Hastelloy C-2000 (UNS N06200) is the most broadly corrosion-resistant nickel-chromium-molybdenum-copper alloy in commercial production, simultaneously resisting both oxidizing and reducing acid environments through its unique combination of 23% chromium, 16% molybdenum, and 1.6% copper — a chemistry that no predecessor C-family alloy achieves. At MWalloys, we supply ASTM certified Hastelloy C-2000 plate (ASTM B575), bar (ASTM B574), and pipe (ASTM B622 seamless / ASTM B619 welded) in custom dimensions with no minimum order quantity, delivery in 10–40 days, T/T payment for first orders, and worldwide shipping by air, sea, or land freight.
If your project requires the use of Hastelloy C-2000, you can contact us for a free quote.
What Is Hastelloy C-2000 and How Does It Differ from Other C-Family Alloys?
Hastelloy C-2000, developed and registered by Haynes International under UNS designation N06200, represents the most recent generation of the C-family nickel-chromium-molybdenum alloy series. It was introduced commercially in the late 1990s specifically to address a performance gap that the earlier C-family alloys — Hastelloy C276 (N10276) and Hastelloy C22 (N06022) — could not individually fill: simultaneous, robust resistance to both strongly oxidizing and strongly reducing acid environments.
The historical challenge in corrosion-resistant alloy design is that the elements that provide oxidizing acid resistance often compromise reducing acid resistance, and vice versa. Chromium, which forms the protective Cr₂O₃ passive film essential for oxidizing acid resistance, is itself attacked by reducing acids like concentrated hydrochloric acid and sulfuric acid in reducing conditions. Molybdenum, which provides outstanding resistance to reducing acid pitting and crevice corrosion, offers less protection against oxidizing media. Engineers working with processes that switch between oxidizing and reducing conditions — or where the process chemistry cannot be tightly controlled — historically had to choose between alloys optimized for one regime or the other, accepting inadequate performance during excursions into the opposite condition.

Hastelloy C-2000 resolves this dilemma through three simultaneous compositional innovations:
Highest chromium content in the C-family: At 22–24% Cr, C-2000 contains more chromium than both C276 (14.5–16.5% Cr) and C22 (20–22.5% Cr), providing the strongest passive film protection in the entire C-family against oxidizing media.
Very high molybdenum retention: At 15–17% Mo, C-2000 maintains essentially the same molybdenum content as C276 (15–17% Mo), preserving the class-leading resistance to pitting, crevice corrosion, and reducing acid attack.
Copper addition: The 1.3–1.9% copper addition is unique in the C-family and specifically enhances resistance to sulfuric acid in the moderate concentration range (20–70% H₂SO₄) where both pure oxidizing and pure reducing mechanisms operate simultaneously.
We have worked with chemical process engineers who describe the practical significance of C-2000's dual acid resistance capability in process plants where the feed stream composition fluctuates. Rather than designing around the worst-case corrosion condition with frequent equipment inspection and replacement, C-2000 allows the equipment to tolerate process chemistry variation without entering a corrosion-accelerating regime. This operational flexibility translates directly into longer service intervals and lower total equipment lifecycle cost.
C-Family Hastelloy Evolution and Positioning
| Alloy | UNS | Introduced | Primary Design Achievement | Key Limitation |
|---|---|---|---|---|
| Hastelloy C | N10002 | 1930s | First commercial Ni-Cr-Mo alloy | Sensitization in as-welded condition |
| Hastelloy C-276 | N10276 | 1960s | Eliminated sensitization (ultra-low C) | Lower Cr than C22; moderate oxidizing acid resistance |
| Hastelloy C-4 | N06455 | 1970s | Improved thermal stability over C276 | Limited commercial adoption |
| Hastelloy C22 | N06022 | 1983 | Higher Cr for better oxidizing resistance; W addition | Lower Mo than C276; slightly less reducing acid resistance |
| Hastelloy C-2000 | N06200 | 1990s | Highest Cr + high Mo + Cu for dual acid resistance | Higher cost; less established long-term data than C276/C22 |
Note: The article title references UNS N06002 (which is Hastelloy X), but Hastelloy C-2000 is correctly designated UNS N06200. This technical article covers Hastelloy C-2000 (N06200) — the correct alloy for the described applications. If you require information on Hastelloy X (N06002), please contact our technical team.
What Are the ASTM Specifications Governing Hastelloy C-2000 Plate, Bar, and Pipe?
Hastelloy C-2000 (UNS N06200) is covered by the same family of ASTM nickel alloy specifications as its C-family predecessors. Correctly referencing the applicable ASTM specification and the UNS number is essential for purchase specification compliance and material certification review.
ASTM Specifications for Hastelloy C-2000 by Product Form
| Product Form | ASTM Specification | ASME Equivalent | Key Requirements |
|---|---|---|---|
| Plate, Sheet, Strip | ASTM B575 | ASME SB-575 | Solution annealed; UTS 690 MPa min; YS 310 MPa min; elongation 40% min |
| Bar and Rod | ASTM B574 | ASME SB-574 | Solution annealed; same tensile requirements as plate |
| Seamless Pipe and Tube | ASTM B622 | ASME SB-622 | Solution annealed; hydrostatic test each length |
| Welded Pipe | ASTM B619 | ASME SB-619 | Solution annealed after welding; weld seam NDE required |
| Welded Tube | ASTM B626 | ASME SB-626 | Solution annealed; for heat exchanger tube service |
| Fittings (butt weld) | ASTM B366 (Grade WPNCI) | ASME SB-366 | ASME B16.9 dimensions; matching alloy |
| Forgings | ASTM B564 | ASME SB-564 | Flanges, fittings, nozzles |
| Welding Wire (filler) | AWS A5.14 ERNiCrMo-17 | — | Matching filler for GTAW/GMAW |
What AMS 5754 Specifies vs ASTM B574 for Bar
For aerospace or high-performance applications, bar stock may be required to an AMS specification. However, it is important to note that AMS specifications for Hastelloy C-2000 are less established than for older alloys like C276. For most chemical process and industrial applications, ASTM B574 is the standard and appropriate specification for Hastelloy C-2000 bar. For ASME pressure vessel and piping code applications, the SB-574 designation (ASME adoption of ASTM B574) must be referenced in the design calculations and material certifications.
ASTM B575 Chemical Composition Requirements for Hastelloy C-2000
ASTM B575 covers multiple nickel-chromium-molybdenum alloy plate grades under a single specification, with individual UNS designations identifying each alloy. For UNS N06200 (Hastelloy C-2000), the specification requires compliance with the chemistry listed in the table below, verified by heat analysis and confirmed by product analysis within the permitted range.
The material test report (MTR) for Hastelloy C-2000 plate must reference both the ASTM B575 specification and the specific UNS N06200 designation. Procurement specifications that reference only "ASTM B575" without the UNS designation are ambiguous because B575 covers multiple alloys — always specify ASTM B575 UNS N06200 to identify Hastelloy C-2000 specifically.
How Does the Chemical Composition of Hastelloy C-2000 Achieve Dual Acid Resistance?
The chemistry of Hastelloy C-2000 is more precisely engineered than any predecessor C-family alloy, with each element contributing to either the oxidizing acid resistance, the reducing acid resistance, or both simultaneously. This multi-mechanism approach to corrosion protection is what makes C-2000 the most versatile alloy in the C-family.
