ハステロイ C-2000 (UNS N06200) は、市販されているニッケル・クロム・モリブデン・銅合金の中で最も幅広い耐食性を有しており、23%クロム、 16%モリブデン、および1.6%銅という独自の組み合わせにより、酸化性および還元性の酸性環境の両方に耐えることができ、これは従来のC系合金では達成できなかった化学組成です。 MWalloysでは、ASTM認証済みのハステロイC-2000の板材(ASTM B575)、棒材(ASTM B574)、およびパイプ (ASTM B622 シームレス/ASTM B619 溶接)を、最小注文数量なしでカスタム寸法にて供給しております。納期は10~40日、初回注文はT/T(電信送金)によるお支払いとなり、航空便、海上輸送、陸送による世界中への配送が可能です。.
プロジェクトでハステロイ C-2000 の使用が必要な場合は、 お問い合わせ お見積もりは無料です。.
ハステロイC-2000とは何か、また他のC系合金とはどのように異なるのか?
ヘインズ・インターナショナル社がUNS指定番号N06200として開発・登録したハステロイC-2000は、C系ニッケル・クロム・モリブデン合金シリーズの最新世代に位置づけられます。 この合金は、1990年代後半に、従来のC系合金であるハステロイC276(N10276)およびハステロイC22(N06022)が単独では満たせなかった性能上のギャップを解消するために、特に商業的に導入されました。 すなわち、強酸化性および強還元性の酸環境の両方に対して、同時に強力な耐性を発揮することです。.
耐食性合金の設計において、従来からの課題は、酸化性酸に対する耐性を高める元素が還元性酸に対する耐性を損なうことが多く、その逆もまた然りであるという点にある。 酸化性酸に対する耐性に不可欠な保護膜であるCr₂O₃を形成するクロムは、還元条件下では濃塩酸や濃硫酸などの還元性酸によってそれ自体が侵食される。還元性酸による孔食や隙間腐食に対して優れた耐性を示すモリブデンは、酸化性媒体に対する保護性能が低い。 酸化条件と還元条件が切り替わるプロセス、あるいはプロセスの化学的挙動を厳密に制御できないプロセスに携わる技術者は、従来、どちらか一方の条件に最適化された合金を選択せざるを得ず、反対の条件に移行した際には性能が不十分であることを容認せざるを得なかった。.

ハステロイ C-2000 は、3つの組成面での革新を同時に実現することで、このジレンマを解決しています:
C系の中で最もクロム含有量が高い: C-2000は22~24.%%のクロムを含有しており、C276(14.5~16.5%%)およびC22 (20–22.5% Cr)よりも高いクロム含有量を有しており、酸化性媒体に対してC-ファミリー全体の中で最も強力な不動態皮膜による保護を提供します。.
極めて高いモリブデン保持率: C-2000は、15–17% Moと同様に、モリブデン含有量がC276(15–17% Mo)と実質的に同等であり、孔食、隙間腐食、および還元性酸による腐食に対する業界トップクラスの耐性を維持しています。.
銅の添加: 1.3~1.9%の銅添加はC系において特異的なものであり、純粋な酸化メカニズムと純粋な還元メカニズムが同時に作用する中濃度範囲(20~70% H₂SO₄)において、特に硫酸に対する耐性を向上させる。.
当社は、原料流の組成が変動するプロセスプラントにおいて、C-2000の二重耐酸性が持つ実用的な意義について解説する化学プロセスエンジニアと協力してきました。 C-2000は、最悪の腐食条件を想定して設備を設計し、頻繁な点検や交換を行うのではなく、腐食が加速する領域に入ることなく、プロセス化学組成の変動に耐えることを可能にします。この運用上の柔軟性は、メンテナンス間隔の延長と、設備のライフサイクルコスト全体の削減に直結します。.
Cファミリー・ハステロイの進化と市場での位置づけ
| 合金 | 国連 | 紹介 | 主要な設計上の成果 | 主な制限事項 |
|---|---|---|---|---|
| ハステロイC | N10002 | 1930年代 | 初の商用ニクロム合金 | 溶接直後の状態における感作 |
| ハステロイ C-276 | N10276 | 1960年代 | 感作の除去(超低C) | C22よりもクロム含有量が低い;中程度の酸化性酸に対する耐性 |
| ハステロイ C-4 | N06455 | 1970年代 | C276に比べて熱安定性が向上している | 商業的な普及は限定的 |
| ハステロイ C22 | N06022 | 1983 | 耐酸化性を高めるためのクロム(Cr)の増量;タングステン(W)の添加 | C276よりもMo含有量が低い;耐酸性はわずかに劣る |
| ハステロイ C-2000 | N06200 | 1990年代 | 最高濃度のクロム+高モリブデン+銅による二重耐酸性 | コストが高い;C276/C22に比べて長期的なデータが十分ではない |
注:本記事のタイトルではUNS N06002(ハステロイX)に言及していますが、ハステロイC-2000の正式な指定番号はUNS N06200です。 本技術記事では、記載された用途に適した合金であるハステロイ C-2000(N06200)について解説しています。ハステロイ X(N06002)に関する情報が必要な場合は、当社の技術チームまでお問い合わせください。.
ハステロイC-2000の板、棒、パイプに関するASTM規格にはどのようなものがありますか?
ハステロイ C-2000(UNS N06200)は、Cシリーズの先行品と同様に、ASTMニッケル合金規格の同一ファミリーに該当します。購入仕様への準拠および材料証明書の審査においては、該当するASTM規格およびUNS番号を正しく参照することが不可欠です。.
製品形態別ハステロイC-2000のASTM規格
| 製品形態 | ASTM仕様 | ASME相当 | 主な要件 |
|---|---|---|---|
| プレート、シート、ストリップ | ASTM B575 | ASME SB-575 | 溶体焼鈍済み;引張強さ 690 MPa 以上;降伏強さ 310 MPa 以上;伸び 40% 以上 |
| バー&ロッド | ASTM B574 | ASME SB-574 | ソリューションアニール処理済み;板と同等の引張強度要件 |
| シームレス鋼管 | ASTM B622 | ASME SB-622 | 溶液焼鈍済み;各長さごとに静水圧試験を実施 |
| 溶接パイプ | ASTM B619 | ASME SB-619 | 溶接後に焼鈍処理を行う。溶接ビードの非破壊検査が必要 |
| 溶接管 | ASTM B626 | ASME SB-626 | ソリューションアニール処理済み;熱交換器用チューブ用途向け |
| 継手(突合せ溶接) | ASTM B366(WPNCIグレード) | ASME SB-366 | ASME B16.9 寸法;適合合金 |
| 鍛造品 | ASTM B564 | ASME SB-564 | フランジ、継手、ノズル |
| 溶接ワイヤ(溶加材) | AWS A5.14 ERNiCrMo-17 | - | GTAW/GMAW用溶接用フラックス |
棒材に関するAMS 5754規格とASTM B574規格の規定事項の比較
航空宇宙分野や高性能用途においては、棒材にAMS規格の適用が求められる場合があります。ただし、ハステロイC-2000に関するAMS規格は、C276のような従来の合金に比べて確立度が低い点に留意する必要があります。 ほとんどの化学プロセスおよび産業用途においては、ハステロイ C-2000 棒材に対する標準かつ適切な規格は ASTM B574 です。ASME 圧力容器および配管規格の適用においては、設計計算および材料証明書において、SB-574 指定(ASME による ASTM B574 の採用)を参照する必要があります。.
ASTM B575 ハステロイ C-2000 の化学成分要件
ASTM B575は、単一の規格の下で複数のニッケル・クロム・モリブデン合金鋼板のグレードを規定しており、各合金は個別のUNS指定によって識別されます。 UNS N06200(ハステロイ C-2000)については、本規格では、以下の表に記載された化学成分への適合が要求されており、これは溶解分析によって検証され、許容範囲内であることを製品分析によって確認されなければならない。.
ハステロイ C-2000 プレートの材料試験報告書(MTR)には、ASTM B575 規格と、具体的な UNS N06200 指定の両方を明記する必要があります。 UNS指定を伴わずに「ASTM B575」のみを参照する調達仕様書は、B575が複数の合金を網羅しているため曖昧となります。ハステロイC-2000を明確に特定するには、常に「ASTM B575 UNS N06200」と指定してください。.
ハステロイC-2000の化学組成は、どのようにして二重耐酸性を実現しているのか?
ハステロイC-2000の化学組成は、これまでのC系合金の中で最も精密に設計されており、各元素が酸化性酸に対する耐食性、還元性酸に対する耐食性、あるいはその両方に寄与しています。この多面的な腐食防止アプローチこそが、C-2000をC系合金の中で最も汎用性の高い合金にしているのです。.
