Maßgefertigte Inconel 625-Schlitzcoils und Präzisionsschmalbänder (UNS N06625, ASTM B443) sind kaltgewalzte Flachprodukte mit engen Toleranzen, die aus einer Nickel-Chrom-Molybdän-Niob-Superlegierung hergestellt werden und Breitentoleranzen von bis zu ±0,05 mm, Dickentoleranzen von ±0,003 mm sowie Oberflächenrauheiten bis hinunter zu Ra 0,1 µm bietet. Damit ist es das Maß aller Dinge unter den Präzisionsflachprodukten für Luft- und Raumfahrtbälge, flexible Unterwasser-Steigleitungen, Dichtungen in der chemischen Verarbeitung, Komponenten für medizinische Geräte und die Herstellung von Hochtemperaturdichtungen, bei denen die Maßhaltigkeit direkt die Leistung und Lebensdauer der Bauteile bestimmt. Bei MWalloys produzieren und liefern wir maßgeschneiderte Inconel 625-Schlitzcoils und schmale Bänder an Hauptauftragnehmer der Luft- und Raumfahrt, Hersteller von Unterwasserausrüstung, Hersteller von pharmazeutischen Anlagen sowie Präzisionsstanzbetriebe auf den globalen Märkten aus unserer nach ASTM B443 zertifizierten Produktionsstätte.
Der Unterschied zwischen Standard Inconel 625-Blech Der Unterschied zwischen auf einer einfachen Längsschneideanlage auf Breite geschnittenem Material und echtem Präzisionsschmalband, das auf einer speziellen Präzisions-Längsschneideanlage hergestellt wird, ist nicht nur oberflächlich. Er spiegelt grundlegend unterschiedliche Anlagenkapazitäten, Prozesssteuerung, Qualitätsprüfung und Leistung in den nachgelagerten Prozessen wider. Ingenieure, die Probleme mit der Zuführung, ungleichmäßigen Rückfedern oder Ermüdungsbrüchen bei geformten Bauteilen aus Inconel 625-Band erlebt haben, konnten die Ursache fast ausnahmslos auf Maß- oder mikrostrukturelle Schwankungen zurückführen, die durch die Präzisionsbandverarbeitung vermieden werden.
Was sind maßgefertigte Inconel 625-Schlitzcoils und Präzisionsschmalbänder, und wie unterscheiden sie sich von Standardblechprodukten?
Schmalband wird hergestellt, indem eine breite Mutterrolle mithilfe einer mit Präzisionskreismessern ausgestatteten Mehrfachschneidemaschine gleichzeitig in mehrere schmalere Bahnen geschnitten wird. Die so entstandenen schmalen Coils weisen denselben metallurgischen Zustand (Zusammensetzung, Korngröße, mechanische Eigenschaften) auf wie das Ausgangscoil; der Längsschneideprozess bringt jedoch eigene Maßabweichungen mit sich, die darüber entscheiden, ob das Endprodukt als Standard-Längsschneidband oder als echtes Präzisions-Schmalband gilt.

Präzisionsschmalband übertrifft das Standard-Längsschneiden in jeder messbaren Hinsicht: engere Breitentoleranz, kontrollierte Kantenqualität, geprüfte Ebenheit, gemessene Krümmung und Helix sowie dokumentierte mechanische Eigenschaften pro Coil statt pro Schmelzcharge. Maßgeschneiderte, präzisionsgeschlitzte Coils gehen noch einen Schritt weiter, indem sie kundenspezifische Anforderungen an den Legierungszustand, die Breite, die Oberflächenbeschaffenheit, die Coilgeometrie und die Verpackung berücksichtigen, die aus dem Katalogbestand nicht bezogen werden können.
Standard-Schlitzspule vs. Präzisions-Schmalband vs. kundenspezifische Präzisionsspule
| Parameter | Standard-Schlitzspule | Präzisions-Schmalband | Maßgefertigte Präzisionsspule |
|---|---|---|---|
| Toleranz in der Breite | ±0,3 – 0,5 mm | ±0,10 – 0,15 mm | ±0,05 mm oder genauer |
| Dickentoleranz | ±5 – 81 TP3T des Nennwerts | ±1 – 31 TP3T des Nennwerts | ±0,003 mm absolut |
| Höhe der Kantengrate | < 0,08 mm | < 0,03 mm | < 0,015 mm |
| Sturz (seitliche Wölbung) | < 3 mm/m | < 1 mm/m | < 0,3 mm/m |
| Ebenheit (I-Einheiten) | 15 – 30 | 5 - 10 | < 3 |
| Oberflächeninspektion | Stichproben | 100% visuell | 100% – automatisiertes optisches System |
| Mechanische Eigenschaften | Pro Durchgang | Pro Spule (Proben) | Pro Spule (beide Enden) |
| Regelung des Coil-ID-Werts | Nominal | ±5 mm | ±2 mm |
| Zertifizierung | EN 10204 Typ 2.2 | EN 10204 Typ 3.1 | EN 10204 Typ 3.1 oder 3.2 |
| Vorlaufzeit | 2–4 Wochen auf Lager | 4 - 8 Wochen | 8 – 16 Wochen |
Warum Breite und Spulengeometrie bei Inconel 625 eine größere Rolle spielen als bei Edelstahlband
Inconel 625 wird beim Längsschneiden wesentlich schneller kaltverfestigt als austenitischer Edelstahl. Diese erhöhte Kaltverfestigungsrate hat folgende Auswirkungen:
- Die Randbereiche des mit Schlitzen 625 versehenen Bandes weisen deutlich höhere Eigenspannungen auf als die Bandmitte.
- Breitenabweichungen innerhalb eines Spaltbandes spiegeln tatsächliche, durch die Zusammensetzung bedingte Unterschiede in der Wechselwirkung mit dem Schneidmesser wider und sind nicht lediglich auf mechanische Einstellungsschwankungen zurückzuführen.
- Bei 625-Spaltband tritt eine stärkere Wölbung auf als bei 316L-Band gleicher Abmessungen, da sich die durch das Spalten entstandenen asymmetrischen Restspannungen schwerer durch Spannen ausgleichen lassen.
Diese Eigenschaften erklären, warum beim Präzisionsschneiden von Inconel 625 Schnittspalte, Schnittgeschwindigkeiten und Spannungsparameter erforderlich sind, die speziell auf diese Legierung optimiert sind, und nicht die Standardeinstellungen, die aus der Praxis des Schneidens von Edelstahl übernommen wurden.
Bei MWalloys führen wir für jede Inconel-Legierungsfamilie separate Einstellprotokolle für die Längsschneidelinie, da sich die Verschleißrate der Schneidklingen, die Anforderungen an das Spiel und die Spannungsparameter zwischen den Legierungen 625, C276 und Monel 400 so stark unterscheiden, dass es zu einer inakzeptablen Kantenqualität kommt, wenn die Einstellungen ohne Anpassung von einer Legierung auf eine andere übertragen werden.
Welche chemische Zusammensetzung und welche metallurgischen Eigenschaften zeichnen das Inconel 625-Band nach ASTM B443 aus?
Inconel 625 ist eine eingetragene Marke der Special Metals Corporation und bezeichnet die Legierung UNS N06625, eine Nickel-Chrom-Molybdän-Niob-Legierung, die ursprünglich für Hochtemperatur-Konstruktionsanwendungen entwickelt wurde, sich jedoch später als außergewöhnlich korrosionsbeständig in einem breiteren Spektrum von Umgebungen erwies, als ursprünglich erwartet.
ASTM B443 – Anforderungen an die chemische Zusammensetzung
| Element | UNS N06625 Min (%) | UNS N06625 Max (%) | Funktionale Rolle |
|---|---|---|---|
| Nickel (Ni) | 58,0 min | Saldo (~62%) | Grundmatrix; Korrosionsbeständigkeit; Beständigkeit gegen Spannungsrisskorrosion (SCC) |
| Chrom (Cr) | 20.0 | 23.0 | Passivschichtbildung; Beständigkeit gegen oxidierende Säuren |
| Molybdän (Mo) | 8.0 | 10.0 | Beständigkeit gegen Lochfraß und Spaltkorrosion; Beständigkeit gegen reduzierende Säuren |
| Niob + Tantal (Nb + Ta) | 3.15 | 4.15 | Verfestigung durch Mischkristalle; Vermeidung von Schweißnahtempfindlichkeit |
| Eisen (Fe) | - | 5.0 | Kontrollierte Restmenge |
| Kobalt (Co) | - | 1.0 | Kontrollierte Restmenge |
| Kohlenstoff (C) | - | 0.10 | Zur Begrenzung der Karbidbildung geregelt |
| Silizium (Si) | - | 0.50 | Desoxidation |
| Mangan (Mn) | - | 0.50 | Desoxidation |
| Aluminium (Al) | - | 0.40 | Geringfügiger Desoxidator |
| Titan (Ti) | - | 0.40 | Korngrenzenstabilisator |
| Phosphor (P) | - | 0.015 | Kontrolle von Verunreinigungen |
| Schwefel (S) | - | 0.015 | Verunreinigungskontrolle; Warmformbarkeit |
Der Niob-Gehalt: Was unterscheidet 625 strukturell von Hastelloy-Legierungen?
Der Niob- (sowie Tantal-)Gehalt von 3,15 – 4,151 TP3T ist das herausragendste Merkmal der Zusammensetzung von Inconel 625 im Vergleich zu anderen Nickel-Chrom-Molybdän-Legierungen. Niob erfüllt mehrere Funktionen:
Stärkung der festen Lösung: Niob-Atome in einer festen Lösung führen zu einer erheblichen Gitterverzerrung, die die Versetzungsbewegung behindert, wodurch sowohl die Streckgrenze als auch die Zugfestigkeit im Vergleich zu einer hypothetischen Ni-Cr-Mo-Legierung ohne Niob erhöht werden.
Potenzial zur Verstärkung des Niederschlags: Bei erhöhten Temperaturen (650 – 900 °C) bewirkt Niob die Ausscheidung der Delta-Phase (Ni₃Nb) und der Gamma-Doppelprime-Phase (γ''), wodurch die Legierung weiter verfestigt wird. Aus diesem Grund erreicht Inconel 718 (das ebenfalls Nb als primären Verstärker verwendet) durch kontrollierte Alterung noch höhere Festigkeiten.
Schweißnahtstabilisierung: Niob verbindet sich bevorzugt mit Kohlenstoff zu Niobkarbiden (NbC), die an Korngrenzen thermodynamisch stabiler sind als Chromkarbide. Dies verhindert die Chromverarmung im Bereich der Korngrenzen (Sensibilisierung), die bei Schweißnähten aus herkömmlichen Ni-Cr-Legierungen zu intergranularer Korrosion führt. Diese Eigenschaft macht den 625-Schweißdraht (ERNiCrMo-3) zu einem der korrosionsbeständigsten handelsüblichen Schweißzusätze.
