Custom Hastelloy C276 springs certified to NACE MR0175/ISO 15156 are the only reliable spring solution for hydrogen sulfide (H₂S) sour gas environments where standard stainless steel, Inconel 718, and carbon steel springs fail through sulfide stress cracking within weeks or months of installation. At MWalloys, we manufacture custom Hastelloy C276 springs in compression, extension, torsion, and flat spiral configurations with no minimum order quantity, delivery in 10–40 days, global shipping by air, sea, or land freight, and complete NACE MR0175 compliance documentation. The alloy's unique nickel-chromium-molybdenum-tungsten composition provides simultaneous resistance to H₂S, CO₂, chlorides, and oxidizing acids — the exact combination encountered in oil and gas wellhead, subsea, and downhole spring applications.
If your project requires the use of Hastelloy C276 Springs, you can contact us for a free quote.
What Is Hastelloy C276 and Why Is It the Premier Alloy for Sour Gas Spring Applications?
Hastelloy C276, registered under UNS designation N10276 and European material number 2.4819, is a nickel-chromium-molybdenum-tungsten alloy developed by Haynes International that has become the most widely specified corrosion-resistant alloy in the oil and gas industry for sour service applications. The alloy was introduced commercially in the 1960s as an improvement over earlier C-family alloys (Hastelloy C and Hastelloy C-4), with the specific advancement of tungsten addition and carbon reduction that dramatically improved resistance to sensitization in as-welded condition and enhanced performance in reducing acid environments.
In spring applications specifically, Hastelloy C276 occupies a position that no other commercially available alloy occupies with equal confidence: it simultaneously resists the four primary corrosive agents in sour gas production — hydrogen sulfide (H₂S), carbon dioxide (CO₂), chloride-containing brines, and elemental sulfur — while maintaining sufficient spring wire tensile strength to deliver the mechanical forces required in valve actuators, wellhead controls, safety mechanisms, and downhole tools.
The reason springs fail faster than other components in sour gas systems is straightforward physics: springs operate under sustained tensile or torsional stress. Sulfide stress cracking (SSC) — the dominant failure mechanism in sour gas environments — requires three simultaneous conditions: a susceptible material, tensile stress, and H₂S exposure. Springs inherently satisfy the second condition, making material selection the only engineering variable available to prevent SSC failure. Choosing Hastelloy C276 eliminates the material susceptibility condition entirely for properly heat-treated springs within the NACE-specified hardness limits.

We have conducted failure analysis reviews on spring failures from sour gas wellhead assemblies where the original spring material was 17-7PH stainless steel or even Inconel 718 above their NACE hardness limits. In every case, the failure mode was sulfide stress cracking initiating at the wire surface within the first operating cycle after H₂S exposure. The replacement springs made from Hastelloy C276 within NACE hardness limits have shown no cracking in subsequent service periods extending beyond 5 years in the same environments.
Key Physical Properties of Hastelloy C276
| Property | Value | Engineering Significance |
|---|---|---|
| Density | 8.89 g/cm³ (0.321 lb/in³) | Slightly heavier than Inconel 625; affects spring weight calculations |
| Melting Range | 1325–1370°C (2415–2500°F) | High melting point confirms thermal stability |
| Thermal Conductivity | 11.1 W/m·K at 38°C | Low — heat concentrates at tooling during forming |
| Specific Heat | 427 J/kg·K | Relevant for thermal cycling environments |
| Electrical Resistivity | 1.30 µΩ·m | Relevant for electrical resistance heating calculations |
| Coefficient of Thermal Expansion | 11.2 µm/m·°C (21–93°C) | Important for springs in thermally cycled systems |
| Modulus of Elasticity | 205 GPa (29.8 Msi) | Critical for spring rate calculation |
| Modulus of Rigidity (Shear) | 79.5 GPa (11.5 Msi) | Primary spring rate design parameter |
| Magnetic Permeability | Essentially non-magnetic (~1.0) | Important for MWD/LWD tool springs |
The shear modulus value of 79.5 GPa is the single most important physical property for coil spring design. Spring rate (k) scales directly with shear modulus, and an accurate value is required for any spring rate calculation. We use 79.5 GPa (11.5 Msi) as the standard shear modulus for Hastelloy C276 spring wire calculations, which is nearly identical to the value for carbon steel (79.3 GPa) — meaning engineers can transition spring designs from carbon steel to Hastelloy C276 without adjusting geometry to compensate for modulus differences.
What Does NACE MR0175 Certification Mean for Hastelloy C276 Springs?
NACE MR0175, now jointly published with ISO as NACE MR0175/ISO 15156, is the internationally recognized standard governing material selection for petroleum and natural gas production equipment operating in H₂S-containing (sour) environments. Understanding exactly what this standard requires for Hastelloy C276 springs — and what it does not require — is fundamental to specifying springs correctly for sour service.
NACE MR0175/ISO 15156 is organized in three parts:
- Part 1: General principles, cracking mechanisms, and qualification requirements.
- Part 2: Carbon and low-alloy steels and cast irons.
- Part 3: Corrosion-resistant alloys (CRAs) — the section governing Hastelloy C276.
NACE MR0175 Part 3 Requirements for Hastelloy C276 (UNS N10276)
Hastelloy C276 is listed in NACE MR0175/ISO 15156 Part 3, Table A.3 as a pre-qualified corrosion-resistant alloy for sour service, subject to the following mandatory limits:
| Requirement | NACE MR0175 Limit | Testing Standard | Notes |
|---|---|---|---|
| Maximum Hardness | 40 HRC (Hardness Rockwell C) | ASTM E18 | Most critical requirement — governs material condition |
| Material Condition | Solution annealed (mill annealed) | — | Cold-worked condition without anneal may exceed hardness |
| H₂S Partial Pressure | Any H₂S partial pressure | — | No restriction when hardness limit met |
| Chloride Concentration | No limit specified | — | Chloride limit not imposed for Hastelloy C276 |
| Temperature | Up to 260°C (500°F) standard listing | — | Higher temperatures require specific qualification |
| Elemental Sulfur | Generally acceptable | — | Superior to most other CRAs |
The 40 HRC maximum hardness requirement is the governing parameter. All other technical discussions about chemistry and heat treatment ultimately serve the single purpose of keeping the spring material at or below 40 HRC in its final condition after all forming and heat treatment operations. Springs that conform to UNS N10276 chemistry and are in the solution annealed condition typically achieve hardness values of 22–26 HRC, providing substantial margin below the 40 HRC ceiling.
What Sour Service Conditions Trigger NACE MR0175 Requirements?
