ハステロイC276板は、現在入手可能なニッケル合金の中で最も耐薬品性に優れた合金の一つであり、これを正しく選択することで、機器の耐用年数を3~5倍に延ばすことができるとともに、計画外ダウンタイムコストを最大60%削減することができます。. MWalloys社では、ASTM B575認証のハステロイC276厚板を1.5mmから100mmまでの厚さで在庫しており、精密切断サービスを提供し、5-7営業日以内に世界中に発送しております。このガイドでは、硫酸サービス用の腐食バリアを指定するプロセスエンジニアの方にも、ターンアラウンドプロジェクト用に認定板を調達する調達マネージャーの方にも、必要なあらゆる重要な技術的、商業的、運用上のデータポイントを一箇所に集約しています。.
お客様のプロジェクトでハステロイC276プレートの使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
ハステロイC276板とは何か、なぜ標準ステンレス鋼より優れているのか?
ハステロイC276板は、UNS N10276仕様で製造されるニッケル-モリブデン-クロム合金展伸板です。この合金は、316Lや317Lを含む標準的なオーステナイト系ステンレス鋼が数ヶ月から数週間で破損するような環境に対応するために、1960年代にヘインズ・インターナショナル社によって開発されました。.
C276がステンレス鋼より優れている根本的な 理由は、その合金構造にある。316Lステンレス鋼のニッケル含有量が 約10-12%であるのに対し、ハステロイ C276は57%のニッケルを基本元素として含 有しています。この高ニッケルマトリックスにより、化学処 理装置で最も一般的で壊滅的な破壊モードの一つ である塩化物誘起応力腐食割れに対する固有の耐性を備 えています。還元性環境での孔食や隙間腐食に耐える15-17%のモリブデン、酸化性酸に耐える14.5-16.5%のクロム、隙間腐食を防止する3-4.5%のタングステンを加えることで、事実上、他の合金では不可能な場所で確実に機能する合金が得られます。.
C276は、リン酸、製薬、海洋石油の各分野のプ ロセスエンジニアと協働してきたが、繰り返される テーマは、C276の「最後の砦」としての評価であ る。エンジニアは、316L、二相 鋼2205、あるいは904Lで早期の故障が続発 した後、C276に切り替えることが多い。ほとんどすべ ての事例で、C276鋼板への切り替えが耐用年数を 大幅に延長している。.
構造面では、C276は高温下でも機械的完全性を維持する。焼鈍状態での最小引張強さは100 ksi (690 MPa)で、良好な延性(最小伸び40%)を併せ持つため、耐食性と構造耐力が同時に要求される圧力容器や熱交換器の用途に適しています。.
標準的な」材料が高腐食環境で失敗する理由
工業プラントの設計で最も高価な間違いは、材料の指定が甘いことである。より安価な合金が、孔食、応力腐食割れ、または均一な減肉によって破損した場合、真のコストは、交換プレートそのものをはるかに超えて拡大します。化学処理プラントの計画外シャットダウンは、プラントのスループットや下流の依存関係にもよるが、1日あたり$1万から$50万ものコストがかかる。パイプや容器の交換には、足場、専門的な労働力、熱間作業許可証が必要であり、生産損失は元の材料の節約を凌駕する。.
ハステロイC276プレートは、ASTM B575に準拠した適切な仕様と認定を受けることで、このような早期故障と高価な交換のサイクルを排除することができます。316Lステンレスに比べ、通常キログラム当たり4~6倍の投資プレミアムは、ほぼ常に最初の交換サイクルで回収され、そのようなことは決して起こりません。.
ASTM B575認証はお客様のアプリケーションをどのように保護しますか?
ASTM B575は、ASTMインターナショナル(現 ASTMインターナショナル、旧 米国材料試験協会)が発行する規格で、低炭素ニッケル-クロ ム-モリブデン、ニッケル-クロム-モリブデン-銅、ニッケル-クロ ム-モリブデン-タングステン合金の板、薄板、帯の要求事項を網羅 しています。特にハステロイC276については、ASTM B575に適合しているということは、その材料が厳格な化学的、機械的、腐食試験基準を満たすように製造、試験、文書化されていることを意味します。.
ASTM B575の要求事項
| 要件カテゴリー | ASTM B575 仕様詳細 |
|---|---|
| 化学組成の検証 | 熱ごとの全元素分析 |
| 引張特性 | 最小引張強さ、最小降伏強さ、最小伸び |
| 硬度試験 | ブリネルまたはロックウェル |
| 粒度 | 必要に応じてASTM E112に準拠 |
| 腐食試験 | ASTM G28 Method A(硫酸第二鉄-硫酸試験) |
| 熱処理 | 溶液アニールが必要で、温度と時間が記録されている。 |
| 表面仕上げ | 注文ごとに指定された表面状態 |
| 寸法公差 | 厚さ、幅、長さ、ASTM公差による平面度 |
| 工場試験報告書 | 認定材料試験報告書(CMTR)が必要 |
| 第三者検証 | お問い合わせください。 |
特に重要なのは、ASTM G28 Method Aという腐食試験要件である。この試験では、材料を沸騰硫酸第二鉄-硫酸溶液に120時間浸漬し、腐食速度をmil/year(mpy)で測定する。C276鋼板が合格するには、25mpyを超えてはならない。これは、材料の耐食性が不適切な熱処理や製造時の汚染によって損なわれていないことを示す客観的かつ定量的な証拠となる。.
ASTM B575の認証は、調達の観点から、お客様のベンダーが適合性を文書で証明することを意味します。MWalloys社では、在庫している全ての鋼板に、熱番号、化学分析、機械的試験結果、腐食試験結果を含む認定材料試験報告書(CMTR)を添付しています。この文書化は、単なる書類上の形式的なものではありません。お客様の品質管理システム、保険コンプライアンス、規制当局の承認(特に製薬や原子力用途)のための法的・技術的な基礎となるものです。.
PED、NACE、その他の相互参照規格
ASTM B575は単独では成立しない。実際には、C276板材の用途では複数の規格への相互適合が必要となることが多い:
- ASMEセクションIIパートB (SB-575):ASME圧力容器規格はASTM B575を採用し、圧力容器の構造に関する追加要求事項を定めている。.
- NACE MR0175 / ISO 15156:石油・ガス用途のサワーガス(H2S)サービス用。.
- EN 10204 タイプ 3.1 または 3.2:欧州材料認証要件。.
