カスタム ハステロイC276製スプリング NACE MR0175/ISO 15156の認証を取得したスプリングは、硫化水素(H₂S)を含むサワーガス環境において、唯一信頼できるスプリングソリューションです。この環境では、標準的なステンレス鋼、インコネル718、および炭素鋼製のスプリングは、設置後数週間から数ヶ月で硫化物応力割れにより破損してしまいます。 MWalloysでは、圧縮、伸張、ねじり、フラットスパイラル形状のカスタムハステロイC276製スプリングを製造しています。最小発注数量の制限はなく、納期は10~40日、航空、海上、陸路による世界中への配送に対応し、NACE MR0175に完全準拠した文書も提供します。 この合金の独自のニッケル・クロム・モリブデン・タングステン組成は、H₂S、CO₂、塩化物、および酸化性酸に対する耐性を同時に提供します。これらは、石油・ガスの坑口、海底、および坑内でのスプリング用途においてまさに遭遇する組み合わせです。.
プロジェクトでハステロイC276製のばねを使用する必要がある場合は、 お問い合わせ お見積もりは無料です。.
ハステロイC276とは何か、そしてなぜそれがサワーガス用スプリング用途における最良の合金とされるのか?
ハステロイ C276, UNS番号N10276および欧州材料番号2.4819として登録されているこの合金は、ヘインズ・インターナショナル社が開発したニッケル・クロム・モリブデン・タングステン合金であり、石油・ガス産業におけるサワー環境用途において、最も広く採用されている耐食合金となっています。 この合金は、1960年代に従来のC系合金(ハステロイCおよびハステロイC-4)を改良した製品として市場に導入されました。特にタングステンの添加と炭素含有量の低減という改良により、溶接直後の状態における感作耐性が劇的に向上し、還元性酸性環境下での性能が強化されました。.
特にスプリング用途において、ハステロイC276は、市販されている他のどの合金も同等の信頼性をもって果たすことのできない独自の地位を占めています。この合金は、サワーガス生産における4つの主要な腐食要因――硫化水素(H₂S)、二酸化炭素(CO₂)、 塩化物含有塩水、および元素硫黄——に対する耐性を併せ持ち、バルブアクチュエータ、坑口制御装置、安全機構、および坑内工具で必要とされる機械的力を発揮するのに十分なばね線の引張強度を維持しています。.
サワーガスシステムにおいて、ばねが他の部品よりも早く破損する理由は、単純な物理的要因によるものです。ばねは、持続的な引張応力またはねじり応力下で動作するからです。サワーガス環境における主な破損メカニズムである硫化物応力割れ(SSC)が発生するには、3つの条件が同時に満たされる必要があります。それは、SSCに脆弱な材料、引張応力、そしてH₂Sへの曝露です。 ばねは本質的に2番目の条件を満たしているため、SSCによる破損を防ぐために調整可能な設計変数は材料の選定のみとなります。NACEが規定する硬度範囲内で適切に熱処理されたばねにおいて、ハステロイC276を選択することで、材料の感受性という条件を完全に排除することができます。.

当社は、サワーガス用ウェルヘッドアセンブリにおけるスプリングの破損について、破損解析レビューを実施しました。これらのスプリングは、元の材料が17-7PHステンレス鋼、あるいはNACEの硬度限界値を超えるインコネル718であったものです。 いずれの事例においても、破損モードは、H₂Sに曝露された後の最初の稼働サイクル内に、ワイヤ表面から発生した硫化物応力割れでした。NACEの硬度限界内にあるハステロイC276製の交換用スプリングは、同じ環境下で5年以上にわたるその後の稼働期間において、割れは一切発生していません。.
ハステロイC276の主な物理的特性
| プロパティ | 価値 | 工学的な意義 |
|---|---|---|
| 密度 | 8.89 g/cm³ (0.321 lb/in³) | インコネル625よりわずかに重い。ばねの荷重計算に影響する。 |
| 溶解範囲 | 1325~1370℃(2415~2500℉) | 融点が高いことは、熱的安定性を裏付けている |
| 熱伝導率 | 38°Cで11.1 W/m·K | 低 — 成形時に熱が金型に集中する |
| 比熱 | 427 J/kg·K | 温度サイクル環境に適しています |
| 電気抵抗率 | 1.30 µΩ・m | 電気抵抗加熱の計算に関連する |
| 熱膨張係数 | 11.2 µm/m・°C(21~93°C) | 熱サイクルが繰り返されるシステムにおけるばねに関する重要事項 |
| 弾性係数 | 205 GPa(29.8 Msi) | ばね定数の計算において極めて重要 |
| せん断剛性係数 | 79.5 GPa(11.5 Msi) | 一次ばね定数の設計パラメータ |
| 透磁率 | 実質的に非磁性(約1.0) | MWD/LWDツール用スプリングに関する重要事項 |
79.5 GPaというせん断弾性率は、コイルばねの設計において最も重要な物理的特性です。ばね定数(k)はせん断弾性率に正比例するため、ばね定数を計算する際には正確な値が必要です。 当社は、ハステロイC276製ばね線の計算において、標準せん断弾性率として79.5 GPa(11.5 Msi)を採用しています。これは炭素鋼の値(79.3 GPa)とほぼ同一です 。つまり、エンジニアは、弾性率の違いを補正するために形状を調整することなく、ばねの設計を炭素鋼からハステロイC276へ移行させることができるのです。.
NACE MR0175認証は、ハステロイC276製ばねにとってどのような意味を持つのでしょうか?
NACE MR0175(現在はISOと共同でNACE MR0175/ISO 15156として発行)は、H₂S含有(サワー)環境下で稼働する石油・天然ガス生産設備の材料選定に関する、国際的に認められた規格です。 この規格がハステロイC276製ばねに対して何を要求し、何を要求していないかを正確に理解することは、サワー環境向けのばねを正しく選定するための基本となります。.
NACE MR0175/ISO 15156は、以下の3つのパートで構成されています:
- 第1部: 一般原則、亀裂発生メカニズム、および認定要件。.
- 第2部: 炭素鋼、低合金鋼、および鋳鉄。.
- 第3部: 耐食性合金(CRA) — ハステロイC276に関する規定。.
NACE MR0175 第3部 ハステロイC276(UNS N10276)の要件
ハステロイ C276 は、NACE MR0175/ISO 15156 第 3 部 表 A.3 に、サワー環境用として事前認定された耐食性合金として記載されており、以下の必須制限が適用されます:
| 必要条件 | NACE MR0175 限界 | 試験基準 | 備考 |
|---|---|---|---|
| 最大硬度 | 40 HRC(ロックウェルC硬度) | ASTM E18 | 最も重要な要件 — 材料の状態を規定する |
| 素材の状態 | 焼鈍処理済み(圧延焼鈍) | - | 焼鈍を行わない冷間加工状態では、硬度が高くなりすぎる可能性がある |
| H₂S分圧 | 任意のH₂S分圧 | - | 硬度制限を満たしている場合は制限なし |
| 塩化物濃度 | 制限なし | - | ハステロイC276には塩化物含有量の上限が設定されていない |
| 温度 | 最大260°C(500°F)の標準仕様 | - | 高温環境では、特定の認定が必要となります |
| 元素硫黄 | 一般的に受け入れられている | - | 他のほとんどの信用調査機関よりも優れている |
最大硬度40 HRCという要件が、最も重要な基準となります。化学成分や熱処理に関するその他の技術的な議論は、すべて、あらゆる成形および熱処理工程を経た後の最終状態において、ばね材の硬度を40 HRC以下に保つという単一の目的のために存在します。 UNS N10276の化学組成に準拠し、溶体化焼鈍状態にあるばねは、通常22~26 HRCの硬度値を示し、40 HRCという上限値に対して十分な余裕を確保しています。.
どのような腐食環境条件が、NACE MR0175の要件を適用させることになるのでしょうか?
H₂Sを含むすべてのシステムが、NACE MR0175規格への完全な準拠を必要とするわけではありません。この規格では、H₂Sの分圧の閾値に基づいてサワーサービス(硫化水素含有環境)を定義しています:
| システムタイプ | H₂S分圧閾値 | NACE MR0175が適用されますか? |
|---|---|---|
| 多相(ガス+油+水) | 0.0003 MPa(0.05 psia)を超える H₂S | はい |
| 気相 | 0.0003 MPa(0.05 psia)を超える H₂S(絶対圧) | はい |
| 水相 | 溶存H₂S、pH 6未満 | はい(炭素鋼については第2部、CRAについては第3部) |
| 閾値未満 | 0.0003 MPa未満のH₂S | NACEの記載は必須ではありません(記載することが推奨されます) |
石油・ガス生産における実情として、特に最悪の異常事態を考慮した場合、坑口、坑内、および海底のスプリング用途のほぼすべてが、NACEのサワーサービス閾値を超えて稼働しているのが実情です。 MWalloysは、生産流体中にH₂Sが含まれるすべての生産用途において、計算上の分圧が公式の閾値をわずかに下回る場合であっても、NACE MR0175に準拠したハステロイC276製スプリングを指定することを推奨します。.
