Custom Inconel 718 wire certified to AMS 5698 is the premier material choice for high-strength spring applications operating in extreme temperature, corrosive, and high-fatigue environments. At MWalloys, we supply AMS 5698 certified Inconel 718 wire in diameters ranging from 0.004" to 0.500", with tensile strengths exceeding 260 ksi in drawn and aged condition, making it the preferred spring wire for aerospace actuators, gas turbine fuel systems, subsea wellhead controls, and medical implant mechanisms where standard stainless steel or carbon steel spring wire would fail within a fraction of the design service life.
If your project requires the use of Inconel 718 Wire, you can contact us for a free quote.
What Is Inconel 718 Wire and Why Is It the Preferred Choice for High-Strength Springs?
Inconel 718 wire, designated under UNS N07718 and European material number 2.4668, is a nickel-chromium-iron-niobium superalloy produced in wire form through controlled drawing and annealing sequences. In spring applications specifically, no other commercially available wire material matches the combination of properties that Inconel 718 delivers: high tensile strength achievable through precipitation hardening, excellent fatigue resistance across wide temperature ranges, outstanding resistance to oxidation and corrosion, and minimal stress relaxation under sustained loading at elevated temperatures.

The reason spring designers consistently return to Inconel 718 wire is straightforward. Springs made from this material hold their load deflection characteristics at temperatures where 302/304 stainless steel springs lose 30–50% of their initial spring force through stress relaxation. In environments containing hydrogen sulfide, chloride-laden seawater, or high-pressure steam, Inconel 718 springs maintain structural integrity while equivalent springs made from 17-7PH or even 316 stainless steel fail through stress corrosion cracking within months.
We have supplied Inconel 718 wire to spring manufacturers serving three distinct demanding sectors — aerospace flight controls, subsea blowout preventers, and nuclear reactor control rod drive mechanisms — and the consistent feedback is that switching to Inconel 718 wire dramatically extends spring replacement intervals and reduces system maintenance downtime. The material costs more per pound than stainless steel spring wire, but the total cost of ownership calculation almost always favors Inconel 718 once service environment factors are included.
Inconel 718 Wire vs. Standard Spring Wire at a Glance
| Property | Inconel 718 Wire (Aged) | 302 SS Spring Wire | 17-7PH (CH900) | Elgiloy (MP35N) |
|---|---|---|---|---|
| Max Service Temp (spring duty) | 700°C (1292°F) | 260°C (500°F) | 316°C (600°F) | 316°C (600°F) |
| Tensile Strength (typical) | 240–270 ksi | 280–320 ksi | 260–290 ksi | 270–310 ksi |
| Corrosion Resistance | Excellent (all media) | Moderate | Good | Excellent |
| Fatigue Life (rotating beam) | Very High | High | High | Very High |
| Stress Relaxation at 500°C | Less than 5% | Greater than 40% | Greater than 25% | Less than 10% |
| Relative Material Cost | High | Low | Moderate | Very High |
| AMS Specification | AMS 5698 | AMS 5688 | AMS 5678 | AMS 5844 |
The stress relaxation comparison is the key differentiator for elevated-temperature spring applications. When a spring loses load force due to stress relaxation — the gradual plastic deformation of the wire under sustained stress — the spring no longer delivers the preload force the system was designed around. In flight control actuators, this can cause control surface flutter or sluggish response. In safety valves, it can cause premature or delayed actuation. Inconel 718 wire's resistance to stress relaxation at temperatures above 300°C is genuinely in a different performance category from standard spring materials.
Also read: Inconel 718 Plate Stock: AMS 5596 Certified, Cut-to-Size Services
What Does AMS 5698 Certification Require for Inconel 718 Wire?
AMS 5698 is the SAE International Aerospace Material Specification governing the supply of Inconel 718 in wire form, specifically for spring and high-strength applications. The specification title reads: "Nickel Alloy, Corrosion and Heat Resistant, Wire, 52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe, Precipitation Hardenable." Understanding what AMS 5698 mandates — and equally, what it permits — is fundamental to correctly specifying this material.
AMS 5698 covers wire in the cold drawn and solution annealed condition, intended for subsequent precipitation hardening by the spring manufacturer or end user after spring forming. This approach is necessary because the wire must be in its softest, most ductile condition during the coiling and forming process, with full strength development occurring through the post-form aging heat treatment.
Core Requirements of AMS 5698
Chemical Composition Requirements:
AMS 5698 specifies the same chemistry limits as other 718 product specifications (AMS 5596 for plate, AMS 5662 for bar), ensuring consistency across product forms. The nickel content of 50–55% and the critical niobium range of 4.75–5.50% are maintained without exception.
