Bobinas cortadas a medida de Inconel 625 y tiras estrechas de precisión (UNS N06625, ASTM B443) es un producto plano laminado en frío con tolerancias muy ajustadas, fabricado a partir de una superaleación de níquel-cromo-molibdeno-niobio, que ofrece tolerancias de anchura de tan solo ±0,05 mm, tolerancias de espesor de ±0,003 mm, y acabados superficiales de hasta Ra 0,1 µm, lo que lo convierte en el producto plano de precisión de referencia para fuelles aeroespaciales, tuberías flexibles submarinas, juntas para procesos químicos, componentes de dispositivos médicos y la fabricación de juntas para altas temperaturas, donde la consistencia dimensional determina directamente el rendimiento y la vida útil de los componentes. En MWalloys, producimos y suministramos bobinas cortadas y tiras estrechas de Inconel 625 a medida a contratistas principales del sector aeroespacial, fabricantes de equipos submarinos, fabricantes de equipos farmacéuticos y empresas de estampación de precisión en los mercados de todo el mundo desde nuestras instalaciones de producción certificadas según la norma ASTM B443.
La diferencia entre el estándar Chapa de Inconel 625 El corte a medida de ancho en una línea de corte básica y la producción de tiras estrechas de auténtica precisión en un sistema de corte de precisión específico no es una mera cuestión estética. Representa una diferencia fundamental en cuanto a la capacidad de los equipos, el control del proceso, la verificación de la calidad y el rendimiento en las fases posteriores. Los ingenieros que han experimentado problemas de alimentación, inconsistencias en la recuperación elástica o fallos por fatiga en componentes conformados a partir de tiras de Inconel 625 han atribuido, casi sin excepción, la causa principal a la variabilidad dimensional o microestructural que el procesamiento de tiras de precisión elimina.
¿Qué son las bobinas cortadas a medida de Inconel 625 y las tiras estrechas de precisión, y en qué se diferencian de los productos laminados estándar?
La bobina cortada se fabrica cortando una bobina maestra ancha en múltiples tiras de menor anchura de forma simultánea, utilizando una máquina de corte en serie equipada con cuchillas circulares de precisión. Las bobinas estrechas resultantes presentan las mismas características metalúrgicas (composición química, tamaño de grano y propiedades mecánicas) que la bobina original, pero el proceso de corte introduce sus propias variables dimensionales que determinan si el producto resultante se clasifica como banda cortada de uso general o como banda estrecha de precisión auténtica.

Las bandas estrechas de precisión superan al corte longitudinal estándar en todos los parámetros medibles: tolerancia de anchura más ajustada, calidad de los bordes controlada, planitud verificada, desviación y hélice medidas, y propiedades mecánicas documentadas por bobina en lugar de por lote de fundición. Las bobinas cortadas a medida de precisión amplían aún más estas ventajas al incorporar requisitos específicos del cliente en cuanto a estado de la aleación, anchura, acabado superficial, geometría de la bobina y embalaje, que no pueden obtenerse a partir del stock de catálogo.
Bobina cortada estándar frente a tira estrecha de precisión frente a bobina de precisión a medida
| Parámetro | Bobina con ranuras estándar | Tira estrecha de precisión | Bobina de precisión a medida |
|---|---|---|---|
| Tolerancia de anchura | ±0,3 – 0,5 mm | ±0,10 – 0,15 mm | ±0,05 mm o menos |
| Tolerancia de espesor | ±5 – 81 TP3T del valor nominal | ±1 – 3% del valor nominal | ±0,003 mm absolutos |
| Altura de la rebaba del borde | < 0,08 mm | < 0,03 mm | < 0,015 mm |
| Inclinación (curvatura lateral) | < 3 mm/m | < 1 mm/m | < 0,3 mm/m |
| Planicidad (unidades I) | 15 – 30 | 5 - 10 | < 3 |
| Inspección de superficies | Muestreo | 100% visual | Sistema óptico automatizado 100% |
| Propiedades mecánicas | Por serie | Por bobina (muestras) | Por bobina (ambos extremos) |
| Control del diámetro interior de la bobina | Nominal | ±5 mm | ±2 mm |
| Certificación | EN 10204, tipo 2.2 | EN 10204 Tipo 3.1 | EN 10204 Tipo 3.1 o 3.2 |
| Plazo de entrega | Disponibilidad: de 2 a 4 semanas | 4 - 8 semanas | 8 – 16 semanas |
Por qué el ancho y la geometría de la bobina son más importantes en el Inconel 625 que en la banda de acero inoxidable
El Inconel 625 se endurece por deformación mucho más rápidamente que el acero inoxidable austenítico durante el corte longitudinal. Esta elevada velocidad de endurecimiento por deformación implica que:
- Las zonas periféricas de la banda con ranura 625 presentan una tensión residual considerablemente mayor que la del centro de la banda.
- La variación de la anchura en una bobina cortada refleja diferencias reales en la interacción entre la composición del material y la cuchilla de corte, y no solo variaciones en los ajustes mecánicos.
- La curvatura en la bobina cortada de 625 se acentúa más que en la banda de 316L de dimensiones equivalentes, ya que la tensión residual asimétrica derivada del corte es más difícil de compensar mediante tensado.
Estas características explican por qué el corte longitudinal de precisión del Inconel 625 requiere unos parámetros de holgura de la cuchilla, velocidad y tensión optimizados específicamente para esta aleación, en lugar de los ajustes estándar que se aplican habitualmente en el corte longitudinal del acero inoxidable.
En MWalloys, mantenemos registros de configuración de la línea de corte por tiras separados para cada familia de aleaciones de Inconel, ya que la tasa de desgaste de la cuchilla, los requisitos de holgura y los parámetros de tensión difieren lo suficiente entre las aleaciones 625, C276 y Monel 400 como para producir una calidad de corte inaceptable si se transfieren los ajustes de una aleación a otra sin modificarlos.
¿Qué composición química y propiedades metalúrgicas definen la banda de Inconel 625 según la norma ASTM B443?
Inconel 625 es una marca registrada de Special Metals Corporation que designa a la aleación UNS N06625, una aleación de níquel, cromo, molibdeno y niobio desarrollada originalmente para aplicaciones estructurales a alta temperatura, pero que posteriormente ha demostrado ofrecer una resistencia a la corrosión excepcional en una gama de entornos más amplia de lo que se había previsto inicialmente.
Requisitos de composición química según la norma ASTM B443
| Elemento | UNS N06625 Min (%) | UNS N06625 Max (%) | Papel funcional |
|---|---|---|---|
| Níquel (Ni) | 58,0 min | Saldo (~62%) | Matriz base; resistencia a la corrosión; inmunidad frente a la corrosión por tensión (SCC) |
| Cromo (Cr) | 20.0 | 23.0 | Formación de una película pasiva; resistencia a los ácidos oxidantes |
| Molibdeno (Mo) | 8.0 | 10.0 | Resistencia a la corrosión por picaduras y en hendiduras; resistencia a la reducción ácida |
| Niobio + Tántalo (Nb + Ta) | 3.15 | 4.15 | Fortalecimiento por solución sólida; prevención de la sensibilización de las soldaduras |
| Hierro (Fe) | - | 5.0 | Residuo controlado |
| Cobalto (Co) | - | 1.0 | Residuo controlado |
| Carbono (C) | - | 0.10 | Controlado para limitar la formación de carburo |
| Silicio (Si) | - | 0.50 | Desoxidación |
| Manganeso (Mn) | - | 0.50 | Desoxidación |
| Aluminio (Al) | - | 0.40 | Desoxidante menor |
| Titanio (Ti) | - | 0.40 | Estabilizador del límite de grano |
| Fósforo (P) | - | 0.015 | Control de impurezas |
| Azufre (S) | - | 0.015 | Control de impurezas; ductilidad en caliente |
El contenido en niobio: ¿qué hace que el 625 sea estructuralmente diferente de las aleaciones Hastelloy?