ハステロイC276製ばねに必要なNACE準拠文書
| ドキュメント | 内容 | 目的 |
|---|---|---|
| 材料試験報告書(MTR) | UNS N10276の規格値に準拠した全化学成分、熱量 | 合金の身元確認 |
| 硬度証明書 | ばね線または成形ばねの硬度測定(最大40 HRC) | NACE準拠の確認 |
| 熱処理記録 | 溶液焼鈍の温度、時間、冷却方法 | 状態の確認 |
| 適合証明書 | NACE MR0175 第3部の適合に関する書面による宣言 | 契約遵守 |
| EN 10204 3.1 または 3.2 | 欧州検査証明書の様式 | 国際プロジェクトの要件 |
| 寸法検査報告書 | ばねの自由長、外径、線径、コイル数 | 寸法検証 |
ハステロイC276の化学組成は、どのようにしてサワーガス耐性を実現しているのでしょうか?
ハステロイC276の硫化水素耐性は、単一の元素による現象ではありません。これは、4つの主要な合金元素が相乗的に作用し、H₂S環境下において電気化学的腐食と機械的応力誘発亀裂の両方に耐える、安定した不動態皮膜を形成することによってもたらされるものです。.
ハステロイ C276 化学成分 (UNS N10276)
| エレメント | 最小(%) | 最大(%) | 酸性ガス耐性における役割 |
|---|---|---|---|
| ニッケル(Ni) | 残高(約57%) | - | FCC基質;固有のSSC耐性;水素トラッピング耐性 |
| モリブデン (Mo) | 15.0 | 17.0 | 塩化物+H₂S環境下における孔食・隙間腐食抵抗性;固溶体強度 |
| クロム(Cr) | 14.5 | 16.5 | 不活性なCr₂O₃膜;酸化性酸およびH₂Sの酸化生成物に対する耐性 |
| タングステン(W) | 3.0 | 4.5 | 耐ピッチング性の向上;Moとの相乗効果;耐火強度 |
| 鉄(Fe) | 4.0 | 7.0 | 制御されたマトリックス要素;純ニッケルに比べコストを低減 |
| コバルト | - | 最大2.5 | 固溶強化への寄与 |
| カーボン(C) | - | 最大0.010 | 超低炭素 — 粒界での感作を防止 |
| ケイ素 (Si) | - | 最大0.08 | 極めて低い — シグマ相の形成を防ぐ |
| マンガン (Mn) | - | 最大1.0 | 脱酸素剤 |
| バナジウム (V) | - | 最大0.35 | ちょっとした追加 |
| リン (P) | - | 最大0.04 | 管理された不純物 |
| 硫黄 (S) | - | 最大0.03 | 管理対象不純物 — 濃度が高くなるとそれ自体が腐食のリスクとなる |
15–17%のモリブデン含有量は、一般的に入手可能なニッケル合金の中で最も高い。 この濃度こそが、H₂Sと塩化物の混合環境において、ハステロイ C276 がインコネル 625(8~10% Mo)やインコネル 718(2.8~3.3% Mo)よりも優れた性能を発揮する主な理由です。 固溶体中のモリブデンは、ピッチング腐食が始まる電気化学的閾値である臨界ピッチング電位を大幅に低下させるため、この合金は、通常の海水、高濃度の塩化物塩水、およびサワーガス井で一般的に見られる塩化物を多く含む生産水においても、ピッチング腐食の影響を受けません。.
0.010%という超低炭素含有量は、従来のC系合金と比較してC276の決定的な特徴である。 感作温度範囲(540~760°C)での徐冷中、炭素は粒界でクロムと優先的に反応し、クロム炭化物を形成します。これにより、隣接するマトリックスからクロムが奪われ、耐食性が低下する経路が生じます。 炭素含有量を 0.010% 未満に抑えることで、ハステロイ C276 は、溶接直後の状態においてこのリスクを実質的に無視できるレベルまで低減しています。これは、以前のハステロイ C 合金に比べて、実用上の大きな利点の一つです。.
タングステンの添加(3.0~4.5%)は、モリブデンと相乗的に作用し、モリブデン単独の場合よりも高い隙間腐食耐性をもたらします。 (Mo + W/2)の合計値は、モリブデン含有量のみの場合よりも、孔食および隙間腐食耐性をより正確に予測する指標となり、ハステロイ C276 の算出された PREN 相当値(Mo と W を合わせて考慮)は 70 を超え、市販の合金組成の中で最も高い値の一つとなっています。.
ハステロイC276ばね線の性能を決定づける機械的特性とは何か?
ばねの設計計算には、最終使用状態における合金の正確な機械的特性値が必要です。以下の特性データは、NACE規格に準拠したばねの標準的な納入および使用状態である、溶体化焼鈍状態のハステロイC276線材に関するものです。.
ハステロイC276線材(溶体化焼鈍)の機械的特性
| プロパティ | 代表値 | 最小値(ASTM B574に基づく) | 備考 |
|---|---|---|---|
| 極限引張強さ(UTS) | 790 MPa(115 ksi) | 690 MPa (100 ksi) | 冷間加工により増加する;NACE硬度によって規定される |
| 0.2% 降伏強さ(YS) | 380 MPa (55 ksi) | 310 MPa (45 ksi) | 一次ばねの許容応力の入力 |
| 2インチの伸び | 45% | 40% | 高い延性 — 優れたばね成形性 |
| 面積の縮小 | 55% | - | 優れた延性が、溶体化焼鈍条件を裏付けている |
| 硬度 | 22~26 HRC | - | 40 HRCを大幅に下回る(NACE上限値) |
| 弾性係数 | 205 GPa(29.8 Msi) | - | ばねのたわみ計算に使用される |
| 剛性率(G) | 79.5 GPa(11.5 Msi) | - | 一次ばね定数の計算パラメータ |
| 疲労耐久限界 | 約280 MPa | - | 回転ビーム、研磨試料、R = -1 |
溶体化焼鈍したハステロイC276ワイヤーの引張強度は、約790 MPa (115 ksi)は、インコネル 718(時効処理後に 1380 MPa に達する)や冷間引抜 17-7PH スプリング線のような析出硬化型合金よりも低くなります。 この強度の制限は、ハステロイ C276 スプリングを指定する際の主要な技術的トレードオフとなります。この合金は、40 HRC NACE 硬度制限を超え、サワーサービスでの使用に適さなくなるリスクを冒すことなく、析出硬化によって強度を高めることはできません。.
この制約により、ハステロイC276製のばねを設計する場合、高強度の析出硬化型合金で作られた同等のばねと比較して、必要なばね力を得るためには、通常、より太い線径や異なる形状が必要となります。 実際には、これは、ハステロイ C276 製のばねの場合、同等のインコネル 718 製のばねに比べて、ばねの外形寸法(外径、自由長さ、圧縮高さ)が多少大きくなる可能性があることを意味し、この設計上の要因は、部品ハウジングに考慮して対応する必要があります。.
サワーガス用途に関連する高温特性
| 温度 | UTS (MPa) | YS:0.21 MPa(引張強さ) | 備考 |
|---|---|---|---|
| 21°C | 790 | 380 | 室温基準値 |
| 100°C | 750 | 345 | 若干縮小;坑口サービス範囲 |
| 200°C | 710 | 320 | HPHT井戸サービス範囲 |
| 300°C | 670 | 290 | 深井戸、高温高圧;クリープ発生直前 |
| 400°C | 610 | 255 | 高温高圧(HPHT);クリープ現象への配慮が必要 |
| 538°C | 520 | 215 | 極端な温度;クリープ破断データを確認してください |
坑底温度が200°Cを超えるHPHT(高圧・高温)井戸における坑内用ばねの用途では、ばねの設計者は、許容応力を計算する際に、室温値ではなく高温時の降伏強度値を使用しなければならない。 室温での降伏強度が75%となるように設計されたばねは、実際の使用温度において意図せず100%の降伏強度を超えてしまい、永久歪みや予圧力の低下を引き起こす可能性があります。.
