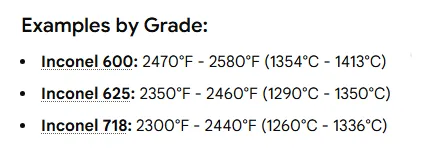
Inconel alloys melt over a high temperature range rather than at a single point. Typical nickel-chromium based grades used in industry show solidus temperatures roughly between 1,260°C and 1,350°C and liquidus temperatures up to about 1,336°C to 1,350°C, depending on the specific grade. For practical melting, welding, furnace charge, and casting work, treat Inconel 718, 625, and related alloys according to their published melting ranges and recommended processing windows to avoid hot cracking, unwanted phase formation, or excessive element loss.
What “melting temperature” means for superalloys
For complex nickel-based alloys, the phrase melting temperature does not refer to a single sharp number. Two technical points carry most weight: solidus is the temperature where the first liquid appears during heating, and liquidus is the temperature where the last solid dissolves into liquid. The span between them forms the alloy’s melting range. Practically, this range tells metallurgists and foundry operators how much overheating is needed to obtain a fully liquid charge without excessive evaporation or segregation. For Inconel family members, the melting range is high, and it must be treated with specific furnace regimes.
Quick reference: melting ranges for common Inconel grades
| Alloy | Typical solidus (°C) | Typical liquidus (°C) | Typical melting range (°C) |
|---|---|---|---|
| Inconel 718 | ~1,260 | ~1,336 | 1,260 – 1,336. Values reported 1,260 – 1,338. |
| Inconel 625 | ~1,290 | ~1,350 | 1,290 – 1,350. Reported melting range 1,290 – 1,349/1,350. |
| Inconel 600 | ~1,410 | single point near 1,413 reported (varies by spec) | Higher than 718/625, often near 1,400+ °C. |
| Representative summary (for engineers) | 1,260 °C to 1,413 °C (depending on grade) | — | Use grade specific data sheet for exact numbers. |
Notes: numbers above come from manufacturer technical bulletins and authoritative material databases. When planning melting or welding, always confirm with the supplier’s certificate and recent datasheets.
Why melting range varies between Inconel grades
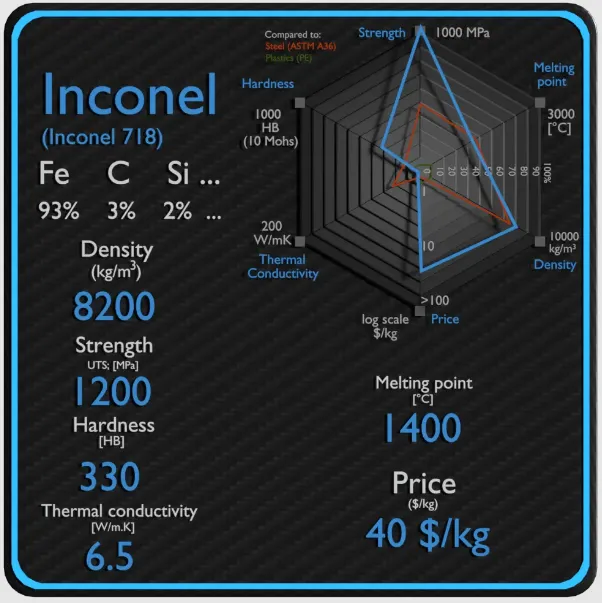
Nickel base superalloys are intentionally complex. Each grade contains different major and minor alloying elements: chromium, molybdenum, niobium, iron, titanium, aluminum, and trace additions. These affect phase stability near the melting interval. Two key reasons for variation:
-
Different chemistry changes liquidus/solidus by altering phase formation energies. Elements that depress the melting point produce wider or lower ranges.
-
Microstructural phases that melt at different temperatures create a spread between the first melt and full liquefaction.
Because production tolerances and heat history influence local composition, real charge material may behave slightly differently from handbook values. Therefore in-shop melts require careful ramping and temperature control.
Solidus vs liquidus: metallurgy and practical implications
Understanding solidus and liquidus leads to practical rules:
-
If working near the solidus, partial melting may cause low-melting eutectics to form, producing hot shortness or cracking during hot working.
-
If heating above liquidus, full melt is achieved, but energy cost and vaporization risk increase. For some elements, prolonged time at high temperature causes composition drift.
-
For welding and brazing, weld pool control uses a localized liquidus understanding, while post-weld heat treatment aims at microstructure restoration without crossing critical melt intervals.
When monitoring furnace cycles, thermocouples should be calibrated and placed to read representative metal temperatures, not just furnace atmosphere. For Inconel 718 and 625, manufacturers provide solidus and liquidus numbers that guide melting, forging, and heat treatment windows.
How major alloying elements affect melting behavior
Short mapping of common elements and their typical effects on melting range:
-
Niobium and titanium typically promote strengthening phases that can raise the temperature the alloy retains solid characteristics.
-
Molybdenum and chromium influence high temperature strength and may modestly affect melting behavior.
-
Iron behaves nearly inert for melting point but modifies density and mechanical properties.
