Saldatura di successo di Leghe di Inconel dipende dalla scelta del metallo d'apporto corretto, dal controllo dell'apporto termico e della temperatura di interpass, dal rispetto delle specifiche della procedura di saldatura qualificata e dall'esecuzione di adeguati trattamenti post-saldatura, quando necessario. Quando le procedure corrispondono alla chimica della lega e ai requisiti di servizio, le saldature soddisfano i requisiti meccanici e di resistenza alla corrosione, riducendo al minimo i difetti più comuni.
La famiglia Inconel in sintesi e la panoramica della saldabilità
Inconel è il nome commerciale di una famiglia di leghe di nichel-cromo e nichel-cromo-ferro che spesso includono aggiunte di molibdeno, niobio (columbium), titanio e alluminio. I diversi gradi mostrano un comportamento di saldatura diverso:
-
Lega 625: soluzione solida rinforzata da Nb e Mo; forte resistenza al pitting da cloruri e alle cricche da tensocorrosione; indulgente nelle riparazioni di saldatura perché non richiede trattamenti termici complessi.
-
Lega 718: lega indurente per precipitazione contenente Nb e Al/Ti; raggiunge un'elevata resistenza attraverso un trattamento termico controllato e la saldatura richiede un attento controllo termico per evitare l'indebolimento della ZTA e il rischio di cricche da strain-age.
-
Serie 600, 601, 800: leghe per impieghi generali ad alta temperatura con buona saldabilità utilizzando cariche corrispondenti o quasi.
Le leghe di nichel sono generalmente saldabili con processi ad arco schermato, ma la risposta meccanica e la suscettibilità a particolari difetti dipendono dalla chimica della lega e dal ciclo termico. Ad esempio, le leghe ad alta resistenza che si induriscono per precipitazione richiedono un controllo più stretto dell'apporto termico e possono richiedere un trattamento termico post-saldatura per ripristinare le proprietà richieste.
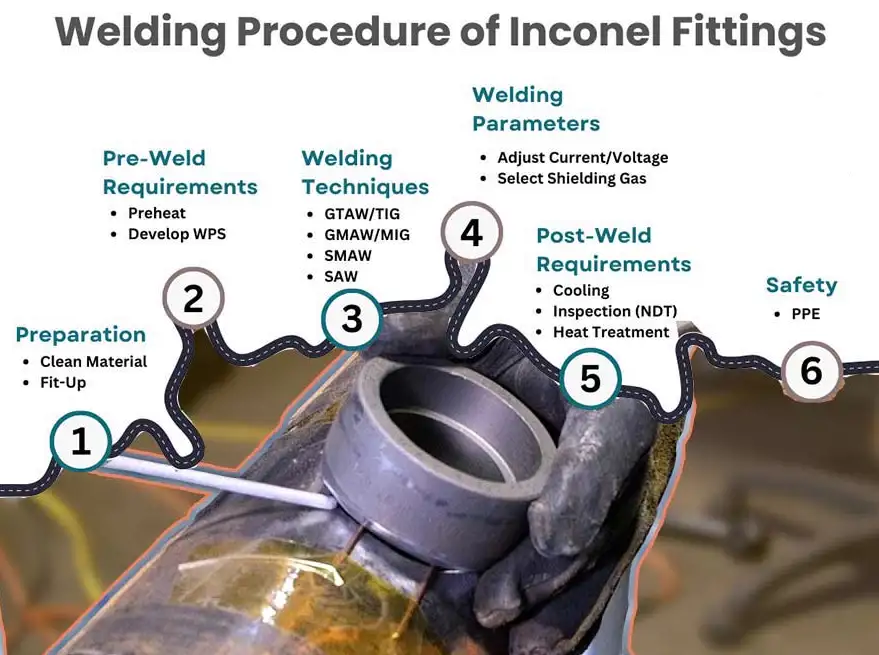
Processi di saldatura che funzionano bene su Inconel
Processi comuni utilizzati a livello commerciale:
-
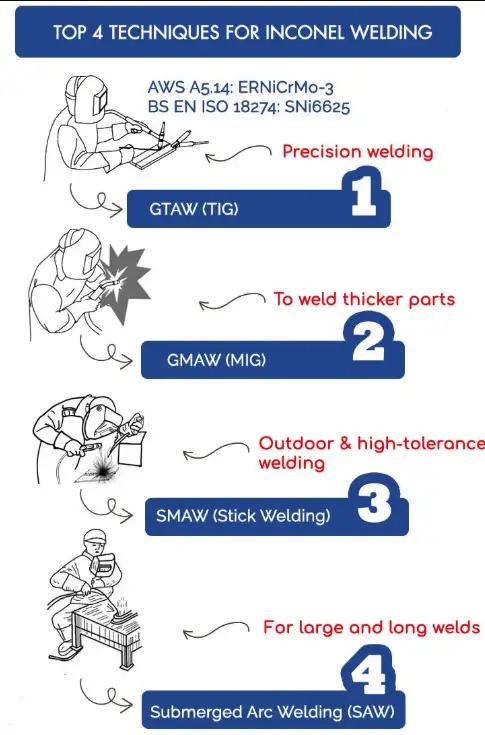
GTAW (TIG): massimo controllo, preferito per sezioni sottili e passate in radice; bassa diluizione ed eccellente pulizia.