Complete Chemical Composition of Hastelloy C-2000 (UNS N06200)
| Element | Min (%) | Max (%) | Corrosion Resistance Contribution |
|---|---|---|---|
| Nickel (Ni) | Balance (~59%) | — | FCC matrix stability; base for all corrosion mechanisms; inherent nobility in reducing media |
| Chromium (Cr) | 22.0 | 24.0 | Highest Cr in C-family; Cr₂O₃ passive film for oxidizing acid resistance; hot corrosion protection |
| Molybdenum (Mo) | 15.0 | 17.0 | Class-leading pitting/crevice resistance; reducing acid immunity; solid solution strength |
| Copper (Cu) | 1.3 | 1.9 | Unique C-family addition; sulfuric acid resistance in intermediate concentrations; reducing acid nobility |
| Iron (Fe) | — | 3.0 max | Controlled tramp element; contributes to cost reduction |
| Cobalt (Co) | — | 2.0 max | Solid solution strengthening; minor oxidation contribution |
| Tungsten (W) | — | 0.5 max | Minor addition; limited to trace levels |
| Manganese (Mn) | — | 0.5 max | Deoxidizer during melting |
| Silicon (Si) | — | 0.08 max | Very low — prevents sigma phase at these Mo levels |
| Carbon (C) | — | 0.010 max | Ultra-low carbon — prevents sensitization; matches C276 standard |
| Phosphorus (P) | — | 0.025 max | Controlled impurity |
| Sulfur (S) | — | 0.010 max | Strictly controlled — hot cracking prevention |
| Vanadium (V) | — | 0.35 max | Minor trace element limit |
Why the Chromium + Molybdenum + Copper Combination Is Uniquely Effective
Chromium at 22–24%:
The chromium content of C-2000 is the highest of any C-family alloy, including C22 (20–22.5%). This elevated chromium concentration creates a more robust Cr₂O₃ passive film that resists breakdown in oxidizing acid environments — particularly dilute nitric acid, ferric chloride solutions, and mixed acid environments containing both chlorides and oxidizing species. The Pitting Resistance Equivalent Number (PREN = %Cr + 3.3×%Mo + 16×%N) for C-2000 calculates to approximately 23 + (3.3 × 16) = 75.8, among the highest values achievable in any commercial alloy.
Molybdenum at 15–17%:
The Mo content essentially matches Hastelloy C276's class-leading level, ensuring C-2000 inherits C276's outstanding resistance to pitting and crevice corrosion in chloride-containing environments, resistance to reducing acids, and solid solution strengthening at elevated temperature. This level of Mo is significantly higher than C22's 12.5–14.5%, which is why C-2000 more closely matches C276's reducing acid resistance rather than C22's somewhat lower performance in this regime.
Copper at 1.3–1.9%:
The copper addition is the defining innovation of C-2000 chemistry. In sulfuric acid at intermediate concentrations (20–70% H₂SO₄), corrosion occurs through a mechanism where both oxidizing and reducing reactions contribute simultaneously. Copper's electrochemical nobility provides specific resistance in this mixed-mechanism regime that neither chromium alone nor molybdenum alone can deliver. Copper also contributes to resistance in hydrochloric acid at moderate concentrations by raising the alloy's corrosion potential in reducing environments.
The ultra-low carbon maximum of 0.010% prevents sensitization — the chromium carbide precipitation at grain boundaries that depletes adjacent zones of chromium and creates paths of reduced corrosion resistance. At Mo contents above 15%, the risk of TCP (Topologically Close-Packed) phase precipitation increases if silicon is not strictly controlled, which explains C-2000's very low silicon maximum of 0.08% — considerably tighter than C276's 0.08% maximum and essential for long-term microstructural stability.
What Mechanical and Physical Properties Define Hastelloy C-2000 Performance?
Structural design with Hastelloy C-2000 plate, bar, or pipe requires accurate mechanical property data for wall thickness calculations, nozzle reinforcement design, and allowable stress determinations under applicable design codes.
Room Temperature Mechanical Properties of Hastelloy C-2000
| Property | ASTM B575/B574 Minimum | Typical Value | Test Standard |
|---|---|---|---|
| Ultimate Tensile Strength | 690 MPa (100 ksi) | 759 MPa (110 ksi) typical | ASTM E8 |
| 0.2% Yield Strength | 310 MPa (45 ksi) | 379 MPa (55 ksi) typical | ASTM E8 |
| Elongation in 2" | 40% | 50% typical | ASTM E8 |
| Reduction of Area | Not specified | 60% typical | ASTM E8 |
| Hardness (maximum) | 100 HRB | 90–96 HRB typical | ASTM E18 |
| Charpy Impact (at -196°C) | Not specified | Greater than 100 J typical | ASTM E23 |
The high elongation value (40% minimum, 50% typical) reflects the fully solution annealed FCC austenitic microstructure of C-2000. This ductility is valuable both for cold forming operations during pressure vessel and heat exchanger fabrication and for the ability to accommodate plastic deformation at stress concentration points during service without initiating brittle fracture.
Elevated Temperature Mechanical Properties
| Temperature | UTS (MPa) | 0.2% YS (MPa) | Elongation (%) |
|---|---|---|---|
| 21°C (70°F) | 759 | 379 | 50 |
| 100°C (212°F) | 710 | 310 | 48 |
| 200°C (392°F) | 676 | 276 | 46 |
| 300°C (572°F) | 648 | 255 | 44 |
| 400°C (752°F) | 614 | 241 | 43 |
| 500°C (932°F) | 572 | 224 | 42 |
For ASME pressure vessel design under Section VIII Division 1, the allowable stress values for Hastelloy C-2000 (UNS N06200) are published in ASME Section II Part D. Engineers designing C-2000 equipment should use the ASME tabulated values at the design temperature rather than applying a generic stress fraction to nominal tensile properties, as the code values incorporate statistical minimum property guarantees and appropriate design factors specific to this alloy.
Physical Properties Relevant to Equipment Design
| Property | Value | Engineering Application |
|---|---|---|
| Density | 8.50 g/cm³ (0.307 lb/in³) | Weight calculations for vessel support design |
| Melting Range | 1355–1400°C (2470–2550°F) | Process temperature safety margin assessment |
| Thermal Conductivity at 100°C | 10.5 W/m·K | Heat exchanger thermal design; machining heat management |
| Coefficient of Thermal Expansion (21–100°C) | 12.4 µm/m·°C | Thermal stress and expansion joint sizing |
| Coefficient of Thermal Expansion (21–300°C) | 13.0 µm/m·°C | Higher temperature expansion calculations |
| Modulus of Elasticity at 21°C | 208 GPa (30.2 Msi) | Deflection and buckling calculations |
| Modulus of Elasticity at 300°C | 192 GPa (27.8 Msi) | Elevated temperature structural design |
| Electrical Resistivity | 1.30 µΩ·m | Relevant for resistance heating applications |
| Magnetic Permeability | Essentially 1.0 (non-magnetic) | MRI compatibility; sensor proximity applications |
The thermal conductivity value of 10.5 W/m·K at 100°C is notably lower than austenitic stainless steels (approximately 14–16 W/m·K) and substantially lower than carbon steel (approximately 50 W/m·K). In heat exchanger design, this lower thermal conductivity means that C-2000 tube walls contribute more thermal resistance per unit thickness than equivalent stainless or carbon steel walls. Heat exchanger designers must account for this in the overall heat transfer calculation — and may need to specify thinner tube walls than would be used in stainless to achieve the target heat transfer coefficient while maintaining adequate pressure-containing wall thickness.
How Does Hastelloy C-2000 Perform in Specific Corrosive Environments?
The corrosion performance of Hastelloy C-2000 across a range of industrial chemicals and process conditions is the technical foundation for all material selection decisions. The following data reflects published immersion testing and documented field service experience.
Sulfuric Acid Corrosion Performance
Sulfuric acid service is the benchmark test for C-2000's unique dual resistance claim. The isocorrosion curves for C-2000 in sulfuric acid demonstrate resistance across a broader concentration-temperature range than any predecessor C-family alloy.
| H₂SO₄ Concentration | Temperature | C-2000 Corrosion Rate | C276 Corrosion Rate | C22 Corrosion Rate |
|---|---|---|---|---|
| 10% | 80°C | Less than 0.1 mm/year | Less than 0.1 mm/year | Less than 0.1 mm/year |
| 20% | 80°C | Less than 0.1 mm/year | 0.1–0.25 mm/year | 0.15–0.3 mm/year |
| 40% | 80°C | Less than 0.1 mm/year | 0.5–1.0 mm/year | 0.3–0.7 mm/year |
| 60% | 80°C | Less than 0.1 mm/year | 1.0–2.5 mm/year | 0.8–2.0 mm/year |
| 10% | Boiling | Less than 0.1 mm/year | 0.2–0.5 mm/year | Less than 0.2 mm/year |
| 30% | Boiling | Less than 0.1 mm/year | 1.0–3.0 mm/year | 0.5–1.5 mm/year |
| 50% | Boiling | 0.1–0.25 mm/year | Greater than 5.0 mm/year | 2.0–5.0 mm/year |
The data is striking in the 30–60% H₂SO₄ concentration range. This is the regime where C-2000's copper addition provides specific resistance that C276 and C22 cannot match. At 40% H₂SO₄ at 80°C, C-2000 achieves less than 0.1 mm/year while C276 experiences 0.5–1.0 mm/year — a 5–10 times improvement. At 60% concentration at 80°C, the difference grows to 10–25 times. This is not a marginal improvement — it represents the difference between a 30-year service life and a 3-year service life for a sulfuric acid heat exchanger.
