La chapa Hastelloy C276 es una de las aleaciones de níquel químicamente más resistentes disponibles en la actualidad, y su correcta elección puede prolongar la vida útil de los equipos entre 3 y 5 veces, al tiempo que reduce los costes por paradas imprevistas hasta en un 60%. En MWalloys, disponemos de placas Hastelloy C276 con certificación ASTM B575 en espesores de 1,5 mm a 100 mm, ofrecemos servicios de corte de precisión a medida y realizamos envíos a todo el mundo en un plazo de 5 a 7 días laborables. Tanto si usted es un ingeniero de procesos que especifica barreras anticorrosión para el servicio de ácido sulfúrico como si es un director de compras que busca chapa certificada para un proyecto de cambio de producción, esta guía consolida todos los datos técnicos, comerciales y operativos críticos que necesita, todo en un solo lugar.
Si su proyecto requiere el uso de la placa Hastelloy C276, puede Contacto para obtener un presupuesto gratuito.
¿Qué es la chapa Hastelloy C276 y por qué supera al acero inoxidable estándar?
La placa Hastelloy C276 es un producto de placa de aleación forjada de níquel-molibdeno-cromo fabricada según las especificaciones UNS N10276. La aleación fue desarrollada originalmente por Haynes International en la década de 1960 específicamente para soportar entornos en los que los aceros inoxidables austeníticos estándar -incluidos el 316L y el 317L- fallan en cuestión de meses o incluso semanas.
La razón fundamental por la que el C276 supera al acero inoxidable es su arquitectura de aleación. Mientras que el acero inoxidable 316L contiene aproximadamente 10-12% de níquel, el Hastelloy C276 contiene 57% de níquel como elemento base. Esta matriz de alto contenido en níquel proporciona una resistencia inherente al agrietamiento por corrosión bajo tensión inducido por cloruros, uno de los modos de fallo más comunes y catastróficos en los equipos de procesamiento químico. Añada molibdeno 15-17% para resistir la corrosión por picaduras y fisuras en entornos reductores, cromo 14,5-16,5% para resistir los ácidos oxidantes y wolframio 3-4,5% para una protección adicional contra la corrosión por fisuras, y tendrá una aleación que funciona de forma fiable donde prácticamente nada más puede hacerlo.
Hemos trabajado con ingenieros de procesos de los sectores del ácido fosfórico, farmacéutico y del petróleo en alta mar, y un tema recurrente es la reputación de "último recurso" del C276. Los ingenieros suelen recurrir a él tras una serie de fallos prematuros con 316L, dúplex 2205 o incluso 904L. En casi todos los casos documentados, el cambio a la chapa C276 prolongó significativamente los intervalos de servicio, a veces por factores de 3 a 5 respecto al material anterior.
Desde el punto de vista estructural, la chapa C276 también mantiene su integridad mecánica a temperaturas elevadas. Su resistencia mínima a la tracción de 100 ksi (690 MPa) en estado recocido, combinada con una buena ductilidad (alargamiento mínimo 40%), la hace adecuada para aplicaciones de recipientes a presión e intercambiadores de calor en las que se requiere simultáneamente resistencia a la corrosión y capacidad de carga estructural.
Por qué los materiales "estándar" fallan en entornos de alta corrosión
El error más caro en el diseño de plantas industriales es no especificar bien los materiales. Cuando falla una aleación barata, ya sea por picaduras, fisuras por corrosión bajo tensión o adelgazamiento uniforme, el coste real va mucho más allá de la propia chapa de repuesto. Las paradas imprevistas en las plantas de procesamiento químico pueden costar entre $10.000 y $500.000 al día, dependiendo del rendimiento de la planta y de las dependencias aguas abajo. Las sustituciones de tuberías y recipientes requieren andamiaje, mano de obra especializada, permisos de trabajo en caliente y pérdidas de producción que empequeñecen el ahorro de material original.
La chapa Hastelloy C276, debidamente especificada y certificada según ASTM B575, elimina este ciclo de fallos prematuros y costosas sustituciones. La inversión superior a la del acero inoxidable 316L, normalmente de 4 a 6 veces por kilogramo, casi siempre se recupera en el primer ciclo de sustitución, que nunca tiene que producirse.
¿Cómo protege su aplicación la certificación ASTM B575?
ASTM B575 es la norma vigente publicada por ASTM International (ahora ASTM International, antes American Society for Testing and Materials) que cubre los requisitos para placas, láminas y bandas de aleaciones de bajo contenido en carbono de níquel-cromo-molibdeno, níquel-cromo-molibdeno-cobre y níquel-cromo-molibdeno-tungsteno. En el caso concreto del Hastelloy C276, el cumplimiento de la norma ASTM B575 significa que el material ha sido fabricado, ensayado y documentado para cumplir estrictos criterios de ensayo químicos, mecánicos y de corrosión.
Requisitos específicos de la norma ASTM B575
| Categoría de requisitos | Detalle de la especificación ASTM B575 |
|---|---|
| Verificación de la composición química | Análisis elemental completo por calor |
| Propiedades de tracción | Resistencia mínima a la tracción y el límite elástico, alargamiento mínimo |
| Pruebas de dureza | Brinell o Rockwell, según proceda |
| Granulometría | Según ASTM E112 cuando sea necesario |
| Pruebas de corrosión | ASTM G28 Método A (prueba de sulfato férrico-ácido sulfúrico) |
| Tratamiento térmico | Recocido por disolución necesario; temperatura y tiempo documentados |
| Acabado superficial | Estado de la superficie especificado por pedido |
| Tolerancias dimensionales | Espesor, anchura, longitud, planitud según tolerancias ASTM |
| Informe de las pruebas de molienda | Se requiere un informe certificado de ensayo de materiales (CMTR) |
| Verificación por terceros | Disponible previa petición |
El requisito de ensayo de corrosión - ASTM G28 Método A - es especialmente significativo. En este ensayo se sumerge el material en una solución hirviente de sulfato férrico y ácido sulfúrico durante 120 horas y se mide la velocidad de corrosión en milésimas de pulgada por año (mpy). Para superar la prueba, la chapa C276 no debe superar los 25 mpy. Esto proporciona una prueba objetiva y cuantitativa de que la resistencia a la corrosión del material no se ha visto comprometida por un tratamiento térmico inadecuado o por contaminación durante la fabricación.
Desde el punto de vista de la adquisición, la certificación ASTM B575 significa que su proveedor tiene una prueba documentada de conformidad. En MWalloys, todas las chapas que almacenamos están respaldadas por un Informe Certificado de Pruebas de Material (CMTR) que incluye el número de colada, el análisis químico, los resultados de las pruebas mecánicas y los resultados de las pruebas de corrosión. Esta documentación no es una mera formalidad, sino la base legal y técnica de su sistema de gestión de la calidad, el cumplimiento de la normativa sobre seguros y las aprobaciones reglamentarias, especialmente en aplicaciones farmacéuticas y nucleares.
PED, NACE y otras normas de referencia cruzada
La norma ASTM B575 no es la única. En la práctica, las aplicaciones de placas C276 suelen requerir el cumplimiento cruzado de varias normas:
- ASME Sección II Parte B (SB-575): El código ASME de recipientes a presión adopta la norma ASTM B575 con requisitos adicionales para la construcción de recipientes a presión.
- NACE MR0175 / ISO 15156: Para servicio de gas ácido (H2S) en aplicaciones de petróleo y gas.
