L'ASTM A234 è lo standard industriale che definisce i raccordi a saldare di testa in acciaio al carbonio e legato destinati a tubazioni in pressione a temperatura moderata o elevata; la sua designazione più comune, il grado WPB, fornisce una chimica affidabile dell'acciaio al carbonio saldabile (basso tenore di carbonio, manganese controllato e limiti agli elementi di lega) con proprietà meccaniche minime adatte alla fabbricazione di tubazioni e recipienti a pressione.
Ambito e scopo della norma ASTM A234
ASTM A234 / A234M è la specifica standard che copre i raccordi per tubi in acciaio al carbonio e in acciaio legato, sia senza saldatura che saldati, prodotti secondo le specifiche dimensionali utilizzate nelle tubazioni in pressione (più comunemente ASME B16.9 e B16.28). La specifica stabilisce i limiti chimici richiesti, le proprietà meccaniche minime, le regole di produzione e di marcatura e alcune opzioni di trattamento termico/lavorazione, in modo che i raccordi funzionino in modo prevedibile in servizio a temperature moderate ed elevate.
Perché è importante: la specifica A234 indica ai fabbricanti e agli ispettori quali materie prime, test e marcature devono essere presenti affinché un raccordo sia idoneo per le tubazioni in pressione. È il materiale di riferimento abituale per i gomiti, i raccordi a T, i riduttori, i tappi e le curve in acciaio al carbonio/leghe saldati di testa.
Gradi, nomenclatura e significato delle lettere
L'ASTM A234 utilizza una convenzione di grado che indica gli acciai per servizi a pressione saldabili. Le etichette più comuni che si incontrano sono:
-
WPB - pressione battente Grado B (il più comune grado di acciaio al carbonio)
-
WPC - un'altra qualità di acciaio al carbonio con un intervallo di trazione leggermente superiore
-
WP1, WP5, WP9, WP11, WP12, WP22, WP91, WP911 - gradi in lega o al cromo/molibdeno per servizio a temperature elevate (acciai al Cr-Mo, a più alta resistenza)
La "W" sta per saldabile o battuto, la "P" per pressione e il codice successivo (B, 5, 9, 11, ecc.) indica la fascia minima di resistenza/chimica. La scelta tra questi dipende dalla temperatura di progetto, dalla tensione/rendimento richiesti e dalla resistenza allo scorrimento/ossidazione desiderata per i sistemi ad alta temperatura.
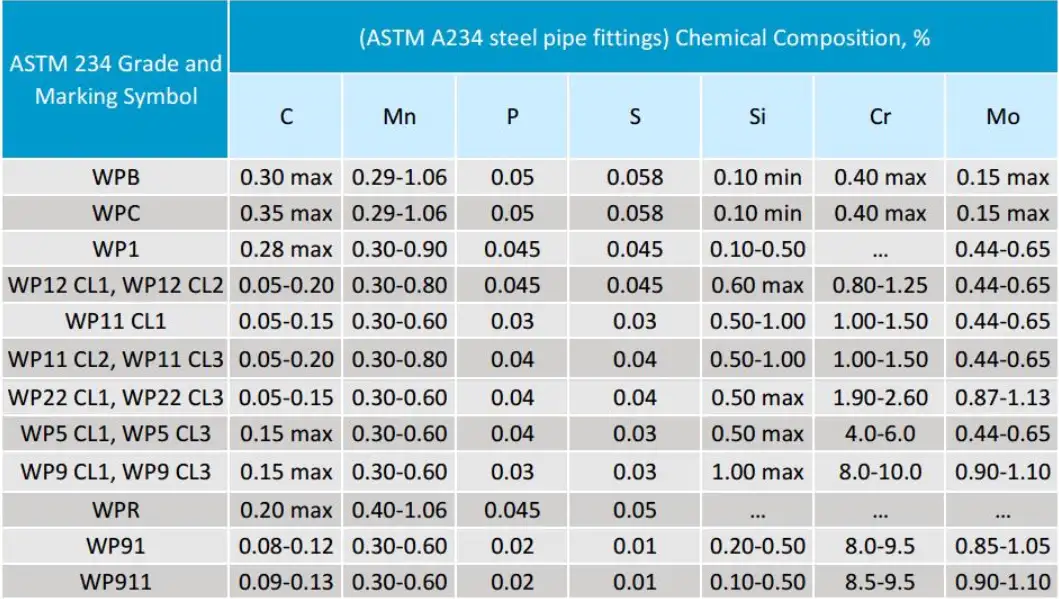
Simbolo di marcatura Composizione chimica
Composizione chimica - valori fondamentali
Di seguito è riportata una tabella mirata per il grado più richiesto, WPB (limiti tipici secondo la specifica A234 e la pratica comune). Si noti che le leghe hanno caratteristiche chimiche diverse (aggiunte di Cr, Mo, Ni) e sono descritte in dettaglio nella norma.