- RoHS / REACH:欧州連合規制対応.
- PED 2014/68/EU:欧州で販売される機器に対する圧力機器指令。.
仕様策定プロセスの早い段階で、どの規格がアプリケーションに適用されるかを理解することで、最終検査時にコストのかかる再認証や材料の不合格を防ぐことができます。.
ハステロイC276の正確な化学組成要件は?
ハステロイC276(UNS N10276 / W.Nr.2.4819)は、その性能の中心をなす化学組成が厳密に管理されています。この合金の卓越した耐食性は偶然のものではなく、意図的な元素バランスによるものです。.
化学成分表 (ASTM B575 / UNS N10276)
| エレメント | 最小(%) | 最大(%) | 機能 |
|---|---|---|---|
| ニッケル(Ni) | 57.0(バランス) | - | ベースマトリックス、耐塩化物SCC性 |
| モリブデン (Mo) | 15.0 | 17.0 | 耐孔食性および耐隙間腐食性 |
| クロム(Cr) | 14.5 | 16.5 | 耐酸化性 |
| 鉄(Fe) | 4.0 | 7.0 | 構造的サポート、コスト修正 |
| タングステン(W) | 3.0 | 4.5 | 耐隙間腐食性の追加 |
| コバルト | - | 2.5 | 原子力用途に制御 |
| マンガン (Mn) | - | 1.0 | 脱酸素剤 |
| カーボン(C) | - | 0.010 | 低炭素が感作を防ぐ |
| ケイ素 (Si) | - | 0.08 | 溶接性の管理 |
| リン (P) | - | 0.04 | 不純物管理 |
| 硫黄 (S) | - | 0.03 | 不純物管理 |
| バナジウム (V) | - | 0.35 | マイナー合金元素 |
低炭素の重要な役割(最大0.010%)
炭素の上限0.010%は、化学成分表全体 の中で最も重要な仕様です。高温になると、ニッケル合金の炭素はクロムと 結合して粒界にクロム炭化物を形成することがあ り、これは鋭敏化と呼ばれるプロセスです。鋭敏化した材料は、粒界に隣接したクロム欠乏ゾーンを有し、優先腐食経路を形成する。.
ハステロイC276の "C "は標準合金であった。W」(または低炭素バージョン)の呼称の歴史は、現在、最大炭素数0.010%のC276として指定されているものにつながっています。この超低炭素は、溶接や熱処理中に材料が鋭敏化しないことを保証します。.
当社では、受け取ったCMTRの炭素含有量 を確認することを一貫して推奨している。C276 "として注文された鋼板が、特定の製 造所からわずかに高い炭素を含有し、溶接時の腐食 性能を損なった例がある。製造所の販売仕様書だけでなく、CMTRを常に確認すること。.
エンジニアがC276板に期待する機械的特性とは?
機械的特性は、鋼板が化学的特性に加えて構造的 性能を発揮できるかどうかを決定する。圧力容器、熱交換器、構造用ライニングの用途では、正確な特性範囲を知ることが肉厚計算や溶接継手の効率係数の指針となります。.
室温での機械的特性(アニール状態)
| プロパティ | 最低条件 | 代表値 | テスト基準 |
|---|---|---|---|
| 極限引張強さ | 100 ksi (690 MPa) | 109-115 ksi (750-793 MPa) | ASTM E8 |
| 0.2% 降伏強さ | 41 ksi(283 MPa) | 52-58 ksi (358-400 MPa) | ASTM E8 |
| 伸び(2インチ・ゲージ) | 40% | 55-65% | ASTM E8 |
| 硬度(ブリネル) | - | 180-220 HBW | ASTM E10 |
| 硬度(ロックウェルB) | - | 87-96 HRB | ASTM E18 |
| 面積の縮小 | - | 60–70% | ASTM E8 |
高温での機械的特性
C276の利点のひとつは、常温をはるかに超える温度でも機械的強度を維持できることです。このため、他の合金ではクリープや熱疲労が発生するようなジャケット付き容器、オートクレーブ、高温酸サービスなどに適しています。.
| 温度 | 引張強さ(ksi) | 降伏強さ(ksi) | エロンゲーション(%) |
|---|---|---|---|
| 室温(70) | 109–115 | 52–58 | 55–65 |
| 400°F (204°C) | 96–102 | 42–48 | 50-60 |
| 600°F (316°C) | 90–96 | 39–45 | 48–58 |
| 800°F (427°C) | 85-92 | 37–43 | 45-55 |
| 1000°F (538°C) | 79–87 | 35–41 | 42–52 |
| 1200°F (649°C) | 67–75 | 33–39 | 40-50 |
設計に関連する物理的特性
| プロパティ | 価値 | 単位 |
|---|---|---|
| 密度 | 8.89 | g/cm³ (0.321 lb/in³) |
| 溶解範囲 | 1325–1370 | °C (2415-2500°F) |
| 100℃における熱伝導率 | 10.2 | W/m-K |
| 熱膨張係数 (21-93°C) | 11.2 | μm/m-°C |
| 21℃における比熱 | 427 | J/kg-K |
| 電気抵抗率 | 1.30 | μΩ-m |
| 弾性係数 | 205 | GPa (29.8 × 10⁶ psi) |
これらの物理特性は、熱応力計算、熱伝導モデリング、熱伸縮継手の設計に直接関連します。これらの分野では、信頼できる単一のソースから統合データを入手することで、エンジニアのエンジニアリング時間を大幅に短縮しています。.
ハステロイC276はどのような腐食環境に適していますか?
C276鋼板の腐食性能エンベロープを理解することは、正しい材料仕様の基礎である。C276合金は、非常に幅広い腐食媒体に対して性能を発揮しますが、万能ではありません。その長所と限界の両方を知ることが、お客様の用途を守ります。.