Zwei Güteklassen gemäß ASTM B443
ASTM B443 definiert zwei Güteklassen von Inconel 625-Flachprodukten, die sich durch die vorgesehene Betriebstemperatur unterscheiden:
| Klasse | Bezeichnung | Kohlenstoff Max (%) | Primäre Anwendung | Wesentliche Einschränkung |
|---|---|---|---|---|
| Klasse 1 | Standard (geglüht) | 0.10% | Korrosionsverhalten unter 600 °C | Standard für die meisten Anwendungen in der Chemie- und Schifffahrtsindustrie |
| Klasse 2 | Geglüht (untere Temperaturgrenze) | 0.10% | Einsatz bei hohen Temperaturen, Schweißkonstruktionen | Spezifische Anforderungen an die Korngröße |
Für Präzisionsspaltbandanwendungen in korrosionsbehafteten Umgebungen ist die Güteklasse 1 der Standard. Die Güteklasse 2 wird für Anwendungen bei erhöhten Temperaturen vorgeschrieben, bei denen die Gleichmäßigkeit der Korngröße über den gesamten Bandquerschnitt das mechanische Verhalten bei hohen Temperaturen beeinflusst.

Welche Maßtoleranzen und Breitenbereiche sind bei Präzisions-Inconel-625-Schlitzcoils erreichbar?
Die Maßhaltigkeit ist das entscheidende Merkmal bei der Lieferung von präzisionsgeschlitzten Coils. Die folgenden Tabellen geben die dokumentierten Produktionskapazitäten des Präzisionsschlitzbetriebs von MWalloys wieder und stellen keine theoretischen Grenzwerte dar.
Breitentoleranz je nach Bandbreite
| Bereich der Bandbreite | Standard-Schlitztoleranz | Toleranz beim Präzisionsschneiden | Ultrapräzise Toleranz |
|---|---|---|---|
| 3 – 10 mm | ±0,20mm | ±0,08 mm | ±0,05 mm |
| 10 – 25 mm | ±0,25 mm | ±0,10 mm | ±0,06 mm |
| 25 – 50 mm | ±0,30 mm | ±0,12 mm | ±0,08 mm |
| 50 – 100 mm | ±0,40mm | ±0,15 mm | ±0,10 mm |
| 100 – 200 mm | ±0,50mm | ±0,20mm | ±0,12 mm |
| 200 – 400 mm | ±0,60 mm | ±0,25 mm | ±0,15 mm |
| 400 – 600 mm | ±0,80mm | ±0,30 mm | ±0,20mm |
Dickentoleranz nach Messgerät
| Nenndicke | Standardtoleranz für Walzbandstreifen | Präzisionstoleranz | Ultrapräzise Toleranz |
|---|---|---|---|
| 0,05 – 0,15 mm | ±0,008 mm | ±0,005 mm | ±0,003 mm |
| 0,15 – 0,30 mm | ±0,012 mm | ±0,008 mm | ±0,005 mm |
| 0,30 – 0,60 mm | ±0,018 mm | ±0,010 mm | ±0,007 mm |
| 0,60 – 1,00 mm | ±0,025 mm | ±0,015 mm | ±0,010 mm |
| 1,00 – 2,00 mm | ±0,035 mm | ±0,020 mm | ±0,013 mm |
| 2,00 – 4,00 mm | ±0,050 mm | ±0,030 mm | ±0,018 mm |
| 4,00 – 6,35 mm | ±0,080 mm | ±0,050 mm | ±0,030 mm |
Spezifikationen zu Sturz, Ebenheit und Federgeometrie
| Parameter | Standard | Präzision | Ultrapräzision | Messverfahren |
|---|---|---|---|---|
| Sturz (seitliche Wölbung) | < 3,0 mm/m | < 1,0 mm/m | < 0,3 mm/m | Flach ausgebreitet, gemessen über eine Länge von 1 m |
| Ebenheit (I-Einheiten) | 15 – 30 | 5 - 10 | < 3 | Shapemeter-Rollenmessung |
| Guss (min. Spulendurchmesser) | 60 × Draht-/Bandbreite | 80 × Breite | 100 × Breite | Rolle auf einer ebenen Fläche abgelegt |
| Helixabweichung | < 50 mm/Gusskreis | < 25 mm | < 10 mm | Messung pro Wurfkreis |
| Spulen-ID | ±10 mm | ±5 mm | ±2 mm | Messung mit Messschieber |
| Außendurchmesser der Spule | Wie hergestellt | ±15 mm | ±8 mm | Messung mit Messschieber |
| Nettogewicht der Spule | ±10% | ±5% | ±3% | Gewogen und dokumentiert |
Die Wölbung ist besonders kritisch bei schmalen Inconel 625-Bändern, die beim Stanzverfahren mit Folgewerkzeugen, beim Walzformen und in automatisierten Zuführsystemen für die Montage zum Einsatz kommen. Bei MWalloys wird die Wölbung jeder geschnittenen Spule vor der Abnahme mithilfe einer Präzisionslineal- und Spaltmessvorrichtung gemessen; jede Spule, die den festgelegten Grenzwert überschreitet, wird vor dem Versand einer Zugrichtung unterzogen.
Wie werden die Präzisions-Schmalbänder aus Inconel 625 nach diesen strengen Standards hergestellt?
Wenn man den Herstellungsprozess versteht, wird klar, warum präzisionsgeschlitzte Inconel-625-Coils teurer sind als handelsübliches geschlitztes Band und warum sich die Investition durch weniger Produktionsausschuss, seltenere Werkzeugwechsel und eine bessere Leistung des Endprodukts stets auszahlt.
Auswahl der Rohstoffe und Wareneingangskontrolle
Die Herstellung von Präzisionsschlitzcoils beginnt mit der Auswahl der Ausgangscoils. Nicht alle Bleche nach ASTM B443 Inconel 625 eignen sich gleichermaßen für das Präzisionsschlitzen. Zu den Kriterien für die Auswahl der Ausgangscoils gehören:
| Auswahlkriterium | Anforderung | Warum es wichtig ist |
|---|---|---|
| Gleichmäßigkeit der Dicke (über die Breite) | < 0,51 TP3T-Schwankung über die gesamte Breite | Gleichmäßigkeit der Eigenschaften über die gesamte Breite nach dem Schneiden |
| Zustand der Oberfläche | Frei von Grübchen, Walzspuren und Zundergrübchen | Defekte breiten sich von der betroffenen Zone aus auf alle Spaltbreiten aus |
| Gleichmäßigkeit der Korngröße | ASTM 4 – 7, gleichmäßig über die gesamte Spule | Konsistenz der Eigenschaften entlang der Streifenlänge |
| Ebenheit vor dem Schneiden | < 5 I-Einheiten | Verbleibende Ebenheitsfehler nach dem Längsschneiden werden verstärkt |
| Zustand der Kante | Keine Risse an den Kanten oder Delaminationen | Kantenfehler breiten sich beim Schneiden über die gesamte Breite aus |
| Überprüfung der Chemie | PMI an jeder Hauptspule | Bestätigt UNS N06625 vor Beginn der Bearbeitung |
Präzise Prozesssteuerung beim Längsschneiden
Der Längsschneidevorgang bei Inconel 625 erfordert eine deutlich strengere Prozesskontrolle als bei Kohlenstoffstahl oder sogar austenitischem Edelstahl:
Material und Geometrie der Klinge:
Beim Präzisionsschneiden von Inconel 625 kommen Kreissägeblätter aus Hartmetall oder Schnellarbeitsstahl mit speziell kontrollierter Geometrie zum Einsatz. Die Schärfe der Sägeblätter ist entscheidend: Ein abgenutztes Sägeblatt erzeugt eine ausgefranste Kante mit übermäßigen Graten und einer Kaltverfestigung, was bei Anwendungen mit ermüdungsbeanspruchten Bändern zu einer Spannungskonzentrationszone führt. Bei MWalloys wird der Zustand der Sägeblätter durch Messung der Grat Höhe an Testschnitten überwacht, und die Sägeblätter werden ausgetauscht, bevor die Grat Höhe 50% des für die jeweilige Kantenqualitätsklasse zulässigen Höchstwerts überschreitet.
| Schneideparameter | Standard-Legierungseinstellung | Optimierte Einstellung für Inconel 625 | Auswirkungen auf die Streifenqualität |
|---|---|---|---|
| Klingenspalt (% Dicke) | 8 – 12% | 5 – 8% | Ein engerer Abstand verringert die Gratbildung und verbessert die Kantenqualität |
| Seitenfreistellwinkel | 1 – 2° | 1.5 – 2.5° | Verringert den Luftwiderstand der Klinge und die Kaltverfestigung |
| Bandzugfestigkeit (% der Streckgrenze) | 20 – 30% | 25 – 35% | Eine höhere Spannung verbessert die Kantenqualität |
| Schneidegeschwindigkeit | 50 – 200 m/min | 20 – 80 m/min | Eine geringere Geschwindigkeit verringert die Wärmeentwicklung und die Verzerrung der Kanten |
| Klingenmaterial | HSS-Standard | Hartmetall bevorzugt | Längere Lebensdauer der Klingen, gleichbleibende Schneidenqualität |
| Schmierung | Standard-Mineralöl | Schwefelfreies synthetisches | Verhindert eine Kontamination der Oberfläche |
Inline-Messung während des Längsschneidens:
Präzisionsschneidelinien sind mit integrierten Laser-Breitenmesssystemen ausgestattet, die jede Schnittbreite kontinuierlich überwachen und bei Überschreitung der Toleranz eine Prozessanpassung oder eine automatische Aussortierung auslösen. Diese Überwachung im geschlossenen Regelkreis macht das herkömmliche Verfahren der Stichprobenmessung der Schnittbreite am Anfang und am Ende der Coil überflüssig, bei dem Schwankungen in der Coilmitte, die durch Messerverschleiß oder Spannungsschwankungen verursacht werden, nicht erfasst werden.
Spannungsausgleich nach dem Längsschneiden
Bei allen Aufträgen der Präzisionsgüteklasse wird nach dem Längsschneiden eine Spannungsausgleichsbehandlung durchgeführt. Bei diesem Verfahren wird das Band unter kontrollierter Spannung durch eine Reihe von Walzen mit kleinem Durchmesser gezogen, wodurch eine kontrollierte plastische Dehnung (typischerweise 0,5 – 2,01 TP3T Dehnung) erzeugt wird, die den Längenunterschied zwischen den Bandkanten und der Mitte ausgleicht und so Wölbungen und Kantenwellen beseitigt.