- EN 10204 Tipo 3.1 o 3.2: Requisitos europeos de certificación de materiales.
- RoHS / REACH: Para el cumplimiento de la normativa de la Unión Europea.
- PED 2014/68/UE: Directiva sobre equipos a presión para los equipos vendidos en Europa.
Comprender qué normas se aplican a su aplicación en una fase temprana del proceso de especificación evita costosas recertificaciones o el rechazo de materiales durante la inspección final.
¿Cuáles son los requisitos exactos de composición química del Hastelloy C276?
Hastelloy C276 (UNS N10276 / W.Nr. 2.4819) tiene una composición química estrictamente controlada que es fundamental para su rendimiento. La extraordinaria resistencia a la corrosión de esta aleación no es accidental, sino el resultado de un deliberado equilibrio elemental.
Tabla de composición química (ASTM B575 / UNS N10276)
| Elemento | Mínimo (%) | Máximo (%) | Función |
|---|---|---|---|
| Níquel (Ni) | 57,0 (saldo) | - | Matriz base, resistencia al cloruro SCC |
| Molibdeno (Mo) | 15.0 | 17.0 | Resistencia a la corrosión por picaduras y grietas |
| Cromo (Cr) | 14.5 | 16.5 | Resistencia a los ácidos oxidantes |
| Hierro (Fe) | 4.0 | 7.0 | Apoyo estructural, modificador de costes |
| Tungsteno (W) | 3.0 | 4.5 | Resistencia adicional a la corrosión por hendiduras |
| Cobalto (Co) | - | 2.5 | Controlado para aplicaciones nucleares |
| Manganeso (Mn) | - | 1.0 | Desoxidante |
| Carbono (C) | - | 0.010 | El bajo contenido en carbono evita la sensibilización |
| Silicio (Si) | - | 0.08 | Control de soldabilidad |
| Fósforo (P) | - | 0.04 | Control de impurezas |
| Azufre (S) | - | 0.03 | Control de impurezas |
| Vanadio (V) | - | 0.35 | Elemento de aleación menor |
El papel crítico de las bajas emisiones de carbono (0,010% como máximo)
El límite máximo de carbono de 0,010% es quizá la especificación más importante de toda la tabla química. A temperaturas elevadas, el carbono de las aleaciones de níquel puede combinarse con el cromo para formar carburos de cromo en los límites de grano, un proceso denominado sensibilización. El material sensibilizado presenta zonas pobres en cromo adyacentes a los límites de grano, lo que crea vías preferentes de corrosión.
La "C" de Hastelloy C276 era la aleación estándar. La historia de la designación "W" (o versión baja en carbono) dio lugar a lo que ahora especificamos como C276 con un máximo de carbono de 0,010%. Este carbono ultrabajo garantiza que el material permanezca inmune a la sensibilización durante la soldadura y el procesamiento térmico, una ventaja crítica en componentes fabricados que se someterán a múltiples pasadas de soldadura.
Recomendamos sistemáticamente verificar el contenido de carbono en cada CMTR recibido. Hemos visto casos en los que las chapas pedidas como "C276" tenían un contenido de carbono ligeramente elevado procedente de ciertas acerías, lo que comprometía el comportamiento frente a la corrosión en condiciones de soldadura. Compruebe siempre el CMTR, no sólo la especificación comercial de la laminadora.
¿Qué propiedades mecánicas deben esperar los ingenieros de la chapa C276?
Las propiedades mecánicas definen si una placa puede funcionar estructuralmente además de químicamente. En aplicaciones de recipientes a presión, intercambiadores de calor y revestimientos estructurales, conocer los rangos exactos de propiedades sirve de guía para calcular el espesor de pared y los factores de eficiencia de las juntas de soldadura.
Propiedades mecánicas a temperatura ambiente (recocido)
| Propiedad | Requisito mínimo | Valor típico | Norma de ensayo |
|---|---|---|---|
| Resistencia a la tracción | 100 ksi (690 MPa) | 109-115 ksi (750-793 MPa) | ASTM E8 |
| 0,2% Límite elástico | 41 ksi (283 MPa) | 52-58 ksi (358-400 MPa) | ASTM E8 |
| Alargamiento (calibre de 2 pulgadas) | 40% | 55-65% | ASTM E8 |
| Dureza (Brinell) | - | 180-220 HBW | ASTM E10 |
| Dureza (Rockwell B) | - | 87-96 HRB | ASTM E18 |
| Reducción de la superficie | - | 60–70% | ASTM E8 |
Propiedades mecánicas a temperaturas elevadas
Una de las ventajas menos apreciadas del C276 es que mantiene su resistencia mecánica a temperaturas muy superiores a la ambiente. Esto lo hace adecuado para recipientes encamisados, autoclaves y servicios ácidos a alta temperatura en los que otras aleaciones inferiores experimentarían fluencia o fatiga térmica.
| Temperatura | Resistencia a la tracción (ksi) | Límite elástico (ksi) | Alargamiento (%) |
|---|---|---|---|
| Temperatura ambiente (70°F) | 109–115 | 52–58 | 55–65 |
| 204°C (400°F) | 96–102 | 42–48 | 50-60 |
| 600°F (316°C) | 90–96 | 39–45 | 48–58 |
| 800°F (427°C) | 85-92 | 37–43 | 45-55 |
| 1000°F (538°C) | 79–87 | 35–41 | 42–52 |
| 649°C (1200°F) | 67–75 | 33–39 | 40-50 |
Propiedades físicas relevantes para el diseño
| Propiedad | Valor | Unidad |
|---|---|---|
| Densidad | 8.89 | g/cm³ (0,321 lb/pulg³) |
| Intervalo de fusión | 1325–1370 | °C (2415-2500°F) |
| Conductividad térmica a 100°C | 10.2 | W/m-K |
| Coeficiente de dilatación térmica (21-93°C) | 11.2 | μm/m-°C |
| Calor específico a 21°C | 427 | J/kg-K |
| Resistividad eléctrica | 1.30 | μΩ-m |
| Módulo de elasticidad | 205 | GPa (29,8 × 10⁶ psi) |
Estas propiedades físicas son directamente relevantes para los cálculos de estrés térmico, el modelado de transferencia de calor y el diseño de juntas de expansión térmica, áreas todas ellas en las que hemos visto que los ingenieros ahorran mucho tiempo de ingeniería al disponer de datos consolidados de una única fuente fiable.
¿Para qué entornos corrosivos se ha diseñado específicamente la placa Hastelloy C276?
Comprender el comportamiento frente a la corrosión de la chapa C276 es la base para una correcta especificación del material. Esta aleación se comporta en una gama inusualmente amplia de medios corrosivos, pero no de forma universal. Conocer tanto sus puntos fuertes como sus limitaciones protege su aplicación.
