationen für plattierte Bleche, während ASME Abschnitt IX die Qualifizierung von Verfahren zur Aufschweißbeschichtung behandelt. Eine Plattierung ist nicht geeignet, wenn der darunterliegende Kohlenstoffstahl an irgendeiner Stelle (Schnittkanten, Stutzenöffnungen) ohne zusätzlichen Korrosionsschutz freiliegen würde.
4: Kann Edelstahl als echte korrosionsbeständige Legierung für den Einsatz in Meerwasser angesehen werden?
Herkömmliche austenitische Edelstähle (304, 316L) sind für den langfristigen Einsatz in Meerwasser nicht geeignet und sollten für diese Anwendung nicht vorgesehen werden: Nur Super-Duplex-Stähle (PREN > 40) oder Titanlegierungen bieten eine zuverlässige Leistungsfähigkeit in Meerwasser sowohl bei Umgebungstemperatur als auch bei erhöhten Temperaturen. Die Korrosion von Edelstahl 316L in Meerwasser ist gut dokumentiert: In Meerwasser bei Umgebungstemperatur kommt es bei 316L innerhalb von Monaten bis zu einigen Jahren Betriebszeit zu Spaltkorrosion an Dichtungsflächen und an den Verbindungsstellen zwischen Rohren und Rohrboden. Bei erhöhten Temperaturen (über 35 °C) kann es auch auf freien Oberflächen zu Lochfraß kommen. Der PREN-Wert von 316L (ca. 24) liegt deutlich unter dem allgemein anerkannten Schwellenwert von 32–40, der für einen zuverlässigen Einsatz in Meerwasser erforderlich ist. Duplex 2205 (PREN ~35) schneidet besser ab, birgt jedoch in warmem Meerwasser weiterhin das Risiko von Spaltkorrosion. Super-Duplex 2507 (PREN ~42) und Titan der Güteklasse 2 stellen die minimal akzeptablen Standards für kritische Meerwasseranlagen dar. Dies ist ein häufig missverstandener Punkt, der zu zahlreichen kostspieligen Ausfällen in Entsalzungs-, Offshore- und Schiffsanlagen geführt hat.
5: Was bedeutet PREN und wie verwende ich diesen Wert bei der Auswahl einer CRA?
PREN (Pitting Resistance Equivalent Number) ist ein berechneter Index, der die relative Beständigkeit einer Legierung gegenüber chloridinduzierter Lochkorrosion einstuft, wobei höhere Werte eine bessere Beständigkeit anzeigen. Die Standardformel lautet: PREN = %Cr + 3,3 × (%Mo + 0,5 × %W) + 16 × %N. PREN ist ein nützliches Screening-Instrument, weist jedoch erhebliche Einschränkungen auf. Es basiert ausschließlich auf der Zusammensetzung und berücksichtigt weder die Mikrostruktur noch den Wärmebehandlungszustand, die Oberflächenbeschaffenheit oder die spezifische chemische Zusammensetzung der Einsatzumgebung. Zwei Legierungen mit identischen PREN-Werten können sich in der Praxis unterschiedlich verhalten, wenn ihre Passivschichten unterschiedliche Stabilitätseigenschaften aufweisen. PREN sagt zudem nichts über das Verhalten in reduzierenden Säuren, Hochtemperaturumgebungen oder gemischten Medien aus, in denen oxidierende und reduzierende Spezies nebeneinander vorkommen. Verwenden Sie PREN als ersten Filter: Legierungen mit PREN-Werten, die deutlich unter dem für Ihre Umgebung erforderlichen Mindestwert liegen, können getrost ausgeschlossen werden, während Kandidaten mit ausreichendem PREN anhand von Korrosionsraten, Praxiserfahrungen und, falls erforderlich, standortspezifischen Labortests weiter bewertet werden sollten. Ein PREN-Wert über 40 gilt als allgemein anerkannter Schwellenwert für eine zuverlässige Lochfraßbeständigkeit in Meerwasser, ein Wert über 32 für moderate industrielle Chloridumgebungen.
6: Wie wirkt sich die Temperatur auf die Korrosionsbeständigkeit von korrosionsbeständigen Stählen (CRAs) aus?