Bei Inconel 625-Bändern müssen die Parameter für das Spannungsrichtverfahren sorgfältig kontrolliert werden, da die hohe Kaltverfestigungsrate der Legierung dazu führt, dass eine zu hohe Richtkraft messbare Veränderungen der Streckgrenze des Bandes zur Folge hat. MWalloys überwacht bei Präzisionsaufträgen die Härte nach dem Glätten, um sicherzustellen, dass der Glättungsprozess die mechanischen Eigenschaften nicht außerhalb des vorgegebenen Bereichs verschoben hat.
Endkontrolle und Vorbereitung der Coils
Jede Präzisionsspule von MWalloys durchläuft vor der Freigabe die folgende Endkontrollabfolge:
| Prüfschritt | Methode | Frequenz | Dokumentation |
|---|---|---|---|
| Breitenmessung | Lasermikrometer, 5 Messpunkte entlang der Spulenlänge | 100% | Im Inspektionsbericht vermerkt |
| Dickenmessung | Messtaster oder Ultraschall | 5 Punkte pro Spule | Im Inspektionsbericht vermerkt |
| Sturzmessung | Präzisionslineal + Fühlerlehre | 100% (jede Spule) | „Bestanden/Nicht bestanden“ erfasst |
| Oberflächeninspektion | Automatisierte optische + visuelle Überprüfung | 100% | Fehlerkarte (falls erforderlich) |
| Messung der Gratehöhe | Optischer Komparator | Pro Produktionscharge | Ist-Werte im Vergleich zu den Spezifikationen |
| Härteprüfung | Tragbares Rockwell-Prüfgerät | Pro Spule (beide Enden) | Im Zertifikat vermerkt |
| PMI-Bestätigung | RFA-Messung an der Außenfläche der Spule | 100% | Ergebnisse auf dem Zeugnis |
| Gewichtsüberprüfung | Eichwaage | 100% | Nettogewicht auf dem Zertifikat |
Welche mechanischen und physikalischen Eigenschaften weist Inconel 625-Band in den jeweiligen Zuständen auf?
Die mechanischen Eigenschaften von Inconel 625-Schmalband variieren je nach Härtezustand erheblich, und die Angabe eines falschen Härtezustands führt zu Band, das entweder zu hart zum Umformen oder zu weich für den Einsatz in der jeweiligen Anwendung ist.
Mechanische Eigenschaften nach Zustand
| Eigentum | Geglüht | 1/4 Hart (20% CR) | 1/2 hart (37% CR) | 3/4 hart (50% CR) | Full Hard (65%+ CR) |
|---|---|---|---|---|---|
| Zugfestigkeit (MPa) | 830 – 1000 | 1050 – 1200 | 1200 – 1380 | 1380 – 1550 | 1500 – 1700 |
| Streckgrenze (MPa, 0,2%) | 415 – 620 | 750 – 900 | 950 – 1100 | 1150 – 1300 | 1300 – 1480 |
| Dehnung (%) | 30 - 40 | 18 – 25 | 10 – 18 | 5 – 12 | 2 – 6 |
| Härte (HRB / HRC) | 85 – 95 HRB | 25 – 30 HRC | 32 – 37 HRC | 38 – 42 HRC | 42 – 46 HRC |
| Verkleinerung der Fläche (%) | 50 – 65 | 35 - 45 | 22 – 32 | 12 – 20 | 5 – 12 |
Eigenschaften für Bänder mit einer Dicke von 1,0–2,0 mm; die Werte variieren je nach genauer Dicke, Ziehgeschichte und Zwischenglühprogramm.
Eigenschaften bei erhöhter Temperatur
Inconel 625-Band behält auch bei erhöhten Temperaturen eine hohe Festigkeit bei, weshalb es für Anwendungen vorgesehen ist, bei denen es zu Temperaturwechselbeanspruchungen oder einer anhaltenden Einwirkung erhöhter Temperaturen kommt:
| Temperatur (°C) | Zugfestigkeit (MPa, geglüht) | Streckgrenze (MPa, geglüht) | Dehnung (%) |
|---|---|---|---|
| 20 | 830 – 1000 | 415 – 620 | 30 - 40 |
| 200 | 770 – 930 | 350 – 550 | 32 – 42 |
| 400 | 730 – 890 | 300 – 500 | 34 – 44 |
| 600 | 690 – 850 | 280 – 470 | 36 – 46 |
| 700 | 650 - 800 | 270 – 450 | 38 – 48 |
| 800 | 580 – 720 | 260 – 430 | 40 – 50 |
| 900 | 460 – 600 | 230 – 380 | 42 – 55 |
Für Anwendungen mit Schlitzcoils entscheidende physikalische Eigenschaften
| Physikalische Eigenschaft | Wert | Bedeutung für Streifenanwendungen |
|---|---|---|
| Dichte | 8,44 g/cm³ | Berechnung des Coilgewichts pro Meter Band |
| Elastizitätsmodul (20 °C) | 208 GPa | Auslegung der Federkonstante; Berechnung des Umformrückpralls |
| Steifigkeitsmodul | 79 GPa | Auslegung von Torsionsfedern |
| Wärmeausdehnungskoeffizient (20 – 100 °C) | 12,8 µm/m·°C | Berechnungen des Spielraums bei Temperaturwechselbeanspruchung |
| Wärmeleitfähigkeit (20°C) | 9,8 W/m·K | Geringe Leitfähigkeit; Wärmeentwicklung bei der Hochgeschwindigkeitsumformung |
| Elektrischer Widerstand | 1,29 µΩ·m | Planung der Parameter für das Widerstandsschweißen |
| Magnetische Permeabilität | < 1,002 | Nichtmagnetisch; MRT-, Navigations- und Bohrlochkompatibel |
| Schmelzbereich | 1290 – 1350 °C | Referenzwert für die Schweißwärmeeinbringung |
| Spezifische Wärme | 410 J/kg·K | Thermische Analyse beim Glühen und Umformen |
Der Elastizitätsmodul (208 GPa) in Verbindung mit dem breiten Spektrum an erreichbaren Streckgrenzen (415 MPa im geglühten Zustand bis 1480 MPa im vollgehärteten Zustand) macht Inconel 625-Band außerordentlich vielseitig für Federanwendungen über einen breiten Federkonstantenbereich hinweg. Im Gegensatz zu Federn aus Kohlenstoffstahl, die in aggressiven Umgebungen korrodieren, behalten 625-Federn über ihre gesamte Lebensdauer hinweg eine konstante Federkonstante bei, ohne dass es zu einer Lastrelaxation aufgrund einer korrosionsbedingten Querschnittsverringerung kommt.
Welche Optionen hinsichtlich Oberflächenbeschaffenheit und Kantenausführung gibt es für Präzisions-Inconel-625-Schlitzcoils?
Die Oberflächenbeschaffenheit und der Kantenzustand wirken sich unmittelbar auf die Leistungsfähigkeit von Inconel 625-Band in seiner Endanwendung aus. Diese Parameter müssen ausdrücklich festgelegt werden und dürfen nicht einfach aus den Katalogbeschreibungen abgeleitet werden.
Optionen für die Oberflächenausführung
| Finish Bezeichnung | Ra (µm) | Herstellungsverfahren | Primäre Anwendung |
|---|---|---|---|
| Warmgewalzt, geglüht, gebeizt (Nr. 1) | 3 – 8 | HR + Glühen + Säurebeizen | Grobblech, Strukturblechzuschnitte |
| 2D (kaltgewalzt, geglüht, gebeizt) | 0.5 – 1.5 | CR + Glühen + Beizen | Allgemeiner Metallbau, Schweißen |
| 2B (kaltgewalzt, blankgeglüht) | 0.1 - 0.5 | CR + BA-Atmosphären-Glühen | Präzisionsumformung, Pharmabranche |
| BA-Spiegel | < 0,1 | CR + kontrollierte H₂-Atmosphäre | Optik, Halbleiter, Präzisionsinstrumente |
| Elektropoliert | < 0,1 | Elektrochemische Entfernung | Medizin, Bioprozesstechnik, Halbleiterindustrie |
| Mechanisch poliert (Nr. 4) | 0.4 – 0.8 | Schleifband + Endpolieren | Sichtflächen, architektonisch |
| Walzzustand (hart) | 0.15 – 0.4 | Keine Nachbehandlung | Federn, Kontakte, Strukturleisten |
Optionen für Randbedingungen und ihre Anwendungen
| Kantentyp | Beschreibung | Spezifikation der Fräser | Beste Anwendung |
|---|---|---|---|
| Schlitzkante (Standard) | Schnitt mit Kreissäge, Grate vorhanden | < 0,08 mm | Allgemeine Fertigung, Schweißvorbereitung |
| Entgratete Schnittkante | Schlitz + mechanisches Entgraten | < 0,02 mm | Stanzen, automatische Zuführung |
| Abgerundete Kante (gerollt) | Kanten auf Radius abgerundet | Ra-Wert, der der Streifenoberfläche entspricht | Dichtungen, Dichtringe, Kontakt mit Menschen |
| Gefräste Kante | Kante auf präzise Geometrie bearbeitet | Scharfe Ecken, ±0,01 mm | Passgenaue Komponenten |
| Lasergeschnittene Kante | Nach dem Schneiden lasergeschnitten | Sehr guter Zustand, mit wärmebedingten Verfärbungen | Komplexe Profile |
| Schleifkante | Schleifmittel auf Breite geschliffen | ±0,02 mm, glatt | Hochpräzise Maßarbeiten |
Bei der Herstellung von Faltenbälgen ist die wichtigste Anforderung an die Kanten, dass sie an der Schnittkante frei von Mikrorissen oder Überlappungen sind, da diese Oberflächenunregelmäßigkeiten unter den zyklischen Belastungsbedingungen eines Faltenbalgs als Ausgangspunkte für Ermüdungsrisse wirken. Unsere Standard-Spezifikation für präzisionsgeschlitzte Coils für Balganwendungen umfasst eine 100%-Kantenprüfung unter Verwendung eines 10-fachen optischen Systems mit spezifischen Ausschlusskriterien für alle Kantenunregelmäßigkeiten, die tiefer als 0,01 mm sind.