-
GMAW (MIG): tasso di deposito più elevato; adatto per sezioni più spesse e saldature meccanizzate.
-
SMAW (a bastone): Utilizzato per riparazioni sul campo, efficienza di deposizione inferiore, utile quando non sono disponibili altre attrezzature.
-
FCAW/SAW: utilizzati in produzione, soprattutto per il rivestimento, anche se in alcuni casi il SAW è limitato alle leghe in soluzione solida.
-
GMAW e GTAW pulsati: utili per controllare l'apporto di calore e ridurre la distorsione.
-
Saldatura a fascio elettronico e laser: Per precisione o larghezza minima della ZTA, utilizzata in applicazioni specializzate.
La scelta del processo dipende dalla geometria del componente, dalla qualità di saldatura richiesta, dalle proprietà meccaniche, dalla capacità di controllo della contaminazione e dall'accesso. Per i componenti critici, il processo tipico è il GTAW o il GMAW meccanizzato con parametri controllati.
Selezione del metallo d'apporto: principi e coppie pratiche
Principi generali per la scelta del metallo d'apporto:
-
Preferire un riempitivo con una chimica che produca la resistenza alla corrosione e il comportamento meccanico richiesti in servizio.
-
Per i metalli base induriti per precipitazione, scegliere cariche che consentano il trattamento termico post-saldatura desiderato o che evitino le fasi di infragilimento.
-
Per i giunti in metallo dissimile, scegliere un riempitivo che riduca al minimo la formazione di intermetalli fragili e controlli la diluizione.
Scelte rappresentative di riempimento consigliate (prassi del settore):
| Metallo base / applicazione | Riempitivo/i comune/i | Motivazione |
|---|---|---|
| Inconel 625 metallo di base o giunti dissimili all'acciaio inox/acciaio | ERNiCrMo-3 (UNS N06625) | Corrisponde alla resistenza alla corrosione e alla forza alle alte temperature; versatile per giunzioni dissimili |
| Inconel 718 metallo di base | ERNiFeCr-2 (classificazione AWS per le cariche 718) o ERNiCrMo-3 in saldature non critiche dal punto di vista della resistenza. | Il 718 ha un riempimento corrispondente (ERNiFeCr-2) che può essere invecchiato per sviluppare un'elevata resistenza; in molti casi viene utilizzato un riempimento in lega 625 quando non è richiesta una resistenza di saldatura identica. |
| Inconel 600 e leghe simili di Ni-Cr | ERNiCr-3 (Inconel 82) / varianti ERNiCr-3 | Buona corrispondenza con le leghe Ni-Cr, ampiamente utilizzate per la saldatura e le transizioni di metalli dissimili. |
Le specifiche e le composizioni dei metalli d'apporto sono standardizzate nella norma AWS A5.14 (elettrodi e barre in nichel e leghe di nichel) e nelle norme EN/ISO relative ai metalli d'apporto; l'osservanza di queste specifiche favorisce prestazioni di saldatura uniformi.