El contenido de niobio (más tantalio) de 3,15 – 4,15% es la característica composicional más distintiva del Inconel 625 en comparación con otras aleaciones de níquel-cromo-molibdeno. El niobio cumple múltiples funciones:
Fortalecimiento de la solución sólida: Los átomos de niobio en la solución sólida producen una distorsión significativa de la red cristalina que obstaculiza el movimiento de las dislocaciones, lo que aumenta tanto el límite elástico como la resistencia a la tracción en comparación con una aleación hipotética de Ni-Cr-Mo sin niobio.
Potencial de intensificación de las precipitaciones: A temperaturas elevadas (650 – 900 °C), el niobio permite la precipitación de la fase delta (Ni₃Nb) y de la fase gamma-doble-prime (γ''), lo que refuerza aún más la aleación. Por este motivo, el Inconel 718 (que también utiliza el Nb como principal elemento de refuerzo) alcanza resistencias aún mayores mediante un envejecimiento controlado.
Estabilización de la soldadura: El niobio se combina preferentemente con el carbono para formar carburos de niobio (NbC), que son termodinámicamente más estables que los carburos de cromo en los límites de grano. Esto evita el agotamiento del cromo adyacente a los límites de grano (sensibilización) que provoca la corrosión intergranular en las soldaduras de las aleaciones estándar de Ni-Cr. Esta propiedad convierte al hilo de soldadura 625 (ERNiCrMo-3) en uno de los metales de aportación para soldadura más resistentes a la corrosión disponibles en el mercado.
Dos clasificaciones de calidad según la norma ASTM B443
La norma ASTM B443 define dos calidades de productos planos de Inconel 625, que se distinguen por la temperatura de servicio prevista:
| Grado | Designación | Carbono Max (%) | Aplicación principal | Restricción clave |
|---|---|---|---|---|
| Grado 1 | Estándar (recocido) | 0.10% | Resistencia a la corrosión a temperaturas inferiores a 600 °C | Norma para la mayoría de los usos químicos y marinos |
| Grado 2 | Recocido (límite inferior de temperatura) | 0.10% | Aplicaciones a alta temperatura, estructuras soldadas | Requisitos específicos sobre el tamaño de grano |
Para aplicaciones de bobinas con ranuras de precisión en entornos corrosivos, el grado 1 es el estándar. El grado 2 se especifica para aplicaciones en las que se trabaja a temperaturas elevadas y en las que la uniformidad del tamaño del grano a lo largo de la sección transversal de la banda influye en el comportamiento mecánico a altas temperaturas.

¿Qué tolerancias dimensionales y rangos de anchura se pueden alcanzar en las bobinas cortadas de Inconel 625 de precisión?
La capacidad dimensional es la característica que define el suministro de bobinas cortadas con precisión. Las siguientes tablas reflejan las capacidades de producción documentadas de la operación de corte de precisión de MWalloys, y no límites teóricos.
Capacidad de tolerancia de anchura según la anchura de la banda
| Rango de anchura de la banda | Tolerancia estándar de la ranura | Tolerancia de corte de precisión | Tolerancia de ultraprecisión |
|---|---|---|---|
| 3 – 10 mm | ±0,20 mm | ±0,08 mm | ±0,05 mm |
| 10 – 25 mm | ±0,25 mm | ±0,10 mm | ±0,06 mm |
| 25 – 50 mm | ±0,30 mm | ±0,12 mm | ±0,08 mm |
| 50 – 100 mm | ±0,40 mm | ±0,15 mm | ±0,10 mm |
| 100 – 200 mm | ±0,50 mm | ±0,20 mm | ±0,12 mm |
| 200 – 400 mm | ±0,60 mm | ±0,25 mm | ±0,15 mm |
| 400 – 600 mm | ±0,80 mm | ±0,30 mm | ±0,20 mm |
Capacidad de tolerancia de espesor según el calibre
| Espesor nominal | Tolerancia estándar de corte en fábrica | Tolerancia de precisión | Tolerancia de ultraprecisión |
|---|---|---|---|
| 0,05 – 0,15 mm | ±0,008 mm | ±0,005 mm | ±0,003 mm |
| 0,15 – 0,30 mm | ±0,012 mm | ±0,008 mm | ±0,005 mm |
| 0,30 – 0,60 mm | ±0,018 mm | ±0,010 mm | ±0,007 mm |
| 0,60 – 1,00 mm | ±0,025 mm | ±0,015 mm | ±0,010 mm |
| 1,00 – 2,00 mm | ±0,035 mm | ±0,020 mm | ±0,013 mm |
| 2,00 – 4,00 mm | ±0,050 mm | ±0,030 mm | ±0,018 mm |
| 4,00 – 6,35 mm | ±0,080 mm | ±0,050 mm | ±0,030 mm |
Especificaciones de camber, planitud y geometría de los muelles helicoidales
| Parámetro | Estándar | Precisión | Ultraprecisión | Método de medición |
|---|---|---|---|---|
| Inclinación (curvatura lateral) | < 3,0 mm/m | < 1,0 mm/m | < 0,3 mm/m | Extendido en horizontal, mide más de 1 m de longitud |
| Planicidad (unidades I) | 15 – 30 | 5 - 10 | < 3 | Medición del rodillo con Shapemeter |
| Fundición (diámetro mínimo de la bobina) | 60 × ancho del alambre/tira | 80 × ancho | 100 × ancho | Bobina colocada sobre una superficie plana |
| Desviación de la hélice | < 50 mm/círculo de fundición | < 25 mm | < 10 mm | Medida del círculo de lanzamiento |
| ID de bobina | ±10 mm | ±5 mm | ±2 mm | Medición con calibre |
| Diámetro exterior de la bobina | Tal y como se ha elaborado | ±15 mm | ±8 mm | Medición con calibre |
| Peso neto de la bobina | ±10% | ±5% | ±3% | Pesado y documentado |
La curvatura es un factor especialmente crítico en las tiras estrechas de Inconel 625 que se utilizan en el estampado con troqueles progresivos, el perfilado por rodillos y los sistemas de alimentación para el montaje automatizado. En MWalloys, la curvatura se mide en cada bobina cortada antes de su aceptación mediante una regla de precisión y un sistema de medidor de holgura; cualquier bobina que supere el límite especificado se somete a un proceso de nivelación por tracción antes de su envío.
¿Cómo se fabrican las tiras estrechas de Inconel 625 de alta precisión para cumplir con estas exigentes normas?
Comprender el proceso de fabricación permite entender por qué las bobinas cortadas de Inconel 625 de precisión son más caras que las tiras cortadas estándar y por qué la inversión se amortiza de forma constante gracias a la reducción de los desechos de producción, a un menor número de cambios de herramientas y a un mejor rendimiento del producto final.
Selección de materias primas y control de entrada
La producción de bobinas cortadas con precisión comienza con la selección de la bobina maestra. No todas las chapas de Inconel 625 según la norma ASTM B443 son igualmente adecuadas para el corte de precisión. Los criterios para la selección de la bobina maestra incluyen:
| Criterio de selección | Requisito | Por qué es importante |
|---|---|---|
| Uniformidad del espesor (a lo ancho) | < 0,51 Variación de TP3T a lo largo de todo el ancho | Coherencia de las propiedades de un extremo a otro tras el corte longitudinal |
| Estado de la superficie | Sin marcas de picaduras, marcas de rodadura ni picaduras de escoria | Los defectos se propagan a todas las anchuras de ranura desde la zona afectada |
| Uniformidad del tamaño de grano | ASTM 4 – 7, uniforme en toda la bobina | Uniformidad de las propiedades a lo largo de la franja |
| Planicidad antes del corte longitudinal | < 5 unidades I | Los defectos de planitud residuales tras el corte longitudinal se acentúan |
| Estado de los bordes | Sin grietas en los bordes ni delaminaciones | Los defectos en los bordes se propagan a lo largo de todo el ancho durante el corte longitudinal |
| Verificación química | PMI en cada bobina maestra | Confirma el número UNS N06625 antes de que comience el procesamiento |
Control del proceso de corte longitudinal de precisión
La operación de corte longitudinal del Inconel 625 requiere un control del proceso mucho más estricto que el del acero al carbono o incluso el del acero inoxidable austenítico:
Material y geometría de la cuchilla:
El corte longitudinal de precisión del Inconel 625 se realiza con cuchillas circulares de carburo o de acero rápido con una geometría controlada específicamente. El afilado de la cuchilla es fundamental: una cuchilla desgastada produce un borde irregular con rebabas excesivas y endurecimiento por deformación, lo que crea una zona de concentración de tensiones en aplicaciones con tiras sometidas a cargas de fatiga. En MWalloys, el estado de las cuchillas se supervisa midiendo la altura de las rebabas en cortes de prueba, y las cuchillas se sustituyen antes de que dicha altura supere el 50% del máximo permitido para la clase de calidad de borde especificada.