ハステロイ C-2000(UNS N06200)の完全な化学成分
| エレメント | 最小(%) | 最大(%) | 耐食性への寄与 |
|---|---|---|---|
| ニッケル(Ni) | バランス(約59%) | - | FCCマトリックスの安定性;あらゆる腐食メカニズムの基盤;還元性媒体における固有の耐食性 |
| クロム(Cr) | 22.0 | 24.0 | C系鋼種の中で最もクロム含有量が高い;酸化性酸に対する耐性を高めるためのCr₂O₃不動態皮膜;高温腐食防止 |
| モリブデン (Mo) | 15.0 | 17.0 | 業界トップクラスの耐ピッチング・耐隙間腐食性;耐酸性の低下;固溶体強度 |
| 銅(Cu) | 1.3 | 1.9 | C族化合物特有の付加反応;中濃度での硫酸耐性;還元性による酸の非貴族性 |
| 鉄(Fe) | - | 最大3.0 | 制御された不純物成分;コスト削減に寄与する |
| コバルト | - | 最大2.0 | 固溶強化;酸化による寄与はわずか |
| タングステン(W) | - | 最大0.5 | 微量の添加;微量に限定 |
| マンガン (Mn) | - | 最大0.5 | 溶融時の脱酸素剤 |
| ケイ素 (Si) | - | 最大0.08 | 極めて低い — この程度のモリブデン濃度ではシグマ相の生成が抑制される |
| カーボン(C) | - | 最大0.010 | 超低炭素 — 感作を防止;C276規格に準拠 |
| リン (P) | - | 最大0.025 | 管理された不純物 |
| 硫黄 (S) | - | 最大0.010 | 厳重に管理 — 高温割れの防止 |
| バナジウム (V) | - | 最大0.35 | 微量元素の基準値 |
なぜクロム+モリブデン+銅の組み合わせが特に効果的なのか
Chromium at 22–24%:
C-2000のクロム含有量は、C22(20–22.5%)を含むC系合金の中で最も高い。 この高いクロム濃度は、酸化性酸環境、特に希硝酸、塩化第二鉄溶液、および塩化物と酸化性物質の両方を含む混合酸環境において、破壊に耐えるより強固な Cr₂O₃ 不動態皮膜を形成します。 C-2000の耐孔食等価数(PREN = %Cr + 3.3×%Mo + 16×%N)は、約 23 + (3.3 × 16) = 75.8 となり、 これは市販の合金の中で達成可能な最高値の一つである。.
15–17%におけるモリブデン:
Mo含有量は実質的にハステロイC276の業界最高水準に匹敵しており、C-2000は塩化物含有環境下におけるC276の優れた孔食・隙間腐食耐性、還元性酸に対する耐性、および高温下での固溶強化特性を確実に継承しています。 このモリブデン含有量は、C22の12.5~14.5%よりも大幅に高いため、C-2000は、この領域においてやや性能が劣るC22よりも、C276の還元性酸に対する耐性に近く、より近い性能を発揮します。.
銅:1.3~1.9%:
銅の添加は、C-2000化学の決定的な革新点である。中濃度硫酸(20~70% H₂SO₄)中では、酸化反応と還元反応が同時に寄与するメカニズムによって腐食が生じる。 銅の電気化学的貴性により、この混合メカニズム領域において、クロム単独やモリブデン単独では得られない特異的な耐食性がもたらされます。また、銅は還元環境下で合金の腐食電位を上昇させることにより、中濃度の塩酸中においても耐食性に寄与します。.
0.010%という極めて低い炭素上限値により、感作(粒界での炭化クロム析出により、隣接領域のクロムが枯渇し、耐食性が低下する経路が生じる現象)が防止されます。 Mo含有量が15%を超えると、シリコンを厳密に管理しない限り、TCP(トポロジカルに密充填)相の析出リスクが高まります。これが、C-2000のシリコン上限値が0.08%と非常に低い理由です 。これはC276の0.08%という上限よりもかなり厳しく設定されており、長期的な組織安定性にとって不可欠です。.
ハステロイC-2000の性能を決定づける機械的・物理的特性とは何か?
ハステロイC-2000製の板、棒、またはパイプを用いた構造設計においては、適用される設計基準に基づき、肉厚の計算、ノズルの補強設計、および許容応力の決定を行うために、正確な機械的特性データが必要となります。.
ハステロイC-2000の室温における機械的特性
| プロパティ | ASTM B575/B574 最低基準 | 代表値 | テスト基準 |
|---|---|---|---|
| 極限引張強さ | 690 MPa (100 ksi) | 759 MPa(110 ksi)(標準値) | ASTM E8 |
| 0.2% 降伏強さ | 310 MPa (45 ksi) | 379 MPa(55 ksi)(標準値) | ASTM E8 |
| 2インチの伸び | 40% | 50%(標準仕様) | ASTM E8 |
| 面積の縮小 | 特になし | 60%(標準仕様) | ASTM E8 |
| 硬度(最大) | 100 HRB | 90~96 HRB(標準値) | ASTM E18 |
| シャルピー衝撃(-196℃にて) | 特になし | 通常100 J以上 | ASTM E23 |
高い伸び値(40%:最小、50%:標準)は、C-2000の完全溶体化焼鈍されたFCCオーステナイト組織を反映しています。 この延性は、圧力容器や熱交換器の製造における冷間成形作業において、また、使用中に応力集中点で塑性変形が生じても、脆性破壊を引き起こさないという点で、非常に有用です。.
高温機械的特性
| 温度 | UTS (MPa) | 0.2% YS (MPa) | エロンゲーション(%) |
|---|---|---|---|
| 21°C | 759 | 379 | 50 |
| 100°C | 710 | 310 | 48 |
| 200°C | 676 | 276 | 46 |
| 300°C | 648 | 255 | 44 |
| 400°C | 614 | 241 | 43 |
| 500°C | 572 | 224 | 42 |
ASME第VIII部第1編に基づく圧力容器の設計において、ハステロイC-2000(UNS N06200)の許容応力値は、ASME第II部D編に掲載されている。 C-2000製機器を設計する技術者は、公称引張特性に一般的な応力係数を適用するのではなく、設計温度におけるASMEの表値を適用すべきである。これは、規格値には、この合金に固有の統計的な最小特性保証値および適切な設計係数が組み込まれているためである。.
機器設計に関連する物性
| プロパティ | 価値 | エンジニアリング用途 |
|---|---|---|
| 密度 | 8.50 g/cm³ (0.307 lb/in³) | 船舶支持構造物の設計における荷重計算 |
| 溶解範囲 | 1355~1400℃ (2470~2550℉) | プロセス温度の安全余裕の評価 |
| 100℃における熱伝導率 | 10.5 W/m·K | 熱交換器の熱設計;機械加工における熱管理 |
| 熱膨張係数 (21-100°C) | 12.4 µm/m・°C | 熱応力と伸縮継手の選定 |
| 熱膨張係数(21~300°C) | 13.0 µm/m・°C | 高温下での膨張計算 |
| 21℃における弾性係数 | 208 GPa(30.2 Msi) | たわみおよび座屈の計算 |
| 300°Cにおける弾性係数 | 192 GPa(27.8 Msi) | 高温環境下における構造設計 |
| 電気抵抗率 | 1.30 µΩ・m | 抵抗加熱用途に適しています |
| 透磁率 | 基本的に1.0(非磁性) | MRI対応;近接センサー用途 |
100°Cにおける熱伝導率10.5 W/m・Kという値は、オーステナイト系ステンレス鋼(約14~16 W/m・K)よりも著しく低く、炭素鋼(約50 W/m・K)よりも大幅に低くなっています。 熱交換器の設計において、この低い熱伝導率は、C-2000 チューブの壁が、同等のステンレス鋼や炭素鋼の壁よりも、単位厚さあたりの熱抵抗が大きいことを意味します。 熱交換器の設計者は、全体的な熱伝達計算においてこの点を考慮に入れる必要があり、適切な耐圧壁厚を維持しながら目標の熱伝達係数を達成するために、ステンレス鋼を使用する場合よりも薄い管壁を指定する必要がある場合があります。.
ハステロイC-2000は、特定の腐食環境においてどのような性能を発揮するのでしょうか?
ハステロイ C-2000 の各種工業用化学薬品およびプロセス条件における耐食性は、あらゆる材料選定の判断における技術的根拠となります。以下のデータは、公表されている浸漬試験および記録された実運用実績に基づいています。.
硫酸による腐食性能
硫酸試験は、C-2000が誇る独自の二重耐食性に関する基準試験です。硫酸中におけるC-2000の等腐食曲線は、従来のC系合金と比較して、より広い濃度・温度範囲にわたって耐食性を示しています。.
| H₂SO₄濃度 | 温度 | C-2000 腐食速度 | C276腐食速度 | C22 腐食速度 |
|---|---|---|---|---|
| 10% | 80℃ | 0.1 mm/年未満 | 0.1 mm/年未満 | 0.1 mm/年未満 |
| 20% | 80℃ | 0.1 mm/年未満 | 0.1~0.25 mm/年 | 0.15~0.3 mm/年 |
| 40% | 80℃ | 0.1 mm/年未満 | 0.5~1.0 mm/年 | 0.3~0.7 mm/年 |
| 60% | 80℃ | 0.1 mm/年未満 | 1.0~2.5 mm/年 | 0.8~2.0 mm/年 |
| 10% | 沸騰 | 0.1 mm/年未満 | 0.2~0.5 mm/年 | 0.2 mm/年未満 |
| 30% | 沸騰 | 0.1 mm/年未満 | 1.0~3.0 mm/年 | 0.5~1.5 mm/年 |
| 50% | 沸騰 | 0.1~0.25 mm/年 | 5.0 mm/年を超える | 2.0~5.0 mm/年 |
30~60% H₂SO₄濃度範囲におけるデータは顕著である。この領域では、C-2000に銅を添加することで、C276やC22では達成できない比抵抗が得られる。 80°Cの40% H₂SO₄環境下では、C-2000の腐食速度は0.1 mm/年未満であるのに対し、C276は0.5~1.0 mm/年となり、5~10倍の改善が見られます。 80°Cの60%濃度条件下では、その差は10~25倍にまで拡大します。これは些細な改善ではなく、硫酸用熱交換器の耐用年数が30年か3年かの違いを意味します。.