酸性ガス環境下における応力緩和挙動
応力緩和――高温下で持続的なたわみが加わった際にばねの荷重が徐々に減少する現象――は、ばねが所定の耐用期間にわたって必要な予圧力を維持できるかどうかを決定づける重要な設計パラメータである。.
| 温度 | 時間(時間) | 応力緩和(初期荷重の%) | 備考 |
|---|---|---|---|
| 150°C | 1,000 | 5%未満 | 高い定着率 |
| 200°C | 1,000 | 5–10% | 良い。重要なバルブスプリングの設計において考慮すべき点である。 |
| 260℃ | 1,000 | 10-18% | 中程度;プリロードの計算に含める |
| 315°C | 1,000 | 18-28% | 重要:バネに予圧をかけるか、初期応力を高く設定してください |
坑内安全弁(SSSV)の閉鎖用ばねなど、安全上極めて重要なばねについては、井戸の耐用年数を通じて最低限の閉鎖力を発揮し続ける必要があるため、初期のばね設計段階から応力緩和の余裕を組み込む必要があります。 通常、5年間の稼働期間において予想される最大坑底温度下での最悪のケースの応力緩和を考慮し、必要最小閉鎖力を120~130%として設計することを推奨します。.
カスタムハステロイC276スプリングは、どのように設計・製造されるのでしょうか?
ハステロイC276を用いたスプリングの特注製造は、他のスプリング用合金と同様の基本的な力学原理に基づきますが、この合金の加工硬化特性、表面仕上げの要件、および加工方法の選択肢を制限するNACEの硬度要件について、特に注意を払う必要があります。.
ハステロイC276製コイルスプリングのばね設計式
ばね定数(圧縮ばねおよび引張ばね):
k = Gd⁴ / (8D³Na)
どこでだ:
- ハステロイC276のG = 79.5 GPa (11.5 Msi) — せん断弾性率
- d = 線径(mm または インチ)
- D = コイルの平均直径(mmまたはインチ)
- Na = 有効コイル数
荷重下におけるねじり応力:
τ = (8PD / πd³) × Kw
どこでだ:
- P = 作用荷重(N または lbf)
- Kw = ワール応力補正係数 = (4C-1)/(4C-4) + 0.615/C
- C = スプリング指数 = D/d(ハステロイ C276 の推奨範囲:4~12)
許容最大ねじり応力:
| 積載状態 | 最大τ(降伏強度の%) | 備考 |
|---|---|---|
| 静的負荷、周囲温度 | YSの40–45% | 長期的な視点に立った保守的なアプローチ |
| 動的負荷、10⁶サイクル以下 | YSの30–38% | 疲労限界設計 |
| 10⁶サイクル以上の動的負荷 | YSの22–28% | 高サイクル耐久限界設計 |
| 高温(150°C以上) | 25–35%(高温用YS) | 温度補正済みのYSを使用する |
| SSSV閉鎖用スプリング(安全上重要な部品) | 35–40%(初期値、緩和を考慮) | リラクゼーション手当を含める |
ハステロイC276ばね用線の伸線および成形プロセス
原材料の出発点:
ハステロイC276ばね用線の製造は、VIM(真空誘導溶解)またはAOD(アルゴン・酸素脱炭)による一次溶解から始まり、その後、最高品質の線を確保するためにESR(電スラグ再溶解)が行われます。 ESR工程は、バネ用線材にとって特に重要です。これは、酸化物介在物の含有量を劇的に低減するためです。介在物は、バネへの繰返し荷重下において疲労の発生源となるからです。.
多段冷間引抜き:
ワイヤは、徐々に径が小さくなる炭化タングステン製のダイスを通して複数回にわたり引き伸ばされ、断面積が30~40%減少するごとに中間溶体化焼鈍を行い、延性を回復させる。ハステロイC276はオーステナイト系ステンレス鋼よりも速く加工硬化するため、引き抜き中の割れを防ぐために、より頻繁な中間焼鈍が必要となる。.
最終焼鈍:
目標の線径に達した後、ワイヤは1121°C ±14°C(2050°F ±25°F)で最終溶体化焼鈍を行い、その後、急速水冷または急速空冷を行う。この処理は:
- すべての沈殿相を溶解させる。.
- すべての合金元素を固溶体に戻すことで、最高の耐食性を回復させる。.
- 40 HRCを大幅に下回る硬度(通常22~26 HRC)を実現します。.
- ばねのコイル成形において、最高の延性を発揮します。.
CNCコイル巻線:
焼鈍処理済みのワイヤは、スプリングバックを考慮して選定されたマンドレル径を持つCNCスプリングコイリングマシンでコイル状に巻かれます。ハステロイC276は、降伏強度対弾性率比が高いため、炭素鋼に比べてスプリングバックが比較的大きくなります。 一般的なマンドレルのアンダーサイズは、目標とするコイルの平均直径に対して12~18%です。.
MWalloysで取り扱っているカスタムスプリングの種類
| スプリング・タイプ | ワイヤー径範囲 | 酸性ガス環境での適用 |
|---|---|---|
| 圧縮ばね | 0.5 mm ~ 25 mm | 坑口弁用スプリング、BOPラム用スプリング、安全弁用アクチュエータ |
| 引張ばね | 0.5 mm ~ 15 mm | 坑内計測装置、薬液注入弁用スプリング |
| トーション・スプリング | 0.8 mm ~ 20 mm | バルブアクチュエータの復帰機構、ワイヤーライン用工具のばね |
| フラット・スパイラル・スプリング | 0.3 mm × 3 mm ~ 3 mm × 25 mm(ストリップ) | 坑内工具における時計式エネルギー貯蔵スプリング |
| ウェーブスプリング | 0.5 mm ~ 10 mm(ストリップ) | 海底コネクタアセンブリ用コンパクトプリロードスプリング |
| 円錐ばね | 1.0 mm ~ 15 mm | 圧力調整弁における可変レートスプリング |
| 皿ばね(ベルビルばね) | C276鋼板からのインコネル加工 | 高負荷・低たわみ型サワー環境用アセンブリ |
酸性環境下で使用されるハステロイC276製ばねには、どのような熱処理が必要ですか?
ハステロイC276製ばねの熱処理には、2つの目的があります。1つは溶体化焼鈍による耐食性の向上、もう1つはコイル成形後の制御された熱処理によるばねの形状および残留応力の管理です。熱処理工程は、硬度をNACE 40 HRCの上限以下に保ちつつ、これら両方の目的を達成する必要があります。.
NACE準拠のためのソリューションアニーリング手順
ソリューションアニールパラメータ:
| パラメータ | 仕様 | 根拠 |
|---|---|---|
| 温度 | 1121°C ±14°C (2050°F ±25°F) | すべての沈殿物および炭化物相を溶解する |
| 最短保持時間 | 温度に達してから10分後(細線)から30分後(太線) | 断面全体にわたって完全な解決策を保証します |
| 最大保持時間 | 結晶粒の過度な成長を防ぐための制限 | 結晶粒の成長は疲労強度に悪影響を及ぼす |
| 冷却方法 | 急速水冷または高速強制空冷 | 冷却中の再沈殿を防ぐ |
| 雰囲気 | 不活性ガス(アルゴン/窒素)または真空が望ましい | 耐食性に影響を及ぼす可能性のある表面の酸化を防ぐ |
| 得られた硬度 | 通常、22~26 HRC | 40 HRCを大幅に下回る(NACE上限値) |
コイル巻き後の熱処理に関する重要なお知らせ:
ハステロイC276を初めて扱うばねメーカーでよく見られる誤りは、炭素鋼やステンレス鋼のばねの焼入れ工程で使用される316~540°Cの温度範囲で、応力除去焼鈍を行うことです。 この温度範囲は、ニッケル合金の感作ゾーンと完全に一致しており、短時間でクロム炭化物やシグマ相が析出する可能性があります。 C276 の炭素含有量は非常に低い(最大 0.010%)ですが、応力除去温度からの冷却速度が遅い場合、540~760°C の範囲に短時間さらされただけでも、隙間腐食耐性が低下し始める可能性があります。.
コイル成形後に応力除去が必要なハステロイC276製ばねについては、以下のいずれかの方法を行ってください:
- 完全な溶液焼鈍(1121°C、急冷)を施す。これにより、耐食性が完全に回復する。.
- 316°C未満の低温で極めて短時間の安定化処理を行う。これにより、応力緩和効果は最小限にとどまるが、感作のリスクを回避できる。.