メディアタイプ別耐食性
| 腐食性媒体 | 濃度範囲 | 温度範囲 | C276性能評価 |
|---|---|---|---|
| 塩酸 (HCl) | 20%まで | 120℃まで | 素晴らしい |
| 硫酸 (H₂SO₄) | 40%(還元)まで | 80℃まで | 非常に良い |
| リン酸 (H₃PO₄) | 85%まで | 100℃まで | 素晴らしい |
| 硝酸 (HNO₃) | 20%まで | アンビエント | 良い(限定的) |
| フッ化水素酸 (HF) | 適度に希釈する | 常温~50 | 非常に良い |
| 酢酸 | 全濃度 | 150℃まで | 素晴らしい |
| ギ酸 | 全濃度 | 沸騰まで | 素晴らしい |
| 塩化第二鉄 | 10%まで | 常温~60 | 非常に良い |
| 海水/塩化物溶液 | 全濃度 | 100℃まで | 素晴らしい |
| 湿式塩素ガス | - | アンビエント | 非常に良い |
| 次亜塩素酸ナトリウム | 最大15% | アンビエント | 非常に良い |
| 排ガス/混合酸凝縮物 | ミックス | 50-200°C | 素晴らしい |
| 硫化水素(H₂Sサワーガス) | - | - | エクセレント(NACE準拠) |
C276が確実に扱えないもの
どの合金も万能ではありません。C276には、エンジニアが理解しなければならない既知の限界があります:
高濃度の酸化性酸: 30%濃度以上の硝酸、または高温の硝酸-弗酸混合系は、C276を侵す可能性がある。クロム含有量の高いC22やC2000のような合金は、このような特定の条件下でより優れた性能を発揮する可能性があります。.
酸化力の強いハロゲン化物塩: 高濃度の塩化第二鉄と高温が組み合わさると、C276でも孔食が加速されることがある。.
溶融アルカリ金属: 適さない。.
500℃以上の高温硫化: 還元性硫黄雰囲気の超高温では、代替耐火合金が必要となる。.
60%濃度以上のフッ化水素酸: 腐食速度は大幅に増加する。.
重要な用途では、公表されている腐食表のみに頼 るのではなく、サイト固有の腐食クーポンを実施するこ とを常に推奨する。公表されているデータは実験室での条件を表しています。お客様のプロセス流には、腐食を予測不可能に促進または抑制する可能性のある複数の化学種が含まれている可能性があります。.
孔食と隙間腐食:PRENを理解する
耐孔食性等価数(PREN)は、塩化物環境における材料の耐孔食性を示す計算指標である:
PREN = %Cr + 3.3(%Mo) + 16(%N)
ハステロイC276の場合pren ≈ 16 + 3.3(16) + 0 ≈ 0 68.8
これと比較してほしい:
- 316L ステンレススチールPREN ≈ 24
- デュプレックス2205PREN ≈ 35-40
- スーパー二相2507PREN ≈ 42-45
- 合金625PREN ≈ 51
C276のPRENは約69で、316L、二相鋼、 スーパー二相鋼でさえ早期に破損する海水 熱交換器、塩素処理プロセス、海洋環境で も確実に機能する理由を説明している。.
カット・トゥ・サイズ・サービスは、加工コストと材料の無駄をどのように削減するのか?
ハステロイC276板を正確な寸法に切断して購入することは、プロジェクトの総コストを管理する最も効果的な方法の一つです。計算は簡単ですが、運用上の影響は非常に大きいものです。.
フルミル・プレート購入の真のコスト
標準的なハステロイC276ミルプレートは、厚さにもよりますが、通常1,500mm×3,000mmから2,000mm×6,000mmまでの寸法で供給されます。多くの加工プロジェクトでは、実際に必要な板寸法はかなり小さくなります。加工業者が厚板を購入し、社内で切断する場合、複数のコスト・センターが同時に作動する:
- ノコギリまたはプラズマ切断作業 特殊合金レート($80-$150/時間)
- 専用切断機 維持費および減価償却費
- オフカット在庫管理 - C276の端材は、単純にスクラップ価値で廃棄することはできない。
- 潜在的汚染リスク - 適切な洗浄手順なしにC276に一般的な切断器具を使用すると、表面腐食を引き起こす鉄汚染が発生する可能性がある。
MWalloys社にC276厚板を注文すれば、このようなコストセンターが不要になり、寸法公差±0.5mm以内、ミルエッジまたはソーカットエッジが指定された寸法で検証された厚板を受け取ることができます。.
MWalloysの切断加工能力
| 能力 | 仕様 |
|---|---|
| 最小厚さ | 1.5 mm |
| 最大厚さ | 100 mm |
| 最小幅 | 25 mm |
| 最大幅 | 2,500 mm |
| 最小の長さ | 25 mm |
| 最大長 | 6,000 mm |
| 切断方法 | ウォータージェット、プラズマ、ソーイング(材料による) |
| 寸法公差 | 標準±0.5mm、精度±0.25mm |
| エッジ仕上げ | ミルエッジ、ノコギリ切断、フライス加工、バリ取り |
| 表面仕上げ | 2B、2D、熱間圧延、またはカスタム |
| リードタイム | 標準5~7営業日、特急可 |
| ドキュメンテーション | CMTRを含む、NACE/PED認証取得可能 |
材料節約計算例
300mm×500mm×厚さ10mmのC276板を20枚必要とするプロジェクトを考える。.
フルミルプレートアプローチ:
- 1,500×3,000×10mmのプレートを2枚購入
- 実際の必要面積20 × (0.3 × 0.5) = 3.0 m²
- ミルプレート購入面積:2 × (1.5 × 3.0 = 9.0 m²)
- 利用33%
- 67%の材料が無駄になったか、端材在庫になった
カット・トゥ・サイズのアプローチ:
- 必要な寸法を正確に20個購入する
- 100% 購入材料の利用
- 社内での切断作業が不要、切り落とし管理も不要
C276鋼板の価格がおよそ$120-$180/kg(市場に依存)の場合、10mmの鋼板(密度8.89g/cm³)で6m²の廃材削減は、切断工数の削減を考慮する前に、1回の注文でおよそ$6,400-$9,600の材料費削減に相当する。.
どのような厚さと寸法のオプションが在庫としてありますか?
一刻を争うメンテナンスと建設では、仕様と同 様に入手可能性が重要です。MWalloysは、緊急シャットダウン、ターンアラウンドプロジェクト、迅速な加工プログラムに対応するため、戦略的な在庫を維持しています。.