塩酸に対する耐食性
| 塩酸濃度 | 温度 | C-2000 腐食速度 | 備考 |
|---|---|---|---|
| 1% | 沸騰 | 0.1 mm/年未満 | 優れた耐性 |
| 5% | 70℃ | 0.1 mm/年未満 | 優れた耐性 |
| 10% | 50℃ | 0.2 mm/年未満 | 非常に優れた耐久性 |
| 15% | アンビエント | 0.1 mm/年未満 | 良好な耐性 |
| 20% | アンビエント | 0.1~0.3 mm/年 | 許容抵抗 |
| 37%(濃縮タイプ) | アンビエント | 0.5~1.5 mm/年 | 酸化条件下における加速腐食の監視 |
塩酸(HCl)環境下において、C-2000の性能は、非酸化条件下ではC276と同等です。 主な違いは、塩酸流に塩化第二鉄、溶存塩素、あるいは溶存酸素といった酸化性不純物が含まれている場合に生じる現象にあります。このような混合条件下では、C-2000の高いクロム含有量と銅の添加により耐食性が維持されるのに対し、C276の低いクロム含有量では腐食速度の増加が見られ始めます。.
フッ化水素酸の性能
C-2000は、高ニッケル含有量と銅の添加により、非酸化条件下でのフッ化水素酸に対する優れた耐性を示し、その性能はハステロイC276と同等です。 フッ化水素アルキル化用途においては、異なるメカニズム(NiF₂皮膜の形成)による優れたフッ化水素耐性から、モネル400が依然として標準的な配管材料となっていますが、クロム含有量が少ないために性能が制限されるモネル400とは異なり、C-2000はフッ化水素と他の酸が混合した環境にも適用可能です。.
酸化性酸および混合酸における性能
| 腐食性媒体 | C-2000の性能 | C276との比較 |
|---|---|---|
| 硝酸(希釈、10~20%) | 素晴らしい | クロム含有量が高いため、C276よりも優れている |
| 硝酸(濃縮、50~70%) | グッド | C276より優れている |
| HNO₃とHFの混合液(酸洗液) | 素晴らしい | この重要な混合物において、C276よりも優れている |
| 硫酸(H₂SO₄)と塩酸(HCl)の混合液 | 素晴らしい | ほとんどの濃度範囲においてC276よりも優れている |
| クロム酸 | グッド | C276と同等 |
| 塩化第二鉄(酸化性塩化物) | 素晴らしい | クロム含有量が高いため、C276よりも優れている |
| 次亜塩素酸ナトリウム(漂白剤) | グッド | C22と同等;C276より優れている |
| リン酸(全濃度) | 素晴らしい | C276と同等 |
海水および塩化物による孔食耐性
算出されたPREN値が約75.8であるハステロイC-2000は、約80°Cまでのあらゆる温度における天然海水中での孔食に対して、実質的に完全な耐性を示します。 孔食耐性よりも高い PREN 値を必要とする隙間腐食耐性についても、C-2000 は優れた性能を発揮し、標準試験における海水中の臨界隙間温度 (CCT) 値は 85°C を超えています。 これにより、C-2000 は、最も過酷な海水使用条件において、ハステロイ C22(CCT 約 70°C)を上回り、ハステロイ C276 と同等の性能を発揮します。.
どのような業界や用途において、C276やC22ではなくハステロイC-2000が指定されるのでしょうか?
ハステロイC-2000の適用範囲は、混合酸環境や化学組成が変動するプロセスにおけるその独自の性能を反映しています。この合金は、C276やC22に取って代わる万能な材料というわけではありません。特定の条件下において技術的な優位性を発揮するものであり、選定にあたっては、合金の性能とプロセスの化学組成を照らし合わせて判断する必要があります。.
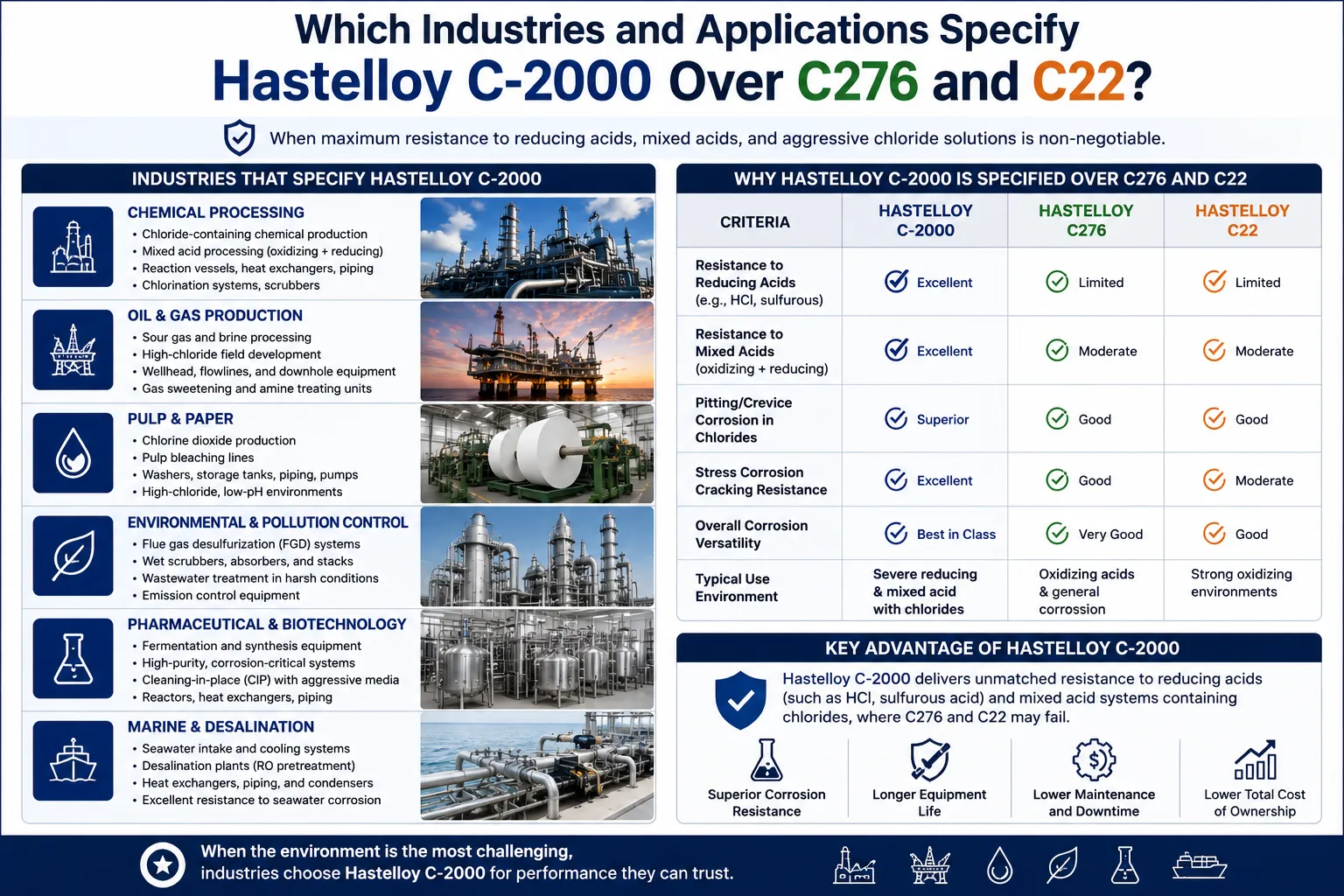
化学処理産業アプリケーション
硫酸の製造および取り扱い:
硫酸産業は、C-2000にとって最も魅力的な用途分野です。接触法硫酸プラントでは、吸収工程においてSO₃が濃度の異なる硫酸と反応し、幅広い中間濃度のH₂SO₄が生成されます。 この濃度範囲(高温下での50~80% H₂SO₄)における熱交換器は、まさにC-2000の銅添加がC276やC22に比べて明確な優位性を発揮する使用条件です。.
医薬品原薬の合成:
医薬品合成では、同一または隣接する装置内で、スルホン化には硫酸、塩素化には塩酸、ニトロ化には硝酸など、異なる酸触媒を用いた連続反応が行われることが頻繁にある。 各反応段階ごとに異なる合金を指定するのではなく、製薬エンジニアは、多段階合成プロセスで遭遇するあらゆる種類の酸に対応可能な単一の合金として、C-2000を指定するケースが増えている。.
排煙脱硫(FGD)システム:
石炭火力発電所や産業用ボイラーのFGD吸収塔には、高温の塩化物を含む亜硫酸スクラビング液が充填されており、酸素のブレークスルーにより、時折酸化状態に移行することがあります。 この混合環境(還元性の亜硫酸と塩化物、および断続的な酸化条件が組み合わさった状態)こそが、C-2000の二重耐性が、C276(還元性成分には耐性があるが、酸化状態への移行に対してより脆弱である)やC22 (酸化条件には十分対応できるが、還元性酸成分に対しては若干劣る)と比較して、C-2000の二重耐性が耐用年数において大きな優位性を発揮するシナリオそのものです。.