-
Carbon, sulfur, phosphorus in small amounts form low melting point eutectics that cause hot tearing risk.
Selecting scrap or powder feedstock with controlled composition prevents unexpected melting behavior. For additive manufacturing powders, tight composition control limits variation in melt pool fluid dynamics. Manufacturer technical bulletins discuss these points for each grade.
Recommended melting and furnace practice for Inconel 625 and 718
| Operation | Recommended temperature window (°C) | Practical note |
|---|---|---|
| Melting Inconel 718 (full melt) | 1,340 to 1,420 (typical melt practice uses near liquidus + margin) | Use vacuum or controlled atmosphere to limit oxidation and element loss; monitor niobium and titanium segregation. |
| Melting Inconel 625 (full melt) | 1,350 to 1,450 | Maintain short hold times at peak to reduce evaporation of volatile components. |
| Hot working preheat | 980 to 1,150 | Uniform preheat reduces thermal gradients that cause cracking. |
| Solution anneal (typical reference) | 980 to 1,020 for certain steps in heat treatment | Follow vendor heat treat spec for particular product form. |
Important: the numbers above provide practical guidance. Always reference the specific material datasheet from the supplier before setting furnace programs.
Welding, brazing, and additive manufacturing temperature considerations
-
Welding: Inconel 718 and 625 require filler metals matched to base chemistry. Control heat input to limit grain coarsening and prevent liquation at grain boundaries. Avoid long dwell above the temperature where low melting phases form. Post weld heat treatment often restores desired properties.
-
Brazing: Brazing involves introducing a lower melting filler alloy. Select filler with compatible thermal expansion. Precleaning and flux selection matter for oxide films.
-
Additive manufacturing: Powder feedstock melts in localized pools reaching well above liquidus. Powder chemistry, layer overlap, and melt pool cooling rates determine microstructure and porosity. Characterize printed samples by melting range behavior plus microhardness testing.
For each joining method, follow qualified procedures and weld procedure specifications written for the particular alloy grade.
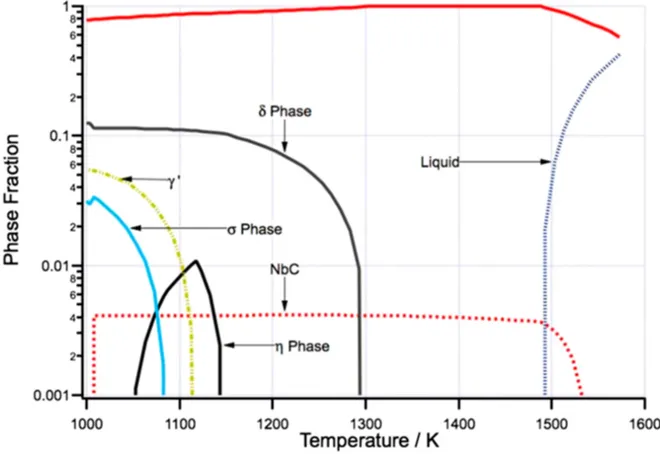
Thermal effects on microstructural heterogeneity of Inconel 718
Casting and forging temperature windows and defect control
-
Casting: Manage pouring temperature slightly above liquidus to ensure fill but not so high that refractory attack or excessive shrinkage porosity increases. Use proper riser design to feed shrinkage. Control cooling to avoid segregation of elements like niobium that form low melting intermetallics.
-
Forging: Conduct deformation above recrystallization temperature, but below ranges where incipient melting could occur. For many Inconel operations preheat and working ranges lie between 900°C and 1,200°C. Follow manufacturer hot working limits.
Comparison with stainless steels and other nickel alloys
| Property | Typical Inconel 625/718 | Common stainless steel (316L) |
|---|---|---|
| Melting range (°C) | ~1,260 – 1,350 | ~1,370 – 1,405 depending on grade |
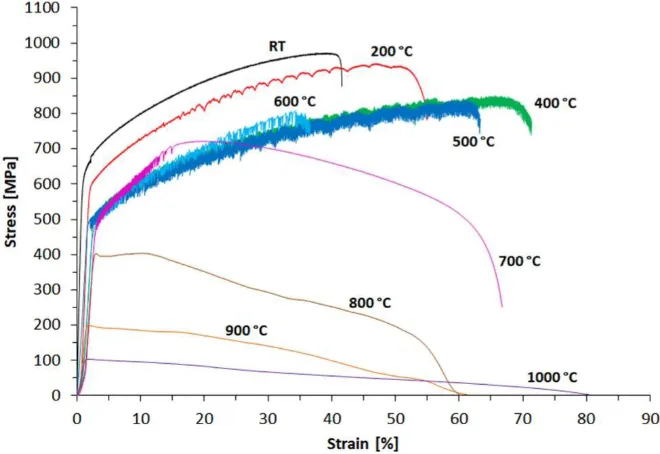
| High temperature strength | Very high retained strength up to 700°C+ | Reduced strength at elevated temperatures |
| Oxidation resistance | Superior in high temp oxidizing environments | Good at moderate temperatures |
| Typical use | Turbine parts, combustion hardware, chemical plant | Pressure vessels, piping, heat exchangers |
Engineers choose Inconel where temperature, corrosion, or strength demands exceed the capabilities of stainless steels. For exact numeric comparisons, consult alloy datasheets.