標準在庫厚さ範囲
| 厚さ(mm) | 厚さ(インチ) | 幅オプション (mm) | 表面状態 |
|---|---|---|---|
| 1.5 | 0.060" | 1000, 1500, 2000 | 2Bアニール |
| 2.0 | 0.079" | 1000, 1500, 2000 | 2Bアニール |
| 3.0 | 0.118" | 1000, 1500, 2000 | 2Bアニール |
| 4.0 | 0.157" | 1000, 1500, 2000 | 2B/熱間圧延 |
| 5.0 | 0.197" | 1000, 1500, 2000 | 2B/熱間圧延 |
| 6.0 | 0.236" | 1000, 1500, 2000 | 熱間圧延焼鈍 |
| 8.0 | 0.315" | 1000, 1500, 2000 | 熱間圧延焼鈍 |
| 10.0 | 0.394" | 1000, 1500, 2000 | 熱間圧延焼鈍 |
| 12.0 | 0.472" | 1000, 1500, 2000 | 熱間圧延焼鈍 |
| 15.0 | 0.591" | 1000, 1500 | 熱間圧延焼鈍 |
| 20.0 | 0.787" | 1000, 1500 | 熱間圧延焼鈍 |
| 25.0 | 0.984" | 1000, 1500 | 熱間圧延焼鈍 |
| 30.0 | 1.181" | 1000 | 熱間圧延焼鈍 |
| 40.0 | 1.575" | 1000 | 熱間圧延焼鈍 |
| 50.0 | 1.969" | 1000 | 熱間圧延焼鈍 |
| 60–100 | 2.362"–3.937" | 1000(スポット予約) | 熱間圧延焼鈍 |
50mmを超える厚さは、主にブロック用途、工具、重い原子炉容器の建設に使用されます。100mm以上の厚さについては、当社の提携工場から調達することが可能で、通常リードタイムは8~12週間です。.
ハステロイC276とC22、C2000、625合金との比較
特定の腐食性用途に適したニッケル合金を選択するには、関連する合金間の違いを理解する必要があります。C276が常に最適な選択であるとは限らず、代替合金を指定するタイミングを知ることで、過剰な出費と性能不足の両方を防ぐことができます。.
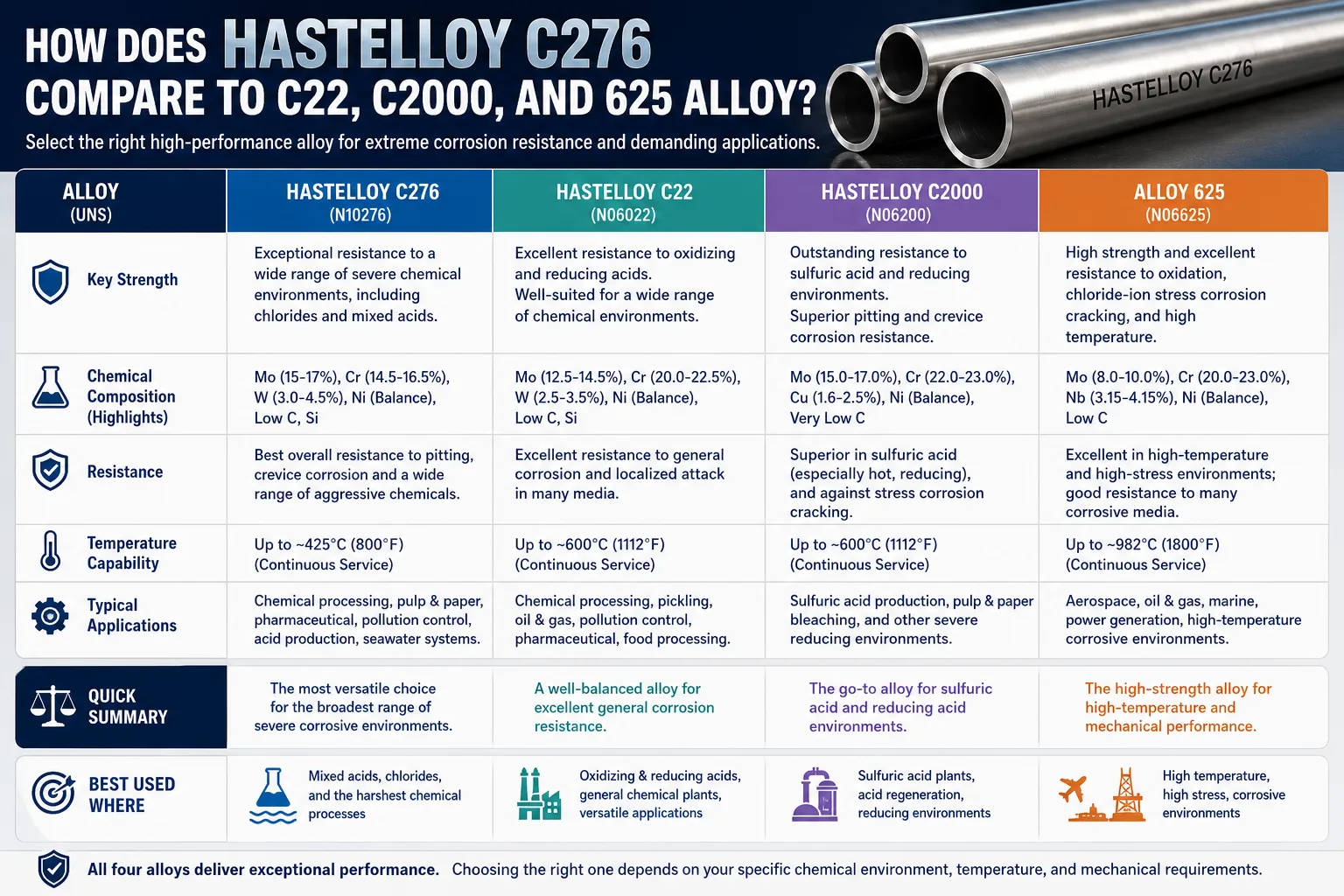
比較合金の特性と用途
| プロパティ | C276 (N10276) | C22 (N06022) | C2000 (N06200) | アロイ625 (N06625) |
|---|---|---|---|---|
| ニッケル含有量 | 57% | 56% | 59% | 61% |
| モリブデン | 15-17% | 12.5-14.5% | 15-17% | 8-10% |
| クロム | 14.5-16.5% | 20-22.5% | 22–24% | 20-23% |
| タングステン | 3-4.5% | 2.5-3.5% | - | - |
| 銅 | - | - | 1.3–1.9% | - |
| カーボンマックス | 0.010% | 0.015% | 0.010% | 0.10% |
| PREN(約) | 69 | 67 | 72 | 51 |
| 引張強度(最小) | 100キロ・シー | 100キロ・シー | 100キロ・シー | 120キロ・シー |
| 主戦力 | 還元酸、HCl、塩化物 | 混合酸サービス、酸化性 | 最も広いスペクトル | 高強度、疲労 |
| 相対コスト指数 | 1.0 | 1.1–1.2 | 1.2–1.3 | 0.85–0.95 |
| ASTMプレート規格 | B575 | B575 | B575 | B443 |
代替品ではなくC276を選ぶべき場合
C276を選択する:
- 主な腐食種は塩酸、湿った塩素ガス、濃塩化物溶液である。.