Resistencia a la corrosión por tipo de medio
| Medio corrosivo | Intervalo de concentración | Temperatura | Clasificación de rendimiento C276 |
|---|---|---|---|
| Ácido clorhídrico (HCl) | Hasta 20% | Hasta 120°C | Excelente |
| Ácido sulfúrico (H₂SO₄) | Hasta 40% (reduciendo) | Hasta 80°C | Muy buena |
| Ácido fosfórico (H₃PO₄) | Hasta 85% | Hasta 100°C | Excelente |
| Ácido nítrico (HNO₃) | Hasta 20% | Ambiente | Bueno (limitado) |
| Ácido fluorhídrico (HF) | Diluir hasta moderar | Ambiente a 50°C | Muy buena |
| Ácido acético | Todas las concentraciones | Hasta 150°C | Excelente |
| Ácido fórmico | Todas las concentraciones | Hasta ebullición | Excelente |
| Cloruro férrico | Hasta 10% | Ambiente a 60°C | Muy buena |
| Agua de mar / soluciones de cloruro | Todas las concentraciones | Hasta 100°C | Excelente |
| Cloro gas húmedo | - | Ambiente | Muy buena |
| Hipoclorito sódico | Hasta 15% | Ambiente | Muy buena |
| Gases de combustión / condensados ácidos mezclados | Mixto | 50-200°C | Excelente |
| Sulfuro de hidrógeno (gas ácido H₂S) | - | - | Excelente (conforme a NACE) |
Lo que el C276 no puede gestionar con fiabilidad
Ninguna aleación es universalmente resistente. El C276 tiene limitaciones conocidas que los ingenieros deben comprender:
Ácidos oxidantes a alta concentración: El ácido nítrico por encima de la concentración 30%, o los sistemas mixtos de ácido nítrico-hidrofluórico a temperaturas elevadas, pueden atacar al C276. Las aleaciones como C22 o C2000 con mayor contenido de cromo pueden funcionar mejor en estas condiciones específicas.
Sales de haluros fuertemente oxidantes: El cloruro férrico en altas concentraciones combinado con altas temperaturas puede causar picaduras aceleradas incluso en el C276.
Metales alcalinos fundidos: No apto.
Sulfuración a alta temperatura por encima de 500°C: A temperaturas muy elevadas en atmósferas sulfurosas reductoras, se requieren aleaciones refractarias alternativas.
Ácido fluorhídrico por encima de la concentración 60%: Los índices de corrosión aumentan considerablemente.
Siempre recomendamos realizar cupones de corrosión específicos para aplicaciones críticas en lugar de confiar únicamente en las tablas de corrosión publicadas. Los datos publicados representan condiciones de laboratorio; su flujo de proceso probablemente contiene múltiples especies que pueden acelerar o inhibir la corrosión de forma impredecible.
Corrosión por picaduras y fisuras: Comprender la PREN
El número equivalente de resistencia a las picaduras (PREN) es un índice calculado de la resistencia de un material a la corrosión por picaduras en ambientes clorados:
PREN = %Cr + 3,3(%Mo) + 16(%N)
Para Hastelloy C276: PREN ≈ 16 + 3,3(16) + 0 ≈ 68.8
Compara esto con:
- Acero inoxidable 316L: PREN ≈ 24
- Duplex 2205: PREN ≈ 35-40
- Super dúplex 2507: PREN ≈ 42-45
- Aleación 625: PREN ≈ 51
El PREN del C276 de aproximadamente 69 explica por qué funciona de forma fiable en intercambiadores de calor de agua de mar, flujos de proceso clorados y entornos de alta mar en los que los inoxidables 316L, dúplex e incluso superdúplex fallan prematuramente.
¿Cómo reduce el servicio de corte a medida los costes de fabricación y el desperdicio de material?
Adquirir chapa Hastelloy C276 cortada a sus dimensiones exactas es una de las formas más eficaces de controlar el coste total del proyecto. Las matemáticas son sencillas, pero el impacto operativo es sustancial.
El verdadero coste de la compra de placas de fresado completo
Las chapas de laminación estándar de Hastelloy C276 se suministran en dimensiones que oscilan normalmente entre 1.500 mm × 3.000 mm y 2.000 mm × 6.000 mm en función del espesor. En muchos proyectos de fabricación, las dimensiones reales de la chapa son mucho menores. Cuando los fabricantes compran chapas de laminación completas y las cortan en la propia empresa, se activan simultáneamente varios centros de costes:
- Mano de obra de corte con sierra o plasma con aleaciones especiales ($80-$150/hora)
- Equipos de corte especializados mantenimiento y amortización
- Gestión del inventario de recortes - Los recortes de C276 no pueden desecharse simplemente por su valor de chatarra; el mercado de piezas pequeñas es limitado
- Riesgo potencial de contaminación - el uso de equipos de corte genéricos en C276 sin los protocolos de limpieza adecuados puede introducir contaminación por hierro que inicie la corrosión de la superficie
Al pedir chapa C276 cortada a medida a MWalloys, elimina todos estos centros de coste y recibe chapas verificadas dimensionalmente dentro de una tolerancia de ±0,5 mm, con bordes fresados o cortados con sierra según se especifique.
Capacidad de corte a medida de MWalloys
| Capacidad | Especificación |
|---|---|
| Espesor mínimo | 1,5 mm |
| Espesor máximo | 100 mm |
| Anchura mínima | 25 mm |
| Anchura máxima | 2.500 mm |
| Longitud mínima | 25 mm |
| Longitud máxima | 6.000 mm |
| Método de corte | Chorro de agua, plasma, serrado (en función del material) |
| Tolerancia dimensional | ±0,5 mm estándar; ±0,25 mm de precisión |
| Acabado de cantos | Borde fresado, cortado con sierra, fresado o desbarbado |
| Acabado superficial | 2B, 2D, laminado en caliente o a medida |
| Plazo de entrega | 5-7 días laborables estándar; disponible por correo urgente |
| Documentación | CMTR incluido; certificaciones NACE/PED disponibles |
Ejemplo de cálculo de ahorro de material
Consideremos un proyecto que requiere 20 piezas de chapa C276 de 300 mm × 500 mm × 10 mm de espesor.
Enfoque de placa de molino completa:
- Compra de dos placas de 1.500 × 3.000 × 10 mm
- Superficie real necesaria: 20 × (0.3 × 0.5) = 3.0 m²
- Superficie de chapa de molino adquirida: 2 × (1,5 × 3,0) = 9,0 m²
- Utilización: 33%
- 67% de material desperdiciado o depositado en el inventario de recortes
Enfoque de corte a medida:
- Compre exactamente 20 piezas de las dimensiones requeridas
- 100% utilización del material comprado
- Sin mano de obra de corte interna, sin gestión de recortes
Con un precio de la plancha C276 de aproximadamente $120-$180/kg (en función del mercado), una reducción de 6 m² en el desperdicio de material en plancha de 10 mm (densidad 8,89 g/cm³) representa un ahorro en costes de material de aproximadamente $6.400-$9.600 en un solo pedido, antes de tener en cuenta el ahorro en mano de obra de corte.
¿Qué grosores y dimensiones están disponibles en stock?
La disponibilidad es tan importante como las especificaciones en situaciones de mantenimiento y construcción en las que el tiempo apremia. MWalloys mantiene un inventario estratégico estructurado específicamente para atender paradas de emergencia, proyectos de reacondicionamiento y programas de fabricación acelerados.