Einfluss der Oberflächenbeschaffenheit auf das Korrosionsverhalten
Die Oberflächenbeschaffenheit von Inconel 625-Bändern hat einen erheblichen Einfluss auf das Korrosionsverhalten in aggressiven Umgebungen:
| Oberflächenbehandlung | Qualität des passiven Films | Korrosionsrate in FeCl₃ (ASTM G48) | Für den Einsatz unter kritischen Korrosionsbedingungen empfohlen? |
|---|---|---|---|
| Walzzustand (warmgewalzt) | Mangelhaft (Skala, Oxid) | Erhöht | Nein; muss eingelegt werden |
| Eingelegt (2D) | Gut | Basislinie | Ja |
| Glühgeglüht (2B) | Sehr gut | 10 – 20% niedriger als 2D | Ja, bevorzugt |
| Elektropoliert | Ausgezeichnet | 30 – 50% niedriger als 2D | Ja, für den anspruchsvollsten Einsatz |
Durch das Elektropolieren werden mikroskopisch kleine Oberflächenunregelmäßigkeiten beseitigt und der Passivfilm vorrangig mit Chromoxid angereichert, wodurch eine Oberfläche entsteht, die sowohl später korrodiert als auch langsamer korrodiert als mechanisch bearbeitete Oberflächen. Für Inconel-625-Bänder, die in Meerwasser, unter Wasser oder in pharmazeutischen Umgebungen eingesetzt werden, wird eine elektropolierte Oberflächenbeschaffenheit zunehmend als Standard vorgeschrieben.
Welche Branchen und Anwendungsbereiche sorgen für die größte Nachfrage nach maßgeschneiderten 625-Schlitzcoils?
Luft- und Raumfahrt- und Verteidigungsanwendungen
Die Luft- und Raumfahrt ist der technisch anspruchsvollste und volumenstärkste Markt für Präzisions-Inconel-625-Schmalbänder. Durch die Kombination aus Ermüdungsbeständigkeit, Korrosionsbeständigkeit und Hochtemperaturbeständigkeit sind 625-Bänder in mehreren Kategorien von Flugzeug- und Triebwerkskomponenten praktisch unersetzbar:
| Anwendung in der Luft- und Raumfahrt | Banddickenbereich | Breite Bereich | Zustand | Wichtige technische Daten |
|---|---|---|---|---|
| Abgasbälge | 0,25 – 0,76 mm | 10 – 150 mm | Geglüht | AMS 5596, Ermüdungslebensdauer |
| Verbrennungsauskleidungsstreifen | 0,5 – 1,5 mm | 20 – 200 mm | Geglüht | AMS 5596, Oxidationsbeständigkeit |
| Dichtungen für Schubumkehrer | 0,3 – 1,0 mm | 10 – 100 mm | 1/4 hart | Federkraft + hohe Temperatur |
| Bälge im Kraftstoffsystem | 0,15 – 0,50 mm | 8 – 80 mm | Geglüht | Ermüdung + Kraftstoffverträglichkeit |
| Befestigung der Turbinenschaufeln | 0,5 – 2,0 mm | 15 – 100 mm | 1/2 hart | Festigkeit bei Temperatur |
| ECS-Kanalabdichtungen | 0,25 – 0,75 mm | 12 – 75 mm | Geglüht | Druckabdichtung + Vibration |
| Dehnungsfugen | 0,3 – 1,0 mm | 20 – 120 mm | Geglüht | Lebensdauer + Korrosion |
AMS 5596 (SAE-Werkstoffspezifikation für die Luft- und Raumfahrt für Inconel 625-Bleche, -Bänder und -Platten) ist die maßgebliche Norm für Bänder in Luft- und Raumfahrtqualität und schreibt strengere Qualitätskontrollen, Anforderungen an die Korngröße sowie Dokumentationsstandards vor, die über die Anforderungen von ASTM B443 hinausgehen. Alle Bänder für die Luft- und Raumfahrt von MWalloys werden auf Anfrage gemäß AMS 5596 hergestellt und zertifiziert.
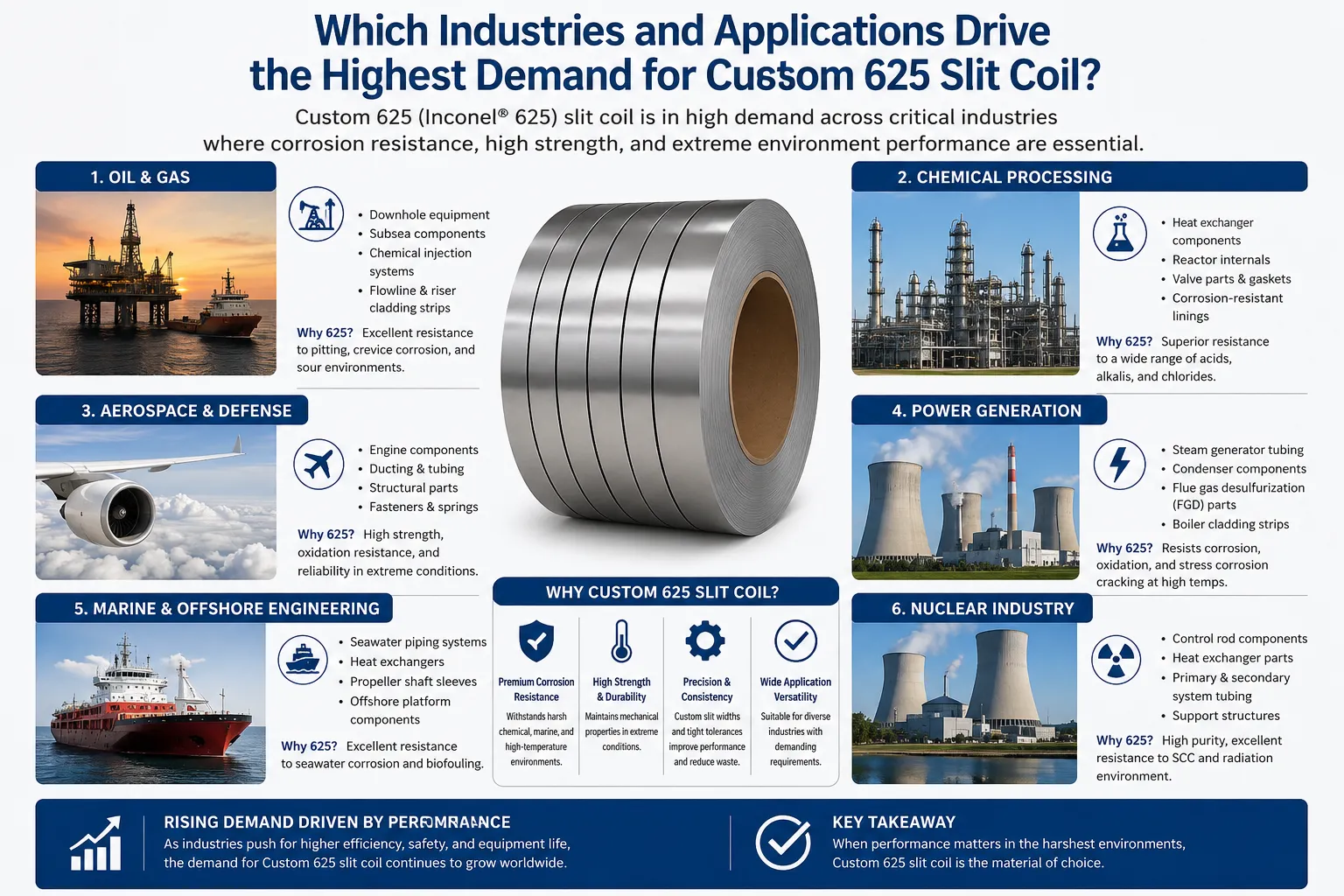
Anwendungen in der Unterwasser- und Offshore-Öl- und Gasindustrie
Die Offshore-Öl- und Gasindustrie setzt Inconel 625-Schlitzbänder in Anwendungen ein, bei denen die Kombination aus Korrosionsbeständigkeit gegenüber Meerwasser, hoher Ermüdungsfestigkeit und mechanischer Festigkeit die Leistungsfähigkeit aller alternativen Edelstähle zuverlässig übertrifft:
| Unterwasseranwendung | Spezifikation des Streifens | Leistungsanforderung | Warum 625 statt einer Alternative? |
|---|---|---|---|
| Flexibler Armierungsdraht für Steigleitungen | 0,5 – 3,0 mm dickes Band | Ermüdung in Meerwasser, hohe Zugbelastung | Ermüdungslebensdauer 5-mal höher als bei Duplex |
| Innenkarkasse für flexible Rohre | 1,0 – 4,0 mm dickes Band | Kollapsbeständigkeit + schlechter Service | NACE MR0175 + Beständigkeit gegen Meerwasser |
| Schichten der Nabelpanzerung | 0,3 – 1,5 mm breiter Streifen | Biegeermüdung + Korrosion | Hervorragende Ermüdungsbeständigkeit in Meerwasser |
| Unterwasser-Ventilfederleiste | 0,5 – 2,0 mm breiter Streifen | H₂S + Meerwasser + Quellfunktion | Lösung aus einer einzigen Legierung |
| Dichtungsstreifen für Unterwasser-Steckverbinder | 0,1 – 0,5 mm breiter Streifen | Druckabdichtung + Korrosion | Verformung + Korrosion in Kombination |
| Dehnungsbälge | 0,3 – 1,0 mm breiter Streifen | Zyklische Druckermüdung + Meerwasser | Beste Kombination aus Ermüdung und Korrosion |
Der Einsatz flexibler Steigleitungen verdient besondere Beachtung, da hierfür weltweit erhebliche Mengen an 625-Schlitzcoils verbraucht werden. Flexible Steigleitungen verbinden schwimmende Förderplattformen mit der Unterwasserinfrastruktur und müssen den ständigen Bewegungen der Plattform standhalten, während sie gleichzeitig unter hohem Druck stehende Förderflüssigkeiten enthalten. Die Armierungsdrahtschichten, die für Zugfestigkeit und Kollapsbeständigkeit sorgen, sind während der Lebensdauer des Risers (typischerweise 20–25 Jahre) Millionen von Biegezyklen ausgesetzt, weshalb das Ermüdungsverhalten in Meerwasser das wichtigste Auswahlkriterium darstellt. Inconel-625-Band übertrifft in Ermüdungstests an Riser im Originalmaßstab durchweg alle Alternativen aus Duplex- und Super-Duplex-Edelstahl.