| Parámetros de corte longitudinal | Configuración estándar de la aleación | Ajustes optimizados para el Inconel 625 | Efecto sobre la calidad de la tira |
|---|---|---|---|
| Holgura de la cuchilla (% de espesor) | 8 – 12% | 5 – 8% | Un juego más reducido disminuye las rebabas y mejora el filo |
| Ángulo de desprendimiento lateral | 1 – 2° | 1.5 – 2.5° | Reduce la resistencia de la cuchilla y el endurecimiento por deformación |
| Tensión de la banda (% del límite elástico) | 20 – 30% | 25 – 35% | Una mayor tensión mejora la calidad de los bordes |
| Velocidad de corte longitudinal | 50 – 200 m/min | 20 – 80 m/min | Una velocidad más baja reduce el calor y la deformación de los bordes |
| Material de la cuchilla | Norma HSS | Carburo preferido | Mayor vida útil de la cuchilla, calidad constante del filo |
| Lubricación | Aceite mineral estándar | Sintético sin azufre | Evita la contaminación de las superficies |
Medición en línea durante el corte longitudinal:
Las líneas de corte longitudinal de precisión incorporan sistemas de medición de anchura por láser en línea que supervisan continuamente la anchura de cada corte y activan un ajuste del proceso o un rechazo automático si la anchura supera la tolerancia. Esta supervisión en bucle cerrado elimina el método tradicional de tomar muestras de la anchura del corte al inicio y al final de la bobina, que no detecta las variaciones en la parte central de la bobina causadas por el desgaste de la cuchilla o las fluctuaciones de tensión.
Nivelación de la tensión tras el corte longitudinal
El nivelado por tensión se lleva a cabo tras el corte longitudinal en todos los pedidos de grado de precisión. El proceso consiste en hacer pasar la banda a través de una serie de rodillos de pequeño diámetro bajo una tensión controlada, lo que produce un alargamiento plástico controlado (normalmente entre 0,5 y 2,01 TP3T de extensión) que iguala la diferencia de longitud entre los bordes de la banda y el centro, eliminando así la curvatura y la ondulación de los bordes.
En el caso de la banda de Inconel 625, los parámetros de nivelación por tracción deben controlarse cuidadosamente, ya que la elevada tasa de endurecimiento por deformación de la aleación hace que una fuerza de nivelación excesiva produzca cambios apreciables en el límite elástico de la banda. MWalloys supervisa la dureza tras el nivelado en los pedidos de precisión para verificar que el proceso de nivelado no haya alterado las propiedades mecánicas fuera del rango especificado.
Inspección final y preparación de las bobinas
Cada bobina de precisión de MWalloys se somete a la siguiente secuencia de inspección final antes de su salida:
| Paso de inspección | Método | Frecuencia | Documentación |
|---|---|---|---|
| Medición de la anchura | Micrómetro láser, 5 puntos a lo largo de la bobina | 100% | Constaba en el informe de inspección |
| Medición del espesor | Medidor de contacto o ultrasónico | 5 puntos por bobina | Constaba en el informe de inspección |
| Medición de la curvatura | Regla de precisión + galga de espesores | 100% (cada bobina) | Se ha registrado «aprobado/suspenso» |
| Inspección de superficies | Confirmación óptica automatizada + visual | 100% | Mapa de defectos, si es necesario |
| Medición de la altura de la fresa | Comparador óptico | Por lote de producción | Datos registrados frente a especificaciones |
| Verificación de la dureza | Medidor portátil de Rockwell | Por bobina (ambos extremos) | Constaba en el certificado |
| Confirmación del PMI | Análisis por XRF en la superficie del diámetro exterior de la bobina | 100% | Resultados que figuran en el certificado |
| Verificación del peso | Báscula calibrada | 100% | Peso neto que figura en el certificado |
¿Qué propiedades mecánicas y físicas presenta la banda de Inconel 625 en cada condición?
Las propiedades mecánicas de la banda estrecha de Inconel 625 varían considerablemente en función del estado de templado, y si se especifica un estado incorrecto, se obtiene una banda que resulta demasiado dura para ser conformada o demasiado blanda para funcionar en la aplicación prevista.
Propiedades mecánicas según las condiciones
| Propiedad | Recocido | 1/4 Duro (20% CR) | 1/2 Duro (37% CR) | 3/4 Duro (50% CR) | Full Hard (65%+ CR) |
|---|---|---|---|---|---|
| Resistencia a la tracción (MPa) | 830 – 1000 | 1050 – 1200 | 1200 – 1380 | 1380 – 1550 | 1500 – 1700 |
| Límite elástico (MPa, 0,2%) | 415 – 620 | 750 – 900 | 950 – 1100 | 1150 – 1300 | 1300 – 1480 |
| Alargamiento (%) | 30 - 40 | 18 – 25 | 10 – 18 | 5 – 12 | 2 – 6 |
| Dureza (HRB / HRC) | 85 – 95 HRB | 25 – 30 HRC | 32 – 37 HRC | 38 – 42 HRC | 42 – 46 HRC |
| Reducción de superficie (%) | 50 – 65 | 35 - 45 | 22 – 32 | 12 – 20 | 5 – 12 |
Características para bandas de 1,0 a 2,0 mm de espesor; los valores varían en función del espesor exacto, el historial de trefilado y el programa de recocido intermedio.
Propiedades a temperaturas elevadas
La banda de Inconel 625 mantiene una resistencia considerable a temperaturas elevadas, por lo que se recomienda para aplicaciones que impliquen ciclos térmicos o una exposición prolongada a temperaturas elevadas:
| Temperatura (°C) | Resistencia a la tracción (MPa, recocido) | Límite elástico (MPa, recocido) | Alargamiento (%) |
|---|---|---|---|
| 20 | 830 – 1000 | 415 – 620 | 30 - 40 |
| 200 | 770 – 930 | 350 – 550 | 32 – 42 |
| 400 | 730 – 890 | 300 – 500 | 34 – 44 |
| 600 | 690 – 850 | 280 – 470 | 36 – 46 |
| 700 | 650 - 800 | 270 – 450 | 38 – 48 |
| 800 | 580 – 720 | 260 – 430 | 40 – 50 |
| 900 | 460 – 600 | 230 – 380 | 42 – 55 |
Propiedades físicas fundamentales para las aplicaciones de bobinas cortadas
| Propiedad física | Valor | Relevancia para las aplicaciones de tiras |
|---|---|---|
| Densidad | 8,44 g/cm³ | Cálculos del peso de la bobina por metro de banda |
| Módulo de elasticidad (20 °C) | 208 GPa | Diseño de la rigidez de los muelles; cálculo de la retracción por deformación |
| Módulo de rigidez | 79 GPa | Diseño de muelles de torsión |
| Coeficiente de expansión térmica (20 – 100 °C) | 12,8 µm/m·°C | Cálculos de holgura en ciclos térmicos |
| Conductividad térmica (20°C) | 9,8 W/m·K | Baja conductividad; acumulación de calor en el conformado a alta velocidad |
| Resistividad eléctrica | 1,29 µΩ·m | Planificación de los parámetros de soldadura por resistencia |
| Permeabilidad magnética | < 1,002 | No magnético; compatible con RM, navegación y aplicaciones en el fondo del pozo |
| Intervalo de fusión | 1290 – 1350 °C | Referencia sobre el aporte de calor en la soldadura |
| Calor específico | 410 J/kg·K | Análisis térmico en el recocido y el conformado |
El módulo de elasticidad (208 GPa), junto con la amplia gama de límites elásticos que se pueden alcanzar (desde 415 MPa en estado recocido hasta 1480 MPa en estado totalmente endurecido), hace que la banda de Inconel 625 sea excepcionalmente versátil para aplicaciones de muelles en un amplio rango de rigideces. A diferencia de los resortes de acero al carbono, que se corroen en entornos agresivos, los resortes de Inconel 625 mantienen una rigidez constante a lo largo de toda su vida útil, sin la relajación de la carga provocada por la reducción de la sección transversal inducida por la corrosión.