| Elemento | Limite/intervallo tipico (WPB) | Note |
|---|---|---|
| Carbonio (C) | ≤ 0,30-0,35 wt% (max, a seconda della fonte/materiale di partenza) | Un carbonio più basso migliora la saldabilità; le fonti di produzione di lastre/forgiati possono specificare 0,35 massimo. |
| Manganese (Mn) | 0,29-1,06 wt% | La gamma Mn supporta la resistenza e la temprabilità. |
| Fosforo (P) | ≤ 0,05 wt% | Controllato per limitare la fragilità. |
| Zolfo (S) | ≤ 0,058 wt% | Controllato per ridurre le inclusioni di solfuro. |
| Silicio (Si) | ≈ 0,10 wt% (min) | Disossidante; il contenuto varia a seconda della pratica di fusione. |
| Cu + Ni + Cr + Mo (somma) | ≤ 1,00 wt% (limite generale per WPB) | I limiti impediscono un'eccessiva legatura che modificherebbe la saldabilità e le esigenze di trattamento termico. |
Nota: I gradi di lega (WP5, WP9, WP11, WP22, WP91) contengono aggiunte controllate di cromo, molibdeno, nichel, ecc. e vengono scelti quando è necessaria una maggiore resistenza o capacità a temperature elevate. Controllare sempre le tabelle delle clausole della norma per conoscere gli intervalli esatti consentiti.
Proprietà meccaniche - numeri di riferimento
I limiti meccanici dell'A234 dipendono dal grado. Per i WPB comunemente utilizzati, i minimi tipici a temperatura ambiente sono:
| Proprietà | Minimo tipico (WPB) |
|---|---|
| Resistenza alla trazione (Rm) | ≈ 60 ksi (415 MPa) (minimo) |
| Resistenza allo snervamento (0,2% offset) | ≈ 35 ksi (240 MPa) (minimo) |
| Allungamento (L0) | ~22% (longitudinale) (varia a seconda della sezione e del percorso di produzione) |
I gradi di lega hanno valori minimi di resistenza alla trazione e allo snervamento più elevati, ad esempio il WP12 presenta fasce di resistenza alla trazione e allo snervamento più elevate e viene utilizzato per servizi a temperature più elevate in cui è richiesta la resistenza allo scorrimento. Richiedete sempre i rapporti di prova certificati della cartiera per i valori esatti di calore/parte.
Caratteristiche di equivalenza al carbonio, saldabilità e zona termicamente alterata
Quando si specificano i raccordi per la saldatura in campo, il carbonio equivalente (C.E.) è fondamentale per prevedere il rischio di indurimento nella zona termicamente interessata e la suscettibilità alle cricche. La norma ASTM A234 prevede delle linee guida e molti fornitori richiedono un valore massimo di C C.E. ≤ 0,50 per gli acciai al carbonio, tipicamente calcolato con:
C.E. = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Questa formula è uno strumento di screening ampiamente utilizzato; se l'E.C. supera i limiti del progetto, può essere necessario un preriscaldamento, un trattamento termico controllato post-saldatura (PWHT) o la selezione di un materiale a basso E.C..
Punto pratico: quando un raccordo viene fabbricato a partire da una piastra o da un pezzo forgiato, la cartiera potrebbe accettare un carbonio leggermente più alto se il manganese o altri elementi lo compensano, ma questo deve essere gestito attraverso un'analisi termica documentata e criteri di accettazione.
Percorsi di produzione, trattamento termico e marcatura
La norma ASTM A234 ammette raccordi realizzati con acciaio ucciso, forgiati, barre, piastre, tubi senza saldatura o prodotti tubolari saldati per fusione con l'aggiunta di metallo d'apporto. Note chiave per la produzione:
-
Materia prima senza saldatura vs. materia prima saldata: Il grezzo senza saldatura è spesso preferito per le applicazioni di piccolo diametro e ad alto servizio per la sua microstruttura uniforme; il tubo saldato o ERW è comune nelle dimensioni maggiori per ragioni di costo.
-
Trattamento termico: alcuni gradi di lega richiedono la normalizzazione o il rinvenimento. La norma prescrive quando è necessario il trattamento termico; i produttori elencheranno il trattamento termico effettivo sull'MTC (mill test certificate).