酸洗・酸洗浄システム:
金属表面処理工程では、混合酸溶液が使用されます。具体的には、ステンレス鋼の酸洗には通常HNO₃とHFの混合液が、炭素鋼の酸洗にはH₂SO₄とHClの混合液が用いられます。これらは、合金が純粋な酸化状態や純粋な還元状態のいずれにも適さない場合に用いられます。 C-2000は、実際の酸洗工程で遭遇するあらゆる濃度比の混合酸酸洗溶液に対し、確実にその性能を発揮します。.
用途別産業
| 産業 | 具体的な用途 | C-2000が採用された理由 |
|---|---|---|
| ケミカル | H₂SO₄用熱交換器(濃度30~70%) | 中濃度H₂SO₄に対する耐性を高めるための銅添加 |
| ケミカル | 混合酸反応槽 | 酸化成分および還元成分に対する二重耐性 |
| 医薬品 | 多段階合成反応器 | 単一の合金で、あらゆる酸の化学的範囲をカバー |
| 発電 | FGD吸収塔内部構造 | 酸化・還元混合反応:亜硫酸+塩化物 |
| 半導体 | 酸洗浄・エッチング用容器 | HNO₃とHFの混合酸による酸洗に対する耐食性 |
| パルプ・紙 | 漂白プラント設備(二酸化塩素・次亜塩素酸水用) | 酸化性塩素化合物+酸性条件 |
| 鉱業 | リーチ法による薬液処理(混合酸+酸化剤) | 湿式冶金における混合酸処理サービス |
| オフショア/海洋 | 海水およびプロセス用化学物質への曝露 | PREN 75.8;完全な耐海水性 |
| 廃棄物処理 | 混合産業排水の処理 | 予測不可能な化学反応――C-2000は最も幅広い範囲に対応 |
ハステロイC-2000製の部品は、どのように溶接・加工するのですか?
ハステロイ C-2000 は、高性能ニッケル合金の基準から見て優れた溶接性を有しており、これは感作を防ぐ超低炭素含有量 (最大0.010%)により、感作が防止され、溶接熱影響部におけるひずみ時効割れを引き起こす析出硬化相が存在しないため、優れた溶接性が実現されています。.
ハステロイ C-2000 に対する溶接プロセスの推奨事項
| 溶接プロセス | 適用範囲 | 品質レベル | 備考 |
|---|---|---|---|
| GTAW(TIG) — 手動 | すべての厚さ;推奨 | 最高 | バックパージは必須。アルゴンシールドは純度99.995%以上 |
| GTAW — 軌道 | チューブ、パイプ、薄肉容器 | 最高 | 製薬業界に最適;安定した熱供給 |
| GMAW(MIG) — パルス | 6mm以上の部分に充填し、キャップを閉める | グッド | 短絡よりも優れており、スパッタも少ない |
| SMAW(スティック) | 充填・封止、厚板、現場修理 | グッド | 低水分電極;熱入力を制限する |
| PAW(プラズマアーク) | 細め~中太 | グッド | 優れた浸透制御 |
| SAW(サブマージアーク) | 厚板の縦方向の継ぎ目 | 適切なフラックスを使えばうまくいく | 希釈管理が重要 |
| レーザー溶接 | 薄肉、医薬品用 | 素晴らしい | 熱影響域(HAZ)を狭くする;最もきれいな仕上がりを実現するには自己溶接を行う |
ハステロイC-2000の溶接における溶加材の選定
ハステロイ C-2000 の溶接に使用する適切な溶加材は、AWS A5.14 において ERNiCrMo-17 に分類されています。この溶加材は、C-2000 母材と化学組成が一致する溶接金属を形成し、溶接部が母材と同等の耐食性を維持することを保証します。.
特定の異種金属接合部や、C-2000溶加材が入手できない場合、インコネル625溶加材(ERNiCrMo-3)は、C-2000の硫酸に対する優れた耐食性を生み出す銅添加量とは厳密には一致しませんが、ほとんどの使用環境において高い耐食性を発揮する、許容される代替材となります。 溶接部が母材と同等の耐食性能を必要とする、過酷なH₂SO₄環境下での製作においては、ERNiCrMo-17のマッチングフィラーのみを使用すべきである。.
| 組み合わせ | おすすめのフィラー | AWS クラス | 備考 |
|---|---|---|---|
| C-2000 から C-2000 | ハステロイ C-2000 との適合 | ERNiCrMo-17 | 腐食環境への適合性が最も高く、あらゆる重要用途に最適 |
| C-2000 ~ C276 | ERNiCrMo-17 または ERNiCrMo-4 | ERNiCrMo-17 | 耐酸化性・耐酸性を高めるには、C-2000フィラーをご使用ください |
| C-2000~C22 | ERNiCrMo-17 または ERNiCrMo-10 | ERNiCrMo-17 | C-2000フィラーが推奨されます |
| C-2000から316Lステンレス鋼 | ERNiCrMo-17 | ERNiCrMo-17 | ニッケル合金溶加材は、ステンレス鋼からの希釈に対処する |
| C-2000から炭素鋼へ | ERNiCrMo-17 | ERNiCrMo-17 | 希釈を制御すること。高炭素鋼にはバター層を形成することを推奨する。 |
| C-2000からインコネル625へ | ERNiCrMo-3 | ERNiCrMo-3 | 625フィラーは、両方に互換性があります |
溶接手順の重要な管理事項
表面処理:
溶接部から50 mm(2インチ)以内のすべての接合面は、溶接の直前にアセトンで溶剤洗浄し、すぐに拭き取って乾燥させなければならない。ハステロイC-2000は、機械加工用潤滑剤、低品質の切削油、および硫黄含有マーキング剤による硫黄汚染に対して特に敏感である。 溶接面に微量の硫黄が存在するだけでも、凝固する溶融池内で粒界熱割れを引き起こします。これは目視検査では確実に検出できない欠陥であり、使用中に優先的な腐食経路を形成します。.
逆流洗浄:
すべてのルートパス溶接作業において、99.995%アルゴンを用いた完全な内部バックパージを行う必要がある。溶接開始前に、ベントにおけるパージガスの酸素含有量が50 ppm未満であることを確認しなければならない。 溶接根部の内部にある高クロム・高モリブデン合金の表面が酸化するのを防ぐため、溶接根部の温度が約400°C以下になるまで、裏面パージを継続して行わなければならない。.
熱入力の制限:
過度の入熱(GTAWの場合、約1.5 kJ/mm以上)は、熱影響部(HAZ)における結晶粒の粗大化を促進し、HAZ内の局所的な高温領域において、有害なモリブデン富化相(ミュー相、レーブス相)の析出を引き起こす可能性がある。 母材と同等の耐食性を備えたHAZ微細組織を得るためには、入熱をWPS認定範囲内に維持することが不可欠である。.
溶接後の焼鈍処理:
最も過酷な腐食環境下での製作物、特に混合酸環境や、溶接熱影響部(HAZ)が母材と同等の性能を発揮しなければならない条件においては、1150~1200°Cでの溶接後溶体化焼鈍を行い、その後急速水冷することを推奨します。 この処理により、溶接中に形成された析出相が溶解され、粒界のクロム含有量が回復し、ASTM G28粒界腐食試験によって確認された場合、HAZの耐食性は母材と同等であることが実証されます。.
ハステロイC-2000の棒材および板材の加工パラメータはどのようなものですか?
ハステロイC-2000は、他のニッケル・クロム・モリブデン系超合金と同様、急速な加工硬化、低い熱伝導率、高い高温硬度、および切削工具へのビルドアップエッジの発生傾向といった、基本的な加工上の課題を抱えています。 以下の具体的な加工パラメータは、C-2000の高いモリブデン含有量(加工硬化率を増加させる)と、高いニッケル含有量(工具への付着傾向に寄与する)の複合的な影響を反映したものです。.
ハステロイ C-2000 の推奨加工条件
| オペレーション | 工具材料 | 切断速度 | フィード・レート | 切り込み | 冷却水 |
|---|---|---|---|---|---|
| 荒いターン | C-2 無被覆超硬合金 | 20~45 SFM(6~14 m/min) | 0.008~0.018 IPR | 0.080–0.200" | 高圧水流(1,000 psi以上) |
| ターニングの仕上げ | TiAlN被覆超硬合金 | 45~90 SFM(14~27 m/min) | 0.003~0.008 IPR | 0.015–0.040" | 高圧洪水 |
| 荒削り | 超硬エンドミル(4枚刃) | 18~38 SFM(5.5~11.5 m/min) | 0.002~0.005インチ/歯 | 0.040–0.120" | 洪水または霧 |
| 仕上げ加工 | TiAlN被覆超硬合金 | 38~75 SFM(11.5~23 m/min) | 0.001~0.003インチ/歯 | 0.010–0.030" | 洪水 |
| 掘削 | M42 HSS-Co または超硬合金 | 8~18 SFM(2.5~5.5 m/min) | 0.002~0.005 IPR | フル直径 | 高圧スルースピンドルが推奨されます |
| タッピング | HSS-Co スパイラル溝 | 6~12 SFM | - | - | 掘削液 |
| 研磨 | CBNまたはAl₂O₃焼結体 | - | 1パスあたり0.001~0.002インチ | 軽いストック除去 | 高粘度冷却液 |
| 切断(バンドソー) | M42 バイメタル | 40~65 SFPM ブレード | - | - | 冷却液の溢れ;張力の低下 |
加工戦略の推奨事項
一定の送り速度 — 滞留なし:
ハステロイC-2000の加工硬化率は、鍛造ニッケル合金の中でも最高レベルに属します。 機械の動作の遅れ、工具経路のプログラミング上の問題、または作業者による手動の一時停止などにより、切削工具が深さ方向で滞留すると、母材硬度の最大250%に達する表面硬度の急上昇が生じ、再切入時に工具が破損する恐れがあります。 C-2000 の加工に関するすべての CNC プログラムを見直し、すべての切削パスにおいて、スムーズな切り込みおよび引き抜き動作による連続送りが行われるようにする必要があります。.