Gama de espesores estándar en stock
| Espesor (mm) | Espesor (pulgadas) | Opciones de anchura (mm) | Estado de la superficie |
|---|---|---|---|
| 1.5 | 0.060" | 1000, 1500, 2000 | 2B recocido |
| 2.0 | 0.079" | 1000, 1500, 2000 | 2B recocido |
| 3.0 | 0.118" | 1000, 1500, 2000 | 2B recocido |
| 4.0 | 0.157" | 1000, 1500, 2000 | 2B / Laminado en caliente |
| 5.0 | 0.197" | 1000, 1500, 2000 | 2B / Laminado en caliente |
| 6.0 | 0.236" | 1000, 1500, 2000 | Laminado en caliente Recocido |
| 8.0 | 0.315" | 1000, 1500, 2000 | Laminado en caliente Recocido |
| 10.0 | 0.394" | 1000, 1500, 2000 | Laminado en caliente Recocido |
| 12.0 | 0.472" | 1000, 1500, 2000 | Laminado en caliente Recocido |
| 15.0 | 0.591" | 1000, 1500 | Laminado en caliente Recocido |
| 20.0 | 0.787" | 1000, 1500 | Laminado en caliente Recocido |
| 25.0 | 0.984" | 1000, 1500 | Laminado en caliente Recocido |
| 30.0 | 1.181" | 1000 | Laminado en caliente Recocido |
| 40.0 | 1.575" | 1000 | Laminado en caliente Recocido |
| 50.0 | 1.969" | 1000 | Laminado en caliente Recocido |
| 60–100 | 2.362"–3.937" | 1000 (disponibilidad puntual) | Laminado en caliente Recocido |
Los espesores superiores a 50 mm se utilizan principalmente en aplicaciones de bloques, utillaje y construcción de recipientes de reactores pesados. Para espesores superiores a 100 mm, podemos abastecernos en nuestras fábricas asociadas con plazos de entrega típicos de 8-12 semanas.
¿En qué se diferencia la aleación Hastelloy C276 de las aleaciones C22, C2000 y 625?
Seleccionar la aleación de níquel adecuada para una aplicación corrosiva específica requiere comprender las diferencias entre las aleaciones relacionadas. El C276 no siempre es la mejor opción, y saber cuándo especificar una alternativa evita tanto el gasto excesivo como el rendimiento insuficiente.
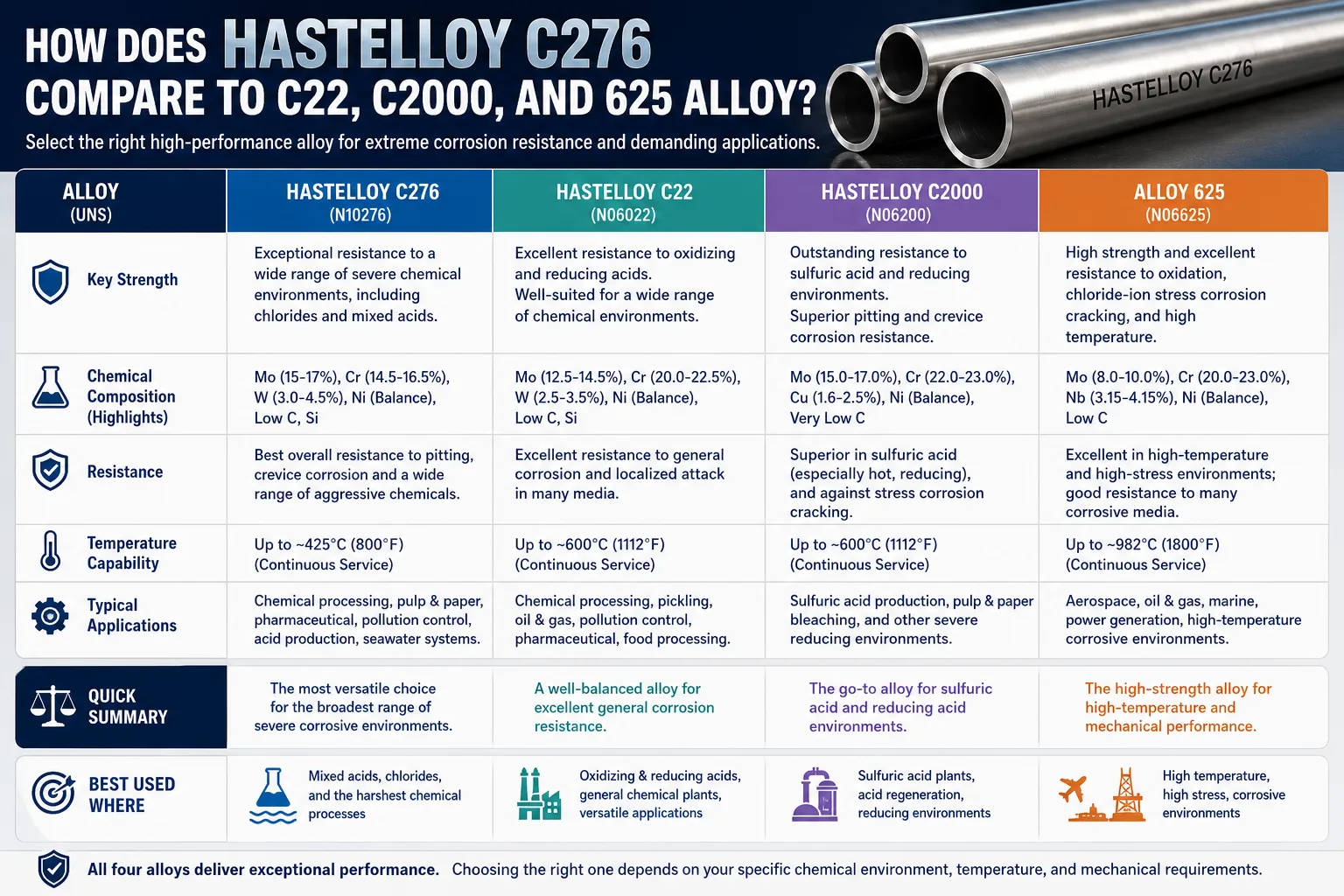
Propiedades y aplicaciones comparativas de las aleaciones
| Propiedad | C276 (N10276) | C22 (N06022) | C2000 (N06200) | Aleación 625 (N06625) |
|---|---|---|---|---|
| Contenido en níquel | 57% | 56% | 59% | 61% |
| Molibdeno | 15-17% | 12,5-14,5% | 15-17% | 8-10% |
| Cromo | 14,5-16,5% | 20-22.5% | 22–24% | 20-23% |
| Tungsteno | 3-4.5% | 2,5-3,5% | - | - |
| Cobre | - | - | 1.3–1.9% | - |
| Carbono máximo | 0.010% | 0.015% | 0.010% | 0.10% |
| PREN (aprox.) | 69 | 67 | 72 | 51 |
| Resistencia a la tracción (min) | 100 ksi | 100 ksi | 100 ksi | 120 ksi |
| Fuerza primaria | Ácido reductor, HCl, cloruros | Servicio de ácidos mixtos, oxidantes | Espectro más amplio | Alta resistencia, fatiga |
| Índice de costes relativos | 1.0 | 1.1–1.2 | 1.2–1.3 | 0.85–0.95 |
| Norma de chapa ASTM | B575 | B575 | B575 | B443 |
Cuándo elegir el C276 frente a otras alternativas
Elija C276 cuando:
- La principal especie corrosiva es el ácido clorhídrico, el cloro gaseoso húmedo o las soluciones de cloruro concentradas.
- El entorno del servicio es predominantemente de naturaleza reductora.
- La corrosión por picaduras y grietas en medios ricos en cloruros es el principal mecanismo de fallo.
- Hay condensados ácidos mixtos (habituales en los sistemas de desulfuración de gases de combustión).