Hydrochloric Acid Corrosion Performance
| HCl Concentration | Temperature | C-2000 Corrosion Rate | Notes |
|---|---|---|---|
| 1% | Boiling | Less than 0.1 mm/year | Excellent resistance |
| 5% | 70°C | Less than 0.1 mm/year | Excellent resistance |
| 10% | 50°C | Less than 0.2 mm/year | Very good resistance |
| 15% | Ambient | Less than 0.1 mm/year | Good resistance |
| 20% | Ambient | 0.1–0.3 mm/year | Acceptable resistance |
| 37% (concentrated) | Ambient | 0.5–1.5 mm/year | Monitor for accelerated attack in oxidizing conditions |
For HCl service, C-2000's performance is comparable to C276 in non-oxidizing conditions. The key differentiator is what happens when the HCl stream contains oxidizing impurities — ferric chloride, dissolved chlorine, or dissolved oxygen. In these mixed conditions, C-2000's higher chromium content and copper addition maintain resistance where C276's lower chromium begins to show increased attack rates.
Hydrofluoric Acid Performance
C-2000's high nickel content combined with the copper addition provides good resistance to hydrofluoric acid in non-oxidizing conditions, similar to the performance of Hastelloy C276. In HF alkylation service, Monel 400 remains the standard piping material due to its superior HF resistance through a different mechanism (NiF₂ film formation), but C-2000 is applicable in mixed HF + other acid environments where Monel 400's lack of chromium limits its performance.
Oxidizing Acid and Mixed Acid Performance
| Corrosive Medium | C-2000 Performance | Comparison to C276 |
|---|---|---|
| Nitric acid (dilute, 10–20%) | Excellent | Better than C276 due to higher Cr |
| Nitric acid (concentrated, 50–70%) | Good | Better than C276 |
| Mixed HNO₃ + HF (pickling acid) | Excellent | Superior to C276 in this critical mixture |
| Mixed H₂SO₄ + HCl | Excellent | Superior to C276 across most concentrations |
| Chromic acid | Good | Comparable to C276 |
| Ferric chloride (oxidizing chloride) | Excellent | Better than C276 due to higher Cr |
| Sodium hypochlorite (bleach) | Good | Comparable to C22; better than C276 |
| Phosphoric acid (all concentrations) | Excellent | Comparable to C276 |
Seawater and Chloride Pitting Resistance
With a calculated PREN of approximately 75.8, Hastelloy C-2000 provides essentially complete resistance to pitting corrosion in natural seawater at any temperature up to approximately 80°C. Crevice corrosion resistance — which requires higher PREN values than pitting resistance — is also excellent for C-2000, with critical crevice temperature (CCT) values in seawater exceeding 85°C in standard testing. This positions C-2000 above Hastelloy C22 (CCT approximately 70°C) and comparable to Hastelloy C276 in the most demanding seawater service conditions.
Which Industries and Applications Specify Hastelloy C-2000 Over C276 and C22?
The application profile of Hastelloy C-2000 reflects its unique performance in mixed acid environments and processes with variable chemistry. The alloy is not universally specified over C276 or C22 — it wins on technical merit in specific conditions and the selection should be driven by matching alloy capabilities to process chemistry.
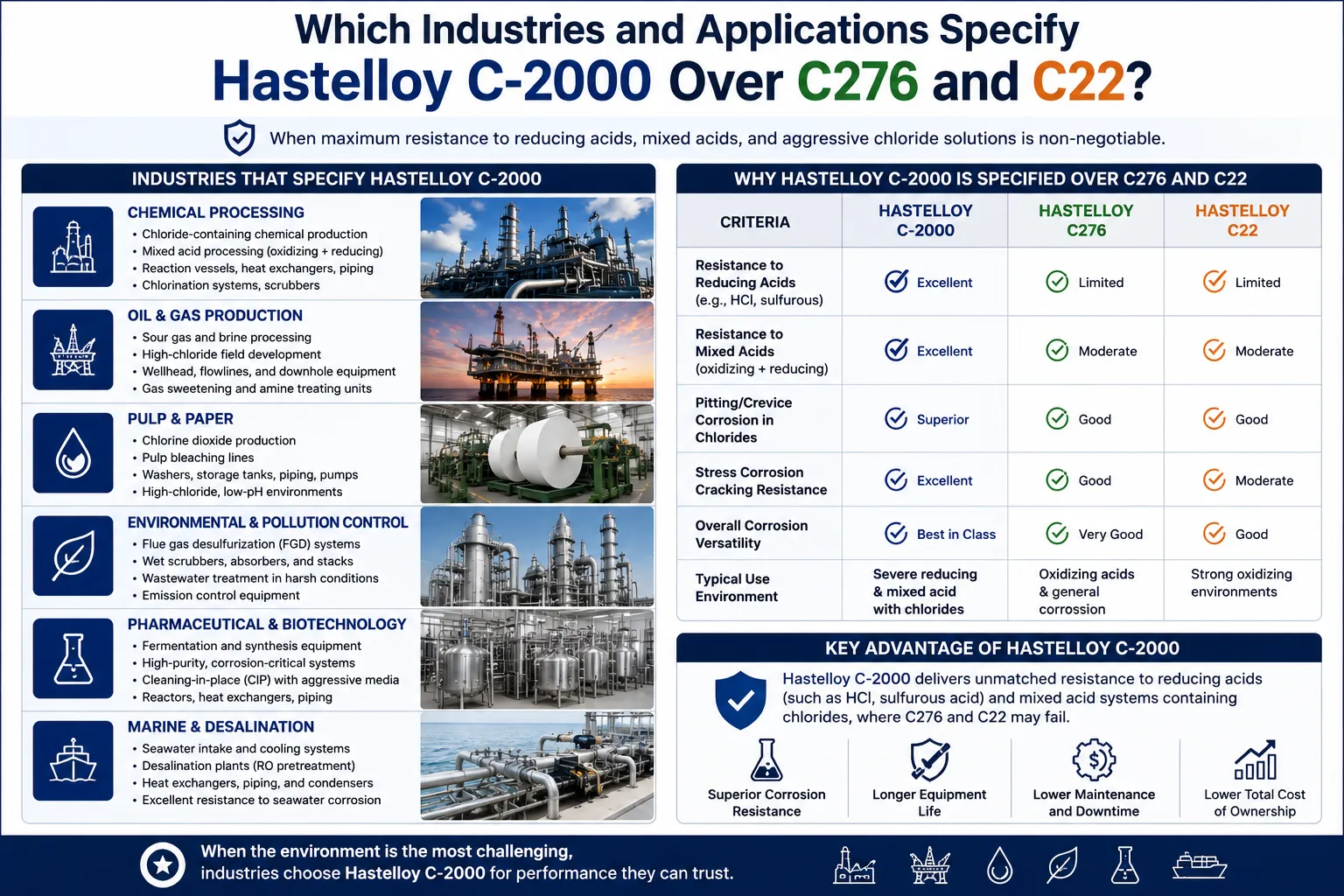
Chemical Processing Industry Applications
Sulfuric Acid Manufacturing and Handling:
The sulfuric acid industry is C-2000's most compelling application domain. Contact process sulfuric acid plants produce H₂SO₄ across a range of intermediate concentrations during the absorption stage where SO₃ reacts with sulfuric acid of varying strength. Heat exchangers in this concentration range (50–80% H₂SO₄ at elevated temperature) are exactly the service condition where C-2000's copper addition provides measurable advantages over C276 and C22.