Tensile Property Requirements:
AMS 5698 specifies tensile requirements in two conditions:
| Condition | Diameter Range | UTS (min, ksi) | Notes |
|---|---|---|---|
| Cold Drawn (as-drawn) | All diameters | 175 min | Pre-aging condition for formability |
| Solution Annealed | All diameters | 140 min | Fully annealed for maximum formability |
| Precipitation Hardened (typical, post-aging) | Less than 0.100" | 240–270 typical | Customer-performed aging |
| Precipitation Hardened (typical, post-aging) | 0.100" to 0.500" | 220–260 typical | Slight reduction with larger diameter |
Dimensional Tolerances:
AMS 5698 references AMS 2438 for dimensional tolerances on wire. For round wire, the diameter tolerance is typically ±0.001" for diameters under 0.100" and ±0.0015" to ±0.002" for larger diameters, depending on the specific diameter and whether tight tolerance is specified.
Surface Condition:
Wire must be free of seams, laps, slivers, and other surface defects. The surface finish is typically bright drawn (smooth, oxide-free surface suitable for coiling without lubrication residue causing spring performance variation).
Testing Requirements:
- Chemical analysis per heat lot.
- Tensile testing per lot (ASTM E8)
- Diameter measurement per lot.
- Surface inspection (visual and dimensional)
- Eddy current inspection (mandatory for critical spring wire applications, optional unless specified).
AMS 5698 vs. Related Inconel 718 Wire Specifications
| Specification | Form | Condition | Intended Application |
|---|---|---|---|
| AMS 5698 | Wire | Cold Drawn / Solution Annealed | Springs, high-strength fasteners, formed parts |
| AMS 5596 | Sheet/Plate | Solution Annealed | Structural plate, machined components |
| AMS 5662 | Bar/Billet | Solution Annealed | Machined shafts, rotating parts |
| AMS 5663 | Bar | Precipitation Hardened | High-strength fasteners, pins |
| AMS 5832 | Welding Wire | — | Fusion welding filler |
| AMS 5589 | Seamless Tubing | Solution Annealed | Hydraulic and pressure tubing |
The critical distinction between AMS 5698 wire and AMS 5832 welding wire is worth emphasizing. Although both are in wire form and both are Inconel 718 chemistry, AMS 5832 welding wire has completely different requirements: it prioritizes weld pool fluidity, cleanliness, and crack resistance over tensile strength. AMS 5832 wire should never be substituted for AMS 5698 spring wire, and vice versa.
How Does the Chemical Composition of Inconel 718 Wire Enable Superior Spring Performance?
The spring performance of Inconel 718 wire is directly traceable to its alloy chemistry. Each element in the composition either contributes to the precipitation hardening mechanism that generates strength, the matrix stability that prevents creep and stress relaxation, or the surface chemistry that resists corrosion and oxidation in service.
Element-by-Element Contribution to Spring Wire Performance
| Element | Nominal Content (%) | Spring-Relevant Function |
|---|---|---|
| Nickel (Ni) | 50–55 | Stable FCC austenitic matrix; non-magnetic; corrosion resistant base |
| Chromium (Cr) | 17–21 | Protective Cr₂O₃ scale; hot corrosion resistance; solid solution strengthening |
| Niobium + Tantalum (Nb+Ta) | 4.75–5.50 | Primary γ'' (Ni₃Nb) precipitate — the chief strengthening phase for spring duty |
| Iron (Fe) | Balance (approx. 18%) | Cost-effective matrix filler; slight solid solution contribution |
| Molybdenum (Mo) | 2.80–3.30 | Solid solution strengthening; pitting corrosion resistance in chloride media |
| Titanium (Ti) | 0.65–1.15 | Secondary γ' precipitate contributor; grain boundary strengthening |
| Aluminum (Al) | 0.20–0.80 | γ' precipitate (Ni₃Al); oxidation resistance at elevated temperature |
| Carbon (C) | 0.08 max | Grain boundary carbide formation; fatigue crack initiation sites if excess |
| Boron (B) | 0.006 max | Grain boundary cohesion; creep rupture resistance |
| Sulfur (S) | 0.015 max | Tramp impurity; hot shortness risk if elevated — must be controlled |
The niobium content requires particular attention from spring engineers. The 4.75–5.50% Nb range is not arbitrary — it is the range that produces the optimal volume fraction of γ'' precipitate after aging. Too little niobium yields insufficient precipitate density and lower strength; too much niobium can cause excessive delta phase (Ni₃Nb orthorhombic) formation during heat treatment, which is detrimental to toughness and fatigue life.