Not every system containing H₂S requires full NACE MR0175 compliance. The standard defines sour service based on H₂S partial pressure thresholds:
| System Type | H₂S Partial Pressure Threshold | Applies NACE MR0175? |
|---|---|---|
| Multi-phase (gas + oil + water) | Greater than 0.0003 MPa (0.05 psia) H₂S | Yes |
| Gas phase | Greater than 0.0003 MPa (0.05 psia) H₂S absolute | Yes |
| Water phase | H₂S dissolved, pH less than 6 | Yes (Part 2 for carbon steel; Part 3 for CRA) |
| Below threshold | Below 0.0003 MPa H₂S | NACE not mandatory (good practice to apply) |
The practical reality in oil and gas production is that virtually all wellhead, downhole, and subsea spring applications operate above the NACE sour service threshold, particularly when accounting for potential worst-case upset conditions. MWalloys recommends specifying NACE MR0175 compliant Hastelloy C276 springs for all production service applications where any H₂S is present in the produced fluid stream, regardless of whether the calculated partial pressure falls marginally below the formal threshold.
NACE Compliance Documentation Required for Hastelloy C276 Springs
| Document | Content | Purpose |
|---|---|---|
| Material Test Report (MTR) | Full chemistry to UNS N10276 limits, heat number | Alloy identity verification |
| Hardness Certificate | Measured hardness on spring wire or formed spring (max 40 HRC) | NACE compliance confirmation |
| Heat Treatment Record | Solution anneal temperature, time, cooling method | Condition verification |
| Certificate of Conformance | Written declaration of NACE MR0175 Part 3 compliance | Contract compliance |
| EN 10204 3.1 or 3.2 | European inspection certificate format | International project requirements |
| Dimensional Inspection Report | Spring free length, OD, wire diameter, coil count | Dimensional verification |
How Does the Chemical Composition of Hastelloy C276 Enable Sour Gas Resistance?
The sour gas resistance of Hastelloy C276 is not a single-element phenomenon — it results from the synergistic interaction of four primary alloying elements working together to create a stable, passive surface condition that resists both electrochemical corrosion and mechanical stress-assisted cracking in H₂S environments.
Hastelloy C276 Chemical Composition (UNS N10276)
| Element | Min (%) | Max (%) | Role in Sour Gas Resistance |
|---|---|---|---|
| Nickel (Ni) | Balance (approx. 57%) | — | FCC base matrix; inherent SSC resistance; hydrogen trapping resistance |
| Molybdenum (Mo) | 15.0 | 17.0 | Pitting/crevice corrosion resistance in chloride+H₂S; solid solution strength |
| Chromium (Cr) | 14.5 | 16.5 | Passive Cr₂O₃ film; resistance to oxidizing acids and H₂S oxidation products |
| Tungsten (W) | 3.0 | 4.5 | Additional pitting resistance; synergistic with Mo; refractory strength |
| Iron (Fe) | 4.0 | 7.0 | Controlled matrix element; reduces cost vs pure Ni |
| Cobalt (Co) | — | 2.5 max | Solid solution strengthening contribution |
| Carbon (C) | — | 0.010 max | Ultra-low carbon — prevents sensitization at grain boundaries |
| Silicon (Si) | — | 0.08 max | Very low — prevents sigma phase formation |
| Manganese (Mn) | — | 1.0 max | Deoxidizer |
| Vanadium (V) | — | 0.35 max | Minor addition |
| Phosphorus (P) | — | 0.04 max | Controlled impurity |
| Sulfur (S) | — | 0.03 max | Controlled impurity — itself a corrosion risk if elevated |
The molybdenum content of 15–17% is the highest of any commonly available commercial nickel alloy. This concentration is the primary reason Hastelloy C276 outperforms Inconel 625 (8–10% Mo) and Inconel 718 (2.8–3.3% Mo) in mixed H₂S + chloride environments. Molybdenum in solid solution significantly lowers the critical pitting potential — the electrochemical threshold above which pitting corrosion initiates — making the alloy immune to pitting in standard seawater, concentrated chloride brines, and the chloride-rich produced water commonly associated with sour gas wells.
The ultra-low carbon maximum of 0.010% is a defining characteristic of C276 compared to earlier C-family alloys. Carbon reacts preferentially with chromium at grain boundaries during slow cooling through the sensitization temperature range (540–760°C), forming chromium carbides that deplete the adjacent matrix of chromium and create paths of reduced corrosion resistance. By holding carbon below 0.010%, Hastelloy C276 minimizes this risk to essentially negligible levels in the as-welded condition — one of the primary practical advantages over earlier Hastelloy C alloy.
The tungsten addition (3.0–4.5%) works synergistically with molybdenum to enhance crevice corrosion resistance beyond what molybdenum alone provides. The combined (Mo + W/2) equivalent is a more accurate predictor of pitting and crevice corrosion resistance than molybdenum content alone, and Hastelloy C276's calculated PREN-equivalent (considering Mo and W together) exceeds 70 — one of the highest values in commercial alloy chemistry.
What Mechanical Properties Define Hastelloy C276 Spring Wire Performance?
Spring design calculations require accurate mechanical property values for the alloy in its final service condition. The following property data reflects Hastelloy C276 wire in the solution annealed condition — the standard delivery and service condition for NACE-compliant springs.
Mechanical Properties of Hastelloy C276 Wire (Solution Annealed)
| Property | Typical Value | Minimum (ASTM B574 basis) | Notes |
|---|---|---|---|
| Ultimate Tensile Strength (UTS) | 790 MPa (115 ksi) | 690 MPa (100 ksi) | Increases with cold work; governed by NACE hardness |
| 0.2% Yield Strength (YS) | 380 MPa (55 ksi) | 310 MPa (45 ksi) | Primary spring allowable stress input |
| Elongation in 2" | 45% | 40% | High ductility — good spring formability |
| Reduction of Area | 55% | — | Excellent ductility confirms solution anneal condition |
| Hardness | 22–26 HRC | — | Well below 40 HRC NACE maximum |
| Modulus of Elasticity | 205 GPa (29.8 Msi) | — | Used in spring deflection calculations |
| Modulus of Rigidity (G) | 79.5 GPa (11.5 Msi) | — | Primary spring rate calculation parameter |
| Fatigue Endurance Limit | Approximately 280 MPa | — | Rotating beam, polished specimen, R = -1 |
The tensile strength of solution annealed Hastelloy C276 wire — approximately 790 MPa (115 ksi) — is lower than precipitation-hardenable alloys like Inconel 718 (which can reach 1380 MPa after aging) or cold-drawn 17-7PH spring wire. This strength limitation is the primary engineering trade-off when specifying Hastelloy C276 springs: the alloy cannot be precipitation hardened to increase strength without risking exceeding the 40 HRC NACE hardness limit and disqualifying the spring from sour service use.
This constraint means Hastelloy C276 spring designs typically require larger wire diameters or different spring geometries to achieve required spring forces compared to equivalent springs made from higher-strength precipitation-hardenable alloys. In practice, this means the spring envelope (OD, free length, compressed height) may be somewhat larger for a Hastelloy C276 spring than for an equivalent Inconel 718 spring, a design factor that must be accommodated in the component housing.