Pharmaceutical API Synthesis:
Pharmaceutical synthesis frequently involves sequential reactions using different acid catalysts — sulfuric acid for sulfonation, hydrochloric acid for hydrochlorination, nitric acid for nitration — in the same or adjacent equipment. Rather than specifying different alloys for each reaction step, pharmaceutical engineers increasingly specify C-2000 as a single alloy capable of handling the full range of acids encountered in a multi-step synthesis train.
Flue Gas Desulfurization (FGD) Systems:
FGD absorbers in coal-fired power plants and industrial boilers contain chloride-laden sulfurous acid scrubbing liquor at elevated temperature and with periodic excursions into oxidizing conditions from oxygen breakthrough. This mixed environment — reducing sulfurous acid combined with chlorides combined with intermittent oxidizing conditions — is precisely the scenario where C-2000's dual resistance provides a significant service life advantage over C276 (which handles the reducing component but is more vulnerable to oxidizing excursions) and C22 (which handles oxidizing conditions well but is slightly inferior in the reducing acid component).
Pickling and Acid Cleaning Systems:
Metal finishing operations use mixed acid solutions — typically combinations of HNO₃ + HF for stainless steel pickling, or H₂SO₄ + HCl for carbon steel pickling — where neither purely oxidizing nor purely reducing alloy behavior is adequate. C-2000 handles these mixed acid pickling solutions reliably across the full range of concentration ratios encountered in production pickling operations.
Industries by Application Type
| Industry | Specific Application | Why C-2000 Is Specified |
|---|---|---|
| Chemical | H₂SO₄ heat exchangers (30–70% concentration) | Copper addition for intermediate concentration H₂SO₄ resistance |
| Chemical | Mixed acid reaction vessels | Dual resistance to oxidizing and reducing components |
| Pharmaceutical | Multi-step synthesis reactors | Single alloy covers full acid chemistry range |
| Power generation | FGD absorber internals | Mixed oxidizing-reducing sulfurous acid + chlorides |
| Semiconductor | Acid cleaning and etching vessels | Mixed HNO₃ + HF pickling acid resistance |
| Pulp and paper | Bleach plant equipment (ClO₂, HOCl service) | Oxidizing chlorine compounds + acid conditions |
| Mining | Leach liquor handling (mixed acid + oxidizing) | Hydrometallurgical mixed acid service |
| Offshore / marine | Seawater + process chemical exposure | PREN 75.8; complete seawater immunity |
| Waste treatment | Mixed industrial wastewater processing | Unpredictable chemistry; C-2000 handles widest range |
How Do You Weld and Fabricate Hastelloy C-2000 Components?
Hastelloy C-2000 has excellent weldability by the standards of high-performance nickel alloys, facilitated by its ultra-low carbon content (0.010% max) that prevents sensitization and the absence of precipitation-hardening phases that would cause strain age cracking in the weld heat-affected zone.
Welding Process Recommendations for Hastelloy C-2000
| Welding Process | Applicability | Quality Level | Notes |
|---|---|---|---|
| GTAW (TIG) — manual | All thicknesses; preferred | Highest | Back purging mandatory; argon shielding minimum 99.995% purity |
| GTAW — orbital | Tubing, pipe, thin-wall vessels | Highest | Excellent for pharmaceutical; consistent heat input |
| GMAW (MIG) — pulse | Fill and cap on 6+ mm sections | Good | Better than short-circuit; lower spatter |
| SMAW (Stick) | Fill and cap, heavy plate, field repair | Good | Low moisture electrodes; limit heat input |
| PAW (Plasma arc) | Thin to medium gauge | Good | Excellent penetration control |
| SAW (Submerged arc) | Heavy plate longitudinal seams | Good with correct flux | Dilution control important |
| Laser welding | Thin wall, pharmaceutical | Excellent | Narrow HAZ; autogenous for cleanest results |
Filler Metal Selection for Hastelloy C-2000 Welding
The matching filler metal for Hastelloy C-2000 welding is classified as ERNiCrMo-17 under AWS A5.14. This filler provides weld deposit chemistry matching the C-2000 base metal, ensuring the weld zone maintains equivalent corrosion resistance to the parent material.
For certain dissimilar metal joints or when matching C-2000 filler is not available, Inconel 625 filler (ERNiCrMo-3) is an acceptable alternative that provides strong corrosion resistance across most service environments, though it does not specifically match the copper addition that gives C-2000 its sulfuric acid advantage. For fabrications in critical H₂SO₄ service where the weld zone must match base metal corrosion performance, only ERNiCrMo-17 matching filler should be used.
| Joint Combination | Recommended Filler | AWS Class | Notes |
|---|---|---|---|
| C-2000 to C-2000 | Hastelloy C-2000 matching | ERNiCrMo-17 | Best corrosion match; preferred for all critical service |
| C-2000 to C276 | ERNiCrMo-17 or ERNiCrMo-4 | ERNiCrMo-17 | Use C-2000 filler for better oxidizing acid resistance |
| C-2000 to C22 | ERNiCrMo-17 or ERNiCrMo-10 | ERNiCrMo-17 | C-2000 filler preferred |
| C-2000 to 316L SS | ERNiCrMo-17 | ERNiCrMo-17 | Ni alloy filler handles dilution from SS |
| C-2000 to carbon steel | ERNiCrMo-17 | ERNiCrMo-17 | Control dilution; butter layer recommended for high C steel |
| C-2000 to Inconel 625 | ERNiCrMo-3 | ERNiCrMo-3 | 625 filler compatible with both |
Critical Welding Procedure Controls
Surface Preparation:
All joint surfaces within 50 mm (2") of any weld must be solvent-cleaned with acetone and wiped dry immediately before welding. Hastelloy C-2000 is particularly sensitive to sulfur contamination from machining lubricants, low-grade cutting oils, and sulfur-containing marker compounds. Even trace sulfur on the weld surface causes intergranular hot cracking in the solidifying weld pool — a defect that visual inspection cannot reliably detect and that creates preferential corrosion attack paths in service.
Back Purging:
Full internal back purging with 99.995% argon is required throughout all root pass welding operations. The purge gas oxygen content at the vent should be verified below 50 ppm before welding commences. Back purging must be maintained continuously until the weld root cools below approximately 400°C to prevent oxidation of the high-chromium, high-molybdenum alloy surface inside the weld.
Heat Input Limitation:
Excessive heat input (above approximately 1.5 kJ/mm for GTAW) promotes grain coarsening in the heat-affected zone and may precipitate deleterious Mo-rich phases (mu phase, Laves phase) in localized high-temperature zones within the HAZ. Maintaining heat input within the WPS-qualified range is essential for producing HAZ microstructure with corrosion resistance equivalent to base metal.
Post-Weld Solution Annealing:
For fabrications in the most demanding corrosive service — particularly mixed acid environments or conditions where the weld HAZ must perform identically to base metal — post-weld solution annealing at 1150–1200°C followed by rapid water quench is recommended. This treatment dissolves any precipitate phases formed during welding, restores grain boundary chromium content, and produces HAZ corrosion resistance that is verifiably equivalent to base metal when confirmed by ASTM G28 intergranular corrosion testing.
What Are the Machining Parameters for Hastelloy C-2000 Bar and Plate?
Hastelloy C-2000 presents the same fundamental machining challenges as other nickel-chromium-molybdenum superalloys: rapid work hardening, low thermal conductivity, high hot hardness, and tendency to built-up edge on cutting tools. The specific machining parameters below reflect the combined effect of C-2000's high molybdenum content (which increases work hardening rate) and its high nickel content (which contributes to tool adhesion tendency).