ハステロイC276製ばねの初期設定および調整処理
ばねのプリセット(初期変形を取り除くためにばねを圧縮して定長にする作業)は、溶体化焼鈍後の室温で行う必要があります。プリセット作業により、線材の表面にわずかな冷間加工が施され、表面硬度がわずかに上昇する可能性があります。 NACE規格への準拠のため、各生産ロットのサンプルばねについて、プリセット後の硬度を測定し、最大40 HRCが維持されていることを確認しています。.
特定の全高または作動長が求められるばねについては、316°C未満の温度での熱処理を短時間(30~60分)行う場合、耐食性が著しく低下することはありません。.
具体的にどのようなサワーガス用途において、ハステロイC276製のばねが必要とされるのでしょうか?
耐食性の低い代替品ではなく、特にハステロイC276製のばねを必要とする用途は、H₂S、塩化物、および高温が同時に存在する環境下で、かつ、長期間の稼働期間中、交換作業を行うことなくばねが荷重を維持し続けるという機械的要件が組み合わさった場合に限定されます。.
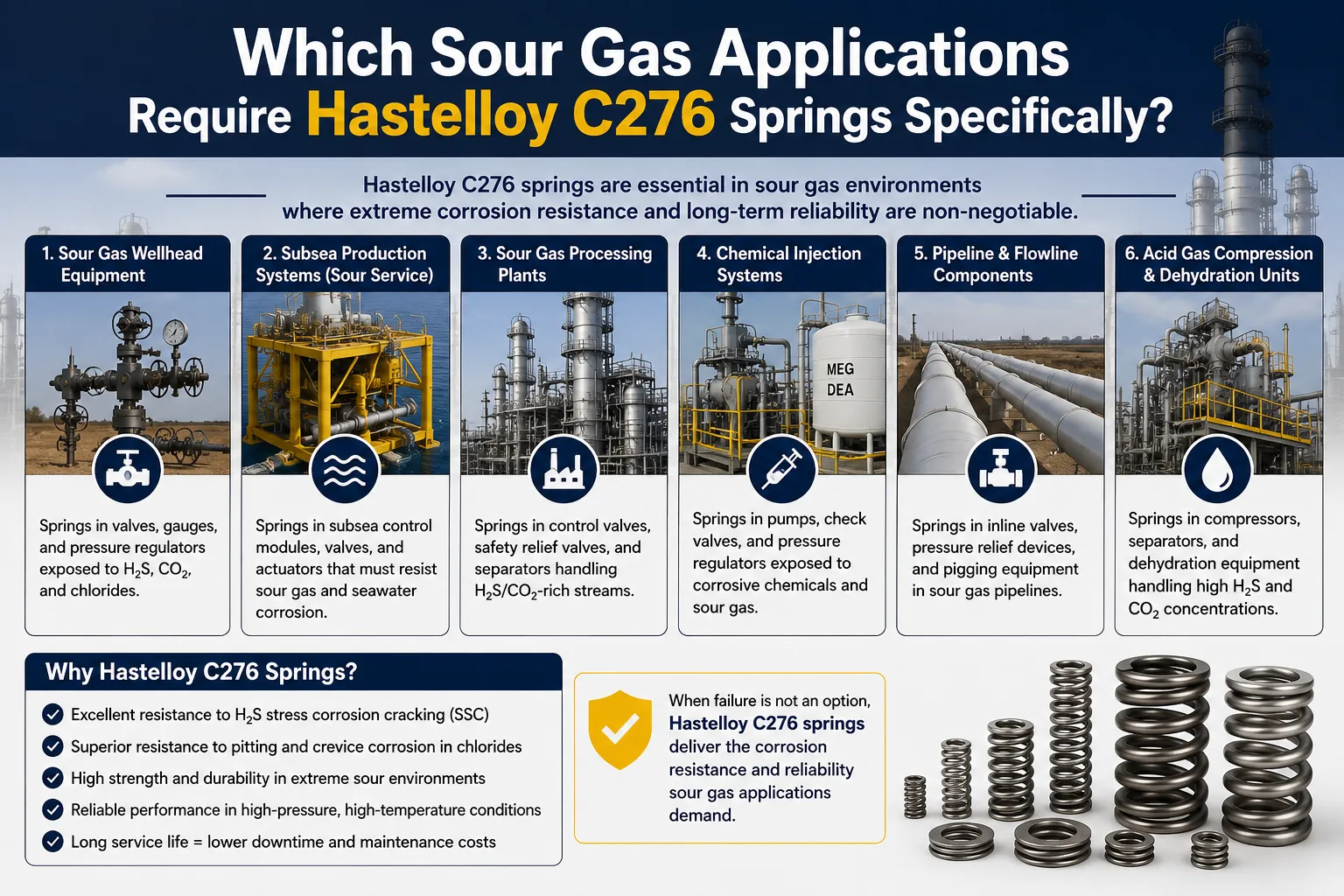
坑口およびクリスマスツリーの春期作業
表面安全弁(SSV):
坑口に設置される表面安全弁には、油圧制御圧力が失われた際に作動する、信頼性の高い閉鎖用スプリングが必要です。このスプリングは、坑口全圧に抗して弁を確実に密着させるのに十分な閉鎖力を発揮しなければなりません。酸性ガス井では、SSV用スプリングはH₂S、CO₂、水蒸気を含む産出ガスに直接さらされます。 SSV閉鎖スプリングのSSC(応力腐食割れ)による破損は、カテゴリーAの安全事象に該当します。これは、指令が出された際にバルブが閉じず、坑井からの流体が制御不能になる事態を引き起こします。この用途におけるハステロイC276製スプリングは、単なる性能向上策ではなく、安全上不可欠な要件です。.
チョークバルブ用トリムスプリング:
生産用チョークバルブは、坑口からの流量を調整します。内部のトリムスプリングは、シートとの接触を維持し、ニードルの位置を保持します。これらのスプリングは生産流体と直接接触して動作しますが、サワーガス井では、H₂S濃度が微量から完全飽和に至る範囲で含まれています。 ステンレス鋼製のチョークトリムスプリングは、サワーガス環境下において6~18ヶ月以内にSSC(応力腐食割れ)による故障が発生することが実証されています。一方、同じバルブに使用されるハステロイC276製のスプリングは、通常5年を超える交換間隔を実現しています。.
坑内および地下水源への応用
| 申し込み | スプリング関数 | ハステロイC276が求められる理由 |
|---|---|---|
| 地下安全弁(SSSV/SCSSV) | 閉鎖用スプリング — 制御ラインの圧力が低下した際に必ず閉じるもの | 坑底温度下でのH₂Sへの曝露。坑井作業を行わない限り、交換のためのアクセスは不可能。 |
| 坑内安全弁(DHSV) | フラッパー閉鎖用バイアススプリング | SCSSVと同様の条件。地表から数百~数千フィート下に設置 |
| ガスリフトバルブ用スプリング | ケーシング圧力に対してバルブを閉じた状態に保つ | 環状空間における酸性ガスの暴露;H₂S + 塩化物 |
| ESP(電動水中ポンプ)用逆止弁スプリング | ポンプの各段における逆流を防止します | 酸による流体の連続接触 |
| 坑内ゲージ用支持ばね | センサーの接触を維持し、衝撃を吸収する | 酸性液体+高温+振動 |
| ワイヤーライン用ツールロックスプリング | 坑内用ツールにおけるラッチおよびプロファイルロック | 酸性井戸の作業サービス |
| パッカー用設定ばね | スプリング式パッカー作動機構 | 1回限りの設置;生産中のH₂Sへの曝露 |
海底および海洋分野での用途
海底設備では、サワーガスへの曝露と海水との影響が重なり、生産設備が直面する中で最も過酷な腐食環境が生じます。H₂Sと海水中の塩化物がスプリング金属に及ぼす相乗効果は、それぞれの環境単独の場合よりも甚大な損傷をもたらすため、海底でのサワーガス環境下での使用においては、ハステロイC276の採用が事実上必須となります。.
| 海底用途 | 動作条件 | スプリング関数 |
|---|---|---|
| 海底ツリー用バルブアクチュエータ | 海水+酸性生産流体+最高200°C | 弁閉鎖・戻り用スプリング |
| BOP(噴出防止装置)ラム用スプリング | 高圧サワーガス+海水 | ラムの閉鎖力の発生 |
| 海底マニホールド用チョークスプリング | 海底の温度・圧力下で生成された酸性流体 | 流量制限機構 |
| 油圧コネクタ用スプリング | 海水浸漬+酸ライン含有量 | ロック/アンロック機構のバイアス |
| 海底用薬液注入バルブのバネ | 注入薬品+サワー処理 | 逆止弁のバイアススプリング |
| ROV用ホットスタブコネクタ用スプリング | 海水+酸性物質との接触の可能性 | 接続補正力 |
パイプラインおよび処理施設の申請
坑口および坑内作業に加え、ハステロイC276製のばねは、サワーガスを扱うガス処理施設の至る所で使用されています:
- 圧力逃がし弁(PRV)用スプリング サワーガス処理タンクにおいて――API 526では、流体環境に適したばね材料の選定が求められている。.