シャープなツーリング間隔:
ハステロイC-2000の工具交換間隔は、適切な生産試験を通じて設定し、厳守する必要があります。工具の外観状態に基づいて交換間隔を延長してはなりません。 C-2000を切削する超硬インサートに目に見える摩耗が生じる頃には、工具の形状はすでに十分に劣化しており、次回の切削工程で加工硬化を引き起こし、部品の表面損傷を招く恐れがあります。.
ツールの圧力を最小限に抑える:
切削深さが過大で送り速度が低い場合、切削動作ではなく摩擦が生じ、有効な材料除去が行われないまま発熱や加工硬化を引き起こします。旋削加工においては、軽い仕上げ加工を行う場合でも、1回転あたり0.004インチ以上の最小切り込み量を維持する必要があります。.
ハステロイC-2000は、ハステロイC276、C22、およびハステロイB3と比べてどうでしょうか?
適切なハステロイのグレードを選定するには、各合金の性能特性を、その用途における具体的な腐食環境と照らし合わせて体系的に比較検討する必要があります。.
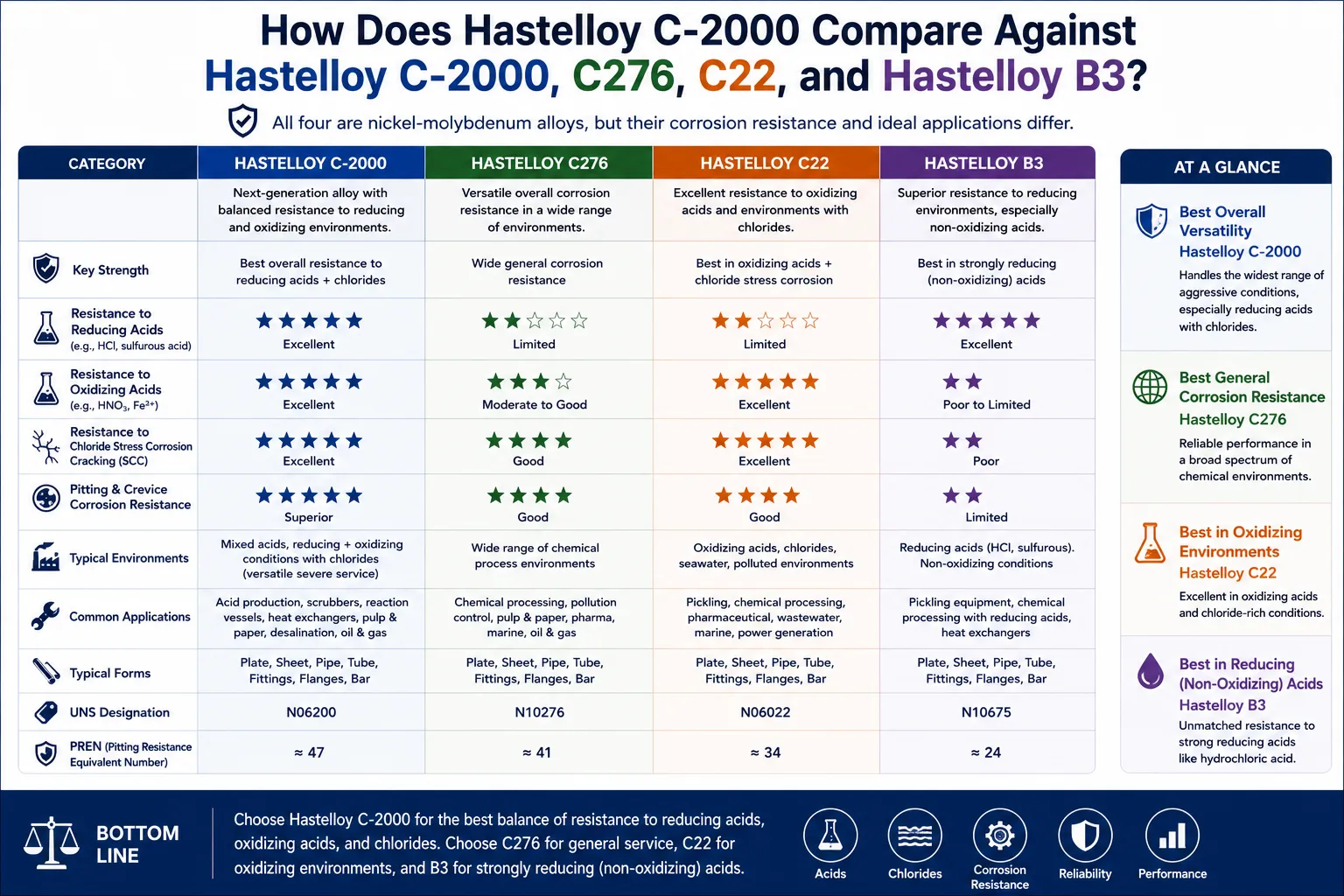
ハステロイ合金の包括的な比較
| プロパティ | ハステロイ C-2000 (N06200) | ハステロイC276 (N10276) | ハステロイC22 (N06022) | ハステロイB3 (N10675) |
|---|---|---|---|---|
| クロム(%) | 22–24 | 14.5-16.5 | 20–22.5 | 1.0-3.0 |
| モリブデン (%) | 15-17 | 15-17 | 12.5-14.5 | 27-32 |
| 銅 (%) | 1.3–1.9 | なし | なし | なし |
| 鉄(%) | 最大3.0 | 4–7 | 2–6 | 1–3 |
| PREN相当 | ~75.8 | ~73 | ~65 | 該当なし(Crなし) |
| 耐酸化性 | 「優秀」(最高評価) | グッド | 非常に良い | 極めて低い(Crなし) |
| 耐酸性の低下 | 素晴らしい | 素晴らしい | グッド | 優秀(最高Mo) |
| H₂SO₄(30~60%)耐性 | 傑出(Cu効果) | 中程度 | 中程度 | 良い(Mo効果) |
| 塩酸耐性 | 素晴らしい | 素晴らしい | グッド | 傑出している |
| 海水による孔食耐性 | 優秀(PREN 約75.8) | 極上(PREN 約73) | 良好(PREN 約65) | 不良(パッシブフィルム用のCrなし) |
| 溶接性 | 素晴らしい | 素晴らしい | 素晴らしい | 良好(溶接後の焼鈍が必要) |
| ASME鋼板規格 | ASME SB-575 | ASME SB-575 | ASME SB-575 | ASME SB-333 |
| 相対材料費 | Cファミリーの中で最高 | 高い | 高い | 高い |
選定決定マトリックス
| サービス状況 | ベストチョイス | 根拠 |
|---|---|---|
| HCl(全濃度)を大幅に低減 | ハステロイB3 | 最高Mo(27–32%);純粋な還元工程ではCrは不要 |
| 強力な酸化剤である硝酸(HNO₃) | ハステロイ C-2000 | 最適な不動態皮膜を得るための最高クロム濃度(22~24%) |
| 濃度30~70%のH₂SO₄ | ハステロイ C-2000 | この範囲において、銅の添加が特に効果的である |
| 塩酸と硝酸の混合液(酸洗液) | ハステロイ C-2000 | デュアル抵抗は両方の要素に対応します |
| 海水+化学薬品の混合物(未特定) | ハステロイ C-2000 | PREN ~75.8;抵抗エンベロープの最大幅 |
| 塩化物含有量の多い酸性ガス | ハステロイ C276 | NACE認定資格;PRENと同等の資格 |
| FGD混合酸 | ハステロイ C-2000 | 変動する酸化・還元条件 |
| 30%を超える範囲で一貫して塩酸を還元する | ハステロイB3 | Mo主体の抵抗体;C-2000よりも低コスト |
| 純海水配管 | モネル400またはAL-6XN | 費用対効果が高い。PRENは海水のみの場合でも十分である。 |
| 化学的メカニズムが不明な広範なプロセス | ハステロイ C-2000 | 最も広い許容範囲;プロセス逸脱に対する保険 |
実用的な選定の結論として、プロセス環境が複雑で変動が激しく、あるいは完全に解明されていない場合には、ハステロイ C-2000 が最適な選択肢となります。これは、最も幅広い条件において、腐食に対する最大の予防策となるからです。 ハステロイ C-276 は、特性が十分に把握されている還元性環境や塩化物主体の環境において、依然として標準的な選択肢であり、C-2000に比べてコストが低いという利点があります。ハステロイ B3 は、純粋で非酸化性の強酸環境において選定され、その極めて高いモリブデン含有量により、他の合金では実現できない性能を発揮します。.
MWalloysでは、どのような特注製品の形状やサイズを取り扱っていますか?