Elevated Temperature Properties Relevant to Sour Gas Service
| Temperature | UTS (MPa) | YS at 0.2% (MPa) | Notes |
|---|---|---|---|
| 21°C (70°F) | 790 | 380 | Room temperature baseline |
| 100°C (212°F) | 750 | 345 | Slightly reduced; wellhead service range |
| 200°C (392°F) | 710 | 320 | HPHT well service range |
| 300°C (572°F) | 670 | 290 | Deep well, HPHT; approaching creep onset |
| 400°C (752°F) | 610 | 255 | High-temperature HPHT; creep considerations apply |
| 538°C (1000°F) | 520 | 215 | Extreme temperature; consult creep rupture data |
For downhole spring applications in HPHT (High Pressure, High Temperature) wells with bottomhole temperatures exceeding 200°C, spring designers must use the elevated temperature yield strength values rather than room temperature values when calculating allowable spring stress. A spring designed to 75% of room temperature yield strength may inadvertently exceed 100% of yield strength at the actual operating temperature, causing permanent set and loss of preload force.
Stress Relaxation Behavior in Sour Gas Service
Stress relaxation — the gradual reduction of spring load under sustained deflection at elevated temperature — is a critical design parameter that determines whether a spring maintains its required preload force over the intended service life.
| Temperature | Time (hours) | Stress Relaxation (% of initial load) | Notes |
|---|---|---|---|
| 150°C | 1,000 | Less than 5% | Excellent retention |
| 200°C | 1,000 | 5–10% | Good; consider in critical valve spring design |
| 260°C | 1,000 | 10–18% | Moderate; account for in preload calculation |
| 315°C | 1,000 | 18–28% | Significant; pre-stress spring or use higher initial stress |
For safety-critical springs such as subsurface safety valve (SSSV) closure springs, where the spring must deliver a minimum closing force throughout the well's service life, stress relaxation allowance should be incorporated into the initial spring design. We typically recommend designing for 120–130% of minimum required closing force to account for worst-case stress relaxation at the maximum expected bottomhole temperature over a 5-year service interval.
How Are Custom Hastelloy C276 Springs Designed and Manufactured?
Custom spring manufacturing in Hastelloy C276 follows the same fundamental mechanics as other spring alloys, but requires specific attention to the alloy's work-hardening behavior, surface finish requirements, and the NACE hardness constraint that limits available processing routes.
Spring Design Equations for Hastelloy C276 Coil Springs
Spring Rate (compression and extension springs):
k = Gd⁴ / (8D³Na)
Where:
- G = 79.5 GPa (11.5 Msi) for Hastelloy C276 — shear modulus
- d = wire diameter (mm or inches)
- D = mean coil diameter (mm or inches)
- Na = number of active coils
Torsional Stress Under Load:
τ = (8PD / πd³) × Kw
Where:
- P = applied load (N or lbf)
- Kw = Wahl stress correction factor = (4C-1)/(4C-4) + 0.615/C
- C = spring index = D/d (recommended range: 4–12 for Hastelloy C276)
Maximum Allowable Torsional Stress:
| Loading Condition | Maximum τ (% of Yield Strength) | Notes |
|---|---|---|
| Static loading, ambient temperature | 40–45% of YS | Conservative for sour service long-term set |
| Dynamic loading, less than 10⁶ cycles | 30–38% of YS | Fatigue-limited design |
| Dynamic loading, greater than 10⁶ cycles | 22–28% of YS | High-cycle endurance limit design |
| Elevated temperature (above 150°C) | 25–35% of elevated-temp YS | Use temperature-corrected YS |
| SSSV closure springs (safety critical) | 35–40% initial, accounting for relaxation | Include relaxation allowance |
Wire Drawing and Forming Process for Hastelloy C276 Spring Wire
Raw Material Starting Point:
Hastelloy C276 spring wire production begins with VIM (Vacuum Induction Melted) or AOD (Argon Oxygen Decarburized) primary melt, followed by ESR (Electroslag Remelting) for premium wire quality. The ESR step is particularly important for spring wire because it dramatically reduces oxide inclusion content — inclusions are fatigue initiation sites under cyclic spring loading.
Multi-Pass Cold Drawing:
Wire is drawn through progressively smaller tungsten carbide dies in multiple passes, with intermediate solution anneals every 30–40% area reduction to restore ductility. Hastelloy C276 work-hardens more rapidly than austenitic stainless steel, requiring more frequent intermediate anneals to prevent cracking during drawing.
Final Solution Anneal:
After reaching target wire diameter, the wire receives a final solution anneal at 1121°C ±14°C (2050°F ±25°F) with rapid water quench or fast air cool. This treatment:
- Dissolves all precipitate phases.
- Restores maximum corrosion resistance by putting all alloying elements back into solid solution.
- Achieves hardness well below 40 HRC (typically 22–26 HRC).
- Provides maximum ductility for spring coiling.
CNC Coil Winding:
Solution annealed wire is coiled on CNC spring coiling machines with mandrel diameters sized to account for springback. Hastelloy C276 has relatively high springback compared to carbon steel due to its high yield-strength-to-modulus ratio. Typical mandrel undersize is 12–18% relative to target mean coil diameter.
Available Custom Spring Types at MWalloys
| Spring Type | Wire Diameter Range | Application in Sour Gas Service |
|---|---|---|
| Compression springs | 0.5 mm – 25 mm | Wellhead valve springs, BOP ram springs, safety valve actuators |
| Extension springs | 0.5 mm – 15 mm | Downhole gauge mechanisms, chemical injection valve springs |
| Torsion springs | 0.8 mm – 20 mm | Valve actuator return mechanisms, wireline tool springs |
| Flat spiral springs | 0.3 mm × 3 mm – 3 mm × 25 mm (strip) | Clock-type energy storage springs in downhole tools |
| Wave springs | 0.5 mm – 10 mm (strip) | Compact preload springs in subsea connector assemblies |
| Conical springs | 1.0 mm – 15 mm | Variable-rate springs in pressure regulating valves |
| Disc springs (Belleville) | Per Inconel machining from C276 plate | High-load, low-deflection sour service assemblies |
What Heat Treatment Is Required for Hastelloy C276 Springs in Sour Service?
Heat treatment of Hastelloy C276 springs serves two purposes: developing corrosion resistance through solution annealing, and managing spring geometry and residual stress through controlled thermal processing after coiling. The heat treatment sequence must achieve both objectives while keeping hardness below the NACE 40 HRC ceiling.
Solution Annealing Protocol for NACE Compliance
Solution Anneal Parameters:
| Parameter | Specification | Rationale |
|---|---|---|
| Temperature | 1121°C ±14°C (2050°F ±25°F) | Dissolves all precipitate and carbide phases |
| Minimum hold time | 10 minutes after reaching temperature (thin wire) to 30 minutes (heavy wire) | Ensures full solution throughout cross-section |
| Maximum hold time | Limit to prevent excessive grain growth | Grain growth reduces fatigue resistance |
| Cooling method | Rapid water quench or fast forced air cool | Prevents re-precipitation during cooling |
| Atmosphere | Inert gas (argon/nitrogen) or vacuum preferred | Prevents surface oxidation that could affect corrosion resistance |
| Resulting hardness | 22–26 HRC typically | Well below 40 HRC NACE maximum |
Critical Warning on Post-Coiling Heat Treatment:
A common error we encounter in spring shops new to Hastelloy C276 is applying a stress relief anneal at temperatures in the 316–540°C range that are used for carbon steel or stainless steel spring setting operations. This temperature range corresponds exactly to the sensitization zone for nickel alloys where chromium carbides and sigma phase can precipitate in the short time. While the carbon content of C276 is very low (0.010% max), even brief exposure in the 540–760°C range can begin to degrade crevice corrosion resistance if the cooling rate from the stress relief temperature is slow.