Progettazione del giunto, preparazione dei bordi e montaggio
Punti pratici chiave:
-
Mantenere le facce delle radici sottili per le saldature di testa TIG su un solo lato a penetrazione completa; facce delle radici più spesse riducono la penetrazione nelle leghe di nichel. Lo spessore consigliato per le saldature di testa TIG a zero gap è ≤ 1,5 mm per garantire la piena penetrazione. Le strisce di supporto rimovibili aiutano a controllare la forma del cordone di radice e a minimizzare i difetti.
-
Utilizzare superfici pulite e prive di ossidi; rimuovere olio, vernice e ossidi pesanti con una pulizia meccanica o chimica locale immediatamente prima della saldatura. La contaminazione causa porosità e inclusioni.
-
Per le sezioni spesse, preferire saldature a più passate con temperatura interpass controllata per evitare un eccessivo ingrossamento della ZTA e mantenere le microstrutture metallurgiche desiderate.
Parametri di saldatura e intervalli tipici
Di seguito sono riportati i punti di partenza specifici del processo. I parametri devono essere qualificati da un record di qualificazione della procedura (PQR) per corrispondere ai requisiti del codice e del servizio.
Tabella: Punti di partenza tipici dei parametri GTAW/TIG per la saldatura a mano (spessore da sottile a moderato)
| Spessore del materiale (mm) | Diametro dell'elettrodo (mm) | Corrente (A) | Velocità di traslazione (mm/s) | Gas di schermatura |
|---|---|---|---|---|
| 0.5-2.0 | 1.0-1.6 | 40-90 | 2-8 | 100% Argon |
| 2.0-6.0 | 1.6-2.4 | 90-160 | 4-10 | 100% Argon |
Tabella: Punti di partenza tipici dei parametri GMAW (spruzzo breve/controllato)
| Diametro del filo (mm) | Tensione (V) | Corrente (A) | Velocità di traslazione (mm/s) | Gas |
|---|---|---|---|---|
| 0.8-1.2 | 14-22 | 150-300 | 6-15 | Argon o Ar + piccole aggiunte di O2/He per la stabilità del trasferimento |
Note:
-
Le modalità pulsate aiutano a limitare l'apporto di calore nelle leghe che si induriscono per precipitazione.
-
Evitare temperature di interpass elevate sul 718; interpass più bassi supportano la minimizzazione dell'invecchiamento eccessivo della ZTA. I limiti specifici di interpass devono essere determinati dalla qualificazione della procedura e dall'ingegneria dei materiali.
Controllo termico: preriscaldamento, interpass e trattamento termico post-saldatura (PWHT)
La gestione termica è fondamentale per le prestazioni.
-
Preriscaldamento: nella maggior parte delle leghe di nichel il preriscaldamento è minimo o nullo; un preriscaldamento elevato su molte leghe di nichel aumenta il rischio di cricche a caldo e distorsioni. Per il 718 e altre leghe indurenti per precipitazione, il preriscaldamento è spesso evitato o mantenuto basso.
-
Temperatura di interpass: Mantenere una temperatura di interpass bassa o moderata per le leghe indurenti per precipitazione; lasciare raffreddare il pezzo tra le passate per mantenere una microstruttura favorevole. Una temperatura di interpass eccessiva può favorire precipitati indesiderati e ridurre la tenacità.
-
PWHT: i requisiti variano a seconda della lega. La lega 718 richiede in genere una ricottura in soluzione e un invecchiamento controllato per riacquistare la resistenza di progetto dopo la saldatura di componenti che devono soddisfare la piena resistenza del metallo madre. La lega 625 di solito non richiede PWHT per la resistenza alla corrosione, ma può essere trattata in soluzione per applicazioni specifiche. Seguire le raccomandazioni del fornitore del materiale e i requisiti del codice per i programmi PWHT.
