Leghe di Inconel fondono in un intervallo di temperature elevate piuttosto che in un unico punto. Le tipiche qualità a base di nichel-cromo utilizzate nell'industria presentano temperature di solidificazione comprese all'incirca fra 1.260°C e 1.350°C e temperature di liquidità fino a da 1.336°C a 1.350°C circaa seconda del grado specifico. Per lavori pratici di fusione, saldatura, carica in forno e colata, trattare Inconel 718625 e leghe affini in base agli intervalli di fusione pubblicati e alle finestre di lavorazione consigliate per evitare cricche a caldo, formazione di fasi indesiderate o perdita eccessiva di elementi.
Cosa significa "temperatura di fusione" per le superleghe
Per le leghe complesse a base di nichel, l'espressione temperatura di fusione non si riferisce a un singolo numero preciso. Il peso maggiore è dato da due punti tecnici: solidus è la temperatura in cui compare il primo liquido durante il riscaldamento, e liquido è la temperatura in cui l'ultimo solido si dissolve in liquido. L'intervallo tra queste due temperature costituisce il campo di fusione della lega. In pratica, questo intervallo indica ai metallurgisti e agli operatori di fonderia la quantità di surriscaldamento necessaria per ottenere una carica completamente liquida senza eccessiva evaporazione o segregazione. Per i componenti della famiglia Inconel, l'intervallo di fusione è elevato e deve essere trattato con regimi di forno specifici.
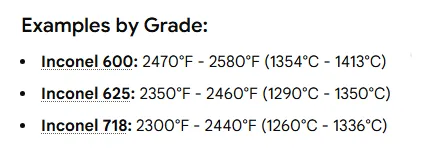
Riferimento rapido: intervalli di fusione per i comuni gradi di Inconel
| Lega | Solidus tipico (°C) | Liquido tipico (°C) | Intervallo di fusione tipico (°C) |
|---|---|---|---|
| Inconel 718 | ~1,260 | ~1,336 | 1,260 - 1,336. Valori riportati 1.260 - 1.338. |
| Inconel 625 | ~1,290 | ~1,350 | 1,290 - 1,350. Intervallo di fusione riportato 1.290 - 1.349/1.350. |
| Inconel 600 | ~1,410 | singolo punto vicino a 1.413 riportato (varia a seconda della specifica) | Superiore a 718/625, spesso vicino a 1.400+ °C. |
| Sintesi rappresentativa (per gli ingegneri) | Da 1.260 °C a 1.413 °C (a seconda del grado) | - | Per i numeri esatti, utilizzare la scheda tecnica specifica del grado. |
Note: i numeri sopra riportati provengono dai bollettini tecnici dei produttori e da autorevoli database di materiali. Quando si pianifica la fusione o la saldatura, verificare sempre con il certificato del fornitore e con le schede tecniche recenti.
Perché l'intervallo di fusione varia tra i vari gradi di Inconel
Le superleghe a base di nichel sono intenzionalmente complesse. Ogni grado contiene diversi elementi di lega maggiori e minori: cromo, molibdeno, niobio, ferro, titanio, alluminio e aggiunte in tracce. Questi elementi influenzano la stabilità di fase in prossimità dell'intervallo di fusione. Due sono le ragioni principali della variazione:
-
Chimica diversa cambia il rapporto liquido/solido alterando le energie di formazione delle fasi. Gli elementi che abbassano il punto di fusione producono intervalli più ampi o più bassi.
-
Fasi microstrutturali che fondono a temperature diverse creano un intervallo tra la prima fusione e la liquefazione completa.
Poiché le tolleranze di produzione e la storia termica influenzano la composizione locale, il materiale di carica reale può comportarsi in modo leggermente diverso dai valori del manuale. Pertanto, le fusioni in officina richiedono un attento controllo della temperatura e della rampa.
Solidus vs liquidus: metallurgia e implicazioni pratiche
La comprensione del solidus e del liquidus porta a regole pratiche:
-
Se si lavora vicino al solidus, la fusione parziale può causare la formazione di eutettici a bassa fusione, che producono carenza di calore o cricche durante la lavorazione a caldo.
-
Se il riscaldamento è superiore a liquidoSi ottiene la fusione completa, ma aumentano i costi energetici e il rischio di vaporizzazione. Per alcuni elementi, il tempo prolungato ad alta temperatura causa una deriva della composizione.
-
Per la saldatura e la brasatura, il controllo del bagno di saldatura utilizza una comprensione del liquidus localizzato, mentre il trattamento termico post-saldatura mira al ripristino della microstruttura senza superare gli intervalli critici di fusione.