¿Qué opciones de acabado superficial y de bordes hay disponibles para las bobinas cortadas a medida de Inconel 625 de precisión?
El acabado superficial y el estado de los bordes influyen directamente en el rendimiento de la banda de Inconel 625 en su aplicación final. Estos parámetros deben especificarse de forma explícita, en lugar de darse por supuestos a partir de las descripciones del catálogo.
Opciones de acabado superficial
| Designación del acabado | Ra (µm) | Método de producción | Aplicación principal |
|---|---|---|---|
| Laminado en caliente, recocido, decapado (n.º 1) | 3 – 8 | HR + recocido + decapado ácido | Chapas gruesas, piezas en bruto para estructuras |
| 2D (laminado en frío, recocido, decapado) | 0.5 – 1.5 | CR + recocido + decapado | Fabricación general, soldadura |
| 2B (laminado en frío, recocido brillante) | 0.1 - 0.5 | Recocido en atmósfera de CR + BA | Conformado de precisión, sector farmacéutico |
| Espejo BA | < 0,1 | CR + atmósfera controlada de H₂ | Óptica, semiconductores, instrumentos de precisión |
| Electropulido | < 0,1 | Eliminación electroquímica | Medicina, bioprocesos, semiconductores |
| Pulido mecánicamente (n.º 4) | 0.4 – 0.8 | Cinta abrasiva + pulido final | Superficies visibles, arquitectónicas |
| Tal como se ha laminado (templado duro) | 0.15 – 0.4 | Sin tratamiento posterior al laminado | Resortes, contactos, tiras estructurales |
Opciones de condiciones de borde y sus aplicaciones
| Tipo de borde | Descripción | Especificaciones de la fresa | Mejor aplicación |
|---|---|---|---|
| Borde ranurado (estándar) | Corte con hoja circular, con rebaba | < 0,08 mm | Fabricación general, preparación para la soldadura |
| Borde cortado y desbarbado | Corte + desbarbado mecánico | < 0,02 mm | Estampado, alimentación automática |
| Borde redondeado (enrollado) | Bordes redondeados | Ra equivalente a la superficie de la tira | Juntas, juntas de estanqueidad, contacto con personas |
| Borde fresado | Borde mecanizado con una geometría precisa | Esquinas afiladas, ±0,01 mm | Componentes de ajuste preciso |
| Borde cortado con láser | Recortado con láser tras el corte longitudinal | En muy buen estado, presenta un ligero tono amarillento debido al calor | Perfiles complejos |
| Borde rectificado | Abrasivo rectificado a la anchura deseada | ±0,02 mm, liso | Trabajos dimensionales de ultraprecisión |
En la fabricación de fuelles, el requisito más importante para los bordes es que no presenten microfisuras ni solapamientos en el borde de la ranura, ya que estas discontinuidades superficiales actúan como puntos de inicio de la fatiga en el entorno de carga cíclica de un fuelle. Nuestra especificación estándar de bobinas cortadas con precisión para aplicaciones en fuelles incluye la inspección de los bordes del 100% mediante un sistema óptico de 10×, con criterios de rechazo específicos para cualquier irregularidad en los bordes de más de 0,01 mm de profundidad.
Efecto del acabado superficial en el comportamiento frente a la corrosión
El acabado superficial de la banda de Inconel 625 influye de manera significativa en su comportamiento frente a la corrosión en entornos agresivos:
| Acabado superficial | Calidad de la película pasiva | Velocidad de corrosión en FeCl₃ (ASTM G48) | ¿Recomendado para servicios con riesgo de corrosión crítica? |
|---|---|---|---|
| Tal como se ha laminado (laminado en caliente) | Deficiente (escala, óxido) | Elevado | No; hay que ponerlo en salmuera |
| En escabeche (2D) | Bien | Línea de base | Sí |
| Recocido brillante (2B) | Muy buena | 10 – 20% inferior a 2D | Sí, preferiblemente |
| Electropulido | Excelente | 30 – 50% inferior a 2D | Sí, para los servicios más exigentes |
El electropulido elimina las irregularidades microscópicas de la superficie y enriquece preferentemente la película pasiva con óxido de cromo, lo que da lugar a una superficie en la que la corrosión se inicia más tarde y avanza más lentamente que en las superficies preparadas mecánicamente. En el caso de las bandas de Inconel 625 destinadas a aplicaciones en agua de mar, submarinas o entornos farmacéuticos, el acabado de superficie electropulido se especifica cada vez más como estándar.
¿Qué sectores y aplicaciones generan la mayor demanda de bobinas cortadas a medida de 625?
Aplicaciones aeroespaciales y de defensa
El sector aeroespacial representa el mercado más exigente desde el punto de vista técnico y con mayor volumen de ventas para las tiras estrechas de precisión de Inconel 625. La combinación de resistencia a la fatiga, resistencia a la corrosión y capacidad para soportar altas temperaturas hace que las tiras de 625 sean prácticamente insustituibles en varias categorías de componentes de aeronaves y motores:
| Aplicaciones aeroespaciales | Strip Thickness Range | Anchura | Condición | Especificaciones clave |
|---|---|---|---|---|
| Exhaust bellows | 0.25 – 0.76mm | 10 – 150mm | Recocido | AMS 5596, fatigue life |
| Combustion liner strips | 0.5 – 1.5mm | 20 – 200mm | Recocido | AMS 5596, oxidation resistance |
| Thrust reverser seals | 0,3 – 1,0 mm | 10 – 100mm | 1/4 duro | Spring force + high-temp |
| Fuelle del sistema de combustible | 0.15 – 0.50mm | 8 – 80mm | Recocido | Fatigue + fuel compatibility |
| Turbine blade retention | 0,5 – 2,0 mm | 15 – 100mm | 1/2 duro | Resistencia a la temperatura |
| ECS duct seals | 0.25 – 0.75mm | 12 – 75mm | Recocido | Pressure sealing + vibration |
| Expansion joints | 0,3 – 1,0 mm | 20 – 120mm | Recocido | Cycle life + corrosion |
AMS 5596 (SAE Aerospace Material Specification for Inconel 625 sheet, strip, and plate) is the primary governing document for aerospace-grade strip, imposing tighter quality controls, grain size requirements, and documentation standards beyond ASTM B443. All aerospace strip from MWalloys is produced and certified to AMS 5596 on request.