Chemische Verarbeitung und pharmazeutische Herstellung
| Anwendung in chemischen Prozessen | Spezifikation des Streifens | Warum Präzisionsstreifen erforderlich sind |
|---|---|---|
| Rippenleiste für Wärmetauscher | 0,1 – 0,5 mm, enge Breitentoleranz | Gleichmäßiger Lamellenabstand im Formwerkzeug |
| Ausdehnungsbälge (Reaktor) | 0,3 – 1,0 mm, geglüht | Lebensdauer in korrosiven Medien |
| Versiegelung von Arzneimittelbehältern | 0,05 – 0,2 mm, elektropoliert | Biokompatibilität + Maßgenauigkeit |
| Trägergitter für katalytische Reaktoren | 0,05 – 0,3 mm, geglüht | Webbarkeit + Chemikalienbeständigkeit |
| Düsenleisten für die Chemikalieneinspritzung | 0,5 – 2,0 mm | Maßtoleranz für den Sitz der Düse |
| Pumpenmembranstreifen | 0,1 – 0,5 mm, Ermüdungsgüte | Lebensdauer in aggressiven Medien |
Medizintechnik und nukleare Anwendungen
| Anmeldung | Banddicke | Entscheidende Eigenschaft | Spezifikation |
|---|---|---|---|
| Federn für chirurgische Instrumente | 0,1 – 0,5 mm | Sterilisierbarkeit + Federkonstante | ISO 13485, Biokompatibilität |
| Verstärkung durch Führungsdraht | 0,05 – 0,2 mm | Flexibilität + Ermüdung | ISO 10993 |
| Komponenten für zahnärztliche Instrumente | 0,1 – 0,3 mm | Korrosion in Sterilisationsmitteln | Vorschriften für Medizinprodukte |
| Dichtungen für Behälter für radioaktive Abfälle | 0,3 – 1,5 mm | Strahlungsbeständigkeit + dauerhafte Abdichtung | Dokumentation zur Qualitätssicherung im Nuklearbereich |
| Abstandshalter für Reaktorbrennelemente | 0,5 – 2,0 mm | Formstabilität + Strahlung | ASME Abschnitt III |
| Aufschweißstreifen für die Verkleidung | 1,0 – 4,0 mm | Schweißnahtqualität + Korrosion | AWS D1.6, für den Einsatz in der Kerntechnik geeignet |
Inwiefern regelt die Norm ASTM B443 die Spezifikation für Flachprodukte aus Inconel 625 und was bedeutet die Werkszertifizierung?
ASTM B443 ist die wichtigste handelsübliche Spezifikation für Bleche, Bänder und Platten aus Inconel 625. Zu verstehen, was diese Norm tatsächlich vorschreibt und was nicht, ist entscheidend für die Erstellung von Beschaffungsspezifikationen, die zu einem für den jeweiligen Verwendungszweck geeigneten Werkstoff führen.
ASTM B443 – Prüf- und Zertifizierungsanforderungen
| Anforderung | Test Standard | Frequenz | Akzeptanzkriterien |
|---|---|---|---|
| Chemische Analyse | ASTM E1473 / E2594 | Pro Durchgang | UNS N06625 – Grenzwerte für die Zusammensetzung |
| Zugversuch | ASTM E8 | Pro Los | Güteklasse 1: UTS ≥ 830 MPa; YS ≥ 415 MPa; El ≥ 30% |
| Härte | ASTM E18 oder E92 | Pro Los (sofern angegeben) | Je nach den Anforderungen des Käufers |
| Größe der Körner | ASTM E112 | Pro Partie (Güteklasse 2 erforderlich) | ASTM 4 – 7 (speziell für Klasse 2) |
| Interkristalline Korrosion | ASTM B443, Verfahren C (ASTM G28, Methode B) | Pro Los, sofern angegeben | Kein nennenswerter Angriff |
| Überprüfung der Dimensionen | B443 Abschnitt 7 | Pro Stück | Gemäß den Toleranztabellen in der Norm |
| Zustand der Oberfläche | Abbildung gemäß B443 | Pro Stück | Frei von schädlichen Mängeln |
| Ebenheit | Tabelle B443 | Pro Stück | Gemäß den Toleranztabellen |
Was ASTM B443 NICHT festlegt (was zusätzliche Anforderungen erforderlich macht)
Ingenieure gehen häufig davon aus, dass die Bestellung gemäß ASTM B443 automatisch alle Qualitätsparameter abdeckt. Für einige kritische Parameter sind jedoch ergänzende Spezifikationen erforderlich:
| Parameter | Status nach ASTM B443 | Erforderliche ergänzende Spezifikation |
|---|---|---|
| Toleranz der Schlitzbreite | Keine Angaben | Der Käufer muss die Toleranzklasse angeben |
| Kantenbeschaffenheit und Grat Höhe | Keine Angaben | Der Käufer muss die Kantenart und die maximale Gratbildung angeben. |
| Wölbung und Ebenheit | Allgemeine Ebenheit pro Abschnitt | Der Käufer sollte angeben, ob die Grenze in I-Einheiten oder in mm/m gelten soll. |
| Oberflächenrauheit (Ra-Wert) | Keine Angaben | Der Käufer muss die Ra-Angabe oder die Oberflächenbezeichnung angeben |
| Innendurchmesser, Außendurchmesser, Gewicht der Spule | Keine Angaben | Der Käufer muss die Spulengeometrie angeben |
| Guss und Spirale | Keine Angaben | Der Käufer muss für automatisierte Zuführungsanwendungen Angaben machen |
| Temperierung (Kaltbearbeitungsgrad) | Nur geglüht definiert | Der Käufer muss für das vergütete Band entweder „% CR“ oder den Zugfestigkeitsbereich angeben. |
| PMI pro Spule | Nicht erforderlich | Der Käufer sollte dies für kritische Anwendungen angeben |
Diese Liste erläutert, warum erfahrene Beschaffungsfachleute Spezifikationen verfassen, die ASTM B443 als Grundlage sowie einen detaillierten Abschnitt mit ergänzenden Anforderungen enthalten. Bei MWalloys stellen wir eine Standardvorlage für ergänzende Spezifikationen für 625-Schlitzcoils zur Verfügung, die alle diese Parameter abdeckt und an spezifische Anwendungsanforderungen angepasst werden kann.
Werkszertifizierung: Was MWalloys standardmäßig bietet
| Dokument | Inhalt | Standard vs. Premium |
|---|---|---|
| Prüfbescheinigung nach EN 10204 Typ 3.1 | Chemische Zusammensetzung, mechanische Eigenschaften, Wärmezahl | Standard bei allen Bestellungen |
| Bericht über die Maßkontrolle | Maße für Breite, Dicke und Wölbung pro Coil | Standard bei Präzisionsaufträgen |
| Aufzeichnungen zum Schneidevorgang | Klingeneinstellungen, Spannungsparameter, Drehzahl | Auf Anfrage erhältlich |
| Ofenprotokolle (falls bei MWalloys geglüht) | Temperatur, Zeit, Atmosphäre, Abschrecken | Auf Anfrage erhältlich |
| PMI-Ergebnisse | RFA-Spektrum und Elementbestimmung | Standard bei allen Bestellungen |
| Bericht zur Oberflächenprüfung | Fehlerübersicht, Bestehens-/Durchfallkriterien | Bei Präzisionsaufträgen |
| Konformitätserklärung gemäß AMS 5596 | Bestätigt die Einhaltung der Spezifikationen für die Luft- und Raumfahrt | Auf Anfrage bei AMS-Bestellungen |
| Einhaltung der NACE MR0175 | Bestätigt, dass die Härte innerhalb der NACE-Grenzwerte liegt | Auf Anfrage für Aufträge aus der Öl- und Gasbranche |
Wie schneidet Inconel 625-Schmalband im Vergleich zu alternativen Legungsbandprodukten in wichtigen Anwendungsszenarien ab?
Umfassende Vergleichstabelle für Bandlegierungen
| Eigentum | Inconel 625 (N06625) | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Edelstahl 316L (S31603) | Titan Grad 2 |
|---|---|---|---|---|---|
| Chrom (%) | 22 | 15.5 | 21 | 17 | 0 |
| Molybdän (%) | 9 | 16 | 13.5 | 2.2 | 0 |
| Niob (%) | 3.65 | 0 | 0 | 0 | 0 |
| PREN | ~52 | ~72 | ~70 | ~24 | K.A. |
| Lochfraß durch Meerwasser | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Schlecht | Herausragend |
| Widerstandsfähigkeit gegen oxidierende Säuren | Gut | Mäßig | Ausgezeichnet | Begrenzt | Gut |
| Verringerung der Säurebeständigkeit | Mäßig | Ausgezeichnet | Gut | Begrenzt | Begrenzt |
| Ermüdungsfestigkeit (MPa, 10⁷ Zyklen) | ~550 (geglüht) | ~450 | ~430 | ~200 | ~300 |
| Zugfestigkeit (geglüht, MPa) | 830 – 1000 | 690 – 790 | 690 – 760 | 485 | 345 |
| Max. Betriebstemperatur (°C, Festigkeit) | 815 | 650 | 650 | 870 | 300 |
| Schweißbarkeit als Band | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Sehr gut | Schwierig |
| Verfügbarkeit von Präzisionsbändern | Gut | Gut | Gut | Ausgezeichnet | Begrenzt |
| Relative Kosten (Streifen) | Hoch (Basis) | Ähnlich | Ähnlich | Deutlich niedriger | Höher |
Wenn Inconel 625-Band alle Alternativen übertrifft
Edelstahl 625 vs. 316L:
625 überzeugt eindeutig in folgenden Bereichen: Einsatz in Meerwasser (Beständigkeit gegen Lochfraß im Vergleich zur Anfälligkeit von 316L für Lochfraß), Anwendungen mit hoher Zyklusermüdung (mehr als doppelt so hohe Ermüdungsfestigkeit), Einsatz bei erhöhten Temperaturen über 500 °C sowie in allen Anwendungen, in denen Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion (SCC) erforderlich ist. 316L hat Vorteile bei den Kosten (etwa 85% niedriger) und der Bearbeitbarkeit.
625 im Vergleich zu Hastelloy C276- oder C22-Band:
625 punktet bei der Ermüdungsfestigkeit (ca. 20–251 TP3T höhere Ermüdungsfestigkeit), der Schweißbarkeit (Niob verhindert eine Sensibilisierung) und der Verfügbarkeit in einem breiteren Spektrum an Präzisionsbandabmessungen. C276 bzw. C22 punkten bei der Korrosionsbeständigkeit gegenüber reinen Säuren in reduzierenden bzw. oxidierenden Säureumgebungen.
625 im Vergleich zu Titan der Güteklasse 2:
625 punktet bei der Zugfestigkeit (2,4-mal höher), der Dauerfestigkeit (fast doppelt so hoch), der Schweißbarkeit ohne die Notwendigkeit einer vollständigen Inertgasatmosphäre sowie einer deutlich breiteren Korrosionsbeständigkeit in nicht-HF-haltigen Säureumgebungen. Titan überzeugt bei gewichtskritischen Anwendungen (geringere Dichte bei 47%), in Meerwasser bei erhöhten Temperaturen sowie durch absolute Unempfindlichkeit gegenüber Lochfraß.