- サービス環境は主に縮小傾向にある。.
- 塩化物を多く含む媒体中での孔食や隙間腐食が主な破損メカニズムである。.
- 混合酸凝縮物(排煙脱硫装置では一般的)が存在する。.
- サワーガスサービスにはNACE MR0175への適合が必要。.
代わりにC22を検討する:
- 環境は強酸化と還元を繰り返す。.
- 硝酸、クロム酸、または酸化力の強い媒体が塩化物とともに存在する。.
- 溶接構造物には、複雑な環境下で最大の溶接時耐食性が要求される。.
次のような場合は、C2000を検討しよう:
- 中濃度の硫酸と塩化物の組み合わせが主な懸念事項である。.
- 特定の酸システムでは、銅固有の耐食性が有利に働く。.
- 可能な限り幅広いメディアで最大限のPRENが求められる。.
代わりに合金625を検討する:
- 高強度、耐疲労性、極低温特性が主な原動力である。.
- この用途には、強い還元性の酸を含まない水性塩化物環境が含まれる。.
- 十分な耐食性を犠牲にすることなく、コスト削減が可能である。.
- 機械的負荷を伴う海水サービス(オフショアライザー、フレキシブルパイプアーマー)。.
C276板にはどのような溶接、成形、加工上の配慮が必要か?
ハステロイC276の板材は、加工時に特殊な取り扱い方法が要求されます。これらの要件を理解することで、材料の耐食性を保護し、使用中の早期破損を防ぐことができます。.
C276板の溶接
C276は、溶接しやすいニッケル超合金のひとつと見なされているが、適切な手順に従わなければならない:
望ましい溶接プロセス:
- ガス・タングステン・アーク溶接(GTAW/TIG):重要な用途に適し、完全な溶融制御で最高 品質の溶接を提供する。.
- ガス・メタル・アーク溶接(GMAW/MIG):適切なパラメータがあれば、厚い部 分でも使用できる。.
- プラズマアーク溶接(PAW):薄板の溶接に適している。.
- 被覆アーク溶接 (SMAW):ERNiCrMo-4電極で使用可能。.
フィラーメタル: AWS ERNiCrMo-4 (適合成分)は、C276-C276 溶接の標準溶加材である。この 溶加材は、溶接部を通して母材の化学成分と耐食性を 維持する。.
重要な溶接パラメータ:
| パラメータ | 推薦 |
|---|---|
| プリヒート | 常温環境下では不要 |
| インターパス温度 | 最大 93°C - 制御が重要 |
| 熱入力 | 織るのではなく、ストリンガービーズを使用する。 |
| 溶接後の熱処理 | 1066-1121°C (1950-2050°F) での溶体化処理により耐食性が向上。 |
| シールドガス | アルゴンまたはアルゴン-ヘリウム混合ガス;高純度グレード |
| 清潔さ | 溶接の前に、油、グリース、塗料、鉄分をすべて取り除く。 |
93℃のパス間温度制限は譲れない。. これを超えると、粒界に二次相が析出し、熱影響部の耐食性が劇的に低下する。HAZ腐食の失敗は、過度の通過間温度に直接起因しており、これは完全に防止可能な故障モードである。.
C276板の成形
C276鋼板は冷間成形も熱間成形もできるが、加工硬化率はオーステナイト系ステンレス鋼より高い。そのため、より大きな力が必要となり、成形後のバネ戻りも大きくなる。重要な考慮事項
- 冷間成形: 可能だが、同等の316L加工より50-100%大きな力がかかる設備が必要。厳しい成形加工には中間焼鈍が必要な場合がある。.
- ホットフォーミング: 900-1175°C (1650-2150°F)の範囲で行う。耐食性を回復させるには、熱間成形後に溶体化焼鈍を行う必要がある。.
- 最小曲げ半径: 冷間曲げでは通常1.5~2.0×板厚、熱間成形ではより厳しい半径が可能。.
- 15℃以下での成形は避ける: 低温は亀裂感受性を高める。.
C276板の加工
C276は機械加工が可能だが、適切な工具とパラメータが必要である。この合金は加工硬化が早いため、断続切削や工具の食い込みは避けなければならない。.
| 加工パラメーター | 推薦 |
|---|---|
| 工具 | ソリッドカーバイドまたはカーバイドチップ、コーティンググレードが望ましい |
| 切削速度(旋削) | 20~40m/分(65~130フィート/分) |
| 送り速度 | 中程度;連続的なチップフローを維持する |
| 切削深さ | 加工硬化した表層より下に残るのに十分な量 |
| 切削油剤 | 高品質の水溶性クーラント、塩化物含有量 < 50 ppm |
| ドリル速度 | 304ステンレスに使用される速度の30-50% |
| 避ける | 工具のくすみ、切削の中断、切削中の工具の滞留 |
C276プレートと安価な代替品との総所有コストの比較は?
総所有コスト(TCO)分析は、初期単価を重視する調達チームにとって、C276鋼板を正当化するための最も説得力のあるツールです。積極的なサービス環境では、この計算は一貫してC276に有利です。.
プレート選択のためのTCOフレームワーク
| コスト・コンポーネント | 316L SSプレート | 二相2205プレート | ハステロイC276プレート |
|---|---|---|---|
| 材料費(相対指数) | 1.0 | 2.2 | 6.5 |
| HClサービスでの期待耐用年数 | 12~24カ月 | 18-36ヶ月 | 8-15年 |
| 10年以上の交換サイクル | 5-10 | 3-6 | 0-1 |
| 交換工賃 | 高リピーター | 中程度の再発 | 最小限 |
| 計画外操業停止のリスク | 高い | 中程度 | 非常に低い |
| 必要な検査頻度 | 高い | 中程度 | 低い |
| 10年間の総費用(相対指数) | 3.5–7.0 | 2.5–4.0 | 1.0(ベースラインのベスト値) |
実際のコスト計算例
シナリオ 10mm厚の酸中和タンクライニング、総面積50m²、HClサービス、濃度10%、運転温度80℃。.