Qualificazione, documentazione, codici e criteri di accettazione
Per le apparecchiature a pressione, la ferramenta rotante e altre parti critiche, attenersi ai codici e agli standard applicabili:
-
Il Codice ASME per caldaie e recipienti a pressione, Sezione IX, prevede regole di qualificazione per le procedure di saldatura (WPS) e per le registrazioni delle prestazioni (PQR). La qualificazione delle procedure deve dimostrare che la procedura di saldatura produce saldature conformi ai requisiti dei test meccanici. Le organizzazioni spesso scrivono WPS che fanno riferimento a PQR qualificati per una gamma specifica di variabili.
-
Specifiche AWS: A5.14 definisce le proprietà chimiche e meccaniche accettabili per i metalli d'apporto di nichel. L'utilizzo di metalli d'apporto secondo le classificazioni AWS facilita la stesura delle procedure e la tracciabilità delle forniture.
-
I bollettini tecnici dei produttori di materiali forniscono indicazioni specifiche sulle leghe per la saldatura e il trattamento termico e devono essere presi come riferimento per lo sviluppo delle WPS.
Gli elementi essenziali della WPS per la saldatura dell'Inconel includono il materiale di base e le specifiche, la designazione della lega e la tracciabilità del numero di calore, il tipo e la classificazione del metallo d'apporto, il processo di saldatura e gli intervalli dei parametri, il supporto e la rimozione del supporto, la pratica di pulizia, il controllo dell'interpass e i requisiti PWHT.
Difetti comuni di saldatura, cause principali e rimedio
Le leghe di nichel presentano modalità di guasto distinte; la loro comprensione supporta lo sviluppo di procedure robuste.
Tabella: Difetti comuni e azioni correttive
| Difetto | Causa tipica | Contromisura |
|---|---|---|
| Porosità | Contaminanti, umidità, schermatura inadeguata | Pulire le superfici, asciugare stucco e flussante, assicurare il corretto flusso di gas e le condizioni dell'ugello. |
| Mancanza di fusione/penetrazione | Preparazione errata del giunto, basso apporto di calore, eccessiva superficie della radice | Ridurre la superficie della radice, aumentare l'angolo di avanzamento/il calore, utilizzare la tecnica del backing o della passata controllata della radice. |
| Cricca a caldo/cricca di solidificazione | Elevata segregazione nel metallo saldato, elevato vincolo, riempimento errato | Utilizzare un'appropriata carica con ridotta suscettibilità, controllare il contenimento, utilizzare una corretta sequenza di saldatura. |
| rammollimento della ZTA o perdita di resistenza (718) | Ciclo termico non corretto, assenza di PWHT dove richiesto | Seguire un programma PWHT appropriato o utilizzare un riempimento adeguato che consenta il trattamento termico. |
| Cricche da deformazione (leghe indurenti per precipitazione) | Le sollecitazioni residue combinate con l'invecchiamento precipitano | Ridurre al minimo le sollecitazioni (se consentito, eliminare le sollecitazioni post-saldatura), controllare il ciclo termico, evitare alte temperature di interpass, consultare il fornitore del materiale. |
Saldatura di metalli dissimili e giunti di transizione
La giunzione con acciaio al carbonio o acciai inossidabili è comune. Principi:
-
Utilizzare una transizione graduata o un riempitivo appropriato per evitare brusche variazioni del coefficiente di espansione termica e la potenziale formazione di intermetalli fragili.
-
Il deposito di un rivestimento di saldatura a base di nichel sull'acciaio può fornire una superficie resistente alla corrosione evitando la sostituzione completa. Per mantenere le prestazioni di corrosione desiderate, è importante scegliere un riempitivo adeguato e controllare la diluizione. I riempitivi delle serie ERNiCrMo-3 e ERNiCr-3 sono ampiamente utilizzati per unire leghe di nichel ad acciai e acciai inossidabili.
Salute, sicurezza e controllo della contaminazione
La saldatura di leghe di nichel produce fumi che possono contenere composti di nichel e cromo; mantenere la ventilazione e i dispositivi di protezione personale in conformità alle normative locali. Prevenire la contaminazione:
-
Utilizzare consumabili per torcia TIG dedicati per la lavorazione del nichel per evitare la contaminazione incrociata da parte dell'acciaio; anche un piccolo prelievo di ferro modifica la resistenza alla corrosione.