For Hastelloy C276 springs that require stress relief after coiling, either:
- Apply the full solution anneal (1121°C, rapid cool) — which fully restores corrosion resistance.
- Apply a very brief low-temperature stabilization below 316°C — which provides minimal stress relief but avoids sensitization risk.
Preset and Setting Treatment for Hastelloy C276 Springs
Spring preset — compressing the spring to solid length to remove initial set — should be performed at room temperature after solution annealing. The preset operation slightly cold-works the wire surface, which can marginally increase surface hardness. For NACE compliance, we measure hardness after preset on sample springs from each production lot to confirm the 40 HRC maximum is maintained.
For springs that require a specific solid height or operating length, hot setting at temperatures below 316°C is acceptable for brief periods (30–60 minutes) without significant corrosion resistance degradation.
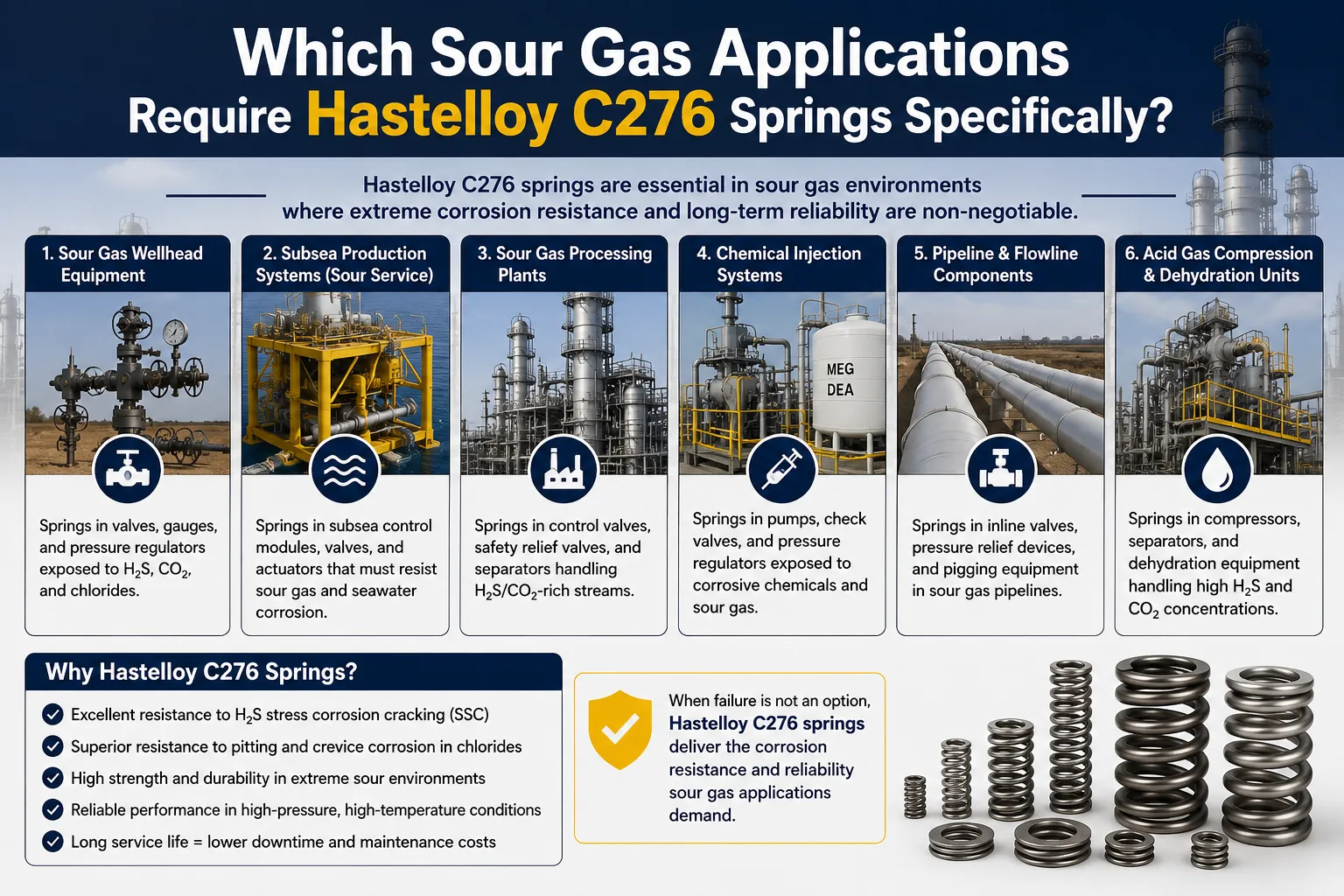
Which Sour Gas Applications Require Hastelloy C276 Springs Specifically?
The applications that specifically require Hastelloy C276 springs — rather than less resistant alternatives — are defined by the simultaneous presence of H₂S, chlorides, and elevated temperature, combined with a mechanical requirement that the spring maintain load over extended service intervals without replacement access.
Wellhead and Christmas Tree Spring Applications
Surface Safety Valves (SSV):
Surface safety valves on wellheads require reliable closure springs that actuate when hydraulic control pressure is lost. The spring must deliver sufficient closing force to seat the valve against full wellhead pressure. In sour wells, SSV springs experience direct exposure to produced gas containing H₂S, CO₂, and water vapor. SSC failure of an SSV closure spring is a Category A safety event — the valve fails to close when commanded, creating uncontrolled well flow. Hastelloy C276 springs in this application are not a performance upgrade — they are a safety imperative.
Choke Valve Trim Springs:
Production choke valves regulate flow rate from the wellhead. Internal trim springs maintain seat contact and bias needle positions. These springs operate in direct contact with produced fluid, which in sour wells contains H₂S concentrations ranging from trace amounts to full saturation. Stainless steel choke trim springs have documented SSC failure rates in sour gas service within 6–18 months; Hastelloy C276 springs in the same valves routinely exceed 5-year replacement intervals.