MWalloysは、化学プラント機器メーカー、メンテナンス業者、およびOEMメーカーが必要とするあらゆる標準製品形態のハステロイC-2000を取り扱い、供給しています。.
取り扱い製品形態およびサイズ範囲
| 製品形態 | 標準サイズ範囲 | 仕様 | 表面状態 |
|---|---|---|---|
| プレート | 厚さ1.6 mm~50 mm、幅最大2,438 mm | ASTM B575 / ASME SB-575 | 熱間圧延、焼鈍、酸洗(HRAP) |
| シート | 厚さ0.5 mm~4.76 mm、標準幅は最大1,524 mm | ASTM B575 / ASME SB-575 | 2BまたはHRAP |
| 丸棒 | 直径6 mm~400 mm;定尺または切り出しサイズ | ASTM B574 / ASME SB-574 | 旋削・研磨仕上げ、またはセンターレス研削仕上げ |
| 六角棒 | 6 mm ~ 100 mm 自動焦点(A/F);標準長さ | ASTM B574 | 冷間引抜きまたは研磨 |
| フラットバー | 6 mm × 25 mm ~ 50 mm × 200 mm | ASTM B574 | 圧延仕上げ、焼鈍仕上げ、酸洗仕上げ |
| シームレスパイプ | 1/8インチ NPS ~ 12インチ NPS;Sch 5S ~ Sch 160 | ASM B622 / ASME SB-622 | 焼きなまし・酸洗処理済み;平端 |
| 溶接パイプ | 2インチ NPS ~ 12インチ NPS;Sch 5S ~ Sch 40S | ASM B619 / ASME SB-619 | アニールとピクルス |
| シームレス管 | 外径 6 mm ~ 100 mm;肉厚 0.5 mm ~ 10 mm | ASTM B622 | 光輝焼鈍または酸洗い |
| 溶接管 | 外径6 mm ~ 外径50 mm | ASTM B626 | アニールとピクルス |
| 付属品 | ASME B16.9 準拠;1/2インチ~12インチ NPS | ASTM B366 | アニールとピクルス |
| フランジ | クラス150~クラス2500;1/2インチ~24インチ NPS | ASTM B564 | 鍛造、焼鈍、機械加工 |
非標準および特注サイズ
上記の標準サイズに加え、MWalloysでは認定された製鋼メーカーとの提携を通じて、非標準サイズのハステロイC-2000も調達しています:
- 厚肉シームレス管: 高圧化学薬品用として、スケジュール160を超える肉厚。.
- 特大プレート: 大型船舶の船体外板層については、幅が2,438 mmを超えるもの。.
- 精密研磨バー: 直径の公差は標準規格AMS 2241よりも厳しく設定されており、精密加工部品では±0.05 mmまで対応しています。.
- オーダーメイドのブランク: 特定の容器のヘッドやノズルのブランク要件に合わせて、ネット寸法またはニアネット寸法に切断されたプレート。.
- 被覆板: 炭素鋼またはステンレス鋼製のベースプレートで、プロセス接触面にハステロイC-2000の溶接被覆が施されている。.
表面処理および加工サービス
MWalloysでは、ハステロイC-2000材について、以下の加工サービスを提供しています:
- ウォータージェット切断: お客様からご提供いただいたDXFファイルに基づく高精度な輪郭切断。公差±0.25 mm、熱影響部(HAZ)なし。.
- プラズマ切断: 後工程の加工に向けたコスト効率に優れた荒削り加工。出荷前に熱影響部(HAZ)の研磨を施します。.
- 精密せん断: ±0.5 mmの寸法公差での直線カット。.
- 電解研磨: Ra値が0.5 µm未満であることが求められる医薬品および高純度用途向け。.
- 不動態化: ASTM A967に準拠し、受動皮膜の完全性を最大限に確保します。.
- ポジティブ・マテリアル・アイデンティフィケーション(PMI): 出荷前にすべての製品についてXRF検査を実施します。.
MWalloys C-2000をご注文いただくと、どのような高品質なドキュメントが付属しますか?
MWalloysからのハステロイC-2000のご注文には、ASME圧力容器規格への適用、製薬機器の適格性評価、および品質マネジメントシステムの監査要件に対応した、包括的な書類一式が同梱されます。.
C-2000の全注文に対する標準ドキュメント一式
| ドキュメント | 内容 | スタンダード |
|---|---|---|
| 材料試験報告書(MTR) | UNS N06200の完全な化学分析(熱処理および製品検査)、引張試験結果(引張強さ、降伏強さ、伸び)、熱処理記録、硬度、熱処理番号 | ASTM B575 / B574 / B622 |
| 適合証明書(C of C) | 指定されたASTM規格およびUNS N06200への適合に関する書面による宣言(署名権限者の署名入り) | お客様のご要望 |
| 陽性物質同定報告書 | すべての板、棒鋼、パイプについてXRF元素分析を行い、UNS N06200規格に適合していることを確認する | 顧客/ベストプラクティス |
| 熱番号表示証明書 | 完全なトレーサビリティを確保するため、各部品に製造ロット番号の刻印またはマーキングを施す | ASTM規格 |
| 水圧試験証明書 | 試験圧力および試験時間(配管および管用)および検証書 | ASTM B622 / B619 |
| 寸法検査報告書 | 適用される公差基準に基づく厚さ、幅、長さ、直径、真直度の測定 | ASTM / 顧客の図面 |
| EN 10204 3.1 証明書 | 国際プロジェクトに関する独立検査報告書 | EN ISO 10204 |
| EN 10204 3.2 証明書 | 第三者立会いの下での試験(ご要望に応じて) | EN ISO 10204 |
| NACE MR0175 硬度証明書 | 酸環境での使用において、硬度40 HRC未満であることを確認済み(指定がある場合) | NACE MR0175/ISO 15156 |
| 原産地申告書 | 輸入通関手続きに関する原産国証明書 | 顧客/規制当局 |
MWalloysのグローバル供給条件および注文に関する情報
MWalloysは、認定済みのハステロイC-2000の在庫を保有し、製鋼メーカーとの強固な関係を築いており、世界中のあらゆる主要産業市場のお客様に、信頼性が高く、完全な書類が揃った製品を供給しています。.
供給および注文条件
| 用語 | 詳細 |
|---|---|
| 最小注文数量 | なし — 単品から大量生産分まで |
| 標準納期(在庫サイズ) | ご注文確定後、10~20営業日 |
| 標準納期(ミルオーダー/在庫外品) | ご注文確定後、25~40営業日 |
| 優先処理 | 在庫品の場合、7~12営業日(在庫状況をご確認ください) |
| 初回のお支払い条件 | T/T:注文確認時に30%の頭金、出荷前に残金70% |
| 既存のお客様向け利用規約 | 与信承認後、請求書発行日から30日以内に支払 |
| 信用状 | 15,000米ドル以上のご注文でご利用いただけます |
| 見積もり回答までの所要時間 | 標準サイズの場合は当日中、特注の場合は24時間以内 |
| 技術相談 | 条件を満たすプロジェクトに関するお問い合わせには、アプリケーションエンジニアリングサポートを無料で提供いたします |
世界中への配送体制
| 配送方法 | 所要時間 | ベスト・アプリケーション |
|---|---|---|
| 航空便(DHL/FedEx/UPS) | 海外:1~5日 | 緊急供給、少量、試作品 |
| 航空貨物(一般貨物) | 海外:3~8日 | 定期的な供給;適量 |
| 海上輸送(コンテナ積み込み) | 配送先により15~45日かかります | 大規模な生産注文;数トン規模 |
| 海上輸送(混載) | 20~50日 | 中量注文;緊急性を要しない調達においてコストパフォーマンスに優れる |
| 陸上輸送(北米) | 3~8日 | 米国本土、カナダ、メキシコ |
| 陸上輸送(ヨーロッパ) | 4~10日 | 欧州向け陸送による納品 |
ご利用いただけるインコタームズ:EXW、FOB、CIF、CIP、DAP、DDP — お客様ごとの物流のご希望や輸入要件に合わせて対応いたします。.
対象地域および対象業種
MWalloysは、55カ国以上の顧客に認定済みのハステロイC-2000を供給しています。当社の主な顧客業界は以下の通りです:
| 地域 | 主要産業 |
|---|---|
| 北米 | 化学プロセス、製薬、排煙脱硫(FGD)、半導体、精製 |
| ヨーロッパ(英国、ドイツ、オランダ、フランス、イタリア) | 化学品OEM、製薬、発電、特殊化学品 |
| 中東(サウジアラビア、アラブ首長国連邦、カタール) | 石油化学、海水淡水化、特殊化学品 |
| アジア太平洋地域(シンガポール、中国、日本、韓国、インド) | 化学製造、製薬、半導体、鉱業 |
| ラテンアメリカ(ブラジル、メキシコ、チリ) | 鉱業(湿式製錬)、化学、石油・ガス |
| オーストラリア | 鉱業・鉱物加工、化学 |
プロジェクトでハステロイC-2000のご調達をご検討中ですか?
プロジェクトに必要な寸法の、認定済みのハステロイC-2000製プレート、バー、パイプについては、今すぐMWalloysまでお問い合わせください。 当社の材料エンジニアリングチームは、仕様確認、在庫状況、および販売価格について、すべての技術的なお問い合わせに1営業日以内にご回答いたします。寸法要件、ASTM規格、および数量をご提出ください。認定済み材料の調達から、完全な書類一式の納品まで、すべて当社が責任を持って対応いたします。.