- El servicio de gas ácido requiere el cumplimiento de la norma NACE MR0175.
Considere C22 en su lugar cuando:
- El medio ambiente oscila entre condiciones fuertemente oxidantes y reductoras.
- El ácido nítrico, el ácido crómico o los medios altamente oxidantes están presentes junto a los cloruros.
- Las estructuras soldadas requieren la máxima resistencia a la corrosión en entornos complejos.
Considere la C2000 en su lugar cuando:
- El ácido sulfúrico en concentraciones medias combinado con cloruros es la principal preocupación.
- El beneficio inherente de la resistencia a la corrosión del cobre en sistemas ácidos específicos es ventajoso.
- Se requiere el máximo de PREN en el espectro más amplio posible de medios de comunicación.
Considere la aleación 625 en su lugar cuando:
- La alta resistencia, la resistencia a la fatiga o las propiedades criogénicas son los principales impulsores.
- La aplicación implica entornos acuosos de cloruro sin ácidos reductores fuertes.
- La reducción de costes es posible sin sacrificar una resistencia adecuada a la corrosión.
- Servicio de agua de mar con carga mecánica (elevadores en alta mar, armadura de tubería flexible).
¿Qué consideraciones sobre soldadura, conformado y mecanizado se aplican a la chapa C276?
La chapa Hastelloy C276 requiere procedimientos de manipulación específicos durante su fabricación. Comprender estos requisitos protege la resistencia a la corrosión del material y evita fallos prematuros en servicio.
Soldadura de chapa C276
El C276 se considera una de las superaleaciones de níquel más soldables, pero deben seguirse los procedimientos adecuados:
Procesos de soldadura preferidos:
- Soldadura por arco de tungsteno con gas (GTAW/TIG): Preferida para aplicaciones críticas; proporciona soldaduras de máxima calidad con control total de la fusión.
- Soldadura por arco metálico con gas (GMAW/MIG): Aceptable para secciones más gruesas con los parámetros adecuados.
- Soldadura por arco de plasma (PAW): Adecuada para chapas de poco espesor.
- Soldadura por arco metálico protegido (SMAW): Aceptable con electrodos ERNiCrMo-4.
Metal de relleno: AWS ERNiCrMo-4 (composición coincidente) es el metal de aportación estándar para soldaduras C276 a C276. Este metal de aportación mantiene la composición química y la resistencia a la corrosión del metal base en toda la zona de soldadura.
Parámetros críticos de soldadura:
| Parámetro | Recomendación |
|---|---|
| Precaliente | No es necesario en condiciones ambientales de temperatura ambiente |
| Temperatura de paso | Máximo 93°C (200°F) - crítico para el control |
| Entrada de calor | Minimizar; utilizar cordones, no tejer |
| Tratamiento térmico posterior a la soldadura | El recocido por disolución a 1066-1121°C (1950-2050°F) mejora la resistencia a la corrosión. |
| Gas de protección | Argón o mezclas de argón-helio; grado de gran pureza |
| Limpieza | Elimine todo el aceite, grasa, pintura y contaminación de hierro antes de soldar. |
El límite de temperatura entre pasadas de 93 °C no es negociable. Excederla permite la precipitación de fases secundarias en los límites de grano, lo que reduce drásticamente la resistencia a la corrosión en la zona afectada por el calor. Hemos visto fallos de corrosión en la zona afectada por el calor atribuidos directamente a una temperatura entre pasadas excesiva, un modo de fallo totalmente evitable.
Conformado de chapa C276
La chapa C276 puede conformarse en frío o en caliente, pero su índice de endurecimiento por deformación es superior al del acero inoxidable austenítico. Esto significa que se requiere más fuerza y que la aleación se retrae más tras el conformado. Consideraciones clave:
- Conformado en frío: Posible, pero requiere un equipo capaz de 50-100% mayor fuerza que las operaciones equivalentes en 316L. Puede ser necesario un recocido intermedio para operaciones de conformado severas.
- Conformado en caliente: Realizado en la gama de 900-1175°C (1650-2150°F). El material debe recocido en solución después del conformado en caliente para restaurar la resistencia a la corrosión.
- Radio de curvatura mínimo: Normalmente, 1,5-2,0× espesor de chapa para el curvado en frío; radios más estrechos posibles con el conformado en caliente.
- Evitar la formación por debajo de 15°C: Las temperaturas frías aumentan la susceptibilidad a las grietas.
Mecanizado de chapa C276
El C276 es mecanizable, pero requiere herramientas y parámetros adecuados. La aleación se endurece rápidamente, por lo que deben evitarse los cortes interrumpidos y el alojamiento de la herramienta.
| Parámetros de mecanizado | Recomendación |
|---|---|
| Herramientas | Metal duro o con punta de metal duro; se prefieren las calidades recubiertas |
| Velocidad de corte (torneado) | 20-40 m/min (65-130 pies/min) |
| Velocidad de avance | Moderado; mantener un flujo continuo de virutas |
| Profundidad de corte | Suficiente para quedar por debajo de la capa superficial endurecida por el trabajo |
| Líquido de corte | Refrigerante hidrosoluble de alta calidad; contenido de cloruro < 50 ppm |
| Velocidad de perforación | 30-50% de velocidad utilizado para 304 inoxidable |
| Evite | Herramientas sin filo, cortes interrumpidos, herramienta que se queda en el corte |
¿Cómo se calcula el coste total de propiedad de la chapa C276 frente a otras alternativas más baratas?
El análisis del coste total de propiedad (TCO) es la herramienta más persuasiva disponible para justificar la chapa C276 ante los equipos de compras centrados en el precio unitario inicial. Las matemáticas favorecen sistemáticamente al C276 en entornos de servicio agresivos.
Marco TCO para la selección de placas
| Componente de coste | Placa de acero inoxidable 316L | Placa dúplex 2205 | Placa Hastelloy C276 |
|---|---|---|---|
| Coste del material (índice relativo) | 1.0 | 2.2 | 6.5 |
| Vida útil prevista en servicio HCl | 12-24 meses | 18-36 meses | 8-15 años |
| Ciclos de sustitución de más de 10 años | 5-10 | 3-6 | 0-1 |
| Mano de obra de la instalación de sustitución | Alta recurrencia | Moderada recurrente | Mínimo |
| Riesgo de cierre imprevisto | Alta | Moderado | Muy bajo |
| Frecuencia de inspección requerida | Alta | Moderado | Bajo |
| Coste total a 10 años (índice relativo) | 3.5–7.0 | 2.5–4.0 | 1,0 (mejor valor de referencia) |
Ejemplo real de cálculo de costes
Escenario: Revestimiento de tanque de neutralización de ácidos de 10 mm de espesor, 50 m² de superficie total, servicio de HCl a 10% de concentración, 80°C de temperatura de funcionamiento.