Downhole and Subsurface Spring Applications
| Application | Spring Function | Why Hastelloy C276 Is Required |
|---|---|---|
| Subsurface Safety Valve (SSSV / SCSSV) | Closure spring — must close on loss of control line pressure | H₂S exposure at bottomhole temperature; no access for replacement without well intervention |
| Downhole Safety Valve (DHSV) | Flapper closure bias spring | Same conditions as SCSSV; installed hundreds to thousands of feet below surface |
| Gas lift valve springs | Maintains valve closed against casing pressure | Sour gas exposure in annulus; H₂S + chlorides |
| ESP (Electric Submersible Pump) check valve springs | Prevents backflow through pump stages | Sour produced fluid continuous contact |
| Downhole gauge carrier springs | Maintains sensor contact, shock isolation | Sour fluid + high temperature + vibration |
| Wireline tool lock springs | Latches and profile locks in downhole tools | Sour well intervention service |
| Packer setting springs | Spring-set packer activation mechanism | One-time deployment; H₂S exposure during production |
Subsea and Offshore Applications
Subsea applications combine sour gas exposure with seawater — creating the most aggressive corrosion environment that production equipment encounters. The synergistic effect of H₂S and seawater chlorides on spring metals is more damaging than either environment alone, making Hastelloy C276 selection essentially mandatory for subsea sour service.
| Subsea Application | Operating Condition | Spring Function |
|---|---|---|
| Subsea tree valve actuators | Seawater + sour produced fluid + up to 200°C | Valve closure/return springs |
| BOP (Blowout Preventer) ram springs | High-pressure sour gas + seawater | Ram closure force generation |
| Subsea manifold choke springs | Sour produced fluid at seabed temperature/pressure | Flow restriction mechanism |
| Hydraulic connector springs | Seawater immersion + sour line content | Locking/unlocking mechanism bias |
| Subsea chemical injection valve springs | Injection chemical + sour process | Check valve bias springs |
| ROV hot-stab connector springs | Seawater + potential sour line contact | Connection make-up force |
Pipeline and Processing Facility Applications
Beyond wellhead and downhole service, Hastelloy C276 springs appear throughout gas processing facilities handling sour streams:
- Pressure relief valve (PRV) springs on sour gas processing vessels — where API 526 requires spring material selection appropriate for the fluid service.
- Control valve actuator return springs in sour gas streams throughout separation, dehydration, and compression trains.
- Rupture disc holder springs in sour service pressure vessels.
- Heat exchanger floating head springs where sour process fluid contacts spring components.
How Does Hastelloy C276 Compare to Alternative Spring Materials in H₂S Service?
Material selection for sour gas springs requires an objective comparison of alternatives. The following analysis evaluates all commonly proposed spring materials against the combined requirements of NACE MR0175 compliance, mechanical performance, and service life in H₂S environments.
Comprehensive Sour Gas Spring Wire Material Comparison
| Property | Hastelloy C276 | Inconel 718 | Inconel 625 | 17-7PH SS (CH900) | MP35N | Hastelloy C22 |
|---|---|---|---|---|---|---|
| UNS Designation | N10276 | N07718 | N06625 | S17700 | R30035 | N06022 |
| NACE MR0175 Part 3 Qualified | Yes (40 HRC max) | Yes (40 HRC max) | Yes (40 HRC max) | Conditional (35 HRC max) | Yes (35 HRC max) | Yes (40 HRC max) |
| UTS (spring wire, solution annealed, MPa) | 690–790 | 965–1100 | 690–760 | Not used annealed | 860–965 | 650–720 |
| Max hardness achievable (annealed) | 26 HRC | 32–36 HRC | 24 HRC | — | — | 24 HRC |
| Can be aged/hardened within NACE limit? | No significant aging | Yes, carefully controlled | Minimal aging | Marginal | Marginal | No |
| Mo content (% ) | 15–17 | 2.8–3.3 | 8–10 | None | 9–10.5 | 12.5–14.5 |
| Chloride pitting resistance (PREN equiv.) | Greater than 70 | Approximately 25 | Approximately 50 | Less than 10 | Approximately 48 | Greater than 65 |
| H₂S SSC resistance (annealed) | Excellent | Good (hardness critical) | Excellent | Poor (not NACE qualified above 35 HRC) | Good | Excellent |
| CO₂ corrosion resistance | Excellent | Good | Excellent | Poor | Good | Excellent |
| Elemental sulfur resistance | Excellent | Moderate | Good | Poor | Moderate | Excellent |
| Relative wire cost | High | Moderate-High | High | Low | Very High | High |
| Spring strength limitation | Moderate (cannot age) | Less than 718 full strength | Moderate | Disqualified above 35 HRC | Moderate | Moderate |
Why Inconel 718 Is Not Always Adequate for Sour Gas Springs
Inconel 718 (UNS N07718) is frequently proposed as a cost-saving alternative to Hastelloy C276 in sour gas spring applications, and it is NACE MR0175-qualified when maintained below 40 HRC. However, several limitations make Inconel 718 an inferior choice in the most demanding sour service conditions:
Molybdenum content: Inconel 718 contains only 2.8–3.3% Mo compared to 15–17% in Hastelloy C276. In combined H₂S + chloride environments — the standard produced fluid composition in sour offshore wells — the pitting resistance of Inconel 718 is measurably inferior, particularly in creviced geometries such as spring wire-to-spring wire contact in compressed springs.
Elemental sulfur sensitivity: In wells producing wet elemental sulfur along with H₂S, Inconel 718 shows accelerated corrosion compared to Hastelloy C276, which maintains essentially complete resistance to elemental sulfur deposition.
Precipitation hardening risk: Inconel 718 can inadvertently age-harden during service at temperatures between 593–760°C, approaching or exceeding the 40 HRC NACE limit. Hastelloy C276 does not precipitation harden under any practical service temperature.
We consistently recommend Hastelloy C276 over Inconel 718 for springs in any application combining H₂S + chlorides above 100 ppm Cl⁻ + temperatures above 150°C, or when elemental sulfur is present in the produced fluid.

What Custom Spring Configurations and Tolerances Does MWalloys Supply?
MWalloys manufactures Hastelloy C276 springs to customer drawings, specifications, or performance requirements. Our custom manufacturing capability covers the full range of spring types used in oilfield equipment, with tolerances conforming to industry standards and tighter specifications on request.
Standard Dimensional Tolerances for MWalloys Custom Hastelloy C276 Springs
| Dimension | Standard Tolerance | Tight Tolerance (on request) | Notes |
|---|---|---|---|
| Wire Diameter | ±1% of nominal | ±0.5% | Per ASTM A29 equivalent for special alloy wire |
| Free Length | ±1.5% of nominal | ±0.5% | Tighter requires calibrated measurement and sorting |
| Mean Coil Diameter (OD) | ±2% of nominal | ±1% | Measured at midpoint of free length |
| Total Coils | ±0.25 coils | ±0.1 coils | Affects spring rate proportionally |
| Spring Rate | ±10% of calculated | ±5% | Requires rate testing 100% or lot basis |
| Load at Specified Length | ±10% of specified load | ±5% | Requires load testing |
| Squareness (perpendicularity) | 3° maximum | 1.5° maximum | Critical for parallel spring stacks |
| Solid Height | ±2% | ±1% | Important for trapped length designs |
Wire Diameter Range and Spring Size Envelope
| Parameter | Available Range | Notes |
|---|---|---|
| Wire Diameter (round) | 0.3 mm – 30 mm (0.012" – 1.18") | Larger diameters on inquiry |
| Spring OD | 5 mm – 300 mm (0.197" – 11.8") | Larger diameters via special tooling |
| Free Length | 5 mm – 600 mm (0.197" – 23.6") | Longer springs on inquiry |
| Number of Active Coils | 1.5 minimum to 60 maximum | Beyond range requires special consideration |
| Spring Index (D/d) | 3.5 minimum to 20 maximum | Outside range may require special tooling or process |
Special Surface and End Conditions Available
| Feature | Options | Application |
|---|---|---|
| End types (compression) | Closed and ground, closed not ground, open ends, pigtail | Closed and ground standard for flat-seat valve springs |
| End types (extension) | Machine loop, cross center loop, side loop, extended hook | Per customer requirement |
| Surface condition | As-formed, passivated per ASTM A967, electropolished | Electropolished recommended for fatigue-critical springs |
| Shot peening | Steel or ceramic media, per SAE AMS 2430 | Improves fatigue life by 50–100%; specify where cycling exceeds 10⁵ cycles |
| Spring identification | Laser marking, color stripe, stamped tag | Traceability in multi-material spring assemblies |
| Coatings | Generally not recommended — Hastelloy C276 self-protecting | Consult MWalloys if coating required for specific reason |
What Quality Certifications and Documentation Accompany MWalloys Hastelloy C276 Springs?