Recommended Machining Parameters for Hastelloy C-2000
| Operation | Tool Material | Cutting Speed | Feed Rate | Depth of Cut | Coolant |
|---|---|---|---|---|---|
| Rough turning | C-2 uncoated carbide | 20–45 SFM (6–14 m/min) | 0.008–0.018 IPR | 0.080–0.200" | High-pressure flood (1,000 psi+) |
| Finish turning | TiAlN coated carbide | 45–90 SFM (14–27 m/min) | 0.003–0.008 IPR | 0.015–0.040" | High-pressure flood |
| Rough milling | Carbide end mill (4-flute) | 18–38 SFM (5.5–11.5 m/min) | 0.002–0.005"/tooth | 0.040–0.120" | Flood or mist |
| Finish milling | TiAlN coated carbide | 38–75 SFM (11.5–23 m/min) | 0.001–0.003"/tooth | 0.010–0.030" | Flood |
| Drilling | M42 HSS-Co or solid carbide | 8–18 SFM (2.5–5.5 m/min) | 0.002–0.005 IPR | Full diameter | High-pressure through-spindle preferred |
| Tapping | HSS-Co spiral flute | 6–12 SFM | — | — | Tapping fluid |
| Grinding | CBN or Al₂O₃ vitrified | — | 0.001–0.002" per pass | Light stock removal | Heavy flood coolant |
| Sawing (band saw) | M42 bi-metal | 40–65 SFPM blade | — | — | Flood coolant; reduced tension |
Machining Strategy Recommendations
Consistent Feed Rate — No Dwelling:
Hastelloy C-2000's work hardening rate is among the highest of any wrought nickel alloy. A cutting tool that dwells at depth — due to machine hesitation, tool path programming issues, or manual operator pauses — creates a surface hardness spike of up to 250% of base hardness that can fracture the tool on re-entry. All CNC programs for C-2000 machining should be reviewed to ensure continuous feed during all cutting passes with smooth entry and exit movements.
Sharp Tooling Intervals:
Tool change intervals for Hastelloy C-2000 should be established through qualified production trials and strictly observed, not extended based on visual tool condition. By the time visible wear is apparent on a carbide insert cutting C-2000, the tool geometry has already deteriorated sufficiently to cause work hardening and potentially component surface damage on the next pass.
Minimize Tool Pressure:
Excessive radial depth of cut combined with low feed rate creates rubbing rather than cutting action, generating heat and work hardening without productive material removal. For turning operations, a minimum chip load of 0.004" per revolution should be maintained even during light finishing passes.
How Does Hastelloy C-2000 Compare Against Hastelloy C276, C22, and Hastelloy B3?
Selecting the correct Hastelloy grade requires a structured comparison that maps each alloy's performance characteristics against the specific corrosive conditions of the application.
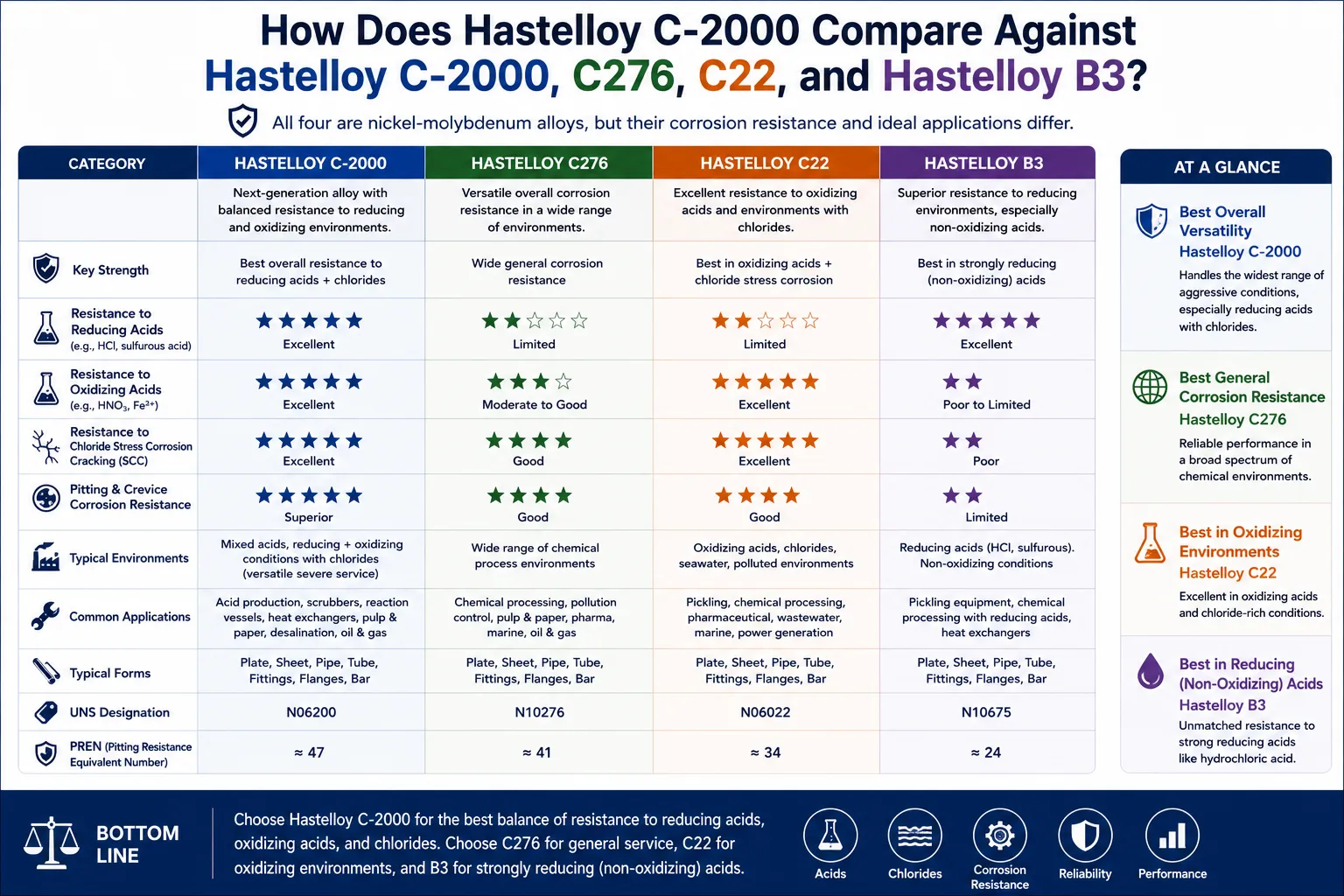
Comprehensive Hastelloy Alloy Comparison
| Property | Hastelloy C-2000 (N06200) | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Hastelloy B3 (N10675) |
|---|---|---|---|---|
| Chromium (%) | 22–24 | 14.5–16.5 | 20–22.5 | 1.0–3.0 |
| Molybdenum (%) | 15–17 | 15–17 | 12.5–14.5 | 27–32 |
| Copper (%) | 1.3–1.9 | None | None | None |
| Iron (%) | 3.0 max | 4–7 | 2–6 | 1–3 |
| PREN equivalent | ~75.8 | ~73 | ~65 | Not applicable (no Cr) |
| Oxidizing acid resistance | Excellent (highest) | Good | Very Good | Very Poor (no Cr) |
| Reducing acid resistance | Excellent | Excellent | Good | Outstanding (highest Mo) |
| H₂SO₄ (30–60%) resistance | Outstanding (Cu effect) | Moderate | Moderate | Good (Mo effect) |
| HCl resistance | Excellent | Excellent | Good | Outstanding |
| Seawater pitting resistance | Excellent (PREN ~75.8) | Excellent (PREN ~73) | Good (PREN ~65) | Poor (no Cr for passive film) |
| Weldability | Excellent | Excellent | Excellent | Good (must post-weld anneal) |
| ASME plate spec | ASME SB-575 | ASME SB-575 | ASME SB-575 | ASME SB-333 |
| Relative material cost | Highest in C-family | High | High | High |
Selection Decision Matrix
| Service Condition | Best Choice | Rationale |
|---|---|---|
| Strongly reducing HCl (all concentrations) | Hastelloy B3 | Highest Mo (27–32%); no Cr needed in pure reducing |
| Strongly oxidizing HNO₃ | Hastelloy C-2000 | Highest Cr (22–24%) for best passive film |
| H₂SO₄ at 30–70% concentration | Hastelloy C-2000 | Copper addition uniquely effective in this range |
| Mixed HCl + HNO₃ (pickling acid) | Hastelloy C-2000 | Dual resistance handles both components |
| Seawater + chemical mix (undefined) | Hastelloy C-2000 | PREN ~75.8; widest resistance envelope |
| Chloride-rich sour gas | Hastelloy C276 | Established NACE qualification; comparable PREN |
| FGD mixed acid | Hastelloy C-2000 | Variable oxidizing/reducing conditions |
| Consistent reducing HCl above 30% | Hastelloy B3 | Mo-dominant resistance; lower cost than C-2000 |
| Pure seawater piping | Monel 400 or AL-6XN | Cost-effective; PREN adequate for seawater alone |
| Broad process with unknown chemistry | Hastelloy C-2000 | Widest resistance envelope; insurance against process excursions |
The practical selection conclusion is that Hastelloy C-2000 is the right choice when the process chemistry is mixed, variable, or incompletely characterized — it provides the widest insurance against corrosion across the broadest range of conditions. Hastelloy C276 remains the standard choice for well-characterized reducing or chloride-dominant service where its lower cost versus C-2000 is advantageous. Hastelloy B3 is selected for pure, non-oxidizing strong acid service where its extraordinary Mo content provides performance no other alloy can match.