-
Marcatura: I raccordi devono essere contrassegnati con la designazione del grado, il numero di calore, il simbolo del produttore e il riferimento alla specifica ASTM/ASME per mantenere la tracciabilità.
La tracciabilità e l'MTC (EN 10204 3.1/3.2 dove richiesto) non sono negoziabili per il servizio critico.
Standard dimensionali e di interscambio
La norma ASTM A234 disciplina i materiali e i test; l'interscambio dimensionale si basa sulle norme ASME ed EN:
-
ASME B16.9 - riferimento comune per i raccordi a saldare di fabbrica in NPS 1/2-48 (dimensioni, tolleranza, preparazione delle estremità).
-
EN 10253 (parti 1-4) - Norme europee per i raccordi per tubi saldati di testa (dimensioni e alcune categorie di ispezione). La norma EN 10253-2 riguarda gli acciai legati non legati e ferritici con requisiti di ispezione specifici.
Quando si specificano i raccordi per l'approvvigionamento, includere sia il materiale (ASTM A234/A234M) e la specifica dimensionale (ASME B16.9 o EN 10253). In questo modo si evita l'ambiguità che potrebbe altrimenti causare la mancata corrispondenza di facce, smussi o differenze di peso.
Equivalenti internazionali e tabella di mappatura
I team di progetto hanno spesso bisogno di conoscere i materiali equivalenti/vicini nei sistemi DIN/EN/JIS. La seguente mappatura è un riferimento incrociato pratico (rappresentativo, non esaustivo):
| Grado ASTM A234 | Equivalente tipico di tubo/piastra | Equivalente EN/DIN tipico |
|---|---|---|
| WPB | Spesso abbinato a ASTM A106 Gr B (tubo) o A516 Gr 70 (piastra) per i raccordi | P265GH (EN 10028 / EN 10222) o 1,0425 / St45,8 a seconda dell'applicazione. |
| WP1 / WP5 / WP9 / WP11 / WP12 / WP22 | Gradi di lega equivalenti nella gamma ASTM | DIN/EN 13CrMo e gradi simili di Cr-Mo (ad esempio, 13CrMo4-5, 15Mo3) utilizzati per le alte temperature. |
| WP91 / WP911 | Acciai Cr-Mo-V ad alta lega e bassa lega per temperature molto elevate | X10CrMoVNb9-1 / 1.4903 o acciai affini resistenti al creep. |
Nota pratica: L'equivalenza riguarda le condizioni di servizio e la chimica; non dare mai per scontata l'intercambiabilità senza confermare la temperatura di progetto, i limiti di creep e la documentazione richiesta.
Criteri di selezione: come scegliere il giusto grado A234
Driver decisionali:
-
Temperatura e pressione di progetto: temperature elevate e cicli termici richiedono gradi Cr-Mo (WP11, WP12, WP22, WP91).
-
Esigenze di saldabilità: Il WPB a basso tenore di carbonio di solito si salda facilmente; confermare l'equivalente di carbonio prima della saldatura in campo.
-
Ambiente di corrosione: La WPB al carbonio semplice non è resistente alla corrosione; per il servizio acido (H₂S), è necessario verificare la compatibilità NACE MR0175/ISO 15156 o scegliere leghe resistenti alla corrosione.
-
Vincoli di fabbricazione: I grandi diametri utilizzano spesso raccordi saldati; i piccoli diametri possono essere senza saldatura per una migliore prestazione a fatica.
Includere criteri di accettazione specifici (limite C.E., PWHT richiesto, livello NDT) negli ordini di acquisto.
Ispezione, test e documentazione
Prove/requisiti minimi che gli acquirenti normalmente specificano per i raccordi A234:
-
Certificazione del materiale: EN 10204 3.1/3.2 MTC con analisi termica e risultati delle prove meccaniche.
-
Test meccanici: trazione, snervamento e allungamento come da grado.
-
Controlli non distruttivi (NDT): visiva, PMI o spettro per la verifica chimica, e prove radiografiche o a ultrasuoni dove specificato per i raccordi saldati.
-
Prova idrostatica: non viene sempre eseguita su ogni raccordo, ma può essere richiesta a seconda del codice di progettazione e del servizio.
-
Durezza: per alcuni tipi di lega e dove è richiesta la PWHT.
-
Tracciabilità: numero di calore e marcatura del pezzo correlati all'MTC.
Gli enti normativi spesso raccomandano controlli aggiuntivi per i servizi critici. Per il servizio di pulizia, richiedere la conformità NACE MR0175/ISO 15156, se pertinente.