Every batch of custom Hastelloy C276 springs from MWalloys is shipped with a complete documentation package designed to satisfy the requirements of major oil and gas operators, subsea equipment manufacturers, and valve OEMs who specify NACE-compliant springs.
Standard Documentation Package for Every Order
| Document | Content | Standard |
|---|---|---|
| Material Test Report (MTR) | Full chemical analysis (all elements to UNS N10276 limits), heat number, melt practice | ASTM B574 basis |
| NACE MR0175 Compliance Certificate | Written statement of compliance with NACE MR0175/ISO 15156 Part 3 for UNS N10276 | NACE MR0175/ISO 15156-3 |
| Hardness Test Certificate | Measured hardness on wire sample and/or finished spring (maximum 40 HRC confirmed) | ASTM E18 |
| Heat Treatment Record | Solution anneal temperature, time at temperature, cooling method, furnace calibration reference | — |
| Certificate of Conformance | Authorized signatory declaration of conformance to all specified requirements | — |
| Dimensional Inspection Report | Free length, OD, wire diameter, coil count, squareness measurements | Per customer drawing or DIN 2095/EN 13906 |
| Spring Rate or Load Test Certificate | Measured spring rate or load at specified height (per customer requirement) | — |
| EN 10204 3.1 Inspection Certificate | Third-party witnessed inspection documentation (on request) | EN 10204 |
| Country of Origin Declaration | Manufacturing location and material origin certification | Customer/import compliance requirement |
Quality Management System Certifications
MWalloys maintains:
- ISO 9001:2015 certified quality management system covering design, manufacturing, inspection, and shipping of custom springs.
- API Q1 alignment for oilfield equipment component supply.
- PED (Pressure Equipment Directive) 2014/68/EU compliant supply for European pressure equipment applications.
- DFARS compliance documentation available for US defense-related oilfield programs.
- Full material heat number traceability from raw wire through finished spring delivery.
How Should Engineers Specify and Order Custom Hastelloy C276 Springs?
A precisely drafted spring specification eliminates the most common procurement errors: wrong material condition, inadequate NACE documentation, geometry ambiguities, and missing test requirements. The following framework reflects what experienced oilfield spring procurement managers include in correctly structured purchase orders.
Complete Purchase Specification Elements
- Material: Hastelloy C276 / UNS N10276 per ASTM B574 (wire) or ASTM B619 (sheet/strip for flat springs).
- NACE requirement: NACE MR0175/ISO 15156 Part 3, UNS N10276, maximum hardness 40 HRC.
- Material condition: Solution annealed (mandatory for NACE compliance).
- Wire diameter: Nominal with tolerance class (standard ±1% or tight ±0.5%).
- Spring type: Compression / extension / torsion / flat spiral / wave / conical.
- Spring geometry: Free length, mean coil diameter, wire diameter, total coils, active coils, end type.
- Spring rate or load requirement: k = X N/mm at specified test lengths, or load at specific heights.
- Tolerance class: Standard (±10% rate) or tight (±5% rate).
- Testing requirements: 100% load test, lot hardness test, dimensional inspection.
- Surface condition: As-formed, passivated, or electropolished.
- Shot peening: Required or not — per SAE AMS 2430 if specified.
- Quantity: Number of springs (no minimum order restriction at MWalloys).
- Documentation: MTR, NACE compliance certificate, hardness certificate, C of C, EN 10204 3.1 if required.
MWalloys Global Supply Services and Lead Times
At MWalloys, we have structured our custom spring supply capability specifically to serve the global oil and gas, subsea, and chemical processing industries where equipment lead times are compressed, replacement parts are needed urgently, and documentation quality is non-negotiable.
Order Processing and Manufacturing Lead Times
| Order Type | Quantity | Typical Lead Time | Notes |
|---|---|---|---|
| Prototype / sample springs | 1–10 pieces | 10–15 days | Wire from stock; rapid tooling setup |
| Small production batch | 11–100 pieces | 15–25 days | Standard documentation included |
| Medium production batch | 101–500 pieces | 20–35 days | Lot testing, full documentation package |
| Large production run | 501+ pieces | 30–40 days | Scheduled production; volume pricing |
| Emergency / AOG supply | Any quantity | 7–10 days express | Premium service; confirm wire stock availability |
| Special alloy wire (non-stock diameter) | Any quantity | 25–40 days | Wire sourcing lead time adds to spring production |
Minimum Order Quantity: None. MWalloys accepts single-piece prototype orders through multi-thousand piece production runs. Emergency replacement springs for critical equipment failures can be manufactured in single quantities with full NACE certification documentation.
Global Shipping and Logistics
MWalloys serves customers in over 60 countries across all major oil and gas producing regions. Our shipping capabilities include:
| Shipping Method | Transit Time | Best For | Incoterms Available |
|---|---|---|---|
| Air freight (express) | 1–5 days internationally | Emergency replacement parts, small quantities | EXW, FOB, CIP, DDP |
| Air freight (standard) | 3–7 days internationally | Routine supply, prototype shipments | EXW, FOB, CIP |
| Sea freight (FCL) | 15–45 days depending on destination | Large production volumes, heavy springs | EXW, FOB, CIF, DDP |
| Sea freight (LCL) | 20–45 days depending on destination | Medium volumes; cost-effective for non-urgent supply | EXW, FOB, CIF |
| Land freight (North America/Europe) | 3–10 days | Regional supply within continent | EXW, DAP, DDP |
| Courier (DHL/FedEx/UPS) | 2–5 days internationally | Small packages, urgent prototype delivery | EXW, DDU |
Payment Terms:
- First-time orders: T/T (Telegraphic Transfer) payment — 30% deposit upon order confirmation, 70% balance before shipment.
- Established accounts: Net 30 days from invoice date following credit approval.
- Letters of credit (LC) accepted for large orders above $50,000 USD.
- Major currencies accepted: USD, EUR, GBP, AED, SGD, AUD.