Quando si monitorano i cicli del forno, le termocoppie devono essere calibrate e posizionate in modo da leggere le temperature rappresentative del metallo, non solo l'atmosfera del forno. Per l'Inconel 718 e 625, i produttori forniscono numeri di solidus e liquidus che guidano le finestre di fusione, forgiatura e trattamento termico.
Come i principali elementi di lega influenzano il comportamento di fusione
Breve mappatura degli elementi comuni e dei loro effetti tipici sull'intervallo di fusione:
-
Niobio e titanio in genere promuovono fasi di rinforzo che possono aumentare la temperatura a cui la lega mantiene le caratteristiche di solidità.
-
Molibdeno e cromo influenzano la resistenza alle alte temperature e possono influire modestamente sul comportamento alla fusione.
-
Ferro si comporta in modo quasi inerte per il punto di fusione, ma modifica la densità e le proprietà meccaniche.
-
Carboniozolfo e fosforo in piccole quantità formano eutettici a basso punto di fusione che causano il rischio di lacerazioni a caldo.
La selezione di rottami o polveri a composizione controllata previene comportamenti di fusione inaspettati. Per le polveri per la produzione additiva, uno stretto controllo della composizione limita la variazione della dinamica del fluido del bagno di fusione. I bollettini tecnici dei produttori trattano questi punti per ciascun grado.
Pratica di fusione e forno raccomandata per Inconel 625 e 718
| Operazione | Finestra di temperatura consigliata (°C) | Nota pratica |
|---|---|---|
| Fusione dell'Inconel 718 (fusione completa) | da 1.340 a 1.420 (la prassi tipica della fusione prevede l'utilizzo di una liquidità prossima a quella del margine) | Utilizzare il vuoto o l'atmosfera controllata per limitare l'ossidazione e la perdita di elementi; monitorare la segregazione di niobio e titanio. |
| Fusione dell'Inconel 625 (fusione completa) | Da 1.350 a 1.450 | Mantenere brevi tempi di attesa al picco per ridurre l'evaporazione dei componenti volatili. |
| Preriscaldamento del lavoro a caldo | Da 980 a 1.150 | Il preriscaldamento uniforme riduce i gradienti termici che causano le cricche. |
| Ricottura in soluzione (riferimento tipico) | da 980 a 1.020 per alcune fasi del trattamento termico | Seguire le specifiche di trattamento termico del fornitore per la particolare forma del prodotto. |
Importante: i numeri sopra riportati rappresentano una guida pratica. Prima di impostare i programmi del forno, consultare sempre la scheda tecnica specifica del materiale fornita dal fornitore.
Considerazioni sulle temperature di saldatura, brasatura e produzione additiva
-
Saldatura: Gli Inconel 718 e 625 richiedono metalli d'apporto adeguati alla chimica di base. Controllare l'apporto di calore per limitare l'ingrossamento dei grani e prevenire la liquefazione ai confini dei grani. Evitare lunghe permanenze al di sopra della temperatura in cui si formano le fasi di bassa fusione. Il trattamento termico post-saldatura spesso ripristina le proprietà desiderate.
-
Brasatura: La brasatura prevede l'introduzione di una lega d'apporto a bassa fusione. Scegliere un riempitivo con espansione termica compatibile. La pre-pulizia e la scelta del flussante sono importanti per le pellicole di ossido.
-
Produzione additiva: La materia prima in polvere fonde in piscine localizzate che raggiungono un livello ben superiore a quello del liquido. La chimica della polvere, la sovrapposizione degli strati e la velocità di raffreddamento del bagno di fusione determinano la microstruttura e la porosità. Caratterizzare i campioni stampati mediante il comportamento dell'intervallo di fusione e i test di microdurezza.
Per ogni metodo di giunzione, seguire le procedure qualificate e le specifiche di procedura di saldatura scritte per il particolare grado di lega.
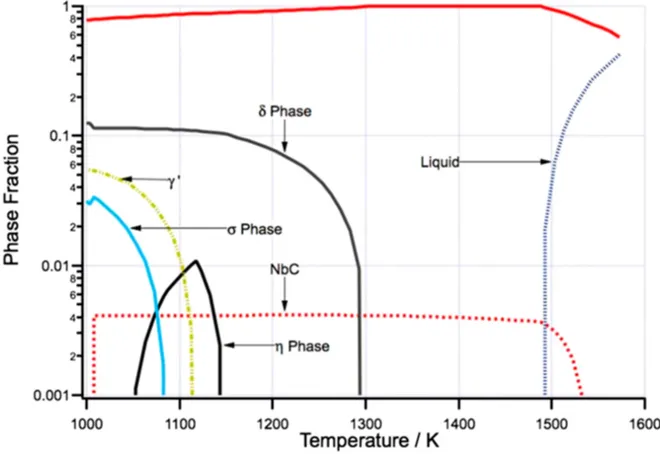
Effetti termici sull'eterogeneità microstrutturale dell'Inconel 718
Finestre di temperatura di colata e forgiatura e controllo dei difetti
-
Colata: Gestire la temperatura di colata leggermente al di sopra del liquido per garantire il riempimento, ma non così alta da aumentare l'attacco del refrattario o l'eccessiva porosità del ritiro. Utilizzare un'adeguata progettazione del riser per alimentare il ritiro. Controllare il raffreddamento per evitare la segregazione di elementi come il niobio che formano intermetalli a bassa fusione.