625 im Vergleich zu Inconel 718:
625 punktet in Bezug auf Schweißbarkeit (625 ist unter anderem deshalb das Standardmaterial für das Aufschweißen, weil es keine Wärmebehandlung nach dem Schweißen erfordert), Korrosionsbeständigkeit und Verfügbarkeit im geglühten Bandzustand. 718 punktet mit der höchsten Festigkeit nach der Alterung (fast das Doppelte der Streckgrenze von geglühtem 625) für Anwendungen, bei denen die Aushärtungsbehandlung nach der Fertigung durchgeführt werden kann.
Wie spezifiziert und bestellt man maßgefertigte Präzisions-Inconel-625-Schlitzcoils richtig?
Vollständige Checkliste für die Spezifikation
1. Legierungsbestimmung
- Legierung: Inconel 625 (UNS N06625)
- Geltende Norm: ASTM B443, Klasse 1 oder Klasse 2
- Luft- und Raumfahrt: AMS 5596 (es gelten zusätzliche Anforderungen)
- Kerntechnik: Geltenden Qualitätsstandard für die Kerntechnik bestätigen
2. Maßanforderungen
- Dicke: Nennwert + Toleranz (z. B. 0,500 mm ± 0,008 mm)
- Breite: Nennwert + Toleranz (z. B. 25,00 mm ±0,08 mm)
- Coil-Format: ID angeben (z. B. 300 mm ±5 mm), maximaler Außendurchmesser, Nettogewicht pro Coil
- Kantentyp: geschliffene Schlitzkante, Rundkante, gefräste Kante (bitte angeben)
3. Metallurgischer Zustand
- Geglüht (Lösungsglühen gemäß ASTM B443)
- Kaltverformungszustand: %-Reduktion oder Zugfestigkeitsbereich angeben
- Geben Sie an: "Keine Richtung nach dem Schlussglühen", falls ein glühgeglätzter Zustand erforderlich ist
4. Erforderliche mechanische Eigenschaften
- Angabe von Bereichen, nicht nur von Mindestwerten (z. B. "Zugfestigkeit 830 – 1050 MPa")
- Mindestdehnung
- Härtebereich, falls kritisch
5. Oberflächenbeschaffenheit
- Ra-Wert angeben (z. B. Ra ≤ 0,4 µm)
- Oder geben Sie die Standardbezeichnung an (2B, BA, elektropoliert)
- Zustand: "Frei von Walzspuren, Gruben, Überlappungen und Nähten" für kritische Anwendungen
6. Ebenheit und Geometrie
- Durchbiegung: Maximalwert in mm/m angeben (z. B. "< 0,5 mm/m")
- Ebenheit: Geben Sie den maximalen I-Wert an, sofern bekannt
- Guss: Mindestmenge für automatisierte Zuführungsanwendungen angeben
7. Zertifizierungsanforderungen
- Zertifikat nach EN 10204 (Typ 3.1; Typ 3.2 für kritische Anwendungen)
- PMI an jeder Spule (RFA-Ergebnisse im Zertifikat)
- Konformitätserklärung gemäß AMS 5596 für die Luft- und Raumfahrt
- NACE MR0175 – Bestätigung der Härte bei Öl/Gas
8. Verpackung
- Legen Sie bei Bedarf zwischen den Schichten Papier ein
- Feuchtigkeitsschutzverpackung für lange Transportwege oder Lagerung
- Maximales Spulengewicht für die Grenzen von Fördergeräten
- Kennzeichnungsvorschriften (Teilenummer, Chargennummer, Spulennummer)
Die häufigsten Fehler bei der Spezifikation
| Fehler | Konsequenz | Prävention |
|---|---|---|
| Angabe ausschließlich von ASTM B443 ohne zusätzliche Anforderungen | Aufnahmestreifen mit handelsüblichen Toleranzen, die für Präzisionsanwendungen ungeeignet sind | Fügen Sie stets zusätzliche Maßangaben hinzu |
| Keine Angabe des Härtezustands | Lieferung von geglühtem Band, obwohl für die Federanwendung halbhartes Band benötigt wird | Zustand explizit mit Zielzugfestigkeitsbereich angeben |
| Weglassen der Angaben zum Sturz | Die Rolle wird mit seitlichem Versatz im Zuführsystem abgewickelt | Geben Sie den maximalen Sturz in mm/m für alle automatisierten Zuführungsanwendungen an. |
| Keine Angabe der Randbedingung | Eingehender Streifen mit geschlitzter Kante und einem 0,08 mm großen Grat, der die Umformwerkzeuge beschädigt | Entgratete Kante und maximale Grat Höhe angeben |
| Beantragung von AMS 5596 nach Auftragserteilung | Unmöglichkeit, Nicht-AMS-Aktien rückwirkend zu zertifizieren | Geben Sie die Nummer AMS 5596 bereits bei der Anfrage an, nicht erst nach Erhalt. |
| Keine Angabe der Spulen-ID | Aufnahmespulen, die nicht mit dem Abwickeldorn kompatibel sind | Geben Sie stets die Spulen-ID mit der Toleranz ± an. |
Häufig gestellte Fragen: Maßgefertigte Inconel 625-Schlitzcoils und Präzisions-Schmalbänder
1: Wie groß ist die kleinste verfügbare Breite für Präzisionsspaltbänder aus Inconel 625?
Die kommerziell praktikable Mindestbreite für Präzisions-Inconel-625-Schlitzbänder beträgt etwa 3 mm; extrem schmale Bänder mit einer Breite unter 3 mm werden in der Regel als Draht klassifiziert und nicht durch Schlitzen, sondern durch Drahtziehen hergestellt. Bei Breiten unter etwa 5 mm wird das Verhältnis der randnahen Zone zur Gesamtbandbreite so groß, dass die beim Längsschneiden entstehenden Randrestspannungen das mechanische Verhalten des Bandes dominieren, wodurch ein gleichmäßiges Rückfeder- und Umformverhalten zunehmend schwieriger zu erreichen ist. MWalloys produziert präzisionsgeschlitzte Coils ab einer Breite von 3 mm, wobei Breiten von 3 bis 10 mm spezielle Schlitzwerkzeuge für schmale Breiten sowie Prozessparameter erfordern, die sich von denen für breitere Bänder unterscheiden. Für Anwendungen, die Inconel 625 in flacher Form mit einer Breite unter 3 mm erfordern, ist kaltgewalzter und abgeflachter Draht (auch Flachdraht oder Profildraht genannt) die praktikable Lieferform. Die Lieferzeiten für sehr schmale Präzisionsbänder (3 bis 10 mm) sind aufgrund der erforderlichen speziellen Werkzeugeinrichtung in der Regel länger als bei Standardbreiten (25 bis 150 mm), und für schmale Breiten gelten Mindestbestellmengen, um die Rüstkosten zu rechtfertigen. Wenden Sie sich mit Ihren spezifischen Anforderungen an Breite und Länge an MWalloys, um eine Verfügbarkeitsbestätigung und ein Angebot zu erhalten, bevor Sie eine Spezifikation erstellen.
2: Welche ASTM-Norm gilt für Inconel 625-Schlitzcoils und -Schmalbänder?
Für Inconel 625-Schlitzcoils und -Schmalbänder gilt in erster Linie die Norm ASTM B443, die Bleche, Bänder und Platten aus UNS N06625 im geglühten Zustand abdeckt, während die Norm ASTM B670 Inconel 718 und verwandte ausscheidungsgehärtete Legierungen abdeckt, während AMS 5596 das Äquivalent für die Luft- und Raumfahrt mit zusätzlichen Qualitätsanforderungen festlegt. ASTM B443 legt die Grenzwerte für die chemische Zusammensetzung von UNS N06625 sowie die Mindestmechanischen Eigenschaften im lösungsgeglühten Zustand (Güteklasse 1: Zugfestigkeit ≥ 830 MPa, Streckgrenze ≥ 415 MPa, Dehnung ≥ 30%), die Anforderungen an die Wärmebehandlung sowie die Maßtoleranzen für die Standardproduktform. Allerdings legt ASTM B443 keine Toleranzen für die Schlitzbreite, den Kantenzustand, die Wölbungsgrenzen, die Oberflächenrauheit oder die Coilgeometrie fest: Diese müssen in ergänzenden Käuferspezifikationen definiert werden. Für ASME-Druckbehälteranwendungen ist ASME SB443 die geltende Normbezeichnung, die die Anforderungen von B443 im Rahmen der ASME-Zulassung übernimmt. Für Anwendungen in der Luft- und Raumfahrt schreibt AMS 5596 zusätzliche Anforderungen an die Korngröße, strengere Kriterien für die Oberflächenqualität und eine umfassendere Prüfdokumentation vor als ASTM B443 allein.
3: Wie verhält sich Inconel 625-Band im Vergleich zu 316L-Edelstahlband in Meerwasser?
Inconel 625-Bänder sind unter allen in der Praxis auftretenden maritimen Bedingungen im Wesentlichen immun gegen Lochfraß, Spaltkorrosion und chloridinduzierte Spannungsrisskorrosion im Meerwasser, während Edelstahlband vom Typ 316L bei Temperaturen über der Umgebungstemperatur anfällig für Lochfraß und ab etwa 60 °C für chloridinduzierte Spannungsrisskorrosion ist. Daher ist 625 die richtige Wahl für alle Anwendungen mit seewasserausgesetzten Bändern, bei denen 316L einen kathodischen Korrosionsschutz erfordert oder durch die Temperatur eingeschränkt ist. Der PREN-Wert von Inconel 625 (ca. 52) liegt weit über dem von 316L (ca. 24), doch der PREN-Vergleich unterschätzt den Leistungsunterschied, da die nickelreiche Matrix von 625 Korrosionsschutz durch einen grundlegend anderen und stabileren Mechanismus bietet als der Chrom-Passivfilm von Edelstahl. Im Eisenchlorid-Test nach ASTM G48 besteht das 625-Band bei Temperaturen über 85 °C, während 316L bereits unter 15 °C versagt. Bei langfristigem Eintauchen in Meerwasser bei Betriebstemperaturen von bis zu 90 °C (typisch für den Einsatz in Wärmetauschern) zeigt 625 im Wesentlichen keine messbare Lochfraßkorrosion, während sich bei 316L innerhalb weniger Monate durchgehende Lochfraßstellen bilden. Bei flexiblen Riser-Panzerungsstreifen für Offshore-Anwendungen, Dichtungselementen für Unterwasserverbinder und Lamellen von Schiffswärmetauschern führt der Unterschied in der Korrosionsbeständigkeit zwischen 625 und 316L direkt zu einer Lebensdauer von über 20 Jahren im Vergleich zu einer Lebensdauer von 2 bis 5 Jahren.