The carbon limit of 0.08% maximum is also spring-design relevant. Carbide particles — primarily MC type (NbC, TiC) and M₂₃C₆ type at grain boundaries — can serve as fatigue crack initiation sites under the cyclic loading conditions that springs experience. For very high-cycle fatigue applications (greater than 10⁷ cycles), specifying low-carbon Inconel 718 wire (carbon content less than 0.04%) reduces the density of potential fatigue initiation sites, potentially improving fatigue life by 20–40% in rotating beam tests.
What Mechanical Properties Define AMS 5698 Certified Inconel 718 Wire?
Spring engineers designing with Inconel 718 wire need specific mechanical property data to calculate spring rates, stress levels, fatigue life, and stress relaxation behavior. The properties vary significantly between the as-drawn condition (suitable for forming) and the aged condition (used for property calculations in service).
Mechanical Properties of Inconel 718 Wire by Condition
| Property | As-Drawn (Pre-Aging) | Solution Annealed | Aged (718°C/8h + 621°C/8h) |
|---|---|---|---|
| Ultimate Tensile Strength | 175–200 ksi | 140–160 ksi | 230–270 ksi |
| 0.2% Yield Strength | 140–170 ksi | 110–130 ksi | 195–245 ksi |
| Elongation (in 2") | 15–25% | 30–40% | 10–18% |
| Reduction of Area | 30–45% | 40–55% | 15–25% |
| Hardness (Rockwell) | Rc 32–36 | Rc 28–32 | Rc 38–44 |
| Modulus of Elasticity | 29.0 Msi (200 GPa) | 29.0 Msi (200 GPa) | 29.4 Msi (203 GPa) |
| Modulus of Rigidity (G) | 10.8 Msi (74.5 GPa) | 10.8 Msi (74.5 GPa) | 11.2 Msi (77.2 GPa) |
The modulus values deserve specific attention because spring rate calculations depend directly on the modulus of rigidity (shear modulus, G). At room temperature, Inconel 718 wire has a shear modulus approximately 10% lower than carbon steel spring wire (G = 11.5 Msi for steel). This means an Inconel 718 spring with identical geometry to a steel spring will be approximately 10% softer. Spring designers must account for this difference when converting existing spring designs from steel to Inconel 718.
Fatigue Properties of Inconel 718 Wire
Fatigue performance is a primary selection criterion for spring wire. Inconel 718 wire demonstrates excellent fatigue resistance due to its high strength, fine grain structure (typically ASTM 5–8 for spring wire), and absence of non-metallic inclusions when produced via VIM+VAR melt practice.
| Stress Amplitude (ksi) | Cycles to Failure (R = 0, rotating beam) | Condition |
|---|---|---|
| 100 | Greater than 10⁸ | Aged, polished specimen |
| 120 | 10⁷ to 10⁸ | Aged, polished specimen |
| 140 | 5×10⁶ to 10⁷ | Aged, polished specimen |
| 160 | 10⁶ to 5×10⁶ | Aged, polished specimen |
For spring design purposes, the endurance limit of Inconel 718 wire in reversed bending is approximately 85–95 ksi for highly polished specimens, reducing to 70–80 ksi for standard surface finish wire. Shot peening the formed spring after aging can increase fatigue life by 50–100% by introducing compressive residual stress at the wire surface, which is where fatigue cracks initiate under torsional loading.
Stress Relaxation Behavior — The Critical Spring Design Parameter
Stress relaxation data defines the maximum allowable initial stress for springs that must maintain load over time at elevated temperatures. This is where Inconel 718 wire demonstrates its most compelling advantage over stainless steel alternatives.
| Temperature | Initial Stress (% of YS) | Stress Relaxation After 100h | Material |
|---|---|---|---|
| 300°C (572°F) | 75% | Less than 3% | Inconel 718 (aged) |
| 300°C (572°F) | 75% | 15–20% | 302 SS |
| 500°C (932°F) | 75% | Less than 8% | Inconel 718 (aged) |
| 500°C (932°F) | 75% | Greater than 45% | 302 SS |
| 650°C (1202°F) | 60% | 10–15% | Inconel 718 (aged) |
| 650°C (1202°F) | 60% | Greater than 60% | 302 SS |
These figures make it clear why Inconel 718 wire is non-negotiable in springs operating above 300°C. A stainless steel spring operating at 500°C would lose nearly half its initial load force in 100 hours — rendering it functionally useless in most precision spring applications.

How Is Inconel 718 Spring Wire Manufactured and What Drawing Processes Apply?