-
Forgiatura: Condurre la deformazione al di sopra della temperatura di ricristallizzazione, ma al di sotto degli intervalli in cui potrebbe verificarsi una fusione incipiente. Per molte operazioni con Inconel, gli intervalli di preriscaldamento e di lavoro sono compresi tra 900°C e 1.200°C. Seguire i limiti di lavoro a caldo del produttore.
Confronto con acciai inossidabili e altre leghe di nichel
| Proprietà | Inconel 625/718 tipico | Acciaio inossidabile comune (316L) |
|---|---|---|
| Intervallo di fusione (°C) | ~1,260 - 1,350 | ~1.370 - 1.405 a seconda del grado |
| Resistenza alle alte temperature | Resistenza molto elevata fino a 700°C+. | Resistenza ridotta a temperature elevate |
| Resistenza all'ossidazione | Superiore in ambienti ossidanti ad alta temperatura | Buono a temperature moderate |
| Utilizzo tipico | Parti di turbine, hardware per la combustione, impianti chimici | Recipienti a pressione, tubazioni, scambiatori di calore |
Gli ingegneri scelgono l'Inconel quando le esigenze di temperatura, corrosione o resistenza superano le capacità degli acciai inossidabili. Per un confronto numerico esatto, consultare le schede tecniche della lega.
Contesto di confronto dei prezzi e prezzi di fabbrica
L'utente ha richiesto una tabella di confronto dei prezzi. I prezzi di mercato delle leghe di nichel ad alte prestazioni variano a seconda dei mercati globali del nichel e degli elementi di lega, delle dimensioni del lotto, della forma e del fornitore. La tabella seguente fornisce illustrativo per aiutare a orientare il processo decisionale. Considerate le voci come intervalli indicativi; richiedete un preventivo formale per ottenere un prezzo definitivo.
| Forma del prodotto | Gamma di mercato tipica (USD/kg) | Canale di acquisto tipico | Nota |
|---|---|---|---|
| Inconel 625 bar (piccolo lotto) | Da $30 a $55 per kg | Distributore/stockista | Prezzo sensibile al costo del nichel e del molibdeno |
| Piastra Inconel 718 (quantità industriale) | Da $25 a $50 al kg | Mulino o distributore autorizzato | Il prodotto certificato dal mulino riduce il rischio di QC |
| Acciaio inox 316L (confronto) | Da $3 a $8 per kg | Ampia disponibilità | Costo molto inferiore, prestazioni diverse |
| Inserimento del prezzo di fabbrica MWalloys (esempio) | Contattare per un preventivo di fabbrica | Fabbrica diretta | La vendita diretta in fabbrica spesso riduce il margine del distributore; richiedere certificato e MOQ |
Nota: i numeri sopra riportati rappresentano stime e fluttuano con i mercati delle materie prime. Per la pubblicazione su una pagina di prodotto, presentate il vostro prezzo di fabbrica come "contattare per un preventivo" e includete vantaggi come i certificati del mulino, la tracciabilità del lotto e le quantità minime d'ordine. Quando si pubblicano i prezzi, datare la pagina in modo che i motori di ricerca e gli acquirenti sappiano quando è stata fatta la stima.
Controllo di qualità, metodi di prova e modalità di verifica del comportamento della fusione
Test chiave per confermare la fusione e l'integrità del materiale:
-
Calorimetria a scansione differenziale (DSC) per la misurazione precisa di solidus/liquidus nei campioni di laboratorio.
-
Analisi termica utilizzato nella pratica della fonderia per identificare le curve di congelamento durante la solidificazione.
-
Esame metallografico per ispezionare la segregazione, la spaziatura dei bracci delle dendriti e la distribuzione delle fasi a bassa fusione.
-
Analisi chimica (ICP/OES) per confermare la composizione prima della fusione.
-
Verifica del trattamento termico attraverso prove di durezza, prove di trazione e controlli della microstruttura.
Mantenere i certificati di macinazione dei fornitori ed eseguire l'ispezione in entrata dei lotti critici. Se il comportamento del fuso si discosta dalla scheda tecnica, interrompere la produzione, campionare la chimica ed eseguire l'analisi termica.