Applicazioni tipiche e modalità di guasto
Applicazioni: oleodotti e gasdotti, linee di vapore in centrali elettriche, tubazioni di processo in impianti petrolchimici e raffinerie, aria compressa, reti di distribuzione dell'acqua e connessioni a recipienti in pressione.
Modalità di guasto comuni da cui guardarsi:
-
Cricca della ZTA della saldatura quando il C.E. è troppo alto o le procedure di saldatura non sono controllate.
-
Infragilimento da tempera in alcuni acciai legati se la PWHT non è corretta.
-
Corrosione / cricca da stress al solfuro in servizio acido quando la scelta del materiale ignora le linee guida NACE/ISO.
Misure preventive: specificare le procedure di preriscaldamento / PWHT, limitare l'equivalente di carbonio, richiedere un NDT appropriato e selezionare i gradi di lega per il servizio corrosivo o a temperature elevate.
Lista di controllo per l'approvvigionamento
Quando si crea un PO/una richiesta tecnica, includere:
-
Specifiche del materiale: ASTM A234/A234M (grado esplicito, ad esempio WPB / WP11).
-
Specifica dimensionale: ASME B16.9 o EN 10253-2 (Stato preferito).
-
MTC richiesto: EN 10204 3.1/3.2 o equivalente.
-
Limiti chimici: richiedono l'analisi del calore con il calcolo dell'E.C. e il valore massimo di E.C.
-
Prove: visive, PMI, radiografia/UT (per le saldature), durezza (se richiesta) e rapporto di trazione.
-
Finitura superficiale, tipo di smusso e istruzioni per la marcatura.
-
AQ: punti di controllo testimoniali, ispezione di terze parti se critica.
Le tabelle che gli ingegneri utilizzano
A - Tabella di selezione rapida dei gradi
| Necessità di servizio | Grado tipico A234 |
|---|---|
| Tubazioni generiche, saldate, a temperatura moderata | WPB |
| Resistente alle alte temperature, resistente allo scorrimento | WP11 / WP12 / WP22 |
| Potenza ad altissima temperatura / petrolio | WP91 / WP911 |
| Bassa temperatura (criogenico) | Utilizzare specifiche per basse temperature (considerare A420 WPL3 per le basse temperature) |
B - Accoppiamenti comuni di materiali parentali (per la fabbricazione dei raccordi)
| Adattamento della fonte di materie prime | Materiale parentale tipico abbinato |
|---|---|
| Tubo senza saldatura | ASTM A106 Gr B / Gr C |
| Piatto | ASTM A516 Gr 60 / 70 |
| Forgiatura | ASTM A105 (raccordi forgiati; nota A234 per raccordi saldati a testa in giù) |
Studio di caso
Una raffineria che sostituisce una testata di vapore invecchiata ha specificato ASTM A234 WPB gomiti in lamiera. Il team di ingegneri ha richiesto: MTC EN 10204 3.1, un C.E. ≤ 0,45 (limite del progetto), radiografia su tutte le saldature di testa e PWHT per le saldature di spessore superiore a quello specificato. Insistendo sull'analisi del calore di laminazione e sulla verifica da parte di terzi, si è evitato di scoprire tardivamente riscaldamenti ad alto tenore di carbonio che avrebbero richiesto una rilavorazione e un arresto prolungato.
Lezione: i limiti del progetto e la verifica in fase d'ordine riducono il rischio di rilavorazione e l'impatto sui tempi.
Migliori pratiche - linguaggio delle specifiche
Utilizzate una clausola compatta e applicabile:
"I raccordi devono essere conformi a ASTM A234/A234Mgrado di materiale: WPB (o specificare il grado di lega). Standard dimensionale: ASME B16.9 (o EN 10253-2). Il fornitore deve fornire i certificati di prova di laminazione EN 10204 3.1 con l'analisi termica, il percorso di fabbricazione e il numero di calore impresso su ciascun raccordo. L'equivalente di carbonio non deve superare 0,50; per C.E. superiori a 0,45, presentare la procedura di saldatura e il piano PWHT per l'approvazione. Ispezione da parte di terzi [se richiesta] per testimoniare l'analisi chimica e l'NDT".
Questa formulazione obbliga il fornitore a conformarsi e stabilisce il livello tecnico.
Domande frequenti
-
Q: È possibile utilizzare i raccordi ASTM A234 WPB con il tubo ASTM A106 di grado B?