- 制御弁アクチュエータの戻りばね 分離、脱水、および圧縮工程全体にわたる酸性ガス流において。.
- 破裂板ホルダー用スプリング 酸処理用圧力容器において。.
- 熱交換器用フローティングヘッドスプリング 酸性のプロセス流体がスプリング部品に接触する箇所。.
H₂S環境下において、ハステロイC276は他のばね用材料と比べてどうでしょうか?
酸性ガス用スプリングの材料選定には、代替案の客観的な比較が必要である。以下の分析では、NACE MR0175への準拠、機械的性能、およびH₂S環境下での耐用年数という要件を総合的に考慮し、一般的に提案されているすべてのスプリング材料を評価する。.
酸性ガス用スプリングワイヤーの材料に関する包括的な比較
| プロパティ | ハステロイ C276 | インコネル718 | インコネル625 | 17-7PH ステンレス鋼 (CH900) | MP35N | ハステロイ C22 |
|---|---|---|---|---|---|---|
| UNS指定 | N10276 | N07718 | N06625 | S17700 | R30035 | N06022 |
| NACE MR0175 第3部 認定 | はい(最大40 HRC) | はい(最大40 HRC) | はい(最大40 HRC) | 条件付き(最大35 HRC) | はい(最大35 HRC) | はい(最大40 HRC) |
| UTS(ばね用線材、溶体焼鈍、MPa) | 690–790 | 965–1100 | 690–760 | 未使用・焼きなまし済み | 860–965 | 650–720 |
| 達成可能な最大硬度(焼なまし状態) | 26 HRC | 32~36 HRC | 24 HRC | - | - | 24 HRC |
| NACEの基準範囲内で経年劣化・硬化させることができますか? | 目立った経年劣化は見られない | はい、厳重に管理されています | 経年変化が最小限 | 限界 | 限界 | いいえ |
| Moコンテンツ (%) | 15-17 | 2.8-3.3 | 8-10 | なし | 9–10.5 | 12.5-14.5 |
| 塩化物ピッチング耐性(PREN換算値) | 70以上 | およそ25 | およそ50 | 10未満 | およそ48 | 65歳以上 |
| H₂S SSC耐性(焼鈍処理済み) | 素晴らしい | 良好(硬度が重要) | 素晴らしい | 低品質(NACE規格の35 HRC以上を満たさないもの) | グッド | 素晴らしい |
| CO₂耐食性 | 素晴らしい | グッド | 素晴らしい | 貧しい | グッド | 素晴らしい |
| 元素硫黄に対する耐性 | 素晴らしい | 中程度 | グッド | 貧しい | 中程度 | 素晴らしい |
| ワイヤーの相対的なコスト | 高い | 中・高 | 高い | 低い | 非常に高い | 高い |
| ばねの耐荷重制限 | 中程度(老化しない) | 718人未満(全員揃った状態) | 中程度 | 35 HRCを超えると失格となる | 中程度 | 中程度 |
インコネル718がサワーガス用スプリングに必ずしも適していない理由
インコネル718(UNS N07718)は、サワーガス環境下のばね用途において、ハステロイC276に代わるコスト削減の選択肢として頻繁に提案されており、40 HRC以下に維持される場合、NACE MR0175の認定を受けています。 しかし、いくつかの制限事項があるため、最も過酷なサワーガス環境下では、インコネル718はハステロイC276に劣る選択肢となります:
モリブデン含有量: インコネル718のモリブデン含有量は2.8~3.3%であるのに対し、ハステロイC276では15~17%である。 H₂Sと塩化物が混在する環境(サワーな海洋油井で生成される流体の標準的な組成)において、インコネル718の耐孔食性は明らかに劣っており、特に圧縮ばねにおけるばね線同士の接触部のような隙間のある形状では顕著である。.
元素硫黄に対する感受性: H₂Sとともに湿式元素硫黄を産出する坑井において、インコネル718は、元素硫黄の堆積に対して実質的に完全な耐性を維持するハステロイC276と比較して、腐食が加速することが確認されている。.
析出硬化のリスク: インコネル718は、593~760°Cの温度範囲で使用中に意図せず時効硬化を起こし、NACEが定める40 HRCの限界値に近づいたり、それを超えたりすることがある。一方、ハステロイC276は、実用上のいかなる使用温度下でも析出硬化を起こさない。.
H₂Sおよび塩化物(Cl⁻)が100 ppm以上、かつ温度が150°Cを超える環境、あるいは生産流体に元素硫黄が含まれるあらゆる用途において、ばね材としてはインコネル718よりもハステロイC276を常に推奨しています。.

MWalloysでは、どのような特注スプリングの仕様や公差に対応していますか?
MWalloysでは、お客様の図面、仕様、または性能要件に基づき、ハステロイC276製のばねを製造しています。当社のカスタム製造能力は、油田設備で使用されるあらゆる種類のばねを網羅しており、公差は業界標準に準拠しているほか、ご要望に応じてより厳格な仕様にも対応可能です。.
MWalloys製カスタムハステロイC276スプリングの標準寸法公差
| 寸法 | 標準公差 | 厳しい公差(ご要望に応じて) | 備考 |
|---|---|---|---|
| ワイヤー径 | 公称値±1% | ±0.5% | 特殊合金線用 ASTM A29 相当品 |
| 自由長 | 公称値±1.5% | ±0.5% | より厳格な基準には、正確な測定と選別が必要となる |
| コイルの平均外径(OD) | 公称±2% | ±1% | 自由長の中点で測定 |
| コイル総数 | ±0.25コイル | ±0.1コイル | ばね定数に比例して影響を与える |
| ばね定数 | 計算値±10% | ±5% | レートテスト(100%)またはロット単位でのテストが必要です |
| 指定長での荷重 | 指定荷重の±10% | ±5% | 負荷テストが必要 |
| 直角度(垂直度) | 最高3度 | 最大1.5° | 並列スプリングスタックにおいて極めて重要 |
| 実高 | ±2% | ±1% | 閉じ込め長さの設計における重要事項 |
線径の範囲とばねのサイズ範囲
| パラメータ | 取り扱い範囲 | 備考 |
|---|---|---|
| 線径(丸線) | 0.3 mm ~ 30 mm (0.012インチ ~ 1.18インチ) | 大口径についてはお問い合わせください |
| スプリング OD | 5 mm ~ 300 mm (0.197インチ ~ 11.8インチ) | 特殊治具による大径加工 |
| 自由長 | 5 mm ~ 600 mm (0.197インチ ~ 23.6インチ) | ご要望に応じて、より長いスプリングをご用意いたします |
| 稼働中のコイル数 | 1.5以上~60以下 | 射程外の場合は、特別な配慮が必要となります |
| 春指数(D/d) | 3.5以上~20以下 | 許容範囲外の場合は、特別な工具や工程が必要になる場合があります |
特殊な表面仕上げおよび端面仕上げにも対応可能です
| 特徴 | オプション | 申し込み |
|---|---|---|
| 端部の形状(圧縮) | 閉鎖・研磨済み、閉鎖・未研磨、開放端、ピグテール | フラットシートバルブスプリングの圧縮・研磨基準 |
| ファイル拡張子 | マシンループ、クロスセンターループ、サイドループ、エクステンデッドフック | お客様のご要望に応じて |
| 表面状態 | 成形後、ASTM A967に準拠して不動態化処理を施し、電解研磨済み | 疲労強度が重要なばねには、電解研磨が推奨されます |
| ショットピーニング | SAE AMS 2430に準拠したスチール製またはセラミック製のメディア | 疲労寿命を50~100倍向上させます。サイクル数が10⁵回を超える場合は、その旨を明記してください。 |
| 春の植物同定 | レーザーマーキング、カラーストライプ、プレス加工タグ | 多材料スプリングアセンブリにおけるトレーサビリティ |
| コーティング | 一般的に推奨されません — ハステロイ C276(自己保護型) | 特定の理由でコーティングが必要な場合は、MWalloysにご相談ください |
MWalloys社のハステロイC276製スプリングには、どのような品質認証や書類が付属していますか?