今すぐ当社の技術営業チームまでお問い合わせください。最低注文数量の制限はなく、ASTM規格に準拠した完全な書類をご用意しており、世界中へ配送いたします。.
ハステロイC-2000の板、棒、パイプに関するよくある質問
1: ハステロイ C-2000 の UNS 番号は何ですか?また、ハステロイ C276 とどう違うのですか?
ハステロイ C-2000 は UNS N06200 と指定され、ハステロイ C276 は UNS N10276 と指定されています — 両者ともニッケル・クロム・モリブデン合金ですが、C-2000はクロム含有量が著しく多く(22~24.% 対 14.5~16.5%)、C276には含まれない独自の銅添加 (1.3~1.91重量%)が含まれており、C276には見られないこの特性により、C-2000は酸化性酸や中濃度の硫酸に対して優れた耐性を示しつつ、還元性酸や塩化物ピッチングに対する耐性は実質的に同等です。. UNS番号の違いは調達において重要です。なぜなら、B575のようなASTM規格は、同じ規格番号の下で複数の合金を網羅しているため、「ASTM B575」とだけ記載しUNS番号を明記しない発注書は曖昧になるからです。 ハステロイ C-2000 プレートについては常に「ASTM B575 UNS N06200」を、棒材については「ASTM B574 UNS N06200」を指定してください。 同様に、ASME 圧力容器規格の適用では、溶接手順の認定のために、SB シリーズ相当品(ASME SB-575 UNS N06200)および ASME セクション IX の対応する材料グループが必要となります。 MWalloys では、すべての MTR で UNS 指定を確認し、出荷前にすべての製品に対して PMI (XRF) を実施して材料の同一性を確認することで、外観が同一の合金間で発生しうる材料の取り違えのリスクを排除しています。.
2:ASME圧力容器用途におけるハステロイC-2000の最高使用温度はどれくらいですか?
ハステロイ C-2000(UNS N06200)は、ASME 第VIII部第1編に基づき、371°C (700°F)までの圧力容器用途について認定されており、周囲温度から最高設計温度に至る全温度範囲における許容応力値は、ASME 第II部 D編に規定されています。. 371°Cを超える場合、C-2000はASMEセクションIIパートDの表の対象外となり、非記載材料に関するASMEセクションVIII UG-22に基づく特別な考慮がなされない限り、規格認証済み容器の主要な耐圧材料として使用することはできません。 腐食性環境下で 371°C を超える使用を必要とする用途については、ハステロイ C276 の ASME 最大設計温度も同様に 371°C ですが、ハステロイ X (N06002) などの合金は、より高い温度に対応していますが、耐食性の特性は異なります。 実用上、C-2000 がその主な用途領域において温度制限を受けることはほとんどありません。硫酸、塩酸、および混合酸の化学プロセス用途は、通常 200°C 以下で稼働しており、C-2000 の機械的性能の範囲内に十分収まっています。 より一般的な設計上の制約は、プロセスの特定の酸濃度と温度の組み合わせにおいて十分な耐食性を確保することですが、この点において、C-2000 の独自の化学組成は、従来の合金に比べて優位性があります。.
3:ハステロイC-2000は、NACE MR0175に準拠したサワーガス環境で使用できますか?
ハステロイ C-2000(UNS N06200)は、H₂Sを含むサワーガス環境での使用について、NACE MR0175/ISO 15156 第3部に準拠しており、溶体化焼鈍状態における最大硬度限界は40 HRCとなっています — 一般的なC-2000の溶体化焼鈍状態における硬度は90~96 HRB(約20~22 HRC)であり、NACEの最大値を十分に下回っています。. ハステロイC276やC22と同様に、溶体化焼鈍状態のC-2000は、ニッケルを豊富に含む面心立方(FCC)結晶格子と、水素誘発亀裂の影響を受けやすい析出硬化相に依存しない固溶体耐食メカニズムにより、硫化物応力亀裂(SSC)に対する固有の耐性を備えています。 H₂SとCO₂の両方を含むガスを生産する井戸に海水を注入するような、酸化性物質も存在するサワー環境においては — C276と比較してクロム含有量が高いC-2000は、酸化性腐食成分に対するさらなる耐性を提供し得るため、酸性・酸化性の混合環境においてC-2000を評価する価値があります。 しかし、C276は石油・ガスのサワー環境分野において、より長い実績と豊富な現場経験データを有しており、多くの事業者は、この確立された実績があるという理由だけで、第一候補としてC276を指定しています。 お客様の具体的なサワー環境条件におけるC-2000とC276の比較評価については、MWalloysの技術チームまでお問い合わせください。.
4:ハステロイC-2000に銅を添加することで、C276と比較して硫酸耐性はどのように向上するのでしょうか?
ハステロイC-2000に1.3~1.9%の銅を添加すると、腐食メカニズムとして酸化反応と還元反応が同時に進行する20~70%の濃度範囲において、特に硫酸に対する耐食性が向上する。この領域では、 還元条件下における銅の電気化学的貴金属性(負極性)が、酸化条件下におけるクロムの不動態皮膜と相乗的に作用し、同等の濃度および温度条件下において、ハステロイC276と比較して5~25倍低い腐食速度を実現する。. そのメカニズムは電気化学的なものである。中濃度の硫酸中では、溶液の酸化力が不十分であるため、クロムによって形成される不動態皮膜は、純粋な酸化性酸(希HNO₃など)の場合に比べて熱力学的に不安定となる。 モリブデンはピッチングに対する不動態皮膜の安定化に寄与するが、クロム+モリブデン+銅の組み合わせは、より強固な多機序防御システムを形成する。このシステムでは、不動態皮膜が部分的に破壊された際に、銅の陰極側での貴金属性がそれを補完する。 H₂SO₄ における C-2000 と C276 を比較した公表済みの等腐食線図によると、C-2000 の 0.1 mm/年の等腐食線は、30~70% H₂SO₄ の範囲において、温度・濃度の範囲が劇的に広いことを示しています。 この濃度範囲での硫酸使用において、C-2000がC276に比べて腐食速度を改善することは、そのまま耐用年数の延長につながり、設備の交換コストを回避することで、稼働開始から2~3年以内にC-2000のコストプレミアムを正当化できる。.
5:ハステロイ C-2000 の加工には、どのような溶加材を使用すべきですか?
ハステロイ C-2000 の溶接に適した溶加材は、AWS A5.14 において ERNiCrMo-17 に分類されており、重要な銅添加量を含め、C-2000 母材と化学組成が一致する溶接金属を提供します。一方、ERNiCrMo-3 (インコネル625)やERNiCrMo-4(C276)のような不適合の溶加材を使用すると、銅を含まない溶接金属が生成され、母材と比較して中濃度の硫酸に対する耐性が劣ることになります。. ERNiCrMo-17溶加材の銅含有量は、他のNiCrMo溶加材との決定的な違いです。 銅が決定的な耐食性の優位性をもたらす30~70%濃度のH₂SO₄環境下で使用されるC-2000機器を製造する場合、銅を含まない溶加材を使用すると、すべての溶接箇所において体系的な弱点が生じます 。つまり、これらの特定の酸性条件下では、溶接金属および溶接熱影響部(HAZ)は、C-2000 ではなく C276 と同様の挙動を示すことになります。 使用環境において C-2000 の硫酸に対する耐食性の利点が特に活かされない用途(海水環境や、主に塩化物ピッチングが関与する用途など)では、ERNiCrMo-3(625 溶加材)が、ほとんどの環境において十分な耐食性を提供する、許容可能な代替品となります。 MWalloys では、ERNiCrMo-17 溶接ワイヤを 1.6 mm から 4.0 mm までの標準径で在庫しており、お問い合わせ時に現在の在庫状況をご確認いただけます。.
6:MWalloys社のハステロイC-2000鋼板の最小注文数量はどれくらいですか?
MWalloysでは、ハステロイC-2000の鋼板を最低注文数量の制限なく供給しています。実験室での腐食評価用の試験用鋼板1枚から、大規模な化学プラント設備の製造に向けた数トン規模の生産注文まで幅広く対応しており、注文数量にかかわらず、ASTM B575およびUNS N06200に準拠した完全な証明書を添付いたします。. この最低注文数量なしの方針は、材料適合性試験、腐食試験片の作成、試作機器の製作、あるいは稼働中の機器における腐食したプレートの一部交換など、少量の材料を必要とするエンジニアの皆様に特化したものです。在庫品である標準厚さのプレートの少量注文については、通常、10~15営業日以内に発送可能です。 非標準厚さの場合は、数量にかかわらず製鋼所からの調達が必要となり、リードタイムは25~40営業日となります。継続的な生産ニーズに対応するため、MWalloysでは、価格や書類の一貫性を維持しつつ、注文ごとの事務負担を軽減する、出荷予定数量を定めた包括発注(ブランケットオーダー)を設定することが可能です。 枚数、厚さ、幅、長さ、および仕様の要件を営業チームまでご連絡いただければ、1枚から数トン規模まで、あらゆる注文サイズに対応した即日見積もりをご提供いたします。.
7:ハステロイC-2000は、排煙脱硫(FGD)スクラバーでの使用においてどのような性能を発揮しますか?