-
Conservare il filo d'apporto all'asciutto e conservarlo in bobine o in confezioni sigillate; può essere necessaria una cottura a secco per i consumabili con anima di flusso utilizzati nella saldatura critica.
Esempi pratici di procedure passo-passo
Di seguito sono riportati schemi concisi e pratici simili alle WPS per situazioni comuni. Si tratta di modelli; qualsiasi utilizzo in produzione deve essere supportato da PQR e revisione del codice.
Esempio: Saldatura manuale GTAW di Inconel 625 (spessore sottile o medio)
-
Materiale di base: Inconel 625, ricotto in soluzione.
-
Pulizia pre-saldatura: Pulizia con solvente, leggera smerigliatura per rimuovere l'ossido pesante, pulizia finale con acetone.
-
Riempitivo: ERNiCrMo-3, diametro 1,6 mm per TIG manuale.
-
Supporto: Striscia di supporto in rame rimovibile se necessario per il controllo delle radici.
-
Gas di schermatura: Argon 100%, flusso 10-15 L/min. Considerare una coppa di gas di traino per la protezione post-arco.
-
Torcia: 2% tungsteno toriato o equivalente, diametro 1,6 mm, polarità DCEN.
-
Parametri: Corrente 50-140 A a seconda dello spessore; velocità di traslazione per produrre la corretta geometria del cordone. Utilizzare un passaggio singolo per sezioni sottili, un passaggio multiplo per sezioni spesse.
-
Interpass: Consentire il raffreddamento a <150 °C tra le passate per controllare la distorsione.
-
PWHT: non è richiesto di routine; seguire i requisiti di progetto o del fornitore.
-
Pulizia e ispezione post-saldatura: Visiva, colorante per le cricche superficiali, radiografia o ultrasuoni se necessario.
Esempio: Saldatura di riparazione GTAW/GMAW su Inconel 718 con necessità di ripristino della resistenza
-
Pre-saldatura: Rimuovere la microstruttura invecchiata in prossimità della zona di riparazione con un trattamento locale in soluzione, se possibile; consultare un esperto di metallurgia.
-
Riempitivo: ERNiFeCr-2 (carica 718) per consentire la risposta all'invecchiamento post-saldatura.
-
Controllo del calore: Ridurre al minimo l'apporto di calore, utilizzare basse temperature di interpass.
-
PWHT: dopo la saldatura, eseguire una ricottura in soluzione e un programma di invecchiamento controllato in base alle specifiche del produttore per un recupero completo della resistenza. Le temperature esatte e i tempi di mantenimento devono essere conformi ai dati di Special Metals o del fornitore.
Tabelle e appendici di riferimento rapido
Tabella: Controllo rapido della selezione delle leghe
| Lega | Applicazione comune | Difficoltà di saldatura |
|---|---|---|
| 625 | Lavorazione chimica, marina, parti di turbine a gas | Da facile a moderato |
| 718 | Elementi di fissaggio ad alta resistenza, dischi per turbine a gas | Da moderato a difficile; richiede conoscenze di trattamento termico |
| 600/601 | Scambiatori di calore, parti di forni | Moderato |
Tabella: Elenco delle ispezioni di saldatura raccomandate
-
Ispezione visiva (tutte le saldature)
-
Test con penetranti per la ricerca di difetti superficiali (sezioni sottili)
-
Radiografia per saldature di testa critiche (sezioni spesse)
-
Prove meccaniche secondo il codice (trazione, piegatura, impatto) durante il PQR
Domande frequenti (FAQ)
Q1: Posso saldare l'Inconel 625 senza trattamento termico post-saldatura?
A1: In molte applicazioni, sì. La lega 625 è principalmente rinforzata in soluzione solida; la PWHT di routine spesso non è necessaria per le prestazioni di corrosione. Per alcuni progetti ad alta temperatura o per la giunzione con leghe specifiche, seguire le indicazioni del fornitore.
D2: L'Inconel 718 deve sempre essere sottoposto a PWHT dopo la saldatura?
A2: Se la saldatura e la ZTA adiacente devono raggiungere la piena resistenza del metallo madre, sono necessarie adeguate fasi di ricottura in soluzione e di trattamento termico di invecchiamento. Per gli attacchi minori non critici per il carico, i progettisti accettano talvolta una resistenza locale inferiore. Fare sempre riferimento alle specifiche del componente.