MWalloysが製造するカスタム仕様のハステロイC276製ばねは、すべてのロットにおいて、NACE規格に準拠したばねを指定する主要な石油・ガス事業者、海底機器メーカー、およびバルブOEMメーカーの要件を満たすよう設計された、完全なドキュメント一式を添付して出荷されます。.
すべての注文に付属する標準ドキュメント一式
| ドキュメント | 内容 | スタンダード |
|---|---|---|
| 材料試験報告書(MTR) | 全元素分析(UNS N10276の規定値に基づく全元素)、熱番号、溶解記録 | ASTM B574に基づく |
| NACE MR0175 適合証明書 | UNS N10276 に関する NACE MR0175/ISO 15156 第3部への適合に関する書面による声明 | NACE MR0175/ISO 15156-3 |
| 硬度試験証明書 | ワイヤ試料および/または完成したばねの硬度を測定(最大40 HRCを確認済み) | ASTM E18 |
| 熱処理記録 | 溶液焼鈍の温度、保持時間、冷却方法、炉の校正基準 | - |
| 適合証明書 | すべての指定要件への適合に関する署名権限者の宣言 | - |
| 寸法検査報告書 | 自由長、外径、線径、コイル数、直角度測定 | お客様の図面またはDIN 2095/EN 13906に準拠 |
| ばね定数または荷重試験証明書 | 指定高さにおけるばね定数または荷重の測定(お客様のご要望に応じて) | - |
| EN 10204 3.1 検査証明書 | 第三者立会いの検査書類(ご要望に応じて) | EN 10204 |
| 原産地申告書 | 製造場所および原材料の原産地証明書 | 顧客/輸入に関するコンプライアンス要件 |
品質マネジメントシステム認証
MWalloysは次のように主張している:
- ISO 9001:2015 特注スプリングの設計、製造、検査、出荷を網羅した、認証済みの品質管理システム。.
- API 第1四半期 油田設備用部品の供給体制.
- PED(圧力機器指令)2014/68/EU 欧州の圧力機器用途向けの適合製品。.
- DFARSコンプライアンス 米国の防衛関連油田プログラムに関する資料が利用可能です。.
- 原料線材から完成したバネの納品に至るまで、材料の熱処理番号を完全に追跡可能です。.
エンジニアは、特注のハステロイC276製スプリングをどのように仕様決定し、発注すべきでしょうか?
正確に作成されたばねの仕様書は、最も一般的な調達ミスを未然に防ぎます。具体的には、材質の誤り、NACE文書不備、形状に関する曖昧さ、試験要件の欠落などが挙げられます。以下の枠組みは、経験豊富な油田用ばねの調達担当者が、適切に構成された発注書に盛り込んでいる内容を反映したものです。.
購入仕様書の全項目
- 素材: ASTM B574(線材)またはASTM B619(平板ばね用シート/ストリップ)に準拠したハステロイC276/UNS N10276。.
- NACEの要件: NACE MR0175/ISO 15156 第3部、UNS N10276、最大硬度40 HRC。.
- 素材の状態: 溶液焼鈍済み(NACE準拠には必須)。.
- 線径: 公差クラス付き公称値(標準:±1%、または厳密:±0.5%)。.
- スプリングの種類: 圧縮/伸長/ねじり/平螺旋/波形/円錐形。.
- 春の幾何学: 自由長、平均コイル径、線径、総コイル数、有効コイル数、端部形状。.
- ばね定数または必要荷重: k = 指定された試験長さにおけるX N/mm、または特定の高さにおける荷重。.
- 耐性クラス: 標準(±10%レート)またはタイト(±5%レート)。.
- テスト要件: 100%の荷重試験、ロット硬度試験、寸法検査。.
- 表面の状態: 成形後、不動態化処理済み、または電解研磨済み。.
- ショットピーニング: 必須か否か――指定がある場合はSAE AMS 2430に準拠する。.
- 数量: スプリングの数量(MWalloysでは最低注文数量の制限はありません)。.
- ドキュメンテーション MTR、NACE適合証明書、硬度証明書、C of C、必要に応じてEN 10204 3.1。.
MWalloysのグローバル供給サービスとリードタイム
MWalloysでは、設備の納期が短縮され、交換部品が緊急に必要とされ、かつ文書品質が絶対条件となる、世界の石油・ガス、海底、および化学処理産業向けに、カスタムスプリングの供給体制を構築しています。.
注文処理および製造リードタイム
| 注文タイプ | 数量 | 一般的なリードタイム | 備考 |
|---|---|---|---|
| 試作・サンプル用ばね | 1~10個 | 10~15日 | 在庫品からの配線;迅速な金型セットアップ |
| 小ロット生産 | 11~100個 | 15~25日 | 標準で付属するドキュメント |
| 中規模の生産ロット | 101~500個 | 20~35日 | ロット試験、完全な文書一式 |
| 大量生産 | 501個以上 | 30~40日 | 予定生産;数量割引 |
| 緊急時/AOG用供給 | 数量は問いません | 7~10日間の速達便 | プレミアムサービス:ワイヤーの在庫状況をご確認ください |
| 特殊合金線(在庫外径) | 数量は問いません | 25~40日 | ワイヤーの調達リードタイムがバネの生産に影響を及ぼしている |
最小注文数量:なし。. MWalloysでは、1個単位のプロトタイプから数千個規模の量産まで幅広く承っております。重要機器の故障に伴う緊急の交換用スプリングについても、NACE認証の完全な書類を添付した上で、1個単位での製造が可能です。.
国際輸送・物流
MWalloysは、主要な石油・ガス産出地域を含む60カ国以上の顧客にサービスを提供しています。当社の輸送体制は以下の通りです:
| 配送方法 | 所要時間 | 最適 | 利用可能なインコタームズ |
|---|---|---|---|
| 航空貨物(エクスプレス) | 海外への配送は1~5日 | 緊急用交換部品、少量 | EXW、FOB、CIP、DDP |
| 航空便(標準) | 海外への配送は3~7日かかります | 通常納品、試作品の発送 | EXW、FOB、CIP |
| 海上輸送(FCL) | 配送先により、15~45日かかります | 大量生産、高荷重スプリング | EXW、FOB、CIF、DDP |
| 海上輸送(混載) | 配送先により、20~45日かかります | 中規模の注文;緊急性を要しない供給において費用対効果が高い | EXW、FOB、CIF |
| 陸上輸送(北米・欧州) | 3~10日 | 大陸内での地域間供給 | EXW、DAP、DDP |
| 宅配便(DHL/FedEx/UPS) | 海外への配送は2~5日かかります | 小口荷物、プロトタイプの緊急配送 | EXW、DDU |
支払条件:
- 初回注文:T/T(電信送金)によるお支払い — 注文確認時に30%を前払い、出荷前に70%の残金をお支払いください。.
- 既存のお客様:与信承認後、請求書発行日から30日以内に支払い。.
- 10万米ドル以上の大口注文については、信用状(LC)によるお支払いを受け付けております。.
- ご利用いただける主要通貨:米ドル(USD)、ユーロ(EUR)、英ポンド(GBP)、アラブ首長国連邦ディルハム(AED)、シンガポールドル(SGD)、オーストラリアドル(AUD)。.
MWalloysが事業を展開する地域および業界
| 地域 | 主な顧客業界 |
|---|---|
| 北米(米国、カナダ、メキシコ) | 陸上および海洋の石油・ガス、石油化学、LNG |
| 中東(サウジアラビア、アラブ首長国連邦、カタール、クウェート) | 上流部門の生産、精製、酸性ガスの処理 |
| ヨーロッパ(ノルウェー、イギリス、オランダ、ドイツ) | 北海沖合、化学処理、海底設備のOEM |
| アジア太平洋地域(シンガポール、オーストラリア、マレーシア、中国) | LNG、海洋生産、製油所のメンテナンス |
| ラテンアメリカ(ブラジル、アルゼンチン、コロンビア) | プレソルト層の海洋上流部門における生産 |
| アフリカ(ナイジェリア、アンゴラ、エジプト) | 海洋および陸上での生産 |
| ロシアおよびCIS | ガス処理、パイプライン設備。. |
サワーガス用カスタムハステロイC276スプリングに関するよくある質問
1: ハステロイC276製のばねが耐えられるH₂S濃度の最大値はどれくらいですか?