Acero inoxidable 316L:
- Coste del material: 50 m² × 10 mm × 7,93 g/cm³ × $8/kg ≈ $31.720
- Vida útil prevista: 18 meses antes de que se produzca corrosión por agujeros de alfiler a través del revestimiento
- Ciclos de sustitución en 10 años: ~6.5
- Coste acumulado del material: ~$206.180
- Tiempo de inactividad y mano de obra por sustitución: $40,000–$80,000
- TCO total a 10 años: $466,180-$726,180
Hastelloy C276:
- Coste del material: 50 m² × 10 mm × 8,89 g/cm³ × $130/kg ≈ $578.500
- Vida útil prevista: 10-15 años (un ciclo cubre el periodo de comparación)
- Ciclos de sustitución en 10 años: 0-1
- Coste acumulado del material: $578.500-$1.157.000 (en el peor de los casos con una sustitución)
- Tiempo de inactividad y mano de obra: $0-$50.000
- TCO total a 10 años: $578.500-$1.207.000 (peor caso, mejor caso $578.500)
A primera vista, las cifras están más cerca de lo esperado, pero este ejemplo utiliza el peor escenario posible para el C276. Cuando el C276 alcanza una vida útil de 15 años (documentada en múltiples aplicaciones de plantas de ácido fosfórico), la comparación del coste total de propiedad cambia de forma decisiva: $578.500 para el C276 frente a $726.180 para el 316L, con el C276 aportando ventajas adicionales de cero paradas imprevistas y ninguna pérdida de ingresos de producción.
En el cálculo de las pérdidas de producción es donde siempre gana el C276. Una sola parada no planificada de tres días en una planta química de tamaño medio puede suponer entre 1.400.000 y 1.600.000 millones de euros de pérdida de producción, lo que supera con creces cualquier diferencia de costes materiales.
¿Qué aplicaciones industriales impulsan la mayor demanda de placa C276?
La chapa Hastelloy C276 sirve a un conjunto definido de industrias en las que la gravedad de la corrosión, los requisitos normativos y la criticidad del proceso justifican el coste del material. Comprender estas aplicaciones ayuda tanto a los ingenieros como a los compradores a contextualizar sus decisiones de compra.

Industria de transformación química
La industria de transformación química (IPQ) representa la mayor parte del consumo mundial de placas C276. Las aplicaciones clave incluyen:
- Recipientes de reactores y recipientes a presión: Especialmente en la síntesis de HCl, la producción de orgánicos clorados y la síntesis de intermedios farmacéuticos.
- Planchas de tubos para intercambiadores de calor: Cuando el lado del canal transporta ácidos agresivos y la corrosión de la chapa tubular es el componente que limita la vida útil.
- Internos de columna y torre: Columnas de destilación que manipulan ácido acético, ácido fórmico o disolventes clorados.
- Revestimientos de tuberías y válvulas: Tanto como revestimiento sólido de chapa C276 como revestimiento aplicado sobre sustratos de acero al carbono.
- Sistemas de lavado: Lavado de gases en el que el HCl, el HF, el SO₂ y el cloro gaseoso se absorben en corrientes líquidas.
Sistemas de desulfuración de gases de combustión (FGD)
Los sistemas FGD de las centrales eléctricas representan una de las aplicaciones más exigentes para la chapa C276. El interior del recipiente de absorción se ve sometido a una combinación de ácido sulfúrico diluido, iones de cloruro, fluctuaciones de pH, abrasión de los lodos y temperaturas elevadas, condiciones que consumen rápidamente incluso los aceros inoxidables de alta aleación. En estos sistemas, la chapa C276 se utiliza para revestimientos de torres de absorción, paredes de depuradores y tanques de retención de lodos.
Fabricación farmacéutica
Los procesos farmacéuticos no sólo requieren resistencia química, sino también biocompatibilidad, trazabilidad y facilidad de limpieza de los materiales. La chapa C276 se utiliza en reactores farmacéuticos, recipientes de mezcla y tuberías de proceso donde se encuentran reactivos agresivos, como HCl, ácido acético, disolventes y agentes de limpieza oxidantes. El acabado superficial 2B disponible en la chapa C276 cumple los requisitos de salas limpias y procesos sanitarios.
Petróleo, gas y petroquímica
- Servicio de gas amargo: Los pozos que contienen H2S requieren materiales que cumplan la norma NACE MR0175; el C276 cumple los requisitos.
- Intercambiadores de calor marinos: Intercambiadores de calor refrigerados por agua de mar en los que el cloruro SCC elimina las opciones de acero inoxidable.
- Componentes de boca de pozo y de fondo de pozo: Placa utilizada en aplicaciones de revestimiento de recipientes a presión.
- Unidades de alquilación ácida en refinerías: Los reactores de alquilación de ácido fluorhídrico utilizan C276 para revestimientos de recipientes y componentes de agitadores.
Control de la Contaminación e Ingeniería Medioambiental
- Incineración de residuos: Los gases de combustión que contienen HCl combinados con el condensado crean uno de los entornos más agresivos de la industria; chapa C276 para conductos y secciones de temple.
- Tratamiento de aguas residuales industriales: Tanques de neutralización de ácidos, recipientes de ajuste del pH.
- Tratamiento electroquímico: Componentes de baños galvánicos, cubas de anodizado.
Pasta y papel
Los digestores de pasta kraft, los equipos de las plantas de blanqueo y los sistemas de generación de dióxido de cloro utilizan el C276 para los componentes expuestos a la combinación de cloruros, ácido y temperatura elevada que caracteriza a estos procesos.
¿Cómo se verifican los informes de pruebas de las fábricas y la trazabilidad de los materiales?
La verificación de la trazabilidad del material no es negociable en aplicaciones de alto riesgo. Una placa que carece de trazabilidad verificable a un calor de laminación conocido es potencialmente falsificada, reciclada o mal etiquetada, y las consecuencias de instalar dicho material en un recipiente a presión o reactor químico pueden ser catastróficas.
Proceso de verificación del CMTR paso a paso
Paso 1: Confirmar el número de colada
Cada pieza de chapa C276 debe llevar un número térmico estampado, estarcido o grabado en la superficie del material. Compare este número con el CMTR. Si los números térmicos no coinciden, deténgase inmediatamente.
Paso 2: Verificar la composición química
Comparar el análisis químico CMTR con los límites ASTM B575 UNS N10276. Todos los elementos deben estar dentro de la especificación. Preste especial atención al carbono (máx. 0,010%), silicio (máx. 0,08%) y molibdeno (15-17%).
Etapa 3: Confirmación de las propiedades mecánicas
Compruebe que la resistencia a la tracción, el límite elástico y el alargamiento cumplen o superan los mínimos de la norma ASTM B575. Compruebe qué norma de ensayo se ha utilizado (debe ser ASTM E8 o equivalente).
Paso 4: Revisión de los resultados de las pruebas de corrosión
Deben presentarse los resultados de las pruebas de corrosión ASTM G28 Método A. La velocidad de corrosión no debe superar los 25 mpy.
Paso 5: Confirmar el tratamiento térmico
Deberá confirmarse el recocido de la solución, incluida la temperatura y el tiempo, o remitirse al procedimiento cualificado del fabricante.
Paso 6: Verificación por terceros (opcional pero recomendable)
Para aplicaciones críticas, solicite la prueba PMI (Identificación Positiva de Material) en el momento de la recepción. Los analizadores XRF portátiles pueden confirmar elementos clave (Ni, Mo, Cr) comparándolos con los valores CMTR en cuestión de minutos.
Paso 7: Tipo de certificado EN 10204
Confirme si el certificado es de tipo 2.2 (declaración del fabricante - menos riguroso) o de tipo 3.1 (validado por el representante autorizado del fabricante) o de tipo 3.2 (validado tanto por el fabricante como por un inspector independiente). Las aplicaciones de recipientes a presión suelen requerir 3.1 o 3.2.