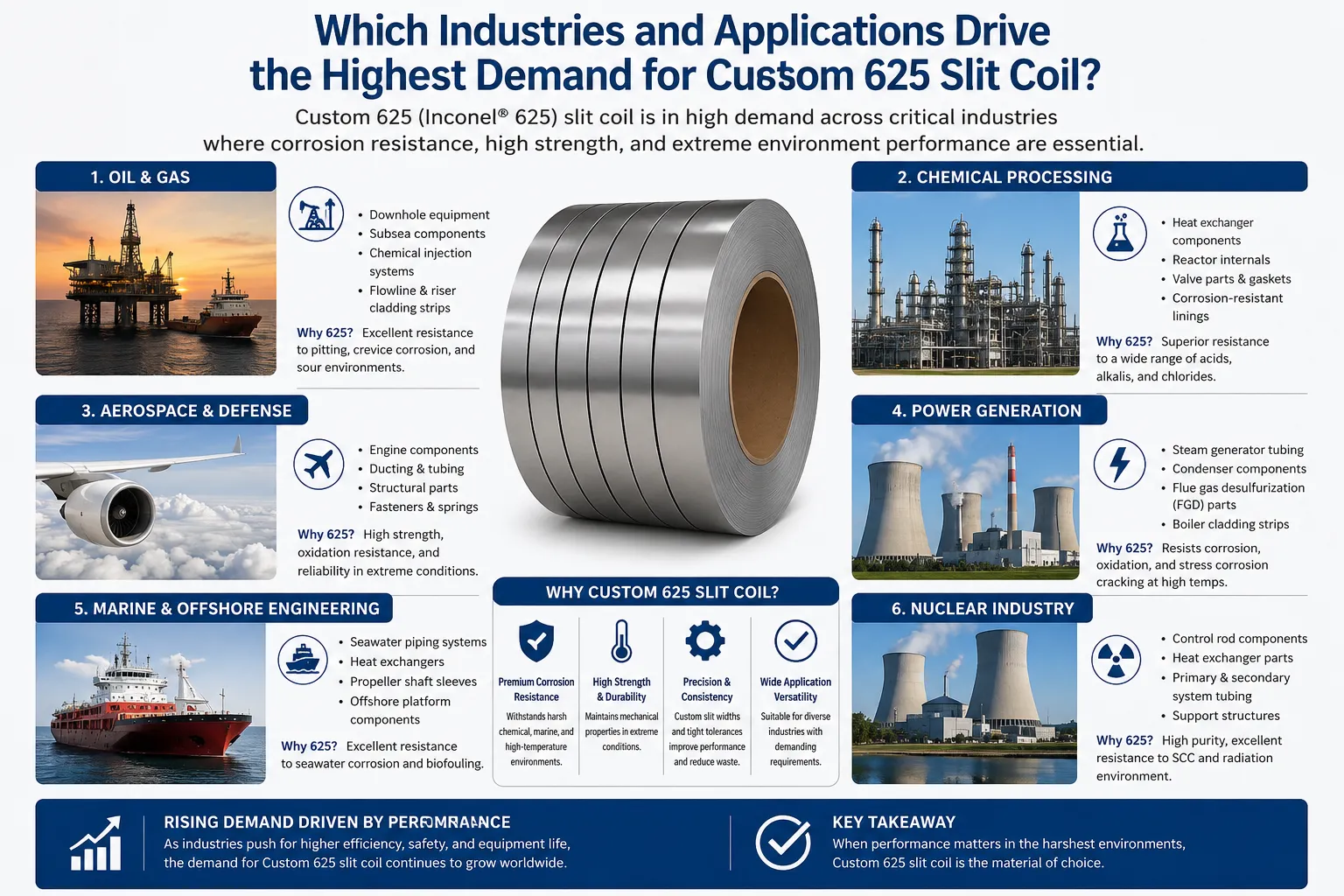
Aplicaciones submarinas y en alta mar en el sector del petróleo y el gas
The offshore oil and gas industry uses Inconel 625 slit coil in applications where the combination of seawater corrosion resistance, high cycle fatigue performance, and mechanical strength exceeds what any stainless steel alternative can reliably provide:
| Aplicaciones submarinas | Strip Specification | Requisitos de rendimiento | Why 625 vs Alternative |
|---|---|---|---|
| Alambre flexible de refuerzo para tuberías ascendentes | 0.5 – 3.0mm thick strip | Fatigue in seawater, high tensile load | Fatigue life 5× better than duplex |
| Flexible pipe inner carcass | 1.0 – 4.0mm thick strip | Collapse resistance + sour service | NACE MR0175 + seawater immunity |
| Umbilical armor layers | 0.3 – 1.5mm strip | Bend fatigue + corrosion | Superior fatigue in seawater |
| Subsea valve spring strip | 0.5 – 2.0mm strip | H₂S + seawater + spring function | Single alloy solution |
| Subsea connector seal strip | 0.1 – 0.5mm strip | Pressure sealing + corrosion | Deformation + corrosion combined |
| Fuelle de expansión | 0.3 – 1.0mm strip | Cyclic pressure fatigue + seawater | Best fatigue + corrosion combination |
The flexible riser application deserves specific attention because it consumes substantial tonnages of 625 slit coil globally. Flexible risers connect floating production platforms to subsea infrastructure and must accommodate continuous platform motion while containing high-pressure production fluids. The armor wire layers that provide tensile strength and collapse resistance experience millions of bending cycles over the riser design life (typically 20 – 25 years), making fatigue performance in seawater the primary selection criterion. Inconel 625 strip consistently outperforms all duplex and super duplex stainless steel alternatives in full-scale riser fatigue testing.
Procesamiento químico y fabricación farmacéutica
| Chemical Process Application | Strip Specification | Why Precision Strip Required |
|---|---|---|
| Heat exchanger fin strip | 0.1 – 0.5mm, close width tolerance | Consistent fin pitch in forming tool |
| Expansion bellows (reactor) | 0.3 – 1.0mm, annealed | Cycle life in corrosive media |
| Pharmaceutical container sealing | 0.05 – 0.2mm, electropolished | Biocompatibility + dimensional accuracy |
| Catalytic reactor support mesh | 0.05 – 0.3mm, annealed | Weavability + chemical resistance |
| Chemical injection nozzle strips | 0,5 – 2,0 mm | Dimensional tolerance for nozzle fit |
| Pump diaphragm strip | 0.1 – 0.5mm, fatigue grade | Cycle life in aggressive media |
Dispositivos médicos y aplicaciones nucleares
| Aplicación | Strip Thickness | Propiedad crítica | Especificación |
|---|---|---|---|
| Resortes para instrumentos quirúrgicos | 0,1 – 0,5 mm | Sterilization compatibility + spring rate | ISO 13485, biocompatibility |
| Guidewire reinforcement | 0.05 – 0.2mm | Flexibility + fatigue | ISO 10993 |
| Dental instrument components | 0.1 – 0.3mm | Corrosion in sterilization agents | Medical device regulations |
| Nuclear waste container seals | 0.3 – 1.5mm | Radiation stability + long-term seal | Nuclear QA documentation |
| Reactor fuel assembly spacers | 0,5 – 2,0 mm | Dimensional stability + radiation | ASME Section III |
| Cladding weld overlay strip | 1,0 – 4,0 mm | Weld quality + corrosion | AWS D1.6, nuclear grade |
¿Cómo regula la norma ASTM B443 las especificaciones de los productos planos de Inconel 625 y qué significa la certificación de fábrica?
ASTM B443 is the primary commercial specification for Inconel 625 sheet, strip, and plate. Understanding what this standard actually requires, and what it does not require, is essential for writing purchase specifications that result in material fit for purpose.
Requisitos de ensayo y certificación de la norma ASTM B443
| Requisito | Norma de ensayo | Frecuencia | Accept Criteria |
|---|---|---|---|
| Análisis químicos | ASTM E1473 / E2594 | Por serie | UNS N06625 composition limits |
| Ensayo de tracción | ASTM E8 | Por lote | Grade 1: UTS ≥ 830 MPa; YS ≥ 415 MPa; El ≥ 30% |
| Dureza | ASTM E18 or E92 | Per lot (if specified) | Per purchaser requirement |
| Granulometría | ASTM E112 | Per lot (Grade 2 required) | ASTM 4 – 7 (Grade 2 specific) |
| Corrosión intergranular | ASTM B443 Practice C (ASTM G28 Method B) | Per lot if specified | No se ha producido ningún ataque significativo |
| Verificación dimensional | B443 Section 7 | Por unidad | Per tolerance tables in standard |
| Estado de la superficie | Visual per B443 | Por unidad | Free from injurious defects |
| Planitud | B443 Table | Por unidad | Per tolerance tables |
Lo que la norma ASTM B443 NO especifica (lo que requiere requisitos complementarios)
Engineers frequently assume that ordering to ASTM B443 automatically covers all quality parameters. Several critical parameters require supplemental specification:
| Parámetro | ASTM B443 Status | Required Supplemental Specification |
|---|---|---|
| Slit width tolerance | No especificado | Purchaser must state tolerance class |
| Edge condition and burr height | No especificado | Purchaser must specify edge type and max burr |
| Camber and flatness | General flatness per section | Purchaser should specify I-unit or mm/m limit |
| Surface finish Ra value | No especificado | Purchaser must specify Ra or finish designation |
| Coil ID, OD, weight | No especificado | Purchaser must specify coil geometry |
| Cast and helix | No especificado | Purchaser must specify for automated feeding applications |
| Temper (cold work level) | Only annealed defined | Purchaser must specify % CR or tensile range for tempered strip |
| PMI per coil | No es necesario | Purchaser should specify for critical applications |
This list explains why experienced procurement professionals write specifications that include ASTM B443 as the baseline plus a detailed supplemental requirements section. At MWalloys, we provide a standard supplemental specification template for 625 slit coil that covers all of these parameters and can be adapted to specific application requirements.