316Lステンレススチール:
- 材料費:50 m² × 10 mm × 7.93 g/cm³ × $8/kg ≒ $31,720
- 期待寿命:ライニングのピンホール腐食まで18ヶ月
- 10年間の交換サイクル~6.5
- 累積材料費:~$206,180
- 交換のためのダウンタイムと労力$40,000–$80,000
- 10年間のTCO合計:$466,180~$726,180
ハステロイC276:
- 材料費:50 m² × 10 mm × 8.89 g/cm³ × $130/kg ≒ $578,500
- 期待寿命:10~15年(1サイクルで比較期間をカバー)
- 10年後の交換サイクル0-1
- 累積材料費:$578,500~$1,157,000(1回交換の最悪のケース)
- ダウンタイムと人件費:$0~$50,000ドル
- 10年間の総TCO:$578,500-$1,207,000(最悪の場合、最良の場合$578,500)
一見したところ、この数字は予想以上に近いように見えますが、この例ではC276の最悪のシナリオを使用しています。C276が15年の寿命を達成した場合(リン酸プラントの複数の用途で実証済み)、TCO比較は決定的に変化します:C276の$578,500対316Lの$726,180で、C276は計画外操業停止がゼロで、生産収入の損失がないという追加的な利点があります。.
C276が常に勝利するのは、生産ロスの計算だ。. 中規模の化学工場では、1回の予定外の3日間のシャットダウンで、$150,000~$600,000の生産損失が発生する可能性があります。.
C276板の需要が最も高い産業用途は?
ハステロイC276鋼板は、腐食の厳しさ、規制要件、 プロセスの重要性から、この材料のコストが正当化 される産業で使用されています。このような用途を理解することは、エンジニアとバイヤーの双方が調達の意思決定をする際に役立ちます。.

化学処理産業
世界のC276板消費量のうち、最大のシェアを占めるのは化学加工産業(CPI)である。主な用途は以下の通り:
- 原子炉容器と圧力容器: 特にHCl合成、塩素化有機物製造、医薬中間体合成に用いられる。.
- 熱交換器用チューブシート: 水路側が腐食性の酸やチューブシートの腐食を運ぶ場合、腐食が寿命を縮める要因となる。.
- コラムとタワー内部: 酢酸、ギ酸、塩素系溶剤を扱う蒸留カラム。.
- パイプとバルブのライニング C276のソリッドプレートライニングとしても、炭素鋼下地への適用クラッディングとしても。.
- スクラバーシステム: HCl、HF、SO₂、塩素ガスが液体の流れに吸収されるガススクラビング。.
排煙脱硫(FGD)システム
発電所の脱硫装置は、C276鋼板にとって 最も過酷な用途のひとつである。吸収塔容器内 部は、希硫酸、塩化物イオン、pH変動、スラリー による摩耗、高温などの条件が重なり、高 合金ステンレス鋼でさえ急速に消耗する。C276鋼板は、このようなシス テムの吸収塔ライニング、スクラバー壁、ス ラリー保持タンクに使用されている。.
医薬品製造
製薬プロセスでは、耐薬品性だけでなく、材料の生体適合性、トレーサビリティ、洗浄性が求められます。C276鋼板は、HCl、酢酸、溶剤、酸化洗浄剤などの侵食性試薬が使用される医薬品反応器、混合容器、プロセス配管に使用されます。C276プレートで利用可能な2B表面仕上げは、クリーンルームおよびサニタリー処理要件を満たしています。.
石油・ガス・石油化学
- 酸欠ガスサービス: H2Sを含む井戸には、NACE MR0175に準拠した材料が必要であり、C276がこれに該当する。.
- オフショア熱交換器: 塩化物SCCによりステンレス鋼の選択肢がなくなった海水冷却熱交換器。.
- 坑口と坑内部品: 圧力容器のクラッドオーバーレイ用途に使用されるプレート。.
- 製油所の酸アルキル化装置: フッ化水素酸アルキル化反応器では、容器のライニングや攪拌機の部品にC276が使用されている。.
公害防止・環境工学
- 廃棄物の焼却: HClを含む排ガスと凝縮水が組み合わさると、産業界で最もアグレッシブな環境となる。.
- 産業廃水処理: 酸中和タンク、pH調整容器。.
- 電気化学処理: 電気めっき浴槽部品、陽極酸化タンク.
パルプ・紙
クラフトパルプ消化槽、漂白プラント機器、二酸化塩素発生システムはすべて、これらのプロセスを特徴づける塩化物、酸、高温の組み合わせにさらされる部品にC276を使用している。.
工場試験報告書と材料のトレーサビリティをどのように検証するか?
材料トレーサビリティの検証は、大きなリスクを伴う用途では譲れません。既知の製造熱への検証可能なトレーサビリティを欠くプレートは、偽造品、リサイクル品、または誤ったラベルの可能性があり、そのような材料を圧力容器や化学反応器に設置した結果、大惨事になる可能性があります。.
ステップ・バイ・ステップのCMTR検証プロセス
ステップ1:ヒートナンバーの確認
C276板材の表面には、型押し、ステンシル、エッチングのいずれかの方法でヒートナンバーが刻印されているはずです。この番号をCMTRと照合する。ヒートナンバーが一致しない場合は、直ちに中止してください。.
ステップ2:化学組成の確認
CMTRの化学分析をASTM B575 UNS N10276の限界値と照合する。すべての元素が規格内に収まっていなければならない。特に炭素(最大0.010%)、ケイ素(最大0.08%)、モリブデン(15-17%)に注意してください。.
ステップ3:機械的特性の確認
引張強さ、降伏強さ、伸びのすべてがASTM B575の最小値以上であることを確認する。どの試験規格が使用されたかを確認する(ASTM E8または同等のものであること)。.
ステップ4:腐食試験結果の確認
ASTM G28 メソッドAの腐食試験結果があること。腐食速度は25mpyを超えてはならない。.
ステップ5:熱処理の確認
溶液アニーリングの確認は、温度と時間を含むか、メーカーの認定手順を参照すること。.
ステップ6:第三者検証(任意だが推奨)
重要な用途の場合は、受領時にPMI(Positive Material Identification)検査をご依頼ください。ハンドヘルド蛍光X線分析装置は、主要元素(Ni、Mo、Cr)をCMTR値に照らして数分で確認できます。.