The production of precision Inconel 718 spring wire requires a carefully controlled sequence of melting, hot working, annealing, and cold drawing operations. The wire drawing process specifically introduces work hardening that raises tensile strength from the annealed baseline and also establishes the fiber texture that contributes to fatigue resistance.
Complete Production Route for Inconel 718 Wire
Stage 1: Melt and Billet Production:
Premium-quality spring wire starts with VIM+VAR (Vacuum Induction Melting followed by Vacuum Arc Remelting) or VIM+ESR+VAR triple melt practice. For spring wire, the additional cleanliness from double or triple melt is particularly important because non-metallic inclusions serve as fatigue initiation sites. Even a single oxide stringer in a coil of spring wire can reduce fatigue life by an order of magnitude if it intersects the wire surface.
Stage 2: Rod Rolling:
VIM+VAR billets are hot rolled to rod form (typically 5/16" to 1/2" diameter) in a controlled temperature range of 1000–1120°C. Rod rolling imparts significant thermomechanical work that refines the as-cast grain structure and homogenizes the precipitation-hardening element distribution.
Stage 3 — Solution Annealing:
Rod is solution annealed at 980°C ±14°C (1800°F ±25°F) to dissolve any residual precipitate phases and establish a uniform fine-grained austenitic microstructure as the starting point for drawing.
Stage 4: Multi-Pass Cold Drawing:
The annealed rod is drawn through a series of progressively smaller dies to achieve target wire diameter. Intermediate anneals are performed when cumulative cold work reaches approximately 40–50% reduction in area to restore ductility and prevent cracking. The final drawing pass determines the as-drawn mechanical properties and surface finish.
Stage 5 — Final Anneal or Retention of Cold Work:
For AMS 5698 spring wire, the finished wire may be supplied in either the solution annealed condition (softest, most formable) or the cold-drawn condition (partially work-hardened, higher as-drawn tensile strength). The choice depends on the spring coiling method and the required handling characteristics.
Stage 6: Straightening and Coiling:
Finished wire is straightened, tested, and spooled onto precision reels or cut into straightened lengths depending on the spring manufacturer's coiling equipment requirements.
Wire Drawing Die Materials and Lubrication for Inconel 718
| Parameter | Specification/Practice | Rationale |
|---|---|---|
| Die Material | Tungsten carbide (WC-Co) | Required hardness and wear resistance for Inconel 718 drawing forces |
| Die Approach Angle | 8–12° half-angle | Controls surface pressure and friction heating |
| Reduction Per Pass | 10–20% area reduction | Prevents excessive work hardening per pass |
| Lubricant | Soap-lime coating or dry soap | Reduces friction, prevents galling on die face |
| Drawing Speed | 50–200 ft/min (slower than steel) | Controls heat buildup at die due to low thermal conductivity |
| Intermediate Anneal Interval | Every 40–50% total area reduction | Restores ductility before next drawing sequence |
The drawing speed is notably lower for Inconel 718 than for carbon steel or stainless spring wire. The low thermal conductivity of the alloy means that heat generated by plastic deformation accumulates at the wire-die interface rather than dissipating into the wire body. Excessive die interface temperature promotes galling, wire surface scoring, and die wear — all of which produce surface defects that degrade fatigue life.
What Heat Treatment Is Required to Develop Full Spring Properties in Inconel 718 Wire?
The heat treatment sequence after spring forming is critical and must be executed within precise temperature and time parameters to achieve the target spring properties. Unlike steel springs where tempering is a single-step process, Inconel 718 springs require a two-stage aging treatment that develops both the primary γ'' and secondary γ' precipitate phases.
Standard Post-Form Aging Heat Treatment for Inconel 718 Springs
The standard aging sequence per AMS 2774 (Heat Treatment of Nickel Alloy Parts) applied to formed Inconel 718 springs:
Option 1: Standard Double Age (Most Common):
- First Age: 718°C ±8°C (1325°F ±15°F) for 8 hours
- Cooling: Furnace cool at 55°C/hour (100°F/hour) to second age temperature
- Second Age: 621°C ±8°C (1150°F ±15°F) for 8 hours
- Final Cooling: Air cool to room temperature
Option 2: Single Age (For Partially Work-Hardened Wire Springs):
- Single Age: 760°C ±14°C (1400°F ±25°F) for 10 hours
- Final Cooling: Air cool
- Note: This treatment provides somewhat lower strength than the double age but can be useful when furnace temperature uniformity limits double-age processing
Option 3: Stress Equalization + Age (For Pre-Stressed Springs):
- Stress Equalization: 316°C (600°F) for 1 hour (to set initial load through controlled relaxation)
- Age: Standard double age sequence as above
Effects of Aging Variables on Spring Wire Properties
| Variable | Effect on UTS | Effect on YS | Effect on Relaxation Resistance | Recommended Action |
|---|---|---|---|---|
| Temperature too low (less than 700°C) | No change | No change | Poor | Increase aging temperature to specification |
| Temperature too high (greater than 760°C) | Slight decrease | Decrease | Reduced | Lower to specified range — δ phase forms excessively |
| First age time too short (less than 6h) | Reduced | Significantly reduced | Poor | Extend to minimum 8 hours |
| Second age omitted | Moderate reduction | Significant reduction | Reduced | Always complete both stages |
| Furnace atmosphere | Minor if clean | Minor if clean | N/A | Use inert gas or clean dry air to prevent surface oxidation |
One practical consideration we consistently communicate to spring manufacturers new to Inconel 718 is the importance of furnace load uniformity. Unlike steel tempering where ±30°C temperature variation within the furnace load is usually acceptable, Inconel 718 aging requires ±15°C uniformity to ensure consistent precipitate development across all springs in a batch. Overloading furnaces or poor thermocouple placement leads to batch-to-batch property scatter that causes spring rate variations in assembled mechanisms.