What Custom Product Forms and Sizes Does MWalloys Supply?
MWalloys stocks and sources Hastelloy C-2000 in all standard product forms required by chemical process equipment fabricators, maintenance shops, and original equipment manufacturers.
Available Product Forms and Size Ranges
| Product Form | Standard Size Range | Specification | Surface Condition |
|---|---|---|---|
| Plate | 1.6 mm – 50 mm thickness; up to 2,438 mm width | ASTM B575 / ASME SB-575 | Hot rolled, annealed, pickled (HRAP) |
| Sheet | 0.5 mm – 4.76 mm thickness; standard widths to 1,524 mm | ASTM B575 / ASME SB-575 | 2B or HRAP |
| Round Bar | 6 mm – 400 mm diameter; random or cut lengths | ASTM B574 / ASME SB-574 | Turned and polished or centerless ground |
| Hex Bar | 6 mm – 100 mm A/F; standard lengths | ASTM B574 | Cold drawn or ground |
| Flat Bar | 6 mm × 25 mm to 50 mm × 200 mm | ASTM B574 | As-rolled, annealed, pickled |
| Seamless Pipe | 1/8" NPS – 12" NPS; Sch 5S – Sch 160 | ASTM B622 / ASME SB-622 | Annealed and pickled; plain end |
| Welded Pipe | 2" NPS – 12" NPS; Sch 5S – Sch 40S | ASTM B619 / ASME SB-619 | Annealed and pickled |
| Seamless Tube | 6 mm OD – 100 mm OD; 0.5 mm – 10 mm wall | ASTM B622 | Bright annealed or pickled |
| Welded Tube | 6 mm OD – 50 mm OD | ASTM B626 | Annealed and pickled |
| Fittings | Per ASME B16.9; 1/2" – 12" NPS | ASTM B366 | Annealed and pickled |
| Flanges | Class 150 – Class 2500; 1/2" – 24" NPS | ASTM B564 | Forged, annealed, machined |
Non-Standard and Custom Dimensions
Beyond the standard ranges above, MWalloys sources non-standard Hastelloy C-2000 dimensions through our qualified mill relationships:
- Heavy wall seamless pipe: Wall thicknesses beyond Schedule 160 for high-pressure chemical service.
- Extra-wide plate: Widths above 2,438 mm for large vessel shell courses.
- Precision-ground bar: Diameter tolerances tighter than standard AMS 2241, down to ±0.05 mm for precision machined components.
- Custom-cut blanks: Plate cut to net or near-net dimensions for specific vessel head or nozzle blank requirements.
- Clad plate: Carbon steel or stainless steel base plate with Hastelloy C-2000 weld overlay on process-contact face.
Surface Finishing and Processing Services
At MWalloys, we provide the following processing services on Hastelloy C-2000 material:
- Waterjet cutting: Precision contour cutting to customer DXF files, ±0.25 mm tolerance, no HAZ.
- Plasma cutting: Cost-effective rough cutting for subsequent machining; HAZ ground before delivery.
- Precision shearing: Straight cuts to ±0.5 mm dimensional tolerance.
- Electropolishing: For pharmaceutical and high-purity applications requiring Ra less than 0.5 µm.
- Passivation: Per ASTM A967 for maximum passive film integrity.
- Positive Material Identification (PMI): XRF verification on every piece before shipment.
What Quality Documentation Accompanies Every MWalloys C-2000 Order?
Every Hastelloy C-2000 order from MWalloys is shipped with a comprehensive documentation package that supports ASME pressure vessel code applications, pharmaceutical equipment qualification, and quality management system audit requirements.
Standard Documentation Package for All C-2000 Orders
| Document | Content | Standard |
|---|---|---|
| Material Test Report (MTR) | Full UNS N06200 chemical analysis (heat and product check), tensile test results (UTS, YS, elongation), heat treatment record, hardness, heat number | ASTM B575 / B574 / B622 |
| Certificate of Conformance (C of C) | Written declaration of conformance to specified ASTM specification and UNS N06200 with authorized signatory | Customer requirement |
| Positive Material Identification Report | XRF elemental analysis of every plate, bar section, and pipe length verifying UNS N06200 identity | Customer / good practice |
| Heat Number Marking Certificate | Documents heat number stamping or marking on each piece for full traceability | ASTM specification |
| Hydrostatic Test Certificate | Test pressure and duration (for pipe and tube) with verification statement | ASTM B622 / B619 |
| Dimensional Inspection Report | Measured thickness, width, length, diameter, straightness per applicable tolerance standard | ASTM / customer drawing |
| EN 10204 3.1 Certificate | Independent inspection document for international projects | EN ISO 10204 |
| EN 10204 3.2 Certificate | Third-party witnessed testing (on request) | EN ISO 10204 |
| NACE MR0175 Hardness Certificate | Verified hardness below 40 HRC for sour service applications (when specified) | NACE MR0175/ISO 15156 |
| Country of Origin Declaration | Manufacturing country statement for import customs compliance | Customer / regulatory |
MWalloys Global Supply Terms and Ordering Information
MWalloys maintains certified Hastelloy C-2000 inventory and established mill relationships to serve customers in every major industrial market worldwide with reliable, fully documented supply.
Supply and Order Terms
| Term | Details |
|---|---|
| Minimum Order Quantity | None — single pieces through full production tonnage |
| Standard Lead Time (stock sizes) | 10–20 business days from confirmed order |
| Standard Lead Time (mill order / non-stock) | 25–40 business days from confirmed order |
| Express Processing | 7–12 business days for stock material (confirm availability) |
| First Order Payment Terms | T/T: 30% deposit on order confirmation; 70% balance before shipment |
| Established Customer Terms | Net 30 days from invoice after credit approval |
| Letters of Credit | Accepted for orders above USD $15,000 |
| Quotation Response Time | Same business day for standard sizes; within 24 hours for custom requirements |
| Technical Consultation | Application engineering support at no charge for qualified project inquiries |
Worldwide Shipping Capabilities
| Shipping Mode | Transit Time | Best Application |
|---|---|---|
| Air freight express (DHL / FedEx / UPS) | 1–5 days international | Emergency supply; small quantities; prototype pieces |
| Air freight standard cargo | 3–8 days international | Routine supply; moderate quantities |
| Ocean freight (full container load) | 15–45 days by destination | Large production orders; multiple tonnes |
| Ocean freight (LCL) | 20–50 days | Medium quantities; cost-effective for non-urgent supply |
| Land freight (North America) | 3–8 days | Continental USA, Canada, Mexico |
| Land freight (Europe) | 4–10 days | European customer delivery by road |
Incoterms available: EXW, FOB, CIF, CIP, DAP, DDP — adapted to each customer's logistics preference and import requirements.