4: Was ist der Unterschied zwischen geglühtem und halbhartem Inconel-625-Band, und welches sollte ich spezifizieren?
Geglühte Inconel 625-Bänder (Mindeststreckgrenze 415 MPa) werden vorgeschrieben, wenn die Bänder nach Erhalt umgeformt, gebogen oder geschweißt werden muss, während halbhartes Band (Kaltverformung ca. 37%, Streckgrenze 950 – 1100 MPa) vorgeschrieben ist, wenn das Band in einer Near-Net-Shape-Anwendung eingesetzt wird, die eine höhere Federkraft oder strukturelle Steifigkeit erfordert, ohne dass eine Umformung nach Erhalt erforderlich ist. Die Wahl zwischen verschiedenen Zuständen wird von zwei gegensätzlichen Anforderungen bestimmt: Umformvorgänge erfordern Duktilität (was für den geglühten Zustand spricht), während die Funktionsleistung im Einsatz oft eine höhere Festigkeit erfordert (was für kaltverformte Zustände spricht). Für die Herstellung von Faltenbälgen wird allgemein geglühter Bandstahl vorgeschrieben, da der Hydroform- oder Rollformprozess, bei dem die Falten des Faltenbalgs entstehen, eine erhebliche plastische Verformung erfordert. Für Dichtungsbänder, die in Dichtungsverbindungen eingesetzt werden, bei denen das Band über seine gesamte Lebensdauer hinweg eine Dichtkraft aufrechterhalten muss, bieten halb- oder dreiviertelharte Bänder sowohl die anfängliche Dichtkraft als auch eine geringere Neigung zur Spannungsrelaxation im Vergleich zu geglühtem Band. Für Federanwendungen in korrosiven Umgebungen wird vollgehärtetes Band (65%+ Kaltverformung, Streckgrenze 1300 – 1480 MPa) verwendet, wenn die Anforderungen an die Korrosionsbeständigkeit Inconel 625 zum einzig geeigneten Werkstoff machen und eine maximale Federkraft auf kleinstem Raum erforderlich ist.
5: Kann ein Inconel 625-Schlitzband geschweißt werden, und welches Schweißzusatzmaterial wird empfohlen?
Ja, Inconel 625-Band ist eine der am besten schweißbaren Nickellegierungen, die im Handel erhältlich sind. Dabei kommen die Schweißzusätze ERNiCrMo-3 (entsprechend der 625-Zusammensetzung) für das GTAW-, GMAW- und PAW-Verfahren verwendet werden. Bei den meisten Anwendungen ist keine Wärmebehandlung nach dem Schweißen erforderlich, da der Niobgehalt eine Sensibilisierung verhindert. Der Schweißzusatzwerkstoff ERNiCrMo-3 (AWS A5.14) ist weltweit tatsächlich einer der am häufigsten verwendeten Schweißzusatzwerkstoffe aus Nickellegierungen und wird nicht nur zum Verbinden von 625-Grundwerkstoff mit sich selbst verwendet, sondern auch zum Verbinden von 625 mit rostfreien Stählen, Kohlenstoffstählen und anderen Nickellegierungen in Metallverbindungen unterschiedlicher Werkstoffe. Die Schweißverbindung erfordert keine Wärmebehandlung nach dem Schweißen zur Gewährleistung der Korrosionsbeständigkeit, da das Niob in 625 bevorzugt NbC bildet, anstatt einen Chromverlust an den Korngrenzen zuzulassen, wodurch die Korrosionsbeständigkeit der Legierung während des thermischen Schweißzyklus erhalten bleibt. Beim Schweißen dünner Bänder (unter 0,5 mm) wird das Laserschweißen gegenüber dem GTAW-Verfahren bevorzugt, da die geringere Wärmezufuhr Verformungen verhindert und eine schmalere Wärmeeinflusszone (HAZ) erzeugt. Das Widerstandspunktschweißen eignet sich für Bandstärken über 0,1 mm, bei denen die Kontaktgeometrie eine ausreichende Stromdichte ermöglicht. Alle beim Schweißen von 625-Bändern verwendeten Werkzeuge, Vorrichtungen und Verbrauchsmaterialien müssen frei von Eisenverunreinigungen und schwefelhaltigen Materialien sein.
6: Wie verhält sich Inconel 625-Band im Vergleich zu anderen Legierungen hinsichtlich der Ermüdungsfestigkeit?
Inconel 625-Band im geglühten Zustand weist bei glatten Probekörpern eine Ermüdungsfestigkeit von etwa 500–550 MPa (R = -1, 10⁷ Zyklen) bei glatten Probekörpern auf, was etwa 2,5-mal höher ist als bei Edelstahl 316L und etwa 20% höher als bei Hastelloy C276. Damit ist es die beste Wahl für Anwendungen mit zyklischer Belastung in korrosiven Umgebungen. Die hohe Ermüdungsfestigkeit des 625-Bandes beruht auf seiner Festlösungsverstärkung durch Niob, Molybdän und Chrom, wodurch sowohl die statische Streckgrenze als auch die zyklische Ermüdungsgrenze erhöht werden. In Meerwasserumgebungen beträgt der Ermüdungsfestigkeits-Reduktionsfaktor für 625 etwa 0,85 (die Ermüdungsgrenze in Meerwasser liegt bei etwa 851 TP3T der Ermüdungsgrenze an der Luft), verglichen mit 0,60 bis 0,70 für austenitische Edelstähle in Meerwasser. Das bedeutet, dass 625-Band nicht nur von vornherein eine höhere Ermüdungsgrenze aufweist, sondern auch unter korrosiven Betriebsbedingungen einen größeren Anteil dieser Grenze beibehält. Die Oberflächenbeschaffenheit beeinflusst das Ermüdungsverhalten erheblich: Elektropoliertes 625-Band weist eine um 15 bis 25% höhere Ermüdungslebensdauer auf als gebeiztes Band mit gleichen Abmessungen, da die glattere Oberfläche weniger Stellen mit Spannungskonzentrationen aufweist, an denen Ermüdungsrisse entstehen können. Bei Anwendungen, bei denen die Ermüdungslebensdauer ein primäres Konstruktionskriterium ist (Faltenbälge, flexible Steigleitungen, zyklisch beanspruchte Dichtungen), sollte die Spezifikation der Oberflächenbeschaffenheit als mechanischer Leistungsparameter und nicht nur als Anforderung an das Aussehen betrachtet werden.
7: Wie sollten Inconel 625-Schlitzcoils gelagert werden, um die Oberflächenqualität zu erhalten?
Inconel 625-Schlitzbänder sollten in einer temperaturgeregelten (15 – 25 °C) Umgebung mit geringer Luftfeuchtigkeit auf dafür vorgesehenen Regalen für Nichteisenmetalle gelagert werden. Sie müssen bis zu ihrer Verwendung in der Produktion in einer feuchtigkeitsundurchlässigen Verpackung mit Trockenmittel versiegelt sein, wobei alle abgeschnittenen Coilenden nach teilweiser Verwendung sofort wieder versiegelt werden müssen, um das Eindringen von Feuchtigkeit und Verunreinigungen zu verhindern. Die Hauptrisiken für die Oberflächenqualität während der Lagerung sind Eisenverunreinigungen durch Lagerausrüstung aus Kohlenstoffstahl sowie Chloridverunreinigungen durch Meeresluft. Eisenpartikel, die mit den Oberflächen von 625-Bändern in Kontakt kommen und sich darin festsetzen, verursachen lokale galvanische Korrosionsgrübchen, die ähnlich wie Defekte in der Legierung selbst aussehen und zur Rückweisung von ansonsten einwandfreien Produkten oder zu vorzeitigem Versagen im Einsatz führen können. MWalloys lagert alle Inconel-625-Coils auf gummibeschichteten oder kunststoffbeschichteten Regalen, getrennt von jeglichen eisenhaltigen Materialien, und verpackt die Coils in versiegelten Polyethylenbeuteln mit Trockenmittelbeuteln. Bei elektropolierten Bändern, die für pharmazeutische oder Halbleiteranwendungen bestimmt sind, sind Lagerung und Handhabung unter kontrollierten Reinraumbedingungen mit antistatischer Verpackung erforderlich, um die während der Verarbeitung erzielte Oberflächenreinheit zu erhalten. Alle Coils sollten mit sauberen Nitril- oder Polymerhandschuhen gehandhabt werden, und alle Geräte, die mit der Bandoberfläche in Kontakt kommen, sollten vor dem Gebrauch auf Eisenverunreinigungen überprüft werden.
8: Wie lang ist die Lieferzeit für maßgefertigte Präzisions-Inconel-625-Schlitzbänder von MWalloys?
Die Lieferzeiten für maßgefertigte Präzisions-Inconel-625-Schlitzbänder reichen von 2 bis 4 Wochen für Standardabmessungen, die aus dem Lagerbestand an Master-Coils von MWalloys verfügbar sind, bis zu 10 bis 16 Wochen für nicht standardmäßige Dicken, die eine Walzwerkproduktion mit anschließender Präzisionsschneid- und Endbearbeitung erfordern. Die Vorlaufzeit für einen typischen Kundenauftrag aus Lager-Stammcoils setzt sich wie folgt zusammen: Coilauswahl und Wareneingangskontrolle (2–3 Tage), Einrichtung der Präzisionsschneidemaschine und Produktion (1–3 Tage, je nach Komplexität der Breite), Spannrichtung und Oberflächenprüfung (1 Tag), abschließende Maßprüfung und Vorbereitung der Zertifizierung (1–2 Tage) sowie Verpackung und Logistik (1–2 Tage). Bei Aufträgen, die nach dem Längsschneiden eine Glühbehandlung bei MWalloys erfordern (um eine bestimmte Korngröße oder bestimmte mechanische Eigenschaften zu erreichen), muss eine zusätzliche Zeit von 3 bis 5 Tagen einkalkuliert werden. Bei Aufträgen für die Luft- und Raumfahrt nach AMS 5596, die eine Begutachtung durch einen bevollmächtigten Vertreter des Kunden erfordern, verlängert sich die Planungszeit je nach Verfügbarkeit des Vertreters. Wir empfehlen dringend, MWalloys bereits in der Konstruktionsphase jedes Projekts einzubeziehen, das präzise 625-Schlitzcoils erfordert, um realistische Liefertermine festzulegen und Zeitdruck zwischen Spezifikation und Lieferung zu vermeiden, der zu Qualitätseinbußen führen kann.