Regions and Industries Served by MWalloys
| Region | Key Customer Industries |
|---|---|
| North America (US, Canada, Mexico) | Onshore and offshore oil and gas, petrochemical, LNG |
| Middle East (Saudi Arabia, UAE, Qatar, Kuwait) | Upstream production, refining, sour gas processing |
| Europe (Norway, UK, Netherlands, Germany) | North Sea offshore, chemical processing, subsea equipment OEM |
| Asia-Pacific (Singapore, Australia, Malaysia, China) | LNG, offshore production, refinery maintenance |
| Latin America (Brazil, Argentina, Colombia) | Pre-salt offshore, upstream production |
| Africa (Nigeria, Angola, Egypt) | Offshore and onshore production |
| Russia and CIS | Gas processing, pipeline equipment. |
FAQs About Custom Hastelloy C276 Springs for Sour Gas
1: What is the maximum H₂S concentration that Hastelloy C276 springs can withstand?
Hastelloy C276 springs in the solution annealed condition (hardness below 40 HRC) are resistant to sulfide stress cracking at any H₂S partial pressure encountered in oil and gas production, with no documented SSC failures in properly qualified material regardless of H₂S concentration from trace amounts through full saturation. NACE MR0175/ISO 15156 Part 3 qualifies UNS N10276 without H₂S partial pressure restrictions when the 40 HRC hardness limit is maintained, meaning the alloy's qualification is not conditional on H₂S concentration the way carbon steel and low-alloy steel qualifications are. The corrosion resistance mechanism — passive film stability driven by high Mo + W + Cr content — does not degrade with increasing H₂S concentration. In practice, Hastelloy C276 springs have been successfully deployed in high-pressure sour gas wells with H₂S concentrations exceeding 30% by volume (equivalent to partial pressures above 10 MPa H₂S) without SSC failure. The limitation in very high H₂S concentration environments shifts from SSC resistance to general corrosion rate and hydrogen permeation considerations, both of which remain acceptable for Hastelloy C276.
2: Can Hastelloy C276 springs be used in both H₂S and CO₂ service simultaneously?
Yes. Hastelloy C276 is one of the few alloys that provides reliable performance in environments combining H₂S, CO₂, chloride brines, and elemental sulfur simultaneously, which is precisely why it is the standard material for production equipment in sour wells where multiple corrosive species coexist. CO₂ (sweet corrosion) creates carbonic acid when dissolved in water, aggressively corroding carbon steel and attacking many stainless steels through pitting. Hastelloy C276's chromium content (14.5–16.5%) provides active resistance to carbonic acid attack through passive film formation, while the high molybdenum content resists the chloride-induced pitting that is accelerated in CO₂-rich brines. In field service, wells producing gas with CO₂ partial pressures above 0.1 MPa combined with H₂S above threshold sour service levels represent the most aggressive produced fluid matrix for spring materials. MWalloys has supplied Hastelloy C276 springs for exactly these conditions in North Sea, Middle East, and Gulf of Mexico production environments, with customer-reported service lives exceeding 10 years without spring replacement.
3: What is the difference between Hastelloy C276 and Hastelloy C22 for sour gas spring applications?
Hastelloy C276 (UNS N10276) and Hastelloy C22 (UNS N06022) are both NACE MR0175-qualified nickel-chromium-molybdenum alloys, but C22 offers slightly better resistance to oxidizing acids and mixed oxidizing-reducing environments while C276 provides marginally superior resistance in pure reducing acid conditions — in practice, both alloys are considered functionally equivalent for the majority of sour gas spring applications. C22 contains higher chromium (20–22.5% vs 14.5–16.5% in C276) and slightly lower molybdenum (12.5–14.5% vs 15–17%), giving it a different balance between oxidizing and reducing environment resistance. For most sour gas production environments where H₂S and CO₂ dominate without strong oxidizing agents, C276 and C22 deliver essentially identical service life. The selection between them is typically driven by: specific plant experience and existing qualification data (many operators have decades of C276 service data), spring wire availability (C276 wire is more widely stocked than C22 wire), and cost (similar pricing, with C22 sometimes slightly higher). MWalloys stocks both alloys and can manufacture springs from either material based on customer specification.
4: What spring hardness is required for NACE MR0175 compliance, and how is it verified?
NACE MR0175/ISO 15156 Part 3 specifies a maximum hardness of 40 HRC for Hastelloy C276 (UNS N10276) springs, measured on representative wire or on the finished spring body, with the measurement performed per ASTM E18 using a calibrated Rockwell hardness tester. Properly solution annealed Hastelloy C276 wire typically measures 22–26 HRC, providing 14–18 HRC margin below the NACE ceiling. Hardness verification for NACE compliance should be performed on the finished spring rather than only on incoming wire, because forming operations introduce cold work that can raise hardness in the formed spring body. At MWalloys, we measure hardness on production springs from each lot using NIST-traceable calibrated instruments, and we include the measured hardness values with the lot average, minimum, and maximum on the hardness certificate shipped with each order. For projects requiring third-party witnessed hardness testing (EN 10204 3.2 level inspection), MWalloys can arrange independent inspector witnessing of the production lot testing at our facility.
5: What is the minimum order quantity for custom Hastelloy C276 springs from MWalloys?
MWalloys has no minimum order quantity for custom Hastelloy C276 springs — we accept orders for a single spring through multi-thousand piece production runs, with complete NACE MR0175 documentation provided regardless of quantity ordered. This policy reflects our understanding that oil and gas operators frequently need single-piece replacement springs for critical equipment repairs where waiting for a minimum order quantity would cause unacceptable production downtime. Emergency replacement springs can be manufactured and shipped within 7–10 business days for standard geometries from wire stock inventory. For production quantities supporting equipment OEM manufacturing programs or planned maintenance shutdowns, we offer volume pricing tiers starting at 50 pieces. Prototype quantities of 1–10 springs for new equipment development programs receive the same documentation package as production orders, enabling direct qualification testing without the need to re-order production material separately. Contact our sales engineering team with your spring drawing or dimensional requirements for a same-day quotation on any quantity.
6: How does Hastelloy C276 spring performance compare in sour service vs. Inconel 718 at equivalent hardness levels?
At equivalent hardness levels within the NACE 40 HRC limit, Hastelloy C276 provides significantly superior pitting corrosion resistance in chloride-containing sour environments due to its dramatically higher molybdenum content (15–17% vs 2.8–3.3% for Inconel 718), while Inconel 718 offers higher spring load capacity from its greater yield strength in the solution annealed condition. The trade-off is direct: Inconel 718 annealed spring wire achieves 965–1100 MPa UTS compared to 690–790 MPa for Hastelloy C276, allowing Inconel 718 springs to generate higher loads from smaller wire diameters or more compact geometries. However, in environments combining H₂S + chloride concentrations above approximately 100,000 ppm Cl⁻ + temperatures above 120°C, Inconel 718's lower molybdenum content allows localized pitting corrosion initiation at cold-worked zones (spring wire surface asperities and coil contact points) that can accelerate fatigue crack initiation even without classical SSC. Hastelloy C276's high molybdenum prevents this pitting mechanism entirely. For springs in severe sour service with high chloride produced water, MWalloys recommends Hastelloy C276 and designs the spring geometry to accommodate the lower allowable stress through appropriate wire diameter and coil geometry selection.