Note ambientali, di sicurezza e di manipolazione per lavori ad alta temperatura
-
Utilizzare atmosfere controllate o il vuoto durante la fusione per limitare l'ossidazione e il prelievo di azoto.
-
Fornire formazione e DPI agli operatori che lavorano con leghe di nichel ad alta temperatura. I composti di nichel possono comportare rischi per la salute se trasportati dall'aria; controllare le polveri e i fumi.
-
Assicurarsi della compatibilità con i refrattari; alcuni fondenti e refrattari reagiscono con le fusioni a base di nichel.
-
Tenere un registro accurato dei cicli di temperatura per la tracciabilità e la successiva analisi dei guasti.
Si applicano gli standard normativi e di sicurezza sul lavoro. Consultare le autorità locali competenti in materia di sicurezza per la creazione di officine di fusione o operazioni di saldatura.
Domande frequenti (FAQ)
-
Qual è la temperatura di fusione dell'Inconel 718?
L'Inconel 718 mostra tipicamente un solidus vicino a 1.260°C e un liquidus vicino a 1.336°C. Utilizzare i dati del fornitore per le impostazioni finali del processo. -
Come si comporta l'Inconel 625 in termini di fusione?
L'Inconel 625 fonde comunemente in un intervallo compreso tra 1.290°C e 1.350°C. La chimica del nichel-molibdeno cambia i valori esatti. -
Posso fondere l'Inconel in un normale forno ad aria aperta?
La semplice fusione può avvenire in forni aperti, ma l'atmosfera controllata o il vuoto riducono l'ossidazione e la perdita di elementi e migliorano la qualità del prodotto. -
Quali rischi di difetti aumentano quando la fusione si avvicina al solidus?
Lavorare vicino al solidus porta a una fusione parziale, alla formazione di eutettici a bassa fusione e a un maggiore rischio di cricche a caldo. Mantenere margini di temperatura adeguati. -
Queste leghe richiedono refrattari speciali?
Sì. Selezionare i refrattari per siviera e forno adatti alle leghe a base di nichel e confermare la compatibilità chimica per l'uso a lungo termine. -
Quanto devono essere precise le termocoppie per le fusioni di Inconel?
Utilizzare termocoppie calibrate di tipo B o S con calibrazione tracciabile. Posizionare le sonde nel metallo rappresentativo, non solo nell'atmosfera del forno. -
Quali test post-fusione verificano la qualità?
L'analisi chimica, la metallografia e i test meccanici dopo il trattamento termico convalidano la conformità del materiale fuso alle specifiche. -
L'Inconel è migliore dell'acciaio inossidabile per i lavori ad alta temperatura?
Per quanto riguarda la resistenza alle alte temperature e all'ossidazione, l'Inconel supera i comuni acciai inossidabili. Questo vantaggio giustifica i costi più elevati in condizioni di servizio difficili. -
Come devo elencare i dati di fusione nelle pagine dei prodotti per soddisfare gli acquirenti?
Fornire i valori di solidus e liquidus, indicare lo standard di prova, il link alle schede tecniche e indicare se i valori sono tipici o garantiti. -
Dove posso ottenere i prezzi diretti di fabbrica da MWalloys?
Contattare il team di vendita MWalloys per ottenere preventivi certificati. Fornire il grado di lega desiderato, la forma, la quantità e il luogo di consegna per ricevere un prezzo di fabbrica e un tempo di consegna.
Lista di controllo pratica per gli ingegneri prima di fondere o saldare l'Inconel
-
Verificare il certificato del mulino e la chimica in entrata.
-
Confermare solidus/liquidus dalla scheda tecnica del fornitore.
-
Selezionare l'atmosfera del forno: vuoto, inerte o riducente.
-
Calibrare le termocoppie e metterle in carica.
-
Limitare il tempo di mantenimento alla temperatura di picco alla durata richiesta.
-
Eseguire l'analisi termica del campione se la storia del materiale è incerta.
-
Ispezionare metallograficamente i getti o le saldature prima dell'accettazione.
Fonti e letture consigliate
Schede tecniche e riferimenti chiave utilizzati per la compilazione dei punti tecnici di cui sopra:
-
Bollettino tecnico dei metalli speciali, lega INCONEL 718.
-
MatWeb / Dati del materiale ASM: Inconel 718 punto di fusione.
-
Bollettino tecnico dei metalli speciali, lega INCONEL 625.
-
Voci di Wikipedia per Inconel 625 e 718 (per le proprietà di alto livello; verificare con i dati del fornitore per la produzione).
-
Note tecniche di metallurgia industriale e fornitori per la lavorazione e il trattamento a caldo.