Certificación de fábrica: lo que ofrece MWalloys de serie
| Documento | Contenido | Standard vs Premium |
|---|---|---|
| EN 10204 Type 3.1 certificate | Chemistry, mechanical properties, heat number | Standard on all orders |
| Informe de inspección dimensional | Width, thickness, camber measurements per coil | Standard on precision orders |
| Slitting process records | Blade settings, tension parameters, speed | Available on request |
| Furnace records (if annealed at MWalloys) | Temperature, time, atmosphere, quench | Available on request |
| PMI results | XRF spectrum and element quantification | Standard on all orders |
| Surface inspection report | Defect summary, pass/fail criteria | On precision orders |
| AMS 5596 compliance statement | Confirms compliance with aerospace spec | On request with AMS orders |
| Conformidad con NACE MR0175 | Confirms hardness within NACE limits | On request for oil/gas orders |
¿En qué se diferencia la banda estrecha de Inconel 625 de otros productos de aleación en forma de banda en los principales escenarios de aplicación?
Tabla comparativa exhaustiva de aleaciones para tiras
| Propiedad | Inconel 625 (N06625) | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Acero inoxidable 316L (S31603) | Titanium Gr.2 |
|---|---|---|---|---|---|
| Cromo (%) | 22 | 15.5 | 21 | 17 | 0 |
| Molibdeno (%) | 9 | 16 | 13.5 | 2.2 | 0 |
| Niobium (%) | 3.65 | 0 | 0 | 0 | 0 |
| PREN | ~52 | ~72 | ~70 | ~24 | N/A |
| Corrosión por picaduras provocada por el agua de mar | Excelente | Excelente | Excelente | Pobre | Destacado |
| Resistencia a los ácidos oxidantes | Bien | Moderado | Excelente | Limitado | Bien |
| Reducir la resistencia a los ácidos | Moderado | Excelente | Bien | Limitado | Limitado |
| Fatigue strength (MPa, 10⁷ cycles) | ~550 (annealed) | ~450 | ~430 | ~200 | ~300 |
| Tensile strength (annealed, MPa) | 830 – 1000 | 690 – 790 | 690 – 760 | 485 | 345 |
| Max service temp (°C, strength) | 815 | 650 | 650 | 870 | 300 |
| Weldability as strip | Excelente | Excelente | Excelente | Muy buena | Difícil |
| Precision strip availability | Bien | Bien | Bien | Excelente | Limitado |
| Relative cost (strip) | Alto (base) | Similar | Similar | Mucho más bajo | Más alto |
Cuándo la banda de Inconel 625 sale ganando frente a cualquier alternativa
625 vs 316L stainless:
625 wins definitively in: seawater service (pitting immunity vs 316L's pitting susceptibility), high cycle fatigue applications (more than twice the fatigue strength), elevated temperature service above 500°C, and any application where chloride SCC resistance is required. 316L wins on cost (approximately 85% lower) and machinability.
625 vs Hastelloy C276 or C22 strip:
625 wins on fatigue performance (approximately 20 – 25% higher fatigue strength), weldability (niobium prevents sensitization), and availability in a broader range of precision strip dimensions. C276 or C22 wins in pure acid corrosion resistance for reducing or oxidizing acid environments respectively.
625 vs titanium Grade 2:
625 wins on tensile strength (2.4× higher), fatigue strength (nearly twice), weldability without full inert atmosphere requirements, and significantly broader corrosion resistance in non-HF acid environments. Titanium wins in weight-critical applications (47% lower density), seawater at elevated temperatures, and absolute immunity to pitting.
625 vs Inconel 718:
625 wins on weldability (625 is the standard weld overlay material partly because it doesn't require post-weld heat treatment), corrosion resistance, and availability in annealed strip condition. 718 wins on maximum strength after aging (nearly twice the yield strength of annealed 625) for applications where the age hardening treatment can be performed after fabrication.
¿Cómo se especifican y se encargan correctamente las bobinas cortadas a medida de Inconel 625 de precisión?
Lista de comprobación completa de especificaciones
1. Identificación de aleaciones
- Alloy: Inconel 625 (UNS N06625)
- Applicable standard: ASTM B443, Grade 1 or Grade 2
- Aerospace: AMS 5596 (additional requirements apply)
- Nuclear: Confirm applicable nuclear quality standard
2. Dimensional Requirements
- Thickness: nominal + tolerance (e.g., 0.500mm ±0.008mm)
- Width: nominal + tolerance (e.g., 25.00mm ±0.08mm)
- Coil format: specify ID (e.g., 300mm ±5mm), max OD, net weight per coil
- Edge type: slit deburred, round edge, milled edge (specify)
3. Metallurgical Condition
- Annealed (solution annealed per ASTM B443)
- Cold-worked temper: specify % reduction or tensile strength range
- Specify: "No straightening after final anneal" if virgin annealed condition required
4. Propiedades mecánicas requeridas
- State ranges, not just minimums (e.g., "Tensile strength 830 – 1050 MPa")
- Alargamiento mínimo
- Hardness range if critical
5. Acabado superficial
- Specify Ra value (e.g., Ra ≤ 0.4 µm)
- Or specify standard designation (2B, BA, electropolished)
- State: "Free from roll marks, pits, laps, seams" for critical applications
6. Flatness and Geometry
- Camber: specify maximum mm/m (e.g., "< 0.5mm/m")
- Flatness: specify I-unit maximum if known
- Cast: specify minimum for automated feeding applications
7. Requisitos de certificación
- EN 10204 certificate type (3.1 standard; 3.2 for critical applications)
- PMI on each coil (XRF results on certificate)
- AMS 5596 compliance statement if aerospace
- NACE MR0175 hardness confirmation if oil/gas
8. Packaging
- Interleave paper between layers if required
- Moisture barrier packaging for long transit or storage
- Maximum coil weight for handling equipment limits
- Labeling requirements (part number, heat number, coil number)
Los errores más frecuentes en las especificaciones
| Error | Consecuencia | Prevention |
|---|---|---|
| Specifying only ASTM B443 with no supplemental requirements | Receiving strip with commercial tolerances unsuitable for precision application | Always add supplemental dimensional specification |
| No se especifica el estado de templado | Receiving annealed strip when half-hard needed for spring application | State condition explicitly with target tensile range |
| Omitting camber specification | Coil unwinds with lateral wander in feeding system | Specify max camber in mm/m for all automated feeding applications |
| Not specifying edge condition | Receiving slit-edge strip with 0.08mm burr that damages forming tooling | Specify deburred edge and maximum burr height |
| Requesting AMS 5596 after order placed | Inability to retroactively certify non-AMS stock | Specify AMS 5596 at time of inquiry, not after receipt |
| No se ha especificado el ID de la bobina | Receiving coils incompatible with unwinding mandrel | Always specify coil ID with ±tolerance |
Preguntas frecuentes: Bobinas cortadas a medida de Inconel 625 y tiras estrechas de precisión
1: ¿Cuál es el ancho mínimo disponible para las bobinas cortadas a medida de Inconel 625?