Geographic Markets and Industries Served
MWalloys supplies certified Hastelloy C-2000 to customers in more than 55 countries. Our primary customer industries include:
| Region | Key Industries |
|---|---|
| North America | Chemical processing, pharmaceutical, FGD, semiconductor, refining |
| Europe (UK, Germany, Netherlands, France, Italy) | Chemical OEM, pharmaceutical, power generation, specialty chemical |
| Middle East (Saudi Arabia, UAE, Qatar) | Petrochemical, desalination, specialty chemical |
| Asia-Pacific (Singapore, China, Japan, South Korea, India) | Chemical manufacturing, pharmaceutical, semiconductor, mining |
| Latin America (Brazil, Mexico, Chile) | Mining (hydrometallurgy), chemical, oil and gas |
| Australia | Mining and mineral processing, chemical |
Ready to Source Hastelloy C-2000 for Your Project?
Contact MWalloys today for certified Hastelloy C-2000 plate, bar, or pipe in the dimensions your project requires. Our materials engineering team responds to all technical inquiries within one business day with specification confirmation, availability status, and commercial pricing. Submit your dimension requirements, ASTM specification, and quantity — we handle the rest, from certified material sourcing through complete documentation package delivery to your door.
Contact our technical sales team today — no minimum order, full ASTM documentation, global delivery.
FAQs About Hastelloy C-2000 Plate, Bar, and Pipe
1: What is the UNS number for Hastelloy C-2000 and how does it differ from Hastelloy C276?
Hastelloy C-2000 is designated UNS N06200, while Hastelloy C276 is designated UNS N10276 — both are nickel-chromium-molybdenum alloys but C-2000 contains significantly more chromium (22–24% vs 14.5–16.5%) and a unique copper addition (1.3–1.9%) that C276 does not contain, giving C-2000 superior resistance to oxidizing acids and intermediate-concentration sulfuric acid while maintaining essentially equivalent resistance to reducing acids and chloride pitting. The UNS number difference is important in procurement because ASTM specifications like B575 cover multiple alloys under the same specification number — a purchase order specifying "ASTM B575" without the UNS number is ambiguous. Always specify "ASTM B575 UNS N06200" for Hastelloy C-2000 plate, or "ASTM B574 UNS N06200" for bar. Similarly, ASME pressure vessel code applications require the SB-series equivalent (ASME SB-575 UNS N06200) and the corresponding material group from ASME Section IX for weld procedure qualification. At MWalloys, we verify UNS designation on every MTR and perform PMI (XRF) on every piece to confirm material identity before shipment, eliminating the material mix-up risk that can occur with visually identical alloys.
2: What is the maximum service temperature for Hastelloy C-2000 in ASME pressure vessel service?
Hastelloy C-2000 (UNS N06200) is qualified under ASME Section VIII Division 1 for pressure vessel service up to 371°C (700°F), with allowable stress values published in ASME Section II Part D for the full temperature range from ambient through the maximum design temperature. Above 371°C, C-2000 is not covered by ASME Section II Part D tables and cannot be used as the primary pressure-containing material in code-stamped vessels without special consideration under ASME Section VIII UG-22 for non-listed materials. For applications requiring service above 371°C in corrosive environments, Hastelloy C276 has a similar ASME maximum design temperature of 371°C, while alloys like Hastelloy X (N06002) are rated to higher temperatures but with different corrosion resistance profiles. In practical terms, C-2000 is rarely temperature-limited in its primary application domain — sulfuric acid, hydrochloric acid, and mixed acid chemical process service typically operates below 200°C, well within C-2000's mechanical capability. The more common design constraint is achieving adequate corrosion resistance in the specific acid concentration-temperature combination of the process, which is where C-2000's unique chemistry provides advantages over predecessor alloys.
3: Can Hastelloy C-2000 be used in NACE MR0175 sour gas service?
Hastelloy C-2000 (UNS N06200) is qualified under NACE MR0175/ISO 15156 Part 3 for use in sour gas service environments containing H₂S, with a maximum hardness limit of 40 HRC in the solution annealed condition — typical C-2000 in solution annealed condition measures 90–96 HRB (approximately 20–22 HRC), well below the NACE maximum. Like Hastelloy C276 and C22, C-2000 in the solution annealed condition provides inherent resistance to sulfide stress cracking (SSC) through its nickel-rich FCC matrix and solid solution corrosion resistance mechanism that does not depend on precipitation hardening phases susceptible to hydrogen-assisted cracking. In sour environments that also contain oxidizing species — such as wells producing gas with both H₂S and CO₂ combined with seawater injection — C-2000's higher chromium content compared to C276 may provide additional resistance to the oxidizing corrosion component, making C-2000 worth evaluating for mixed sour-oxidizing environments. However, C276 has a longer established track record in the oil and gas sour service sector with more extensive field experience data, and many operators specify C276 as a first choice simply because of this established qualification history. Contact MWalloys' technical team for a comparative assessment of C-2000 vs C276 for your specific sour service conditions.
4: How does the copper addition in Hastelloy C-2000 improve sulfuric acid resistance compared to C276?
The 1.3–1.9% copper addition in Hastelloy C-2000 specifically enhances resistance to sulfuric acid in the 20–70% concentration range where the corrosion mechanism involves simultaneous oxidizing and reducing reactions — in this regime, copper's electrochemical nobility in reducing conditions synergizes with chromium's passive film in oxidizing conditions to produce corrosion rates 5–25 times lower than Hastelloy C276 at equivalent concentration and temperature. The mechanism is electrochemical: in sulfuric acid at intermediate concentrations, the passive film formed by chromium is thermodynamically less stable than in purely oxidizing acids (like dilute HNO₃) because the solution has insufficient oxidizing power to fully maintain the passive state. Molybdenum helps stabilize the passive film against pitting, but the combination of chromium + molybdenum + copper creates a more robust multi-mechanism defense where copper's cathodic nobility supplements the passive film when it is partially disrupted. Published isocorrosion diagrams comparing C-2000 to C276 in H₂SO₄ show that C-2000's 0.1 mm/year isocorrosion line covers a dramatically wider temperature-concentration envelope in the 30–70% H₂SO₄ range. For sulfuric acid service in this concentration window, the corrosion rate improvement from C-2000 vs C276 directly translates into service life extension that can justify C-2000's cost premium within 2–3 years of operation through avoided equipment replacement costs.
5: What welding filler metal should be used for Hastelloy C-2000 fabrication?
The correct matching filler metal for Hastelloy C-2000 welding is classified as ERNiCrMo-17 under AWS A5.14, providing weld deposit chemistry that matches the C-2000 base metal including the critical copper addition — using non-matching filler like ERNiCrMo-3 (Inconel 625) or ERNiCrMo-4 (C276) produces weld deposits without copper that will have inferior resistance to intermediate-concentration sulfuric acid compared to the base metal. The copper content in ERNiCrMo-17 filler is the key differentiator from other NiCrMo filler metals. When C-2000 equipment is fabricated for service in the 30–70% H₂SO₄ concentration range where copper provides the decisive corrosion resistance advantage, using a non-copper-bearing filler creates a systematic weakness at every weld location — the weld metal and weld HAZ would perform like C276 rather than C-2000 in these specific acid conditions. For applications where the service environment does not specifically exploit C-2000's sulfuric acid advantage (such as seawater service or applications primarily involving chloride pitting), ERNiCrMo-3 (625 filler) is an acceptable alternative that provides conservative corrosion resistance across most environments. MWalloys stocks ERNiCrMo-17 welding wire in standard diameters from 1.6 mm through 4.0 mm and can confirm current availability at time of inquiry.
6: What is the minimum order quantity for Hastelloy C-2000 plate from MWalloys?