7: Are Hastelloy C276 springs suitable for downhole service in HPHT wells above 200°C?
Hastelloy C276 springs are technically acceptable for HPHT downhole service at temperatures up to approximately 260–316°C (500–600°F) in sour environments, but engineers must use elevated-temperature yield strength values for stress calculations and account for stress relaxation when sizing springs for minimum load requirements at maximum temperature. At 260°C (500°F), the 0.2% yield strength of solution annealed Hastelloy C276 is approximately 275–310 MPa compared to 380 MPa at room temperature — a reduction of approximately 20–25%. Spring designers must base allowable torsional stress calculations on the yield strength at the actual maximum operating temperature, not room temperature values. Additionally, stress relaxation at temperatures above 200°C causes progressive load loss over time, typically 10–18% at 200°C and 18–28% at 260°C over 1,000 hours. For critical safety valve closure springs where minimum closing force must be maintained for the well's entire service life (potentially 5–15 years), the spring must be designed with initial preload force 25–35% above the minimum required closing force to account for both relaxation and any manufacturing variability. MWalloys provides spring design consultation services to help engineers correctly size Hastelloy C276 springs for HPHT sour well conditions.
8: What surface treatments improve the fatigue life of Hastelloy C276 springs in cyclic sour service?
Shot peening is the most effective surface treatment for improving fatigue life of Hastelloy C276 springs in cyclic sour gas service, introducing compressive residual stress at the wire surface that delays fatigue crack initiation and can extend spring fatigue life by 50–150% compared to unpeened springs of identical geometry. Shot peening should be performed after solution annealing using stainless steel or ceramic media (not carbon steel shot, which embeds iron particles that become corrosion initiation sites) to a controlled Almen intensity per SAE AMS 2430 or equivalent specification. For Hastelloy C276 springs, ceramic bead peening is preferred because it avoids any risk of iron contamination of the wire surface, which in chloride-containing sour service could initiate crevice corrosion at embedded iron particle sites. Electropolishing the spring after solution annealing — before shot peening — provides an additional benefit by removing surface asperities and micro-cracks introduced during wire drawing and spring coiling, further reducing fatigue initiation sites. For high-cycle applications (greater than 10⁵ cycles) such as gas lift valve springs or pressure pulsation damper springs, MWalloys recommends the combined electropolish + shot peen sequence followed by passivation per ASTM A967 as the optimum surface preparation protocol.
9: How should engineers handle dissimilar metal concerns when installing Hastelloy C276 springs adjacent to other metals?
Hastelloy C276 is electrochemically noble in produced fluid environments and acts as a cathode in galvanic couples with most other spring metals — which means adjacent less-noble metals (carbon steel housings, standard stainless steel components) experience accelerated corrosion near the contact point with Hastelloy C276, while the C276 spring itself remains unaffected. This galvanic behavior must be considered in spring assembly design. Carbon steel valve bodies or spring housings that directly contact Hastelloy C276 springs in sour liquid service will experience accelerated corrosion at the contact interface, potentially creating maintenance issues with the housing rather than the spring. Design mitigations include: using non-metallic spacers or insulating pads between the spring and dissimilar metal surfaces; specifying compatible metallic housing materials (preferably Hastelloy C276, Inconel 625, or high-alloy stainless steel) for the spring contact surfaces; or designing the spring to bear on non-metallic seats. In dry gas service where no liquid electrolyte bridges the gap between spring and housing, galvanic corrosion is not active and dissimilar metal contact is less critical. MWalloys can advise on spring housing material compatibility during the application engineering phase of custom spring development.
10: What certifications and documentation does MWalloys provide with Hastelloy C276 springs for major oil company approvals?
MWalloys provides a complete documentation package with every Hastelloy C276 spring order that satisfies the material certification requirements of major oil companies including Shell, Saudi Aramco, BP, TotalEnergies, ExxonMobil, and Equinor, covering NACE MR0175 compliance, full chemical traceability, hardness verification, heat treatment records, and third-party inspection options. Standard documentation included with every order consists of: Material Test Report (MTR) with full UNS N10276 chemistry analysis and heat number; NACE MR0175/ISO 15156 Part 3 compliance certificate with measured hardness values confirmed below 40 HRC; solution anneal heat treatment record with furnace calibration reference; Certificate of Conformance signed by authorized quality representative; and dimensional inspection report. For projects requiring enhanced documentation: EN 10204 3.1 inspection certificates with independent inspector witnessing are available on request; third-party laboratory chemical verification (PMI/OES analysis) can be arranged; and Saudi Aramco SAES-specific material documentation formats can be provided for Kingdom projects. MWalloys maintains records for 10 years post-shipment, enabling document retrieval for equipment audits and MRO traceability requirements years after original supply.
Verifiable References
The following sources were consulted in preparing this technical article and are independently verifiable by engineers and procurement specialists worldwide:
- NACE International / ISO. NACE MR0175 / ISO 15156: Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments in Oil and Gas Production. Parts 1, 2, and 3. NACE International, Houston, TX / ISO, Geneva, Switzerland. Current Edition.
- Haynes International. Hastelloy C-276 Alloy Data Sheet (H-2002C). Haynes International, Kokomo, IN.
- ASTM International. ASTM B574: Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy Rod. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B619: Standard Specification for Welded Nickel and Nickel-Cobalt Alloy Pipe. (Referenced for strip form of C276 alloy products.) ASTM International, West Conshohocken, PA.
- SAE International. SAE AMS 2430: Shot Peening, Automatic. SAE International, Warrendale, PA.
- ASTM International. ASTM A967: Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts. ASTM International, West Conshohocken, PA.
- Spring Manufacturers Institute (SMI). Handbook of Spring Design, 2nd Edition. Spring Manufacturers Institute, Oak Brook, IL.
- Wahl, A.M. Mechanical Springs, 2nd Edition. McGraw-Hill, New York, 1963. (Wahl stress correction factor and spring design fundamentals)
- Craig, B.D. Sour Gas Design Considerations (SPE Monograph Volume 15). Society of Petroleum Engineers, Richardson, TX, 1993. ISBN: 1-55563-048-7
- Davis, J.R. (Editor). Nickel, Cobalt and Their Alloys (ASM Specialty Handbook). ASM International, Materials Park, OH, 2000. ISBN: 0-87170-685-7
- API Standard 526. Flanged Steel Pressure-Relief Valves, 7th Edition. American Petroleum Institute, Washington, DC.
- Kermani, M.B. and Morshed, A. "Carbon Dioxide Corrosion in Oil and Gas Production — A Compendium." Corrosion, Vol. 59, No. 8, August 2003, pp. 659–683. NACE International.
- ASTM International. ASTM E18: Standard Test Methods for Rockwell Hardness of Metallic Materials. ASTM International, West Conshohocken, PA.
- ISO. EN ISO 10204: Metallic Products — Types of Inspection Documents. ISO, Geneva, Switzerland.
- Haynes International. Corrosion-Resistant Alloys for Oil and Gas Production: Guidance on General Requirements and Test Methods for H₂S Service. Technical Report. Haynes International, Kokomo, IN.