Die Temperatur ist eine der wichtigsten Variablen, die die Leistungsfähigkeit von CRA beeinflussen: Die Korrosionsraten verdoppeln sich in der Regel mit jedem Temperaturanstieg um 10 °C, und viele CRA-Werkstoffe, die bei Umgebungstemperatur eine akzeptable Leistung erbringen, versagen bei erhöhten Temperaturen in derselben Umgebung schnell. Der Einfluss der Temperatur ist besonders entscheidend für Lochfraß und Spaltkorrosion. Die kritische Lochfraß-Temperatur (CPT) und die kritische Spaltkorrosions-Temperatur (CCT) einer Legierung definieren die Temperatur, ab der der Passivfilm in einer Standard-Prüfumgebung einen lokalen Angriff nicht mehr verhindern kann. Bei Edelstahl 316L liegt die CPT in Eisenchloridlösung (ASTM G48) bei etwa 15–25 °C: also effektiv bei oder unter Raumtemperatur in aggressivem Chlorid. Bei Super-Duplex 2507 liegt die CPT über 85 °C. Bei hohen Temperaturen wird der Passivfilm aller korrosionsbeständigen Stähle (CRAs) schließlich thermodynamisch instabil oder kinetisch unzureichend, um einen Angriff zu verhindern. Bei Hochtemperaturkorrosion oberhalb von etwa 500 °C dominieren Oxidations- und Sulfidierungsmechanismen, und die Auswahl der Legierungen erfolgt eher auf der Grundlage der Stabilität der Oxidschicht (aluminium- oder chromoxidbildende Legierungen) als auf der Grundlage der Passivität in wässrigen Lösungen. Bewerten Sie Kandidaten für korrosionsbeständige Stähle stets bei der maximal zu erwartenden Betriebstemperatur und nicht nur unter Umgebungsbedingungen.
7: Welche Rolle spielt Stickstoff in korrosionsbeständigen Legierungen?
Stickstoff ist einer der kostengünstigsten Legierungszusätze zur Verbesserung der Beständigkeit gegen Loch- und Spaltkorrosion bei austenitischen und Duplex-Edelstählen. Er trägt mit 16 Einheiten pro Gewichtsprozent zur PREN-Berechnung bei und ist damit auf Gewichtsbasis drei- bis fünfmal wirksamer als Chrom. Stickstoff verbessert die Leistungsfähigkeit von CRA durch verschiedene Mechanismen: Er stabilisiert die Austenitphase (wodurch der Bedarf an teuren Nickelzusätzen sinkt), erhöht die Streckgrenze durch Festlösungshärtung (Zuwachs von ca. 60 MPa pro 0,1% N ohne Beeinträchtigung der Duktilität), verbessert die Repassivierungskinetik nach lokalem Aufbrechen des Passivfilms und verringert die Anfälligkeit für Sensibilisierung durch Verlangsamung der Karbidausscheidungskinetik. Moderne superaustenitische rostfreie Stähle wie 254 SMO (S31254) und AL-6XN enthalten 0,18 – 0,22% Stickstoff, was maßgeblich zu ihren PREN-Werten von über 40 beiträgt. In Duplexlegierungen ist Stickstoff unerlässlich, um das Phasengleichgewicht zwischen Austenit und Ferrit aufrechtzuerhalten und die Ausscheidung von Chromnitrid während des Schweißens zu verhindern. Der maximale Stickstoffgehalt wird durch seine Löslichkeit in der Schmelze während der Herstellung sowie durch die Neigung zur Porenbildung in Gussteilen und Schweißnähten bei sehr hohen Stickstoffkonzentrationen begrenzt.
8: Was ist der Unterschied zwischen passivem und aktivem Korrosionsverhalten bei CRAs?