ステップ 7: EN 10204 認証書タイプ
証明書がタイプ2.2(製造者の宣言-厳密性が低い)か、タイプ3.1(製造者の認定代理人による検証)か、タイプ3.2(製造者と独立検査官の両方による検証)かを確認する。圧力容器用途では、通常3.1または3.2が必要となる。.
MWalloys社では、全ての在庫材料に標準で3.1証明書を添付しています。独立した検査を伴う3.2認証が必要な原子力または医薬用途については、資格を有する第三者検査機関と調整し、注文時に手配することができます。.
よくあるご質問
1: ハステロイC276プレートとC276シートの違いは何ですか?
C276薄板と厚板は、主に厚さ、製造工程、適用公差が異なる。. 板 厚約4.76mm (3/16インチ)以下の平らな製品で、通常、冷間圧延で2Bま たは光輝焼鈍された表面仕上げのものを指す。厚板とは、4.76mm以上の板材を指し、通常、熱間圧延後、焼鈍したものである。どちらもASTM B575の適用範囲ですが、異なる板厚許容差表が適用されます。正確な平坦度と管理された表面仕上げを必要とする加工用途(医薬品、食品グレード)には、薄板が好まれることが多い。圧力容器や構造用途で厚みと機械的完全性が要求される場合は、厚板が指定される。UNS N10276の化学組成と耐食性は同じです。MWalloys社では、両方の板材を在庫しており、お客様の用途に適した板材を、使用条件や加工方法に応じてアドバイスいたします。.
2: ハステロイC276板はフッ化水素酸に使用できますか?
C276鋼板は、フッ化水素酸(HF)濃度が約60%まで、温度が65°C(150°F)までの用途に適しており、HFアルキル化および酸洗用途に好ましい材料のひとつである。. 60%以上のHF濃度または高温では腐食速度が増加し、特定の条件下ではMonel 400 (UNS N04400)を含む代替材料がC276を上回る場合がある。無水HFサービスでは、特殊なPTFEライニング・システムやモネルがより一般的である。HFとHNO₃の両方を含む混酸系(金属仕上 げにおける光沢浸漬)では、両方の酸に対する耐 性を併せ持つC276が第一選択材料となる。プロセス流に含まれる微量汚染物質が腐食挙動を大きく変化させる可能性があるため、最終的な材料を選択する前に、必ずHFサービスに関するサイト固有の腐食データを入手してください。.
3: MWalloysのC276厚板にはどのような表面仕上げオプションがありますか?
MWalloys社は、構造用熱間圧延焼鈍(HRA)、滑らかな表面を必要とするプロセス機器用2B冷間圧延焼鈍・スキンパス、高反射率でなく表面の均一性が要求される用途用2D(ダル冷間圧延仕上げ)のハステロイC276板を複数の表面仕上げで供給している。. 製薬または食品グレードの用途には、ご要望に応じてRa値0.8μm、0.4μm、またはそれ以上の微細な機械的研磨を追加して供給することができます。ASTM B575鋼板の標準表面状態は熱間圧延焼鈍で、ほとんどの工業用途に十分な耐食性を提供します。2B仕上げは、表面が滑らかで隙間部位を減少させるため、耐食性が若干向上します。電解研磨は、クリーンルーム用途の付加価値サービスとしてご利用いただけます。お客様の用途に特化した表面仕上げの要件については、当社のテクニカル・セールス・チームにお問い合わせください。.
4:C276板の腐食性の最高使用温度は何度ですか?
C276鋼板の耐食性は、一般的に非腐食性の酸化性雰囲気中では約1040°C (1900°F) に制限されるが、腐食性媒体中では、実用的な上限は特定の環境に依存する。. 酸性の水溶液を使用する場合、公表されている腐食デ ータのほとんどは200°C (392°F)以下の温度に適用 される。混合酸凝縮物を含む排ガスサービスでは、300°C (572°F) までの信頼性の高いサービスが記録されています。空気中や酸化性雰囲気中で500℃(932°F)を超 えると、ハステロイC276は十分な耐酸化性を示 しますが、この範囲を超える熱/機械的負荷に対 しては、ハステロイXやインコネル617のような高 温合金を考慮する必要があります。極低温用途では、C276は液体窒素温度(-196℃ / -320°F)まで延性と靭性を維持し、耐食性も要求される極低温容器用途に適しています。腐食性媒体中で使用温度が200℃を超える場合は、必ずMWalloysのアプリケーションエンジニアにご相談ください。.
5: ハステロイC276板は磁性ですか?
焼きなまし状態のハステロイC276板は本質的に非磁性(常磁性)であり、比透磁率は1.0に極めて近く、通常1.001以下である。. この非磁性特性は、MRI装置、電磁計測システム、あるいは磁気シグネチャーの最小化が要求される海洋アプリケーションを含むアプリケーションにおいて重要である。冷間加工は、応力誘起相変態による透磁率のごくわずかな上昇を引き起こす可能性がありますが、実用上問題となるレベルにははるかに及びません。透磁率1.02未満という厳しい非磁性要件が要求される用途では、アニール処理された状態の材料を指定し、製造中の過度の冷間加工を避けてください。重要な用途については、ご要望に応じて透磁率 試験が可能である。これは、フェライト相を含むため透磁率が 著しく高い二相鋼とは対照的である。.
6: MWalloysからC276厚板が届くまでどのくらいかかりますか?
標準的な板厚(1.5mm~50mm)のハステロイC276板は、ご注文確認後、通常5~7営業日以内に発送いたします。. このリードタイムには、注文処理、在庫からの材料引き抜き、指定寸法への切断、寸法検査、書類作成(CMTR、パッキングリスト、適合証明書)、出荷準備が含まれます。48~72時間以内の納品が必要な特急注文については、プレミアム特急サービスを提供しています。50mmを超える非在庫の厚さ、または現在の在庫状況を超える非常に大量のご注文の場合、リードタイムは工場のスケジュールによって6~12週間に延長されます。当社では、サプライチェーンの冗長性を確保し、需要が高い時期の遅延を最小限に抑えるため、世界的に複数の優良工場との関係を維持しています。適切な輸出書類があれば、ほとんどの国への国際配送が可能です。.
7:ハステロイC276板のキログラム当たりの価格はいくらですか?