9: Erfüllt Inconel 625-Band die Anforderungen der NACE MR0175 für den Einsatz in sauren Öl- und Gasumgebungen?
Ja, Inconel 625 (UNS N06625) im lösungsgeglühten Zustand ist in NACE MR0175 / ISO 15156-3 als für den Einsatz in sauren Umgebungen geeignet aufgeführt, ohne Härtebeschränkungen über den allgemeinen NACE-Grenzwert von 40 HRC hinaus, da geglühtes 625 typischerweise nur 85 – 95 HRB (etwa 15 – 20 HRC) erreicht, was deutlich innerhalb des zulässigen Bereichs liegt. NACE MR0175 / ISO 15156-3, Tabelle B.2, gilt für Nickel-Chrom-Molybdän-Legierungen, und N06625 ist ohne die einschränkenden Härtegrenzen zugelassen, die für hochfeste Legierungen wie Monel K500 oder ausscheidungsgehärtete Sorten gelten. Der lösungsgeglühte Zustand ist der für die NACE-Konformität erforderliche metallurgische Zustand; kaltverformte Zustände (viertelhart, halbhart) können die zulässige Härtegrenze überschreiten und erfordern vor dem Einsatz in sauren Umgebungen eine Überprüfung gemäß den NACE-Spezifikationen. Für Anwendungen mit flexiblen Unterwasser-Steigleitungen, bei denen 625-Band in stark kaltverformten Panzerungskonfigurationen verwendet wird, können spezifische Qualifizierungsprüfungen gemäß NACE TM0177 erforderlich sein, wenn der Grad der Kaltverformung die Härte deutlich über den Ausgangswert im geglühten Zustand erhöht. Fordern Sie beim Kauf von 625-Band für den Einsatz in saurer Umgebung ausdrücklich eine Bestätigung der Konformität mit NACE MR0175 auf dem Materialprüfzeugnis an, einschließlich der Ergebnisse der Härtemessung, um eine lückenlose Dokumentation der Konformität für behördliche Audits zu gewährleisten.
10: Welche Verpackungsmöglichkeiten gibt es für Präzisions-Inconel-625-Schlitzcoils, um Transportschäden zu vermeiden?
Präzisions-Inconel-625-Schlitzbänder sind in verschiedenen Verpackungsvarianten erhältlich, darunter Zwischenlagen aus Papier zwischen den Bandlagen, eine Feuchtigkeitsbarriere aus Polyethylen mit Trockenmittel, Kantenschutz aus Schaumstoff, maßgefertigte Spulenhalterungen sowie Holzkistenverpackungen. Die Wahl der optimalen Verpackung hängt von der Oberflächenbeschaffenheit der Bänder, der Transportdauer, den klimatischen Bedingungen am Bestimmungsort und den Sauberkeitsanforderungen für den Endverwendungszweck ab. Für Standardanwendungen in der Industrie besteht die Standardverpackung aus einer mit Stretchfolie umwickelten Spule, die auf einer Holzpalette platziert und mit Stahl- oder Kunststoffbändern gesichert wird. Bei elektropolierten oder glanzgeglühten Bändern für pharmazeutische oder Halbleiteranwendungen verhindern einzelne Coil-Beutel aus sauberem Polyethylen mit versiegelten Trockenmittelbeuteln, die in antistatischen Außenbeuteln auf gepolsterten Halterungen verpackt sind, Beschädigungen durch Oberflächenkontakt und Verunreinigungen. Für Seefracht oder längere Lagerung ist eine zusätzliche Feuchtigkeitsbarriereverpackung mit Silikagel-Trockenmittel in einem versiegelten Außenbehälter vorgeschrieben, um feuchtigkeitsbedingte Oberflächenoxidation während des Transports durch tropische oder feuchtigkeitsreiche Gebiete zu verhindern. Zwischenlagenpapier zwischen den Bandlagen verhindert Abdrücke durch Oberflächenkontakt bei schmalen Coils, bei denen es während des Aufwickelns zu einem Kontakt zwischen den einzelnen Lagen kommt. MWalloys kann anwendungsspezifische Verpackungsspezifikationen erstellen und sich mit Spediteuren abstimmen, um sicherzustellen, dass die maßgeschneiderte Verpackung die jeweilige Transportroute zu Ihrem Standort unbeschadet übersteht.
Fazit: Präzision ist bei jedem Meter Inconel 625-Schlitzband entscheidend
Maßgefertigte Inconel 625-Schlitzbänder und Präzisionsschmalbänder gehören zu den technisch anspruchsvollsten Produktkategorien in der Lieferkette für Spezialmetalle. Die außergewöhnliche Ermüdungsfestigkeit, Korrosionsbeständigkeit und Temperaturbeständigkeit der Legierung schaffen in ihren Zielanwendungen einen erheblichen Mehrwert – allerdings nur dann, wenn die Maßgenauigkeit und die metallurgische Gleichmäßigkeit der geschlitzten Coils den Umform-, Schweiß- oder Montagevorgängen entsprechen, durch die aus dem Rohband fertige Bauteile hergestellt werden.
Die Investition in Präzisionsspaltband im Vergleich zu Standardband zahlt sich aus durch:
- Geringerer Verschleiß der Umformwerkzeuge (gleichbleibende Grat-Höhe und Kantengeometrie)
- Geringere Ausschussquoten beim automatisierten Stanzen (gleichbleibende Breite und Wölbung)
- Bessere Ermüdungslebensdauer bei Fertigteilen (gleichmäßige Oberflächengüte und Restspannung)
- Schnellere Schweißvorbereitung (die gleichbleibende Breite vereinfacht die Ausrichtung der Fuge)
- Geringerer Prüfungsaufwand (vorab zertifizierte Maßangaben reduzieren den Aufwand bei der Wareneingangskontrolle)
Die Spezifikation muss bereits bei der ersten Anfrage vollständig vorliegen. Die Legierungssorte, der Härtezustand, alle Maßtoleranzen, die Oberflächenbeschaffenheit, der Kantenzustand, die Coil-Geometrie sowie die Zertifizierungsanforderungen müssen vor Produktionsbeginn schriftlich festgelegt werden.
Bestellen Sie maßgefertigte Inconel 625-Schlitzcoils bei MWalloys
MWalloys produziert und liefert maßgeschneiderte Inconel 625-Spaltbänder und Präzisionsschmalbänder aus unserem nach ASTM B443 zertifizierten Werk in Breiten von 3 mm bis 600 mm und Dicken von 0,05 mm bis 6,35 mm, in den Zuständen von geglüht bis vollhart sowie mit elektropolierten und hellgeglühten Oberflächen.
Zu unseren Leistungen im Bereich Inconel 625-Schlitzbänder gehören:
- Präzisionsschneiden mit einer Breitentoleranz von ±0,05 mm auf speziellen Präzisionsschneidelinien.
- Spannungsausgleich auf eine Wölbung von < 0,3 mm/m für automatisierte Zuführungsanwendungen.
- Inline-Laser-Breitenmessung mit Maßprüfung mittels 100%.
- AMS 5596-Zertifizierung für die Luft- und Raumfahrt mit vollständig rückverfolgbarer Dokumentation.
- Bestätigung der Konformität mit NACE MR0175 für Anwendungen in der Öl- und Gasindustrie.
- Elektropolierte Oberfläche für Anwendungen in der Pharmaindustrie, Medizin und Halbleiterindustrie.
- Angebote für Standardabmessungen aus Lagerbestand noch am selben Tag.
- Norm EN 10204 Typ 3.1; Typ 3.2 mit Anwesenheit eines unabhängigen Zeugen möglich.
Kontaktieren Sie MWalloys noch heute Um Ihre Spezifikation für Inconel 625-Schlitzbänder einzureichen, senden Sie uns bitte Ihre Zuschnittliste mit Angaben zu Dicke, Breite, Härtegrad, Oberflächenbeschaffenheit und Zertifizierungsanforderungen. Unser Fachteam für Spezialbänder wird diese noch am selben Tag prüfen und Ihnen ein Angebot unterbreiten.
Geprüfte und maßgebliche Quellen
- Gesellschaft für Spezialmetalle – Technisches Merkblatt zu Inconel-Legierung 625 (SMC-063).
- ASTM International – ASTM B443: Norm für Platten, Bleche und Bänder aus Nickel-Chrom-Molybdän-Columbium-Legierungen (UNS N06625) und Nickel-Chrom-Molybdän-Silizium-Legierungen.
- SAE International – AMS 5596: Nickellegierung, korrosions- und hitzebeständig, Bleche, Bänder und Platten, 62Ni-22Cr-9Mo-3,5Cb (Inconel 625). SAE International, Warrendale, PA.
- ASME-Code für Kessel und Druckbehälter, Abschnitt II, Teil B – Spezifikationen für Nichteisenwerkstoffe (SB-443). American Society of Mechanical Engineers.
- AWS A5.14 / ASME SFA-5.14 – Spezifikation für blanke Schweißelektroden und -stäbe aus Nickel und Nickellegierungen (ERNiCrMo-3). American Welding Society.
- ASTM International – ASTM G48: Standardprüfverfahren zur Bestimmung der Beständigkeit von rostfreien Stählen und verwandten Legierungen gegen Lochfraß und Spaltkorrosion unter Verwendung einer Eisen(III)-chlorid-Lösung.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen. Teile 1, 2 und 3.
- ASM International – ASM-Handbuch, Band 2: Eigenschaften und Auswahl: Nichteisenlegierungen und Spezialwerkstoffe. ASM International. ISBN 978-0-87170-378-1.
- Donachie, M.J., Donachie, S.J. – Superlegierungen: Ein technischer Leitfaden, 2. Auflage. ASM International. ISBN 978-0-87170-749-9.
- Roberts, W.L. – Kaltwalzen von Stahl. Reihe „Fertigungstechnik und Werkstoffverarbeitung“. CRC Press. ISBN 978-0-8247-6780-0.
- EN 10204:2004 – Metallprodukte: Arten von Prüfunterlagen. Europäisches Komitee für Normung, Brüssel.
- ASTM International – ASTM E112: Standardprüfverfahren zur Bestimmung der durchschnittlichen Korngröße.
- ASM International – ASM-Handbuch, Band 13B: Korrosion: Werkstoffe. ASM International. ISBN 978-0-87170-707-9.
- API-Fachbericht 17TR2 – Der Einfluss von Korrosion auf die Ermüdung flexibler Rohre. American Petroleum Institute.
- ASME BPE – Norm für biotechnologische Anlagen. American Society of Mechanical Engineers.