En MWalloys, todo el material en stock lleva los certificados 3.1 como estándar. Para aplicaciones nucleares o farmacéuticas que requieran la certificación 3.2 con inspección independiente, nos coordinamos con agencias de inspección externas cualificadas y podemos organizarlo en el momento del pedido.
Preguntas frecuentes
1: ¿Cuál es la diferencia entre la placa Hastelloy C276 y la chapa C276?
La chapa y la placa C276 difieren principalmente en el espesor, el proceso de fabricación y las tolerancias aplicables. La chapa es un producto plano de espesor inferior a 4,76 mm (3/16 pulgadas), normalmente laminado en frío con un acabado superficial 2B o recocido brillante. La chapa se refiere al material de 4,76 mm y superior, normalmente laminado en caliente y recocido. Ambos están cubiertos por la norma ASTM B575, pero se aplican diferentes tablas de tolerancia de espesor. Para aplicaciones de fabricación que requieren una planitud precisa y un acabado superficial controlado (farmacéuticas, alimentarias), suele preferirse la chapa. Para recipientes a presión y aplicaciones estructurales que requieren espesor e integridad mecánica, se prefiere la chapa. La composición química y la resistencia a la corrosión de ambas son idénticas cuando se fabrican conforme al UNS N10276. En MWalloys disponemos de ambas formas y podemos aconsejarle sobre la más adecuada para su aplicación en función de los requisitos del servicio y el método de fabricación.
2: ¿Puede utilizarse la chapa Hastelloy C276 en servicio con ácido fluorhídrico?
Sí, la chapa C276 tiene un buen comportamiento en servicio con ácido fluorhídrico (HF) a concentraciones de hasta aproximadamente 60% y temperaturas de hasta 65°C (150°F), lo que la convierte en uno de los materiales preferidos para aplicaciones de alquilación y decapado con HF. Por encima de la concentración de HF 60% o a temperaturas elevadas, los índices de corrosión aumentan y los materiales alternativos -incluido el Monel 400 (UNS N04400)- pueden superar al C276 en condiciones específicas. Para el servicio de HF anhidro, son más comunes los sistemas especializados revestidos de PTFE o Monel. En los sistemas de ácidos mixtos que contienen HF y HNO₃ (inmersión brillante en el acabado de metales), el C276 es un material de elección primaria debido a su resistencia combinada a ambos ácidos. Obtenga siempre los datos de corrosión específicos del lugar para el servicio con HF antes de la selección final del material, ya que las trazas de contaminantes en el flujo del proceso pueden alterar significativamente el comportamiento frente a la corrosión.
3: ¿Qué opciones de acabado superficial hay disponibles para la chapa C276 de MWalloys?
MWalloys suministra chapa Hastelloy C276 en múltiples acabados superficiales: recocido laminado en caliente (HRA) para aplicaciones estructurales, recocido laminado en frío 2B y skin-passed para equipos de proceso que requieren superficies lisas, y 2D (acabado mate laminado en frío) para aplicaciones en las que se requiere uniformidad superficial sin alta reflectividad. Para aplicaciones farmacéuticas o alimentarias, podemos suministrar con pulido mecánico adicional a valores Ra de 0,8 μm, 0,4 μm, o más finos bajo pedido. El estado estándar de la superficie de la chapa ASTM B575 es recocido laminado en caliente, que proporciona una resistencia adecuada a la corrosión para la mayoría de las aplicaciones industriales. El acabado 2B ofrece un comportamiento ligeramente mejor frente a la corrosión debido a que la superficie más lisa reduce los puntos de hendidura. El electropulido está disponible como servicio de valor añadido para aplicaciones de sala limpia. Póngase en contacto con nuestro equipo técnico de ventas para conocer los requisitos de acabado superficial específicos de su aplicación.
4: ¿Cuál es la temperatura máxima de funcionamiento de la chapa C276 en servicio corrosivo?
Para un servicio resistente a la corrosión, la chapa C276 está generalmente limitada a aproximadamente 1040°C (1900°F) en atmósferas oxidantes no corrosivas, pero en medios corrosivos el límite superior práctico depende del entorno específico. En servicio acuoso ácido, la mayoría de los datos de corrosión publicados se aplican a temperaturas inferiores a 200°C (392°F). En servicio de gases de combustión con condensados ácidos mezclados, se ha documentado un servicio fiable hasta 300°C (572°F). Por encima de 500°C (932°F) en aire o atmósferas oxidantes, el Hastelloy C276 desarrolla una resistencia adecuada a la oxidación, pero para cargas térmicas/mecánicas por encima de este rango, deben considerarse aleaciones de mayor temperatura como el Hastelloy X o el Inconel 617. Para aplicaciones criogénicas, el C276 mantiene la ductilidad y tenacidad hasta temperaturas de nitrógeno líquido (-196°C / -320°F), lo que lo hace adecuado para aplicaciones en recipientes criogénicos donde también se requiere resistencia a la corrosión. Consulte siempre con los ingenieros de aplicaciones de MWalloys cuando la temperatura de servicio supere los 200°C en medios corrosivos.
5: ¿Es magnética la chapa Hastelloy C276?
La chapa Hastelloy C276 en estado recocido es esencialmente no magnética (paramagnética), con una permeabilidad magnética relativa muy cercana a 1,0 - típicamente 1,001 o menos. Esta característica no magnética es importante en aplicaciones relacionadas con equipos de resonancia magnética, sistemas de medición electromagnética o aplicaciones marinas en las que se requiere minimizar la firma magnética. El trabajo en frío puede inducir un aumento muy ligero de la permeabilidad magnética debido a la transformación de fase inducida por la tensión, pero sigue estando muy por debajo de los niveles que causarían problemas prácticos. Para aplicaciones con requisitos no magnéticos estrictos (normalmente, permeabilidad inferior a 1,02), especifique material recocido y evite el trabajo en frío excesivo durante la fabricación. Las pruebas de permeabilidad están disponibles bajo pedido para aplicaciones críticas. Esto contrasta con algunos aceros inoxidables dúplex, que tienen una permeabilidad magnética significativamente mayor debido a su contenido de fase ferrítica.
6: ¿Cuánto tiempo se tarda en recibir la chapa C276 cortada a medida de MWalloys?
Para espesores estándar en stock (de 1,5 mm a 50 mm), la chapa Hastelloy C276 cortada a medida se envía normalmente en un plazo de 5-7 días laborables a partir de la confirmación del pedido. Este plazo de entrega incluye la tramitación del pedido, la extracción del material del inventario, el corte según las dimensiones especificadas, la inspección dimensional, la recopilación de documentación (CMTR, lista de embalaje, certificado de conformidad) y la preparación para el envío. Para pedidos urgentes que requieran una entrega en 48-72 horas, ofrecemos un servicio urgente de primera calidad. Póngase en contacto con nuestro equipo de ventas para conocer la disponibilidad. Para espesores no en stock superiores a 50 mm, o para pedidos de grandes cantidades que superen nuestras existencias actuales, los plazos de entrega se extienden de 6 a 12 semanas, dependiendo de la programación de las fábricas. Mantenemos relaciones con múltiples fábricas cualificadas en todo el mundo para proporcionar redundancia en la cadena de suministro y minimizar los retrasos en periodos de gran demanda. Podemos realizar envíos internacionales a la mayoría de destinos con la documentación de exportación adecuada.
7: ¿Cuál es el precio de la chapa Hastelloy C276 por kilogramo?