The minimum commercially practical width for precision Inconel 625 slit coil is approximately 3mm, with ultra-narrow strip below 3mm typically classified as wire and produced by wire drawing rather than slitting. At widths below approximately 5mm, the ratio of edge-affected zone to total strip width becomes large enough that edge residual stress from slitting dominates the strip's mechanical behavior, making consistent springback and forming behavior increasingly difficult to achieve. MWalloys produces precision slit coil from 3mm width upward, with widths from 3 to 10mm requiring dedicated narrow-width slitting tooling and process parameters distinct from wider strip. For applications requiring Inconel 625 in flat-section form below 3mm width, cold-rolled and flattened wire (also called flat wire or profile wire) is the practical supply form. Lead times for very narrow precision strip (3 to 10mm) are typically longer than for standard widths (25 to 150mm) due to the specialized tooling setup required, and minimum order quantities apply to narrow widths to justify the setup cost. Contact MWalloys with your specific width and length requirements for a capability confirmation and quotation before writing a specification.
2: ¿Qué norma ASTM se aplica a las bobinas cortadas y las tiras estrechas de Inconel 625?
Inconel 625 slit coil and narrow strip are primarily governed by ASTM B443, which covers sheet, strip, and plate of UNS N06625 in the annealed condition, with ASTM B670 covering Inconel 718 and related precipitation-hardenable alloys, and AMS 5596 providing the aerospace-grade equivalent with additional quality requirements. ASTM B443 specifies the chemical composition limits for UNS N06625, minimum mechanical properties in the solution-annealed condition (Grade 1: tensile ≥ 830 MPa, yield ≥ 415 MPa, elongation ≥ 30%), heat treatment requirements, and dimensional tolerances for the standard product form. However, ASTM B443 does not specify slit width tolerances, edge condition, camber limits, surface roughness, or coil geometry: these must be defined in supplemental purchaser specifications. For ASME pressure vessel applications, ASME SB443 is the applicable Code designation, which adopts B443 requirements under ASME approval. For aerospace applications, AMS 5596 imposes additional grain size requirements, tighter surface quality criteria, and more comprehensive testing documentation than ASTM B443 alone.
3: ¿Qué comportamiento presenta la banda de Inconel 625 en agua de mar en comparación con la banda de acero inoxidable 316L?
Inconel 625 strip is essentially immune to seawater pitting, crevice corrosion, and chloride stress corrosion cracking under all practical marine conditions, while 316L stainless steel strip is susceptible to pitting above ambient temperature and to chloride SCC above approximately 60°C, making 625 the correct choice for any seawater-immersed strip application where 316L requires cathodic protection or is limited by temperature. The PREN value of Inconel 625 (approximately 52) far exceeds 316L (approximately 24), but the PREN comparison understates the performance difference because 625's nickel-rich matrix provides corrosion protection through a fundamentally different and more stable mechanism than the chromium passive film of stainless steel. In ASTM G48 ferric chloride testing, 625 strip passes at temperatures exceeding 85°C while 316L fails below 15°C. In long-term seawater immersion at operating temperatures up to 90°C (typical for heat exchanger service), 625 shows essentially no measurable pitting while 316L develops through-pits within months. For offshore flexible riser armor strips, subsea connector sealing elements, and marine heat exchanger fins, the corrosion performance difference between 625 and 316L directly translates to the difference between 20+ year service life and 2 to 5 year service life.
4: ¿Cuál es la diferencia entre la banda de Inconel 625 recocida y la semidura, y cuál debería especificar?
Annealed Inconel 625 strip (minimum yield strength 415 MPa) is specified when the strip must be formed, bent, or welded after receipt, while half-hard strip (approximately 37% cold reduction, yield strength 950 – 1100 MPa) is specified when the strip is used in a near-net-shape application requiring higher spring load or structural stiffness without post-receipt forming. The choice between temper conditions is driven by two competing requirements: forming operations require ductility (favoring annealed condition), while functional performance in service often requires higher strength (favoring cold-worked conditions). For bellows fabrication, annealed strip is universally specified because the hydroforming or roll-forming process that creates the bellows convolutions requires substantial plastic deformation. For seal strips used in gasketed joints where the strip must maintain a sealing force throughout its service life, half-hard or three-quarter-hard strip provides both the initial sealing load and reduced tendency toward stress relaxation compared to annealed strip. For spring applications in corrosive environments, full-hard strip (65%+ cold reduction, yield strength 1300 – 1480 MPa) is used when the corrosion resistance requirement makes Inconel 625 the only viable material and maximum spring load in minimum space is required.
5: ¿Se puede soldar la bobina cortada de Inconel 625? ¿Qué metal de aportación se recomienda?
Yes, Inconel 625 strip is one of the most weldable nickel alloys commercially available, using ERNiCrMo-3 filler metal (matching 625 composition) for GTAW, GMAW, and PAW processes, with no post-weld heat treatment required for most applications because the niobium content prevents sensitization. The ERNiCrMo-3 filler (AWS A5.14) is actually one of the most widely used nickel alloy welding consumables globally, used not only to join 625 base metal to itself but also to join 625 to stainless steels, carbon steels, and other nickel alloys in dissimilar metal joints. The weld joint does not require post-weld heat treatment for corrosion resistance because the niobium in 625 preferentially forms NbC rather than allowing chromium depletion at grain boundaries, maintaining the alloy's corrosion resistance through the weld thermal cycle. For thin strip welding (below 0.5mm), laser welding is preferred over GTAW because the lower heat input prevents distortion and produces a narrower HAZ. Resistance spot welding is practical for strip gauges above 0.1mm where the contact geometry allows adequate current density. All tooling, fixtures, and consumables used in 625 strip welding must be free of iron contamination and sulfur-containing materials.
6: ¿Cuál es el comportamiento frente a la fatiga de la banda de Inconel 625 en comparación con otras aleaciones?
Inconel 625 strip in the annealed condition exhibits a fatigue endurance limit of approximately 500 – 550 MPa (R = -1, 10⁷ cycles) for smooth specimens, which is approximately 2.5 times higher than 316L stainless steel and approximately 20% higher than Hastelloy C276, making it the superior choice for cyclic-loading applications in corrosive environments. The high fatigue strength of 625 strip stems from its solid solution strengthening by niobium, molybdenum, and chromium, which raises both the static yield strength and the cyclic fatigue threshold. In seawater environments, the fatigue strength reduction factor for 625 is approximately 0.85 (seawater fatigue limit approximately 85% of air fatigue limit), compared to 0.60 to 0.70 for austenitic stainless steels in seawater. This means that 625 strip not only starts with a higher fatigue limit but retains a larger fraction of that limit in corrosive service. Surface condition significantly affects fatigue performance: electropolished 625 strip demonstrates 15 to 25% higher fatigue life than pickled surface strip of equivalent dimensions, because the smoother surface has fewer stress concentration sites for fatigue crack initiation. For applications where fatigue life is a primary design criterion (bellows, flexible risers, cyclic seals), surface finish specification should be treated as a mechanical performance parameter, not just an appearance requirement.
7: ¿Cómo se debe almacenar la bobina cortada de Inconel 625 para mantener la calidad de la superficie?
Inconel 625 slit coil should be stored in a temperature-controlled (15 – 25°C), low-humidity environment on dedicated non-ferrous racks, sealed in moisture barrier packaging with desiccant until required for production, with any cut coil ends immediately re-sealed after partial use to prevent moisture ingress and contamination. The primary surface quality risks during storage are iron contamination from carbon steel storage equipment and chloride contamination from marine atmospheric environments. Iron particles that contact and embed in 625 strip surfaces cause localized galvanic corrosion pitting that appears similar to defects in the alloy itself and can cause rejection of otherwise acceptable product or premature failure in service. MWalloys stores all Inconel 625 coils on rubber-coated or plastic-coated racks, separated from any ferrous materials, and packages coils in sealed polyethylene bags with desiccant sachets. For electropolished strip destined for pharmaceutical or semiconductor applications, storage and handling in controlled cleanroom conditions with anti-static packaging is required to maintain the surface cleanliness achieved during processing. All coils should be handled with clean nitrile or polymer gloves, and any equipment that contacts the strip surface should be verified free of iron contamination before use.
8: ¿Cuál es el plazo de entrega de las bobinas cortadas a medida de Inconel 625 de precisión de MWalloys?