D3: Qual è il metallo d'apporto migliore per unire il 625 all'acciaio inossidabile?
A3: L'ERNiCrMo-3 è un riempitivo comunemente usato per unire l'Inconel 625 ad acciai inossidabili e al carbonio quando è necessaria la resistenza alla corrosione nel deposito. Controllare la diluizione per mantenere le proprietà richieste.
D4: L'Inconel si deforma facilmente durante la saldatura?
A4: Le leghe di nichel hanno un'elevata resistenza a temperature elevate che può aumentare le sollecitazioni di vincolo; tuttavia, un attento controllo dell'apporto di calore, la strategia di saldatura a punti e il serraggio riducono al minimo la distorsione.
D5: Quale gas di schermatura è consigliato?
A5: 100% L'argon è l'elemento predefinito per il TIG e il TIG per la maggior parte delle leghe di nichel; le aggiunte di elio sono utilizzate per aumentare l'apporto di calore, ove necessario, e una piccola frazione di ossigeno migliora talvolta la stabilità dell'arco per il TIG meccanizzato.
D6: Come evitare la porosità nelle saldature di Inconel?
A6: Assicurarsi che i materiali di consumo siano asciutti, le superfici pulite, la schermatura corretta e l'assenza di contaminazione organica. Pre-cottura o asciugatura degli elettrodi se conservati in condizioni di umidità.
Q7: Posso usare un'attrezzatura 625 per saldare il materiale di base 718?
A7: L'apporto di 625 viene talvolta utilizzato per le saldature 718 quando non è richiesta la piena resistenza del metallo madre. Per le saldature critiche ad alta resistenza, utilizzare l'apposito riempitivo per 718 e seguire la PWHT appropriata.
D8: Per l'Inconel è meglio il TIG o il MIG?
A8: Il TIG offre un controllo migliore per saldature sottili o di precisione; il MIG offre un deposito maggiore per la produzione. La scelta del processo dipende dalla geometria del pezzo e dagli obiettivi di qualità.
D9: Per la saldatura dei tubi in Inconel sono necessarie pratiche speciali di supporto o di spurgo?
A9: Lo spurgo del lato radice con gas inerte per prevenire l'ossidazione e controllare la chimica del cordone radicale è consigliato per le saldature di tubi e condotte che richiedono una resistenza alla corrosione interna.
Q10: Quali sono i codici che regolano la qualificazione delle procedure di saldatura dell'Inconel?
A10: la Sezione IX dell'ASME riguarda la qualificazione delle procedure di saldatura per molte applicazioni in recipienti a pressione e tubazioni; gli standard AWS dettagliano le classificazioni dei metalli d'apporto e i requisiti di prova.
Come costruire un WPS/PQR per Inconel
-
Specificare la qualità e le condizioni del materiale di base, includere i certificati di lavorazione.
-
Selezionare il metallo d'apporto con classificazione AWS o EN e fornire la tracciabilità del numero di lotto/calore.
-
Definire il processo, le dimensioni dei materiali di consumo e gli intervalli dei parametri di saldatura.
-
Prevedere clausole per la pulizia, l'appoggio, lo spurgo e il controllo della temperatura di interpass.
-
Definire i test meccanici richiesti e i criteri di accettazione; eseguire PQR per dimostrare il WPS.
-
Specificare i metodi di ispezione e i limiti di accettazione NDT.
Raccomandazioni finali ed errori da evitare
-
Non dare per scontato che tutte le leghe di nichel si comportino in modo identico; consultare i bollettini tecnici specifici della lega per i trattamenti termici richiesti.
-
Evitare preriscaldamenti non necessari e temperature di interpass elevate per le leghe che induriscono per precipitazione.
-
Utilizzare procedure qualificate e mantenere la tracciabilità dei metalli d'apporto e dei riscaldamenti dei metalli di base.
-
Per le giunzioni di metalli dissimili, gestire la diluizione e considerare strati di rivestimento o di transizione per proteggere da problemi galvanici e metallurgici.