ハステロイC-2000は、FGD吸収塔での使用において、ハステロイC276やC22と比較して優れた性能を発揮します。これは、FGD洗浄液(塩化物が飽和した希薄亜硫酸溶液であり、溶存酸素による酸化や硫酸塩の生成が周期的に生じる高温環境下にあるため、C-2000の二重耐酸性が最大の利点を発揮する酸化・還元が混在する化学環境と完全に一致している。. 石炭火力発電所のFGD吸収塔は、産業用途において技術的に最も困難な腐食環境の一つである。 洗浄液には排ガス由来の塩化物が5,000~25,000 ppm含まれ、50~80°Cで運転され、運転条件に応じてpHは3~6の範囲に維持され、さらに吸収塔内の化学バランスが亜硫酸塩の蓄積から硫酸塩の蓄積へと移行する際に、周期的な酸化環境の変動が生じます。 この環境により、316Lステンレス、317LMN、二相鋼2205、さらにはハステロイC276においても、酸化環境への移行が予想以上に深刻または頻繁であった場合には、早期の破損が発生しています。 C-2000 は、耐酸化性を高めるための最大クロム含有量、耐塩化物性を高めるための高モリブデン含有量、そして亜硫酸スクラビング液に特徴的な中間酸化学反応に対応するための銅含有量を組み合わせることで、これら 3 つの腐食要因すべてに同時に対処しています。 いくつかの大手電力会社は、同様の用途において C276 の耐用年数が不十分であったことを経験した後、FGD アブソーバーの内部クラッドおよびスプレーヘッダーの交換に C-2000 を指定しています。.
8:MWalloys社から、ハステロイC-2000製のスケジュール80シームレスパイプは入手可能ですか?
はい。MWalloys社は、ASTM B622 UNS N06200規格に準拠し、スケジュール80S仕様のハステロイC-2000シームレスパイプを、標準NPSサイズ1/2インチから8インチまで供給しています。 NPSの範囲で、ASTM B622 UNS N06200規格に準拠したハステロイC-2000製シームレスパイプを供給しています。1/2"から4" NPSの範囲では、スケジュール40Sおよびスケジュール80Sが最も一般的な在庫規格となっています。. 4インチNPSを超えるサイズ、または80Sを超えるスケジュール(スケジュール160およびXXH肉厚を含む)については、認定された製管メーカーへの発注により、C-2000シームレスパイプをご提供可能です。納期は25~40営業日となります。 各パイプ長さは、ASTM B622の要件に従って水圧試験が行われ、UNS N06200の完全な化学成分、引張試験結果、熱処理記録、および水圧試験証明書を記載した材料試験報告書とともに出荷されます。 出荷前に、MWalloys にてすべてのパイプ長さについて PMI(XRF)検証を行い、合金の同一性を確認しています。 パイプスプール、フランジアセンブリ、またはハステロイ C-2000 製配管一式については、MWalloys ではパイプの素材に加え、加工済みアセンブリも供給可能です。完全なスプール製作の見積もりをご希望の場合は、アイソメ図面または P&ID 要件を添えて、当社の配管製作チームまでお問い合わせください。.
9: ASTM B622規格およびASTM B619規格に適合するハステロイC-2000パイプの違いは何ですか?
ASTM B622は、熱間押出、 ASTM B619は、帯鋼または鋼板を円筒状に成形し、縦方向のシームを溶接して製造された溶接管を対象としており、この違いは、耐圧定格、非破壊検査(NDE)の要件、およびASME設計計算における適用される継手効率係数に影響を及ぼします。. ASME B31.3 プロセス配管規格では、シームレス管(ASTM B622)の縦方向継手効率係数は E = 1.0 と定められており、これは許容応力が減算されることなく全額が適用されることを意味します。 溶接管(ASTM B619)の場合、完全な放射線検査を行わない直線シーム溶接構造では E = 0.85 となり、同じ肉厚および材料のシームレス管と比較して、有効許容圧力定格が 15% 低下します。 ASTM B619 では、溶接後に溶接ビードを焼鈍し、ASTM E213 または E309 に準拠した非破壊検査(渦電流または超音波)を行うことが要求されています。 化学プロセス用途のハステロイ C-2000 パイプの場合、4 インチ NPS 未満のサイズでは、シームレスパイプ(ASTM B622)が標準的な選択肢となります。これは、シームレスパイプの製造が容易で、コスト競争力があるためです。 4 インチ NPS を超えるサイズの場合、設計が適切な 0.85 の継手効率係数に基づいている場合、または E = 1.0 を達成するために 100% 放射線検査が指定されている場合、溶接管(ASTM B619)はコスト競争力が高まり、技術的にも許容されるようになってきています。 MWalloysは、シームレスおよび溶接ハステロイC-2000パイプの両方を供給しており、各製品形態について規格に準拠した文書を添付しています。.
10:ハステロイ C-2000 製の機器は、製造後にどのように洗浄および不動態化すべきですか?
ハステロイC-2000製の機器は、ASTM A380またはASTM A967に準拠し、硝酸溶液(20~30%HNO₃、室温~50℃)を用いて化学的不動態化処理を行う必要があります。 これにより、工具との接触による鉄分汚染が除去され、残留溶接スケールが溶解し、すべての液接触面に最大厚さの酸化クロム不動態皮膜が形成される。その後、使用開始前に十分な水洗および乾燥を行うこと。. 不動態化処理は、製造用工具(研削機、クランプ、搬送装置など)からの鉄分汚染が腐食の起点となったり、製品汚染の懸念を引き起こしたりする可能性がある医薬品および高純度化学プロセス用機器において、特に重要です。 一般的な化学プロセス機器については、製造後の徹底した溶剤洗浄によって表面の汚染物質がすべて除去され、初期の酸処理中に自然の不動態皮膜が再形成される場合、不動態化処理は推奨されますが、必ずしも必須ではありません。 C-2000 の製造後の洗浄には、塩酸の使用は避けてください。C-2000 は使用中、HCl に対して耐性がありますが、スケール除去のための洗浄に濃 HCl を使用すると、酸の濃度が高すぎる場合や塗布時間が長すぎる場合、不動態皮膜を侵食し、表面にピッチングが生じるおそれがあります。 溶接スケールの除去には、10%のHNO₃と2%のHFを混合した酸洗液を、常温で15~30分間、ブラシ塗布または浸漬により適用し、その後十分に水洗いを行う方法が有効であり、この混合酸環境下におけるC-2000の耐食性にも適合しています。 MWalloysでは、お客様の機器の製造履歴および想定される使用条件に基づき、用途に応じた洗浄および不動態化処理の推奨事項をご提案いたします。.
検証可能な参考文献
以下の情報源は、この技術記事を作成する際に参照したものであり、エンジニアや調達スペシャリストが独自に検証可能なものである:
- ヘインズ・インターナショナル. ハステロイ C-2000 合金データシート (H-2063A)。. ヘインズ・インターナショナル、インディアナ州ココモ.
- ASTMインターナショナル。. ASTM B575:低炭素ニッケル・クロム・モリブデン、低炭素ニッケル・モリブデン・クロム、 低炭素ニッケル・モリブデン・クロム・タンタル合金、低炭素ニッケル・クロム・モリブデン・銅合金、および低炭素ニッケル・クロム・モリブデン・タングステン合金製の板、シート、およびストリップに関する標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM B574:低炭素ニッケル・クロム・モリブデン合金棒の標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM B622:シームレスニッケルおよびニッケル・コバルト合金管の標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM B619:溶接ニッケルおよびニッケル・コバルト合金管の標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM A380:ステンレス鋼製部品、機器およびシステムの洗浄、スケール除去および不動態化に関する標準手続。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM A967:ステンレス鋼部品の化学不動態化処理の標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM G28:ニッケル高含有クロム系鍛造合金の粒界腐食感受性を検出するための標準試験方法。. ASTM International, West Conshohocken, PA.
- ASMEインターナショナル。. ASMEボイラー・圧力容器規格、第II部B編:非鉄金属材料の仕様(SB-574、SB-575、SB-619、SB-622)。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASMEインターナショナル。. ASMEボイラー・圧力容器規格、第II部D編:物性 — UNS N06200の許容応力表。. ASME、ニューヨーク州ニューヨーク。最新版。.
- NACE International / ISO. NACE MR0175 / ISO 15156-3:石油・天然ガス産業 — H₂S含有環境で使用される材料、第3部。. NACEインターナショナル、ヒューストン、テキサス州。.
- 米国溶接協会。. AWS A5.14:ニッケルおよびニッケル合金製裸溶接電極およびロッドの仕様(ERNiCrMo-17 — ハステロイ C-2000 対応溶加材)。. AWS、フロリダ州マイアミ。最新版。.
- デイヴィス, J.R.(編)。. ニッケル、コバルトおよびその合金(ASMスペシャリティ・ハンドブック)。. ASM International、オハイオ州マテリアルズ・パーク、2000年。ISBN: 0-87170-685-7
- シュバイツァー P.A. ライニングおよびコーティングの腐食:陰極防食、抑制剤による防食、および腐食モニタリング。. CRC Press(フロリダ州ボカラトン)、2006年。ISBN: 0-8493-9262-8
- ヘインズ・インターナショナル. 腐食比較データ:硫酸および塩酸中におけるC系合金。. 技術情報。ヘインズ・インターナショナル(インディアナ州ココモ)。.