Custom precision Inconel 625 slit coil lead times range from 2 to 4 weeks for standard dimensions available from MWalloys stock master coil inventory, to 10 to 16 weeks for non-standard thicknesses requiring mill production followed by precision slitting and finishing operations. The lead time breakdown for a standard custom order from stock master coil involves: coil selection and incoming inspection (2 – 3 days), precision slitting setup and production (1 – 3 days depending on width complexity), tension leveling and surface inspection (1 day), final dimensional verification and certification preparation (1 – 2 days), and packaging and logistics (1 – 2 days). For orders requiring annealing at MWalloys after slitting (to achieve specific grain size or mechanical properties), additional time of 3 to 5 days must be included. For AMS 5596 aerospace orders requiring witness inspection by the customer's authorized representative, scheduling this inspection adds variable time depending on the representative's availability. We strongly recommend engaging MWalloys during the design phase of any project requiring precision 625 slit coil to establish realistic delivery schedules and avoid the specification-to-delivery compression that forces quality compromises.
9: ¿Cumple la banda de Inconel 625 con la norma NACE MR0175 para su uso en aplicaciones de petróleo y gas ácido?
Yes, Inconel 625 (UNS N06625) in the solution-annealed condition is listed in NACE MR0175 / ISO 15156-3 as acceptable for sour service applications, with no hardness restriction beyond the general NACE limit of 40 HRC, because annealed 625 typically achieves only 85 – 95 HRB (approximately 15 – 20 HRC) well within the allowable range. NACE MR0175 / ISO 15156-3 Table B.2 covers nickel-chromium-molybdenum alloys, and N06625 is qualified without the restrictive hardness limits that apply to higher-strength alloys like Monel K500 or precipitation-hardened grades. The solution-annealed condition is the required metallurgical state for NACE compliance; cold-worked temper conditions (quarter-hard, half-hard) may exceed the allowable hardness limit and require verification against NACE specifications before use in sour service. For subsea flexible riser applications where 625 strip is used in highly cold-worked armor configurations, specific qualification testing per NACE TM0177 may be required if the cold work level raises hardness significantly above the annealed baseline. When purchasing 625 strip for sour service, explicitly request NACE MR0175 compliance confirmation on the material test certificate, including hardness test results, to maintain a complete compliance documentation trail for regulatory audits.
10: ¿Qué opciones de embalaje hay disponibles para las bobinas cortadas de Inconel 625 de precisión con el fin de evitar daños durante el transporte?
Precision Inconel 625 slit coil is available with multiple packaging configurations including interleave paper between strip layers, moisture barrier polyethylene wrapping with desiccant, foam edge protectors, custom coil cradles, and wooden crate packing, with the optimal packaging selection depending on the strip surface finish, transit duration, destination climate, and end-use cleanliness requirements. For standard industrial applications, the baseline packaging consists of coil wrapped with stretch film, placed on a wooden pallet, and secured with steel or polymer banding. For electropolished or bright-annealed strip destined for pharmaceutical or semiconductor applications, individual coil bags of clean polyethylene with sealed desiccant sachets, enclosed in anti-static outer bags, on padded cradles prevent surface contact damage and contamination. For ocean freight or extended storage applications, additional moisture barrier wrapping with silica gel desiccant inside a sealed outer container is specified to prevent humidity-related surface oxidation during transit through tropical or high-humidity zones. Interleave paper between strip layers prevents surface-to-surface contact marking in narrow coils where layer-to-layer contact occurs during winding. MWalloys can produce application-specific packaging specifications and coordinate with freight forwarders to ensure that custom packaging survives the specific transit route to your facility.
Conclusión: la precisión es fundamental en cada metro de bobina cortada de Inconel 625
Custom Inconel 625 slit coil and precision narrow strip represent one of the most technically demanding product categories in the specialty metals supply chain. The alloy's exceptional fatigue performance, corrosion resistance, and temperature capability create significant value in its target applications, but only when the dimensional precision and metallurgical consistency of the slit coil product are adequate for the forming, welding, or assembly operations that convert raw strip into finished components.
The investment in precision slit coil versus commodity strip pays back through:
- Reduced forming tool wear (consistent burr height and edge geometry)
- Lower scrap rates in automated stamping (consistent width and camber)
- Better fatigue life in finished components (consistent surface finish and residual stress)
- Faster welding setup (consistent width simplifies joint fit-up)
- Reduced inspection burden (pre-certified dimensional data reduces incoming inspection)
The specification must be complete from the first inquiry. Alloy grade, temper condition, all dimensional tolerances, surface finish, edge condition, coil geometry, and certification requirements must all be defined in writing before production begins.
Pide bobinas cortadas a medida de Inconel 625 a MWalloys
MWalloys produces and supplies custom Inconel 625 slit coil and precision narrow strip from our ASTM B443 certified facility, covering widths from 3mm to 600mm, thicknesses from 0.05mm to 6.35mm, in annealed through full-hard conditions, with electropolished and bright-annealed surface options.
Our Inconel 625 slit coil capabilities include:
- Precision slitting to ±0.05mm width tolerance on dedicated precision slitting lines.
- Tension leveling to camber < 0.3mm/m for automated feeding applications.
- In-line laser width measurement with 100% dimensional verification.
- AMS 5596 aerospace certification with full traceability documentation.
- NACE MR0175 compliance confirmation for oil and gas applications.
- Electropolished surface for pharmaceutical, medical, and semiconductor applications.
- Same-day quotations for standard stock dimensions.
- EN 10204 Type 3.1 standard; Type 3.2 with third-party witness available.
Póngase en contacto con MWalloys to submit your Inconel 625 slit coil specification. Send your cutting list with thickness, width, temper, surface finish, and certification requirements for a same-day technical review and quotation from our specialty strip engineering team.
Fuentes verificadas y fidedignas
- Corporación de Metales Especiales – Inconel Alloy 625 Technical Bulletin (SMC-063).
- ASTM Internacional – ASTM B443: Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloy (UNS N06625) and Nickel-Chromium-Molybdenum-Silicon Alloy Plate, Sheet, and Strip.
- SAE Internacional – AMS 5596: Nickel Alloy, Corrosion and Heat Resistant, Sheet, Strip, and Plate, 62Ni-22Cr-9Mo-3.5Cb (Inconel 625). SAE International, Warrendale, PA.
- ASME Boiler and Pressure Vessel Code, Section II, Part B – Nonferrous Material Specifications (SB-443). American Society of Mechanical Engineers.
- AWS A5.14 / ASME SFA-5.14 – Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiCrMo-3). American Welding Society.
- ASTM Internacional – ASTM G48: Métodos de ensayo estándar para determinar la resistencia a la corrosión por picaduras y en hendiduras de los aceros inoxidables y aleaciones relacionadas mediante el uso de una solución de cloruro férrico.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Petroleum and Natural Gas Industries – Materials for Use in H₂S-Containing Environments. Parts 1, 2, and 3.
- ASM Internacional – Manual de la ASM, volumen 2: Propiedades y selección: aleaciones no ferrosas y materiales para fines especiales. ASM International. ISBN 978-0-87170-378-1.
- Donachie, M.J., Donachie, S.J. – Superaleaciones: guía técnica, 2.ª edición. ASM International. ISBN 978-0-87170-749-9.
- Roberts, W.L. – Laminado en frío del acero. Serie «Ingeniería de fabricación y procesamiento de materiales». CRC Press. ISBN 978-0-8247-6780-0.
- EN 10204:2004 – Metallic Products: Types of Inspection Documents. European Committee for Standardization, Brussels.
- ASTM Internacional – ASTM E112: Standard Test Methods for Determining Average Grain Size.
- ASM Internacional – Manual de la ASM, volumen 13B: Corrosión: Materiales. ASM International. ISBN 978-0-87170-707-9.
- API Technical Report 17TR2 – The Influence of Corrosion on the Fatigue of Flexible Pipe. American Petroleum Institute.
- ASME BPE – Bioprocessing Equipment Standard. American Society of Mechanical Engineers.