溶体化焼鈍状態(硬度40 HRC未満)のハステロイC276製ばねは、石油・ガス生産現場で遭遇するあらゆるH₂S分圧下において硫化物応力割れに耐性があり、微量から完全飽和に至るまでのあらゆるH₂S濃度において、適切に認定された材料では硫化物応力割れによる破損事例は報告されていない。. NACE MR0175/ISO 15156 第3部では、40 HRCの硬度制限が維持される場合、UNS N10276に対してH₂S分圧の制限を設けていません。つまり、この合金の認定は、炭素鋼や低合金鋼の認定のようにH₂S濃度に依存するものではありません。 耐食性のメカニズム(高濃度の Mo + W + Cr による不動態皮膜の安定性)は、H₂S 濃度の増加によって低下することはありません。 実際、ハステロイ C276 製スプリングは、H₂S 濃度が体積比 30% を超える(H₂S 分圧 10 MPa 以上に相当)高圧サワーガス井で、SSC による破損なく使用されています。 H₂S 濃度が非常に高い環境における制限は、SSC 耐性から、一般的な腐食速度および水素透過性の考慮事項へと移行しますが、これらはいずれもハステロイ C276 にとっては許容範囲内です。.
2:ハステロイC276製のばねは、H₂SおよびCO₂の環境下で同時に使用できますか?
はい。ハステロイC276は、H₂S、CO₂、塩化物塩水、および元素硫黄が同時に存在する環境下でも確実な性能を発揮する数少ない合金の一つであり、まさにその理由から、複数の腐食性物質が共存するサワー井戸の生産設備における標準的な材料となっています。. CO₂(スイート腐食)は水に溶解すると炭酸を生成し、炭素鋼を激しく腐食させるほか、多くのステンレス鋼に対しても孔食を引き起こします。 ハステロイ C276 のクロム含有量(14.5~16.5%)は、不動態皮膜の形成を通じて炭酸酸による腐食に対して能動的な耐性を提供し、一方、高いモリブデン含有量は、CO₂ を多く含む塩水中で加速される塩化物による孔食に耐性があります。 現場での使用において、CO₂分圧が 0.1 MPa を超え、かつ H₂S 濃度がサワーサービスレベルの閾値を超えるガスを生産する坑井は、ばね材料にとって最も腐食性の強い生産流体マトリックスとなります。 MWalloysは、北海、中東、メキシコ湾の生産環境において、まさにこのような条件向けにハステロイC276製スプリングを供給しており、顧客からの報告によると、スプリングの交換なしに10年を超える耐用年数を実現しています。.
3:サワーガス用スプリング用途において、ハステロイC276とハステロイC22の違いは何ですか?
ハステロイ C276(UNS N10276)とハステロイ C22(UNS N06022)は、いずれもNACE MR0175の認定を受けたニッケル・クロム・モリブデン合金ですが、 しかし、C22は酸化性酸および酸化・還元混合環境に対してわずかに優れた耐性を示す一方、C276は純粋な還元性酸条件下でわずかに優れた耐性を示します。実際には、サワーガススプリング用途の大部分において、両合金は機能的に同等であると見なされています。. C22はクロム含有量が高く(20~22.5%、C276の14.5~16.5%に対し)、モリブデン含有量がわずかに低い (12.5~14.5% 対 15~17%)であり、酸化環境と還元環境に対する耐性のバランスが異なります。強力な酸化剤が存在せず、H₂S および CO₂ が支配的なほとんどのサワーガス生産環境において、C276 と C22 は実質的に同等の耐用年数を発揮します。 これら2つの選択は、通常、以下の要因によって決定されます:具体的なプラントでの実績および既存の認定データ(多くのオペレーターがC276の数十年にわたる使用実績データを保有しています)、ばね用ワイヤーの入手可能性(C276ワイヤーはC22ワイヤーよりも広く在庫されています)、およびコスト(価格は同等ですが、C22の方がわずかに高くなる場合があります)。 MWalloysは両方の合金を在庫しており、お客様の仕様に基づき、いずれの材料からもスプリングを製造可能です。.
4:NACE MR0175への準拠にはどの程度のばね剛性が必要であり、それはどのように確認されるのか?
NACE MR0175/ISO 15156 第3部では、ハステロイC276 (UNS N10276)ばねについて、代表的な線材または完成したばね本体を測定対象とし、校正済みのロックウェル硬さ試験機を用いてASTM E18に従って測定した場合の最大硬度を40 HRCと規定しています。. 適切に溶体化焼鈍処理されたハステロイC276線材の硬度は通常22~26 HRCであり、NACEの上限値より14~18 HRCの余裕があります。 成形工程では冷間加工が行われるため、成形後のばね本体の硬度が上昇する可能性があることから、NACE 準拠のための硬度検証は、入荷した線材のみではなく、完成したばねに対して行う必要があります。 MWalloys では、NIST トレーサブルな校正済み機器を使用して各ロットの生産スプリングの硬度を測定し、測定された硬度値とロットの平均値、最小値、最大値を、各注文に同梱される硬度証明書に記載しています。 第三者立会いによる硬度試験(EN 10204 3.2 レベル検査)が必要なプロジェクトについては、MWalloys が当社施設での生産ロット試験に独立した検査員を立ち会わせる手配をいたします。.
5:MWalloysのカスタムハステロイC276製スプリングの最小注文数量はどれくらいですか?
MWalloysでは、カスタムメイドのハステロイC276製スプリングについて、最小注文数量を設けておりません。1個からのご注文から数千個規模の大量生産まで承っております。また、ご注文数量にかかわらず、NACE MR0175規格に準拠した完全な書類一式をご提供いたします。. 本ポリシーは、石油・ガス事業者が重要な設備の修理において、最小注文数量を満たすまで待つことが許容できない生産停止を招くため、単品での交換用スプリングを頻繁に必要としているという当社の認識を反映したものです。標準的な形状のスプリングについては、ワイヤー材の在庫を活用することで、緊急用の交換用スプリングを7~10営業日以内に製造・出荷することが可能です。 機器のOEM製造プログラムや計画的なメンテナンス停止に伴う生産数量については、50個から適用される数量別価格体系をご用意しています。新規機器開発プログラム向けの試作数量(1~10個)についても、量産注文と同様のドキュメント一式を提供するため、別途生産用材料を再発注することなく、直接適格性試験を行うことが可能です。 スプリングの図面または寸法要件を弊社セールスエンジニアリングチームまでお送りいただければ、数量を問わず即日お見積もりいたします。.
6:同等の硬度レベルにおいて、酸性環境下でのハステロイC276とインコネル718のばね性能はどのように異なるか?
NACE 40 HRCの限界値内における同等の硬度レベルにおいて、 ハステロイC276は、モリブデン含有量が著しく高い(15~17.%、対してインコネル718は2.8~3.3%)ため、塩化物を含む酸性環境において、インコネル718よりもはるかに優れた孔食耐性を発揮します。 一方、インコネル718は、溶体化焼鈍状態におけるより高い降伏強度により、より高いばね荷重容量を提供します。. そのトレードオフは明白です: 焼鈍処理を施したインコネル718製ばね用線材は、ハステロイC276の引張強さ690~790 MPaに対し、965~1100 MPaを達成するため、インコネル718製ばねは、より細い線径やよりコンパクトな形状でも、より高い荷重を発生させることができます。 しかし、H₂Sと塩化物濃度が約100,000 ppm Cl⁻を超え、かつ温度が120°Cを超える環境下では、 インコネル718はモリブデン含有量が低いため、冷間加工部(ばね線の表面の凹凸やコイルの接触点)で局所的な孔食が発生し、従来のSSC(塩素化ストレス腐食)がなくても疲労亀裂の発生を加速させる可能性があります。ハステロイC276の高いモリブデン含有量は、この孔食メカニズムを完全に防止します。 塩化物含有量の高い産出水が存在する過酷なサワー環境下でのばね用途において、MWalloysはハステロイC276を推奨し、適切な線径およびコイル形状の選定を通じて、許容応力の低下に対応できるばね形状を設計します。.
7:ハステロイC276製のばねは、200°Cを超える高温高圧(HPHT)井戸での坑内使用に適していますか?