Unter passivem Korrosionsverhalten versteht man, dass die Legierung einen stabilen Schutzoxidfilm mit einer sehr geringen Korrosionsrate aufweist, während aktives Korrosionsverhalten bedeutet, dass der Oxidfilm zerstört ist und sich das Metall mit hoher Geschwindigkeit auflöst: Der Übergang zwischen diesen Zuständen (der Übergang von passiv zu aktiv) stellt die kritischste Grenze im Einsatz von korrosionsbeständigen Stählen (CRA) dar. Alle chromhaltigen CRAs liegen bei einem bestimmten Potential in einer korrosiven Umgebung in einem von drei elektrochemischen Zuständen vor: aktiv (hohe Korrosionsrate), passiv (niedrige Korrosionsrate, geschützt durch einen Oxidfilm) oder transpassiv (der Oxidfilm löst sich bei sehr hohen Oxidationspotentialen auf, wie beispielsweise in hochkonzentrierter Salpetersäure). Die Breite des Passivbereichs (das Potentialfenster, in dem der Passivfilm stabil ist) und die Stromdichte im passiven Zustand bestimmen, wie zuverlässig eine Legierung im Einsatz passiv bleibt. Legierungszusätze, die den Passivbereich erweitern oder die Passivstromdichte verringern, verbessern die praktische Korrosionsbeständigkeit. Aus diesem Grund sind Molybdän und Wolfram wirksam: Sie verschieben den Übergang vom aktiven in den passiven Zustand in aggressivere Bereiche und verringern die Passivstromdichte, wodurch es für die Umgebung schwieriger wird, die Legierung in eine aktive Auflösung zu treiben.
9: Sind korrosionsbeständige Legierungen auch hitzebeständig?
Korrosionsbeständigkeit und Hitzebeständigkeit (Oxidationsbeständigkeit bei erhöhten Temperaturen) sind zwar miteinander verbundene, aber dennoch unterschiedliche Eigenschaften: Viele korrosionsbeständige Stähle sind hitzebeständig, doch die Mechanismen unterscheiden sich, und manche Stähle, die bei Umgebungstemperatur eine hervorragende Korrosionsbeständigkeit aufweisen, haben eine schlechte Oxidationsbeständigkeit bei hohen Temperaturen – und umgekehrt. Bei Umgebungstemperaturen hängt die Korrosionsbeständigkeit von der Stabilität des wässrigen Passivfilms ab. Bei erhöhten Temperaturen über etwa 500 °C ist der maßgebliche Mechanismus die gasförmige Oxidation (Trockenkorrosion), wobei die Beständigkeit davon abhängt, ob die Legierung eine langsam wachsende, haftende und selbstheilende Oxidschicht bildet. Chromoxid bildende Legierungen (Cr₂O₃-Schicht: die meisten rostfreien Stähle und Ni-Cr-Legierungen) bieten eine gute Oxidationsbeständigkeit bis zu etwa 900–1100 °C. Aluminiumoxid bildende Legierungen (Al₂O₃-Schicht: MCrAlY-Beschichtungen, einige Superlegierungen) bieten eine hervorragende Oxidationsbeständigkeit oberhalb von 1000 °C. Hastelloy X und Inconel 625 sind Beispiele für Legierungen, die sowohl für den Einsatz in wässrigen Korrosionsumgebungen als auch für die Oxidationsbeständigkeit bei erhöhten Temperaturen geeignet sind. Hastelloy B3 hingegen, eine hervorragende Legierung für den Einsatz in wässrigen reduzierenden Säuren, weist praktisch keine Hochtemperatur-Oxidationsbeständigkeit auf, da es fast kein Chrom enthält. Bewerten Sie das Hochtemperaturverhalten stets getrennt von der Korrosionsbeständigkeit in der Umgebung.
10: Woran erkenne ich, ob eine CRA die richtige Wahl ist oder ob ich stattdessen eine Schutzbeschichtung auf Kohlenstoffstahl verwenden sollte?