Price comparison context and factory pricing
User requested a price comparison table. Market pricing for high performance nickel alloys varies with global nickel and alloying element markets, lot size, form, and supplier. The table below gives illustrative levels to help frame decision making. Treat the entries as ballpark ranges; request a formal quote for firm pricing.
| Product form | Typical market range (USD/kg) | Typical buyer channel | Note |
|---|---|---|---|
| Inconel 625 bar (small lot) | $30 to $55 per kg | Distributor/stockist | Price sensitive to nickel and molybdenum cost |
| Inconel 718 plate (industrial qty) | $25 to $50 per kg | Mill or authorized distributor | Mill certified product reduces QC risk |
| Stainless steel 316L (comparison) | $3 to $8 per kg | Wide availability | Much lower cost, different performance |
| MWalloys factory price entry (example) | Contact for factory quote | Direct factory | Factory direct often reduces distributor margin; request certificate and MOQ |
Note: the numbers above represent estimates and fluctuate with commodity markets. For publication on a product page, present your factory price as "contact for quote" and include benefits like mill certificates, batch traceability, and minimum order quantities. When posting price content, date the page so search engines and buyers know when the estimate was given.
Quality control, testing methods, and how to verify melt behavior
Key tests to confirm melting and material integrity:
-
Differential scanning calorimetry (DSC) for precise solidus/liquidus measurement in lab samples.
-
Thermal analysis used in foundry practice to identify freezing curves during solidification.
-
Metallographic examination to inspect segregation, dendrite arm spacing, and low melting phase distribution.
-
Chemical analysis (ICP/OES) to confirm composition before melt.
-
Heat treatment verification through hardness testing, tensile tests, and microstructure checks.
Maintain supplier mill certificates and perform incoming inspection of critical lots. If molten behavior deviates from datasheet, stop production, sample chemistry, and run thermal analysis.
Environmental, safety, and handling notes for high temperature work
-
Use controlled atmospheres or vacuum when melting to limit oxidation and nitrogen pickup.
-
Provide training and PPE for operators dealing with high temperature nickel alloys. Nickel compounds can pose health risks when airborne; control dust and fumes.
-
Ensure refractory compatibility; some fluxes and refractories react with nickel base melts.
-
Keep accurate logs of temperature cycles for traceability and later failure analysis.
Regulatory and workplace safety standards apply. Consult local safety authorities when establishing melt shops or welding operations.
Frequently asked questions (FAQ)
-
What is the melting temperature of Inconel 718?
Inconel 718 typically shows solidus near 1,260°C and liquidus near 1,336°C. Use supplier data for final process settings. -
How does Inconel 625 compare in melting behavior?
Inconel 625 commonly melts in a range near 1,290°C to 1,350°C. The nickel-molybdenum chemistry changes the exact numbers. -
Can I melt Inconel in a standard open air furnace?
Simple melting may occur in open furnaces, but controlled atmosphere or vacuum reduces oxidation and element loss and improves product quality. -
What defect risks rise when melting near solidus?
Working close to solidus leads to partial melting, formation of low melting eutectics, and greater hot cracking risk. Maintain appropriate temperature margins. -
Do these alloys require special refractories?
Yes. Select ladle and furnace refractories rated for nickel base alloys and confirm chemical compatibility for long term use. -
How precise must thermocouples be for Inconel melts?
Use calibrated type B or S thermocouples with traceable calibration. Place probes in representative metal, not only furnace atmosphere. -
What post melt tests verify quality?
Chemical analysis, metallography, and mechanical tests after heat treatment validate that melted material meets the specification. -
Is Inconel better than stainless steel for high temperature work?
For high temp strength and oxidation resistance, Inconel outperforms common stainless steels. That advantage justifies higher costs in demanding service conditions. -
How should I list melting data on product pages to satisfy buyers?
Provide solidus and liquidus values, note the test standard, link to datasheets, and indicate whether values are typical or guaranteed. -
Where can I get factory direct pricing from MWalloys?
Contact MWalloys sales team for certified quotes. Provide desired alloy grade, form, quantity, and delivery location to receive a factory price and lead time.
Practical checklist for engineers before melting or welding Inconel
-
Verify mill certificate and incoming chemistry.
-
Confirm solidus/liquidus from supplier datasheet.
-
Select furnace atmosphere: vacuum, inert, or reducing.
-
Calibrate thermocouples and place in charge.
-
Limit hold time at peak temperature to required duration.
-
Run sample thermal analysis if material history is uncertain.
-
Inspect castings or welds metallographically before acceptance.
Sources and recommended reading
Key datasheets and references used to compile the technical points above:
-
Special Metals technical bulletin, INCONEL alloy 718.
-
MatWeb / ASM material data: Inconel 718 melting point.
-
Special Metals technical bulletin, INCONEL alloy 625.
-
Wikipedia entries for Inconel 625 and 718 (for high level properties; verify with vendor data for production).
-
Industrial metallurgy and supplier technical notes for hot working and processing.