A: Generalmente sì; l'A234 WPB è il materiale di raccordo più comunemente abbinato al tubo A106 Gr B per temperature moderate, a condizione che il codice di progetto e i valori di pressione/temperatura corrispondano. Confermare sempre gli MTC, la compatibilità chimica e i numeri di calore. -
Q: Qual è la differenza tra ASTM A234 e ASTM A105?
A: L'A234 riguarda i raccordi a saldare di testa in acciaio al carbonio e legato (senza saldatura), mentre l'A105 è uno standard in acciaio al carbonio forgiato comunemente utilizzato per flange e raccordi forgiati. Le procedure di produzione e le caratteristiche meccaniche sono diverse. -
Q: La PWHT è necessaria per i raccordi A234?
A: Il PWHT dipende dal tipo, dallo spessore delle pareti e dal codice di progetto. Molti raccordi WPB in acciaio al carbonio non richiedono PWHT; i gradi cromo-molibdeno spesso richiedono cicli PWHT specifici, da specificare nell'OP. -
Q: L'A234 WPB può essere utilizzato in condizioni di acidità (H₂S)?
A: Non di default. Gli ambienti acidi devono soddisfare le regole di selezione NACE MR0175/ISO 15156; in molti casi sono necessarie leghe modificate a basso tenore di zolfo, carburate o resistenti alla corrosione. Richiedono la conformità NACE in presenza di H₂S. -
Q: Quali test deve fornire il fornitore?
A: Come minimo: MTC (EN 10204 3.1/3.2 se richiesto), analisi termica, rapporti di prova meccanici, ispezione visiva e NDT specificato (RT/UT) per le saldature. Includere i punti di testimonianza nel PO per i progetti critici. -
Q: I raccordi A234 sono coperti dai codici ASME?
A: Le specifiche dei materiali sono separate, ma vengono utilizzate insieme agli standard dimensionali e di pressione ASME, come l'ASME B16.9 per i raccordi a saldare di testa. Utilizzatele entrambe per una copertura tecnica completa. -
Q: Come si confronta l'A234 con la EN 10253?
A: La norma ASTM A234 controlla i materiali e le relative prove; la norma EN 10253 controlla le classi dimensionali e di ispezione europee. Per l'interscambio, mappare i gradi e confermare l'equivalenza delle classi di prova/ispezione. -
Q: Qual è il limite di carbonio equivalente per una saldatura sicura?
A: Un limite pratico di C.E. di screening spesso usato è 0.50. I committenti possono stabilire limiti inferiori (ad esempio, 0,45) per le saldature critiche. Per il calcolo, utilizzare la formula C.E. standard. -
Q: I raccordi saldati possono essere contrassegnati con una "W" nel loro grado?
A: Sì. I raccordi prodotti con materiale saldato devono avere la lettera "W" aggiunta alla marcatura del grado per indicare la costruzione saldata; lo standard richiede pratiche di marcatura per preservare la chiarezza. -
Q: Se è necessario un grado di lega, quali sono i gradi A234 più comuni?
A: Per il servizio a temperature elevate, selezionare WP11, WP12, WP22 o WP91 a seconda delle proprietà di scorrimento e di trazione richieste. Confermare le caratteristiche chimiche e meccaniche esatte nelle tabelle standard.
Ultimi consigli pratici per ingegneri e acquirenti
-
Richiedere sempre MTC tracciabili termicamente e verificare l'analisi termica riportata rispetto ai requisiti del progetto.
-
Per la saldatura in loco, insistere sul calcolo del C.E. del fornitore e sulla procedura di PWHT/saldatura approvata se il C.E. è vicino ai limiti del progetto.
-
Quando è possibile un servizio acido, richiedere esplicite dichiarazioni NACE MR0175/ISO 15156.
-
Richiedere le indicazioni dimensionali standard (ASME B16.9 o EN 10253) insieme alla norma ASTM A234 nei documenti di acquisto per evitare errori di corrispondenza.
Riferimenti autorevoli
- ASTM A234 / A234M - Specifiche standard per raccordi per tubazioni in acciaio al carbonio e acciaio legato per servizio a temperatura moderata e alta (ASTM International)
- ASME B16.9 - Raccordi a saldare in fabbrica (ASME)
- EN 10253-2 - Raccordi per tubi saldati testa a testa: Acciai non legati e acciai legati ferritici (CEN/BSI, copia pubblica)
- ASME SA-234 / SA-234M - Panoramica della norma sui materiali e documenti correlati (voce del catalogo ASME)
- NACE MR0175 / ISO 15156 - Materiali da utilizzare in ambienti contenenti H2S (NACE / ISO)