ハステロイC276製のばねは、酸性環境下で約260~316°C (500~600°F)の酸性環境下での使用について技術的に許容されていますが、エンジニアは応力計算において高温降伏強度の値を使用し、最高温度での最小荷重要件を満たすスプリングの寸法決定を行う際には、応力緩和を考慮に入れる必要があります。. 260°C(500°F)において、 溶体化焼鈍したハステロイC276の0.2%降伏強度は、室温時の380 MPaに対し、約275~310 MPaとなり、約20~25%の低下となります。 ばねの設計者は、許容ねじり応力の計算を、室温での値ではなく、実際の最高使用温度における降伏強度に基づいて行わなければなりません。 さらに、200°C を超える温度での応力緩和により、時間の経過とともに荷重が徐々に低下します。通常、1,000 時間で 200°C では 10~18%、260°C では 18~28% の低下が見られます。 坑井の耐用年数全体(場合によっては 5~15 年)にわたって最小閉鎖力を維持しなければならない重要な安全弁閉鎖用ばねの場合、ばねは、緩和と製造上のばらつきを両方考慮して、必要な最小閉鎖力より 25~35% 高い初期予圧で設計する必要があります。 MWalloys は、HPHT サワー井戸の条件に合わせてハステロイ C276 スプリングの適切なサイズ選定を支援する、スプリング設計コンサルティングサービスを提供しています。.
8:周期的な酸性環境下での使用において、ハステロイC276製ばねの疲労寿命を向上させる表面処理にはどのようなものがあるか。
ショットピーニングは、サワーガス環境下での繰り返し使用におけるハステロイC276製ばねの疲労寿命を向上させる最も効果的な表面処理であり、線材表面に圧縮残留応力を導入することで疲労き裂の発生を遅らせ、同一形状の未処理ばねと比較して、ばねの疲労寿命を50~150倍延長することが可能です。. ショットピーニングは、溶体化焼鈍後に、SAE AMS 2430または同等の規格に基づき、アルメン強度を管理して実施する必要があります。その際、媒体にはステンレス鋼またはセラミックを使用し(炭素鋼製のショットは、鉄粒子を埋め込み、それが腐食の起点となるため使用しないでください)。 ハステロイ C276 スプリングの場合、セラミックビーズピーニングが推奨されます。これは、塩化物を含む酸性環境において、埋没した鉄粒子部位で隙間腐食を引き起こす可能性のある、線材表面への鉄汚染のリスクを回避できるためです。 溶体化焼鈍後、ショットピーニングの前にスプリングを電解研磨することで、線引きやスプリングのコイル成形中に生じた表面の凹凸や微小亀裂を除去し、疲労発生箇所をさらに減らすという追加の利点があります。 ガスリフトバルブ用ばねや圧力脈動ダンパー用ばねなど、高サイクル(10⁵ サイクル以上)の用途については、MWalloys は、最適な表面処理プロトコルとして、電気研磨とショットピーニングを組み合わせた処理、およびそれに続く ASTM A967 に基づく不動態化処理を推奨しています。.
9:ハステロイC276製のばねを他の金属の隣に設置する場合、エンジニアは異種金属間の相性問題にどのように対処すべきでしょうか?
ハステロイC276は、生産流体環境において電気化学的に貴金属的であり、他のほとんどのスプリング用金属とのガルバニックカップルにおいて陰極として作用します。つまり、隣接する-貴金属(炭素鋼製ハウジング、標準的なステンレス鋼製部品)は、ハステロイC276との接触点付近で腐食が加速しますが、C276製のスプリング自体は影響を受けません。. このガルバニック現象は、スプリングアセンブリの設計において考慮する必要があります。 酸性液中において、ハステロイC276製スプリングと直接接触する炭素鋼製のバルブ本体やスプリングハウジングは、接触界面で腐食が加速し、スプリングではなくハウジングにメンテナンス上の問題が生じる可能性があります。設計上の対策としては、スプリングと異種金属表面の間に非金属製のスペーサーや絶縁パッドを使用すること、 スプリングの接触面に対して適合性のある金属製ハウジング材料(好ましくはハステロイC276、インコネル625、または高合金ステンレス鋼)を指定すること;または、スプリングが非金属製のシートに接触するように設計すること。 液体電解質がスプリングとハウジングの隙間を埋めない乾燥ガス環境では、ガルバニック腐食は発生せず、異種金属間の接触による問題はそれほど深刻ではありません。MWalloysでは、カスタムスプリング開発のアプリケーションエンジニアリング段階において、スプリングとハウジングの材料適合性に関するアドバイスを提供いたします。.
10:MWalloysは、大手石油会社の承認を得るために、ハステロイC276製スプリングについてどのような認証書や書類を提供していますか?
MWalloysでは、ハステロイC276製スプリングをご注文いただく際、シェル、サウジアラムコ、BP、 トタルエナジーズ、エクソンモービル、エクイノールといった主要石油会社の材料認証要件を満たす包括的なドキュメントパッケージを提供しており、NACE MR0175への準拠、完全な化学成分トレーサビリティ、硬度検証、熱処理記録、および第三者検査オプションを網羅しています。. すべての注文に同梱される標準的な書類は、以下の内容で構成されています:UNS N10276の完全な化学成分分析および溶解番号が記載された材料試験報告書(MTR); NACE MR0175/ISO 15156 Part 3適合証明書(測定された硬度が40 HRC未満であることを確認したもの);炉の校正基準を記載した溶体化焼鈍熱処理記録;品質管理責任者による署名入り適合証明書;および寸法検査報告書。 より詳細な文書が必要なプロジェクトについては、ご要望に応じて、独立した検査官立会いによる EN 10204 3.1 検査証明書をご用意いたします。また、第三者試験機関による化学的検証(PMI/OES 分析)の手配や、サウジアラビア国内のプロジェクト向けにサウジアラムコ SAES 仕様の材料文書フォーマットを提供することも可能です。 MWalloysは出荷後10年間記録を保管しており、当初の供給から数年経過した後でも、設備監査やMROトレーサビリティ要件に対応した文書の検索が可能です。.
検証可能な参考文献
本技術記事の作成にあたっては、以下の情報源を参照しており、これらは世界中のエンジニアや調達担当者によって独自に検証可能です:
- NACE International / ISO. NACE MR0175 / ISO 15156:石油・天然ガス産業 — 石油・ガス生産におけるH₂S含有環境で使用される材料。. 第1部、第2部、第3部。NACE International(テキサス州ヒューストン)/ISO(スイス・ジュネーブ)。現行版。.
- ヘインズ・インターナショナル. ハステロイ C-276 合金データシート (H-2002C)。. ヘインズ・インターナショナル、インディアナ州ココモ.
- ASTMインターナショナル。. ASTM B574:低炭素ニッケル・クロム・モリブデン、低炭素ニッケル・モリブデン・クロム、 低炭素ニッケル-モリブデン-クロム-タンタル、低炭素ニッケル-クロム-モリブデン-銅、および低炭素ニッケル-クロム-モリブデン-タングステン合金棒に関する標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM B619:溶接ニッケルおよびニッケル・コバルト合金管の標準仕様。. (C276合金製品の帯状形状に関する参照資料。)ASTM International、ペンシルベニア州ウェスト・コンショホッケン。.
- SAEインターナショナル SAE AMS 2430:ショットピーニング、自動式。. SAE International, Warrendale, PA.
- ASTMインターナショナル。. ASTM A967:ステンレス鋼部品の化学不動態化処理の標準仕様。. ASTM International, West Conshohocken, PA.
- スプリング・マニュファクチャラーズ・インスティテュート(SMI)。. 『ばね設計ハンドブック』第2版. スプリング・マニュファクチャラーズ・インスティテュート(イリノイ州オークブルック).
- ワール、A.M. メカニカル・スプリング第2版. McGraw-Hill、ニューヨーク、1963年。(ワール応力補正係数およびばね設計の基礎)
- クレイグ, B.D. サワーガスの設計上の考慮事項(SPEモノグラフ第15巻)。. 石油技術者協会(Society of Petroleum Engineers)、テキサス州リチャードソン、1993年。ISBN: 1-55563-048-7
- デイヴィス, J.R.(編)。. ニッケル、コバルトおよびその合金(ASMスペシャリティ・ハンドブック)。. ASM International、オハイオ州マテリアルズ・パーク、2000年。ISBN: 0-87170-685-7
- API規格526。. フランジ付き鋼製圧力逃がし弁 第7版. 米国石油協会(ワシントンD.C.).
- ケルマニ, M.B. および モルシェド, A. "「石油・ガス生産における二酸化炭素腐食 — 総説」" 腐食, 第59巻第8号、2003年8月、659–683頁。NACE International。.
- ASTMインターナショナル。. ASTM E18:金属材料のロックウェル硬さの標準試験方法。. ASTM International, West Conshohocken, PA.
- ISO。. EN ISO 10204:金属製品 — 検査書類の種類。. ISO、スイス・ジュネーブ。.
- ヘインズ・インターナショナル. 石油・ガス生産用耐食合金:H₂S環境における一般要件および試験方法に関する指針. 技術報告書。ヘインズ・インターナショナル(インディアナ州ココモ)。.