MWalloys supplies Hastelloy C-2000 plate with no minimum order quantity — from a single test plate for laboratory corrosion evaluation through multi-tonne production orders for large chemical plant equipment fabrication, with complete ASTM B575 UNS N06200 documentation provided regardless of order quantity. This no-minimum policy specifically serves engineers who need small quantities for material qualification testing, corrosion coupon preparation, prototype equipment fabrication, or replacement of a single corroded plate section in operating equipment. Small quantity orders of standard plate thicknesses from warehouse stock can typically be dispatched within 10–15 business days. Non-standard thicknesses require mill sourcing with 25–40 business day lead time regardless of quantity. For ongoing production requirements, MWalloys can establish blanket orders with scheduled release quantities to reduce per-order administrative burden while maintaining pricing and documentation consistency. Contact our sales team with your quantity, thickness, width, length, and specification requirements for a same-day quotation that covers any order size from one plate through multiple tonnes.
7: How does Hastelloy C-2000 perform in flue gas desulfurization (FGD) scrubber service?
Hastelloy C-2000 demonstrates superior performance in FGD absorber service compared to Hastelloy C276 and C22 because the FGD scrubbing liquor — a chloride-saturated dilute sulfurous acid solution at elevated temperature with periodic oxidizing excursions from dissolved oxygen and sulfate formation — combines exactly the mixed oxidizing-reducing chemistry where C-2000's dual acid resistance provides its greatest advantage. FGD absorbers in coal-fired power plants present one of the most technically challenging corrosion environments in industrial service: the scrubbing liquor contains 5,000–25,000 ppm chlorides from the flue gas, operates at 50–80°C, maintains pH between 3–6 depending on operating conditions, and experiences periodic oxidizing excursions when the absorber chemistry shifts toward sulfate rather than sulfite accumulation. This environment has caused premature failure in 316L stainless, 317LMN, duplex 2205, and even Hastelloy C276 in cases where oxidizing excursions were more severe or frequent than anticipated. C-2000's combination of maximum chromium for oxidizing resistance, high molybdenum for chloride resistance, and copper for the intermediate acid chemistry that characterizes the sulfurous acid scrubbing liquor addresses all three corrosion drivers simultaneously. Several major power utilities have specified C-2000 for FGD absorber internal cladding and spray header replacement after experiencing inadequate service life from C276 in the same service.
8: Is Hastelloy C-2000 available in pipe schedule 80 seamless from MWalloys?
Yes. MWalloys supplies Hastelloy C-2000 seamless pipe certified to ASTM B622 UNS N06200 in Schedule 80S for standard NPS sizes from 1/2" NPS through 8" NPS, with Schedule 40S and Schedule 80S being the most commonly stocked schedules in the 1/2" through 4" NPS range. For sizes above 4" NPS or schedules beyond 80S (including Schedule 160 and XXH wall), C-2000 seamless pipe is available on mill order with 25–40 business day lead time from our qualified mill sources. Each pipe length is hydrostatic tested per ASTM B622 requirements and shipped with a material test report documenting full UNS N06200 chemistry, tensile test results, heat treatment records, and hydrostatic test certification. PMI (XRF) verification of every pipe length is performed at MWalloys before shipment to confirm alloy identity. For pipe spools, flanged assemblies, or complete Hastelloy C-2000 piping packages, MWalloys can supply fabricated assemblies in addition to raw pipe stock — contact our piping fabrication team with your isometric drawings or P&ID requirements for a complete spool fabrication quotation.
9: What is the difference between Hastelloy C-2000 pipe certified to ASTM B622 and ASTM B619?
ASTM B622 covers Hastelloy C-2000 seamless pipe and tube produced without any longitudinal weld seam through hot extrusion, hot piercing, or cold drawing from solid billet, while ASTM B619 covers welded pipe produced by forming strip or plate into a cylinder and welding the longitudinal seam, with the distinction affecting pressure ratings, NDE requirements, and applicable joint efficiency factors in ASME design calculations. Under ASME B31.3 process piping code, seamless pipe (ASTM B622) carries a longitudinal joint efficiency factor of E = 1.0, meaning the full allowable stress applies without reduction. Welded pipe (ASTM B619) carries E = 0.85 for straight-seam welded construction without full radiographic examination, reducing the effective allowable pressure rating by 15% compared to seamless for the same wall thickness and material. ASTM B619 requires the weld seam to be annealed after welding and subjected to nondestructive examination (eddy current or ultrasonic) per ASTM E213 or E309. For Hastelloy C-2000 pipe in chemical process service, seamless pipe (ASTM B622) is the standard choice for sizes below 4" NPS where seamless production is straightforward and cost-competitive. Above 4" NPS, welded pipe (ASTM B619) is increasingly cost-competitive and technically acceptable when the design is based on the appropriate 0.85 joint efficiency factor or when 100% radiography is specified to achieve E = 1.0. MWalloys supplies both seamless and welded Hastelloy C-2000 pipe with specification-compliant documentation for each product form.
10: How should Hastelloy C-2000 equipment be cleaned and passivated after fabrication?
Hastelloy C-2000 fabricated equipment should be chemically passivated using a nitric acid solution (20–30% HNO₃ at ambient to 50°C) per ASTM A380 or ASTM A967, which removes iron contamination from tooling contact, dissolves residual weld scale, and restores the maximum chromium oxide passive film on all wetted surfaces — followed by thorough water rinsing and drying before service introduction. The passivation treatment is particularly important for pharmaceutical and high-purity chemical process equipment where iron contamination from fabrication tools (grinders, clamps, handling equipment) could create corrosion initiation sites or product contamination concerns. For general chemical process equipment, passivation is recommended but not always mandatory if thorough solvent cleaning after fabrication removes all surface contamination and the natural passive film reforms during initial acid service. Avoid using hydrochloric acid for post-fabrication cleaning of C-2000 — while C-2000 resists HCl in service, concentrated HCl used for cleaning scale removal can attack the passive film in a manner that leads to surface pitting if the acid is too concentrated or applied too long. For weld scale removal, a 10% HNO₃ + 2% HF pickling solution applied by brush or immersion at ambient temperature for 15–30 minutes, followed by thorough water rinsing, is effective and compatible with C-2000's corrosion resistance in this mixed acid environment. MWalloys can provide application-specific cleaning and passivation recommendations based on the fabrication history and intended service condition of your equipment.
Verifiable References
The following sources were consulted in preparing this technical article and are independently verifiable by engineers and procurement specialists:
- Haynes International. Hastelloy C-2000 Alloy Data Sheet (H-2063A). Haynes International, Kokomo, IN.
- ASTM International. ASTM B575: Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Molybdenum-Chromium, Low-Carbon Nickel-Molybdenum-Chromium-Tantalum, Low-Carbon Nickel-Chromium-Molybdenum-Copper, and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy Plate, Sheet, and Strip. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B574: Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum Alloy Rod. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B622: Standard Specification for Seamless Nickel and Nickel-Cobalt Alloy Pipe and Tube. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B619: Standard Specification for Welded Nickel and Nickel-Cobalt Alloy Pipe. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM A380: Standard Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts, Equipment, and Systems. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM A967: Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM G28: Standard Test Methods for Detecting Susceptibility to Intergranular Corrosion in Wrought, Nickel-Rich, Chromium-Bearing Alloys. ASTM International, West Conshohocken, PA.
- ASME International. ASME Boiler and Pressure Vessel Code, Section II Part B: Non-Ferrous Material Specifications (SB-574, SB-575, SB-619, SB-622). ASME, New York, NY. Current Edition.
- ASME International. ASME Boiler and Pressure Vessel Code, Section II Part D: Properties — Allowable Stress Tables for UNS N06200. ASME, New York, NY. Current Edition.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments, Part 3. NACE International, Houston, TX.
- American Welding Society. AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiCrMo-17 — Hastelloy C-2000 matching filler). AWS, Miami, FL. Current Edition.
- Davis, J.R. (Editor). Nickel, Cobalt and Their Alloys (ASM Specialty Handbook). ASM International, Materials Park, OH, 2000. ISBN: 0-87170-685-7
- Schweitzer, P.A. Corrosion of Linings and Coatings: Cathodic and Inhibitor Protection and Corrosion Monitoring. CRC Press, Boca Raton, FL, 2006. ISBN: 0-8493-9262-8
- Haynes International. Comparative Corrosion Data: C-Family Alloys in Sulfuric and Hydrochloric Acid. Technical Bulletin. Haynes International, Kokomo, IN.