CRAs sind im Allgemeinen gegenüber beschichtetem Kohlenstoffstahl für den inneren Korrosionsschutz in dynamischen oder Hochdrucksystemen, bei erhöhten Temperaturen, in abrasiven Umgebungen oder überall dort vorzuziehen, wo ein Versagen der Beschichtung katastrophale Folgen hätte: Beschichtungen eignen sich besser für den äußeren Schutz vor Witterungseinflüssen, für Niederdruckbehälter und für Anwendungen mit großer Oberfläche, bei denen die Instandhaltung der Beschichtung praktikabel und kosteneffizient ist. Die grundlegende Schwäche jeder Schutzbeschichtung besteht darin, dass es sich um ein Barrieresystem handelt, das versagt, sobald es durchbrochen wird: Sobald ein winziges Loch oder eine mechanische Beschädigung den darunterliegenden Kohlenstoffstahl freilegt, kann die Korrosionsrate an der beschädigten Stelle aufgrund galvanischer Effekte zwischen der kleinen freiliegenden Stahlfläche und der großen kathodischen Beschichtungsfläche extrem hoch sein. CRAs weisen diesen Versagensmodus nicht auf: Wird eine CRA-Oberfläche zerkratzt, bildet sich der Passivfilm spontan wieder. Wichtige Kriterien, die CRA gegenüber beschichtetem Kohlenstoffstahl begünstigen: Prozesstemperaturen über 80 °C (die meisten organischen Beschichtungen zersetzen sich), innere Strömungsgeschwindigkeit über 3 m/s (Erosionsrisiko für die Beschichtung), Hochdrucksysteme, bei denen die Haftfestigkeit der Beschichtung durch Druckwechsel beeinträchtigt werden kann, Anwendungen in der Pharma- und Lebensmittelindustrie, bei denen eine Verunreinigung durch Beschichtungspartikel inakzeptabel ist, sowie alle Anwendungen, bei denen die Folgen eines Versagens sicherheitskritisch sind. Kriterien, die für beschichteten Kohlenstoffstahl sprechen: sehr große Oberflächen (außenliegender Tankboden, Rohrleitungen), niedrige Prozesstemperatur, Betrieb bei statischer oder sehr geringer Strömungsgeschwindigkeit sowie Projekte mit begrenztem Budget und zugänglichen Wartungsprogrammen.
Fazit: Anwendung von CRA-Kenntnissen auf konkrete ingenieurtechnische Entscheidungen
Korrosionsbeständige Legierungen stellen eine der folgenreichsten Entscheidungen bei der Materialauswahl im Maschinenbau dar. Die Kosten einer ungeeigneten Materialauswahl – sei es durch die Wahl einer zu schwachen Güteklasse, die vorzeitig versagt, oder durch die Wahl einer teuren Legierung, obwohl eine kostengünstigere Alternative die gleiche Leistung erbringen würde – lassen sich in Anlagenausfällen, Produktionsausfällen, Sicherheitsvorfällen und verschwendetem Kapital bemessen.
Der Rahmen für eine fundierte Auswahl von korrosionsbeständigen Werkstoffen beginnt mit einer gründlichen Charakterisierung der korrosiven Umgebung und umfasst systematisch die Vorauswahl der Legierungsfamilien, die PREN-Bewertung für chloridhaltige Umgebungen, die Überprüfung der Korrosionsraten, die Beurteilung der Verarbeitbarkeit sowie die Lebenszykluskostenanalyse. In diesem Prozess führt keine Abkürzung zuverlässig zu optimalen Ergebnissen.
Die wichtigsten Erkenntnisse aus dieser technischen Überprüfung:
- Der Passivschichtmechanismus bildet die Grundlage für die Leistungsfähigkeit aller chromhaltigen CRA-Legierungen.
- PREN ist ein nützliches Screening-Instrument, jedoch kein vollständiger Leistungsprädiktor.
- Die Temperatur hat einen erheblichen Einfluss auf die Korrosionsrate: Führen Sie die Bewertung stets bei der maximalen Betriebstemperatur durch.
- Keine Legierung eignet sich für alle Umgebungsbedingungen gleichermaßen: Wählen Sie die Legierungsfamilie entsprechend dem vorherrschenden Korrosionsmechanismus aus.
- Die Lebenszykluskosten und nicht die anfänglichen Materialkosten bilden die wirtschaftlich sinnvolle Grundlage für die Auswahl von CRA.
- Korrosionsversuche im Labor und Felddaten aus vergleichbaren Einsatzbedingungen sind die zuverlässigsten Indikatoren für die Leistungsfähigkeit.
Sind Sie bereit, die richtige korrosionsbeständige Legierung zu beschaffen?