ハステロイC276厚板の価格は、厚さ、注文数量、市況、要求される認証によって異なりますが、通常1キログラム当たり$110から$200+です。. 最近の市場データでは、薄板(3mm以下)は冷間圧延加工が追加されるため、キロ当たりのプレミアムが最も高い。厚板(25mm以上)は、質量のため1枚当 たりの絶対コストは高くなるが、キログラム当 たりの価格はこのレンジの下限である。特に、モリブデンは半導体製造や超合金製造に不可欠な材料である。特にモリブデンは半導体製造や超合金製造に欠かせない材料であることから、世界的な需給によって変動します。弊社では、隠れた追加料金のない透明性の高い価格設定を行い、予測可能な定期的なニーズをお持ちのお客様には、一括注文価格でのご提供も可能です。.
8:ハステロイC276板は食品、医薬品用途に使用できますか?
はい、ハステロイC276板は、医薬品製造、バイオプロセス、特殊食品グレードの化学用途で使用され、攻撃的な洗浄剤、高純度試薬、または攻撃的なプロセス化学物質が使用されます。. この合金は、316Lステンレ スと同様に、直接食品に接触する用途ではFDA にリストされていないため、直接食品に接触する用途はまれである。しかし、医薬品合成反応器、API (Active Pharmaceutical Ingredient)中間処理容器、高純度化学薬品製造では、C276が定期的に指定されている。超低炭素 (最大0.010%) のため感作の心配がなく、ニッケル含有量が高いためイオン溶出が最小限に抑えられ、2Bおよび電解研磨仕上げの表面仕上げが可能なため、洗浄性とGMPコンプライアンスが保証されます。製薬用途では、EN 10204 Type 3.1認証、ASTM B575によるロットトレーサ ビリティ、詳細な元素分析が標準的な文書要件であり、MWalloysは これら全てを提供しています。.
9: MWalloysはC276厚板についてどのような認証を得ていますか?
MWalloys社ではC276鋼板のご注文毎に包括的な文書パッケージをご提供しております:ASTM B575適合証明書、完全な化学的・機械的分析を含む認定材料試験報告書(CMTR)、熱処理記録、EN 10204 Type 3.1証明書を標準としています。. その他の要件については、以下を提供できます:NACE MR0175/ISO 15156適合証明書、ASME SB-575適合証明書(圧力容器規格のアプリケーション用)、RoHS/REACH宣言書、SGS、Bureau Veritas、TÜV、またはその他の認定検査機関による第三者検査証明書(EN 10204 Type 3.2)、実測寸法を記載した寸法検査報告書、トレーサビリティ・チェーンが途切れることのない生産工場由来の工場証明書。当社は、在庫の全材料の完全なデジタル記録を保持し、数ヶ月または数年前に供給された材料の履歴CMTR文書を提供することができます。.
10: ハステロイC276板は海水中でどのような性能を発揮しますか?
ハステロイC276鋼板は、常温から中温の全強度海水を含む海水サービスにおいて非常に優れた性能を発揮し、海洋熱交換器チューブシート、海水冷却システム部品、海洋脱塩装置において最も信頼性の高い材料の一つとなっている。. 高いPREN (~69)、塩化物を多く含む環境での耐隙 間腐食性、フェライト相の不存在の組み合わせにより、 316L、二相鋼2205、さらにはスーパー二相鋼 2507でさえも、隙間、生物付着、わずかな温度上昇を 伴う海水中で損なわれる塩化物による孔食や応力腐食 割れが発生しない。C276は、流動海水用途では、測定可能な腐食が 発生することなく、無期限に性能を発揮する。C276は、生物汚損のある淀んだ海水 (海水表面で局所的な無酸素、酸性の微小環境が発生する) でも、代替ステンレス鋼よりも大幅に優れています。重量が重要な用途(オフショアプラットフォーム)では、チタングレード2がC276と比較されることがあります。チタンの方が軽量で若干低コストですが、C276の方が機械的強度が高く、耐薬品性範囲が広いため、腐食と構造を組み合わせた用途ではC276が有利になることがよくあります。.
検証可能な情報源
本記事で紹介する技術情報は、以下の公表規格、技術文献、業界文書に基づいている:
- ASTMインターナショナル - 低炭素ニッケル-クロム-モリブデン-銅、低炭素ニッケル-クロム-モリブデン-銅の標準仕様低炭素ニッケル-クロム-モリブデン、低炭素ニッケル-クロム-モリブデン-銅、低炭素ニッケル-クロム-モリブデン-タンタル、低炭素ニッケル-クロム-モリブデン-タングステン、および低炭素ニッケル-モリブデン-クロム合金の板、シート、およびストリップの標準仕様。ASTM International, West Conshohocken, PA.
- ヘインズ・インターナショナル - ハステロイ C-276 合金技術データシート。Haynes International, Kokomo, Indiana.出版物 H-2002C.
- アメリカ機械学会 - ASMEボイラー圧力容器コード、セクションII、パートB、材料仕様、SB-575。アメリカ機械学会。.
- NACE International / ISO - NACE MR0175 / ISO 15156:石油・天然ガス産業-石油・ガス生産におけるH₂S含有環境での使用材料。.
- ASTMインターナショナル - ASTM G28-02(2015):鍛造ニッケルリッチ含クロム合金における粒界腐食感受性を検出するための標準試験方法。.
- 特殊金属株式会社 - UNS N10276(ハステロイC-276相当)の特性および用途に関する技術資料。.
- ASMインターナショナル - ASMハンドブック第13B巻:腐食:材料。ASMインターナショナル、マテリアル・パーク、オハイオ州。.
- 欧州委員会 - 圧力機器指令 2014/68/EU.欧州連合官報。.
- AWS - AWS A5.14/A5.14M:ニッケルおよびニッケル合金裸溶接棒(ERNiCrMo-4)仕様。米国溶接協会。.
- ASTMインターナショナル - ASTM E112:平均粒径の測定に関する標準試験方法。.
- ASTMインターナショナル - ASTM E8/E8M:金属材料の引張試験に関する標準試験方法。.
- ニッケル協会 - 腐食性サービスにおけるニッケル合金:技術シリーズ No.ニッケル協会、トロント、カナダ。.
- MTI(材料技術研究所) - 化学プロセス産業のための腐食工学ガイドライン。Materials Technology Institute, St.
- TWI(溶接協会) - ニッケル合金の溶接 - 技術知識、仕事の知識 記事119.
- ASTMインターナショナル - ASTM E10:金属材料のブリネル硬さの標準試験方法。.