El precio de la chapa Hastelloy C276 suele oscilar entre $110 y $200+ por kilogramo, en función del espesor, la cantidad del pedido, las condiciones del mercado y las certificaciones exigidas. Según datos recientes del mercado, la chapa de espesor fino (inferior a 3 mm) es la más cara por kilogramo, debido al proceso adicional de laminado en frío. La chapa gruesa (por encima de 25 mm) se cotiza en el extremo inferior de esta gama por kilogramo, aunque el coste absoluto por pieza es mayor debido a la masa. Los precios también se ven influidos por los del níquel y el molibdeno, que fluctúan en función de la oferta y la demanda mundiales, sobre todo porque el molibdeno es un material fundamental en la fabricación de semiconductores y superaleaciones. Para conocer los precios actuales con descuentos por cantidad, solicite un presupuesto directamente a MWalloys. Proporcionamos precios transparentes sin recargos ocultos y podemos ofrecer precios de pedidos globales para clientes con necesidades recurrentes predecibles.
8: ¿Puede utilizarse la chapa Hastelloy C276 en aplicaciones alimentarias y farmacéuticas?
Sí, la placa Hastelloy C276 se utiliza en la fabricación de productos farmacéuticos, bioprocesamiento y aplicaciones químicas especiales de grado alimentario en las que intervienen agentes de limpieza agresivos, reactivos de alta pureza o productos químicos de proceso agresivos. La aleación no está homologada por la FDA para el contacto directo con alimentos como el acero inoxidable 316L, por lo que las aplicaciones en contacto directo con alimentos son poco comunes. Sin embargo, en reactores de síntesis farmacéutica, recipientes de procesamiento intermedio de API (ingredientes farmacéuticos activos) y producción de productos químicos de gran pureza, el C276 se especifica con regularidad. El contenido ultrabajo de carbono (0,010% máx.) elimina los problemas de sensibilización, el alto contenido de níquel minimiza la lixiviación de iones y la disponibilidad de acabados superficiales 2B y electropulidos facilita la limpieza y el cumplimiento de las GMP. Para aplicaciones farmacéuticas, la certificación EN 10204 Tipo 3.1, la trazabilidad del lote según ASTM B575 y el análisis elemental detallado son requisitos de documentación estándar, todo lo cual MWalloys proporciona.
9: ¿Qué certificaciones proporciona MWalloys con la chapa C276?
MWalloys proporciona un completo paquete de documentación con cada pedido de placas C276: Certificación de conformidad ASTM B575, Informe de Ensayo de Material Certificado (CMTR) con análisis químicos y mecánicos completos, registros de tratamiento térmico y certificación EN 10204 Tipo 3.1 como estándar. Para requisitos adicionales, podemos proporcionar Cartas de conformidad NACE MR0175/ISO 15156, conformidad ASME SB-575 (para aplicaciones de códigos de recipientes a presión), declaraciones RoHS/REACH, certificados de inspección de terceros (EN 10204 Tipo 3.2) de SGS, Bureau Veritas, TÜV u otras agencias de inspección aprobadas, informes de inspección dimensional con dimensiones medidas reales y certificaciones de fábrica procedentes de la fábrica productora con una cadena de trazabilidad ininterrumpida. Mantenemos registros digitales completos de todo el material en inventario y podemos proporcionar documentación CMTR histórica para el material suministrado meses o años antes, una capacidad importante para el mantenimiento de la planta y los proyectos de modificación.
10: ¿Cómo se comporta la chapa Hastelloy C276 en servicio con agua de mar?
La chapa Hastelloy C276 se comporta excepcionalmente bien en el servicio de agua de mar, incluida el agua de mar de plena resistencia a temperaturas ambiente a moderadas, lo que la convierte en uno de los materiales más fiables para chapas de tubos de intercambiadores de calor en alta mar, componentes de sistemas de refrigeración de agua de mar y equipos de desalinización marina. La combinación de su elevado PREN (~69), su resistencia a la corrosión por intersticios en entornos ricos en cloruros y la ausencia de fases ferríticas elimina las picaduras inducidas por cloruros y las fisuras por corrosión bajo tensión que afectan al 316L, al dúplex 2205 e incluso al superdúplex 2507 en agua de mar con intersticios, bioincrustaciones o temperaturas ligeramente elevadas. En aplicaciones con agua de mar corriente, el C276 funciona indefinidamente sin corrosión apreciable. En agua de mar estancada con incrustaciones biológicas (que producen microambientes anóxicos y ácidos localizados en la superficie), el C276 sigue siendo significativamente superior a las alternativas inoxidables. Para aplicaciones en las que el peso es fundamental (plataformas marinas), el titanio de grado 2 se compara a veces con el C276: el titanio es más ligero y ligeramente más barato, pero la mayor resistencia mecánica y la mayor resistencia química del C276 suelen favorecerlo en aplicaciones combinadas de corrosión y estructura.
Fuentes verificables
La información técnica presentada en este artículo se basa en las siguientes normas publicadas, referencias técnicas y documentación del sector:
- ASTM Internacional - ASTM B575-21: Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, Low-Carbon Nickel-Chromium-Molybdenum-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Tungsten, and Low-Carbon Nickel-Molybdenum-Chromium Alloy Plate, Sheet, and Strip. ASTM International, West Conshohocken, PA.
- Haynes Internacional - Ficha técnica de la aleación Hastelloy C-276. Haynes International, Kokomo, Indiana. Publicación H-2002C.
- ASME - Código ASME de calderas y recipientes a presión, Sección II, Parte B, Especificaciones de materiales, SB-575. Sociedad Americana de Ingenieros Mecánicos.
- NACE Internacional / ISO - NACE MR0175 / ISO 15156: Petroleum and Natural Gas Industries - Materials for Use in H₂S-Containing Environments in Oil and Gas Production.
- ASTM Internacional - ASTM G28-02(2015): Métodos de ensayo estándar para detectar la susceptibilidad a la corrosión intergranular en aleaciones forjadas ricas en níquel y portadoras de cromo.
- Corporación de Metales Especiales - Boletín técnico sobre las propiedades y aplicaciones del UNS N10276 (equivalente al Hastelloy C-276).
- ASM Internacional - Manual ASM, Volumen 13B: Corrosión: Materials. ASM International, Materials Park, Ohio.
- Comisión Europea - Directiva 2014/68/UE sobre equipos a presión. Diario Oficial de la Unión Europea.
- AWS - AWS A5.14/A5.14M: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiCrMo-4). Sociedad Americana de Soldadura.
- ASTM Internacional - ASTM E112: Standard Test Methods for Determining Average Grain Size.
- ASTM Internacional - ASTM E8/E8M: Métodos de prueba estándar para ensayos de tracción de materiales metálicos.
- Instituto del Níquel - Aleaciones de Níquel en Servicio Corrosivo: Technical Series No. 10 073. Instituto del Níquel, Toronto, Canadá.
- MTI (Instituto de Tecnología de Materiales) - Directrices de ingeniería de la corrosión para industrias de procesos químicos. Materials Technology Institute, St. Louis, Missouri.
- TWI (Instituto de Soldadura) - Soldadura de aleaciones de níquel - Conocimientos técnicos, conocimientos laborales Artículo 119.
- ASTM Internacional - ASTM E10: Método de ensayo estándar para la dureza Brinell de materiales metálicos.