MWalloys führt und liefert das gesamte Sortiment der CRA-Produktfamilien, darunter austenitische und Duplex-Edelstähle, Hastelloy C276 und C22, Inconel 625, Monel 400, Titan der Güteklassen 2 und 7 sowie Speziallegierungen in Form von Platten, Blechen, Stangen, Rohren, Rohrformstücken und Flanschen.
Unser technisches Team bietet:
- Beratung zur anwendungsspezifischen Legierungsauswahl
- Vollständige Werkstoffprüfzeugnisse gemäß EN 10204 Typ 3.1 und 3.2
- PMI-Überprüfung auf Anfrage
- Maßgeschneiderte Zuschnitte und Weiterverarbeitung
- Wettbewerbsfähige Preise und schnelle Lieferung ab Lager
Kontaktieren Sie MWalloys noch heute um Ihre spezifischen Anforderungen im Bereich korrosiver Betriebsbedingungen zu besprechen. Senden Sie eine technische Anfrage über unsere Website oder wenden Sie sich direkt an unser technisches Vertriebsteam, um noch am selben Tag eine Antwort zu Standardproduktformen zu erhalten.
Geprüfte und maßgebliche Quellen
- ASM International – ASM-Handbuch, Band 13A: Korrosion: Grundlagen, Prüfung und Schutz. ASM International, Materials Park, Ohio. ISBN 978-0-87170-705-5.
- ASM International – ASM-Handbuch, Band 13B: Korrosion: Werkstoffe. ASM International. ISBN 978-0-87170-707-9.
- ASM International – ASM-Handbuch, Band 13C: Korrosion: Umgebungen und Industriezweige. ASM International. ISBN 978-0-87170-709-3.
- NACE International (jetzt AMPP) – NACE MR0175 / ISO 15156: Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen bei der Erdöl- und Erdgasförderung. Teile 1, 2 und 3.
- ASTM International – ASTM G48: Standardprüfverfahren zur Bestimmung der Beständigkeit von rostfreien Stählen und verwandten Legierungen gegen Lochfraß und Spaltkorrosion unter Verwendung einer Eisen(III)-chlorid-Lösung.
- ASTM International – ASTM A240/A240M: Norm für Platten, Bleche und Bänder aus Chrom- und Chrom-Nickel-Edelstahl für Druckbehälter und allgemeine Anwendungen.
- Haynes International – Technische Broschüre zur Legierung Hastelloy C-276 (H-2002E); Technische Broschüre zur Legierung Hastelloy C-22 (H-2019C).
- Schweitzer, P.A. – Handbuch der Korrosionstechnik, 2. Auflage (3-bändiges Werk). CRC Press. ISBN 978-0-8493-8234-2.
- Fontana, M.G. – „Corrosion Engineering“, 3. Auflage. McGraw-Hill. ISBN 978-0-07-021463-7.
- Revie, R.W., Uhlig, H.H. – Korrosion und Korrosionsschutz: Eine Einführung in die Korrosionswissenschaft und -technik, 4. Auflage. Wiley-Interscience. ISBN 978-0-471-73279-2.
- ISO 21457:2010 – Erdöl-, Petrochemie- und Erdgasindustrie – Werkstoffauswahl und Korrosionsschutz für Öl- und Gasförderanlagen. Internationale Organisation für Normung.
- Veröffentlichungen der Europäischen Korrosionsvereinigung (EFC) – Verschiedene technische Berichte zur Auswahl korrosionsbeständiger Legierungen für die Öl- und Gasförderung.
- ASME-Norm für Kessel und Druckbehälter, Abschnitt II – Teil A (Eisenwerkstoffe) und Teil B (Nichteisenwerkstoffe): Werkstoffspezifikationen für den Druckbehälterbau.
- Titanium Information Group (TIG) – Titan in industriellen Anwendungen: Ein technisches Nachschlagewerk.
- Peckner, D., Bernstein, I.M. – Handbuch der rostfreien Stähle. McGraw-Hill. ISBN 978-0-07-049147-7.
- EEMUA-Publikation 194 – Leitlinien zur Werkstoffauswahl und Korrosionsschutz für Unterwasseranlagen zur Öl- und Gasförderung. Engineering Equipment and Materials Users Association, London.