Post-Age Operations That Improve Spring Performance
Shot Peening:
Performed after aging, shot peening introduces a compressive residual stress layer (typically 0.002"–0.005" deep) on the spring wire surface. This compressive layer reduces the effective tensile stress at the surface during spring loading, which is where torsional fatigue cracks initiate. For springs subjected to greater than 10⁶ cycles, shot peening can extend fatigue life by 50–150% compared to unpeened springs of identical geometry and material.
Preset (Set Removal):
Springs are often preset by compressing to solid length (or to a specified solid height) before final inspection. This operation permanently removes the initial "set" that would otherwise occur during early service cycles, improving the dimensional stability and load consistency of the spring throughout its service life.
How Do You Design High-Strength Springs Using Inconel 718 Wire?
Spring design with Inconel 718 wire follows the same fundamental equations as steel spring design, but with material property values specific to the alloy. Engineers transitioning from steel spring design must adjust their calculation inputs — particularly shear modulus and allowable stress levels.
Key Spring Design Equations for Inconel 718 Wire
Spring Rate (k) for Compression/Extension Springs:
k = Gd⁴ / (8D³N)
Where:
- G = Shear modulus of Inconel 718 = 11.2 Msi (77.2 GPa) in aged condition
- d = Wire diameter (inches or mm)
- D = Mean coil diameter (inches or mm)
- N = Number of active coils
Torsional Stress (τ) under Load:
τ = (8PD) / (πd³) × Kw
Where:
- P = Applied load (lbf or N)
- Kw = Wahl correction factor = (4C-1)/(4C-4) + 0.615/C
- C = Spring index = D/d
Maximum Allowable Torsional Stress for Inconel 718 Springs:
| Application Type | Maximum τ (% of UTS) | Notes |
|---|---|---|
| Static loading, ambient temperature | 45–50% of UTS | Conservative for long-term set avoidance |
| Dynamic loading, less than 10⁶ cycles | 35–40% of UTS | Fatigue-limited design |
| Dynamic loading, greater than 10⁶ cycles | 25–30% of UTS | High-cycle fatigue, endurance limit design |
| Elevated temperature (greater than 300°C) | 30–40% of ambient YS | Use elevated-temperature YS for calculation |
Spring Index and Wire Diameter Recommendations
| Application | Recommended Spring Index (C = D/d) | Wire Diameter Range | Notes |
|---|---|---|---|
| High-frequency vibration springs | 5–7 | 0.010"–0.050" | Low index reduces surge frequency |
| General compression springs | 7–12 | 0.020"–0.200" | Standard design range |
| Extension springs (aerospace) | 5–9 | 0.015"–0.100" | Initial tension design considerations |
| Torsion springs | 4–8 | 0.020"–0.150" | Bending stress governs, not torsion |
| Flat spiral springs | N/A | 0.005"–0.050" (strip) | Strip width-to-thickness ratio 10:1 typical |
We regularly work with spring manufacturers to optimize wire diameter selection when customers provide spring rate and solid height requirements without a specific wire diameter preference. For a given spring rate requirement, there are typically 3–5 viable wire diameter and coil geometry combinations. We help customers identify which combination minimizes stress levels (improving fatigue life) while meeting the dimensional envelope constraints of the assembly.
Which Industries Rely on Custom Inconel 718 Wire Springs and Why?
The industries that specify Inconel 718 wire springs are precisely those where the cost premium is justified by the performance margin over alternative materials. These are not general industrial applications — they are mission-critical systems where spring failure consequences range from equipment damage to loss of life.
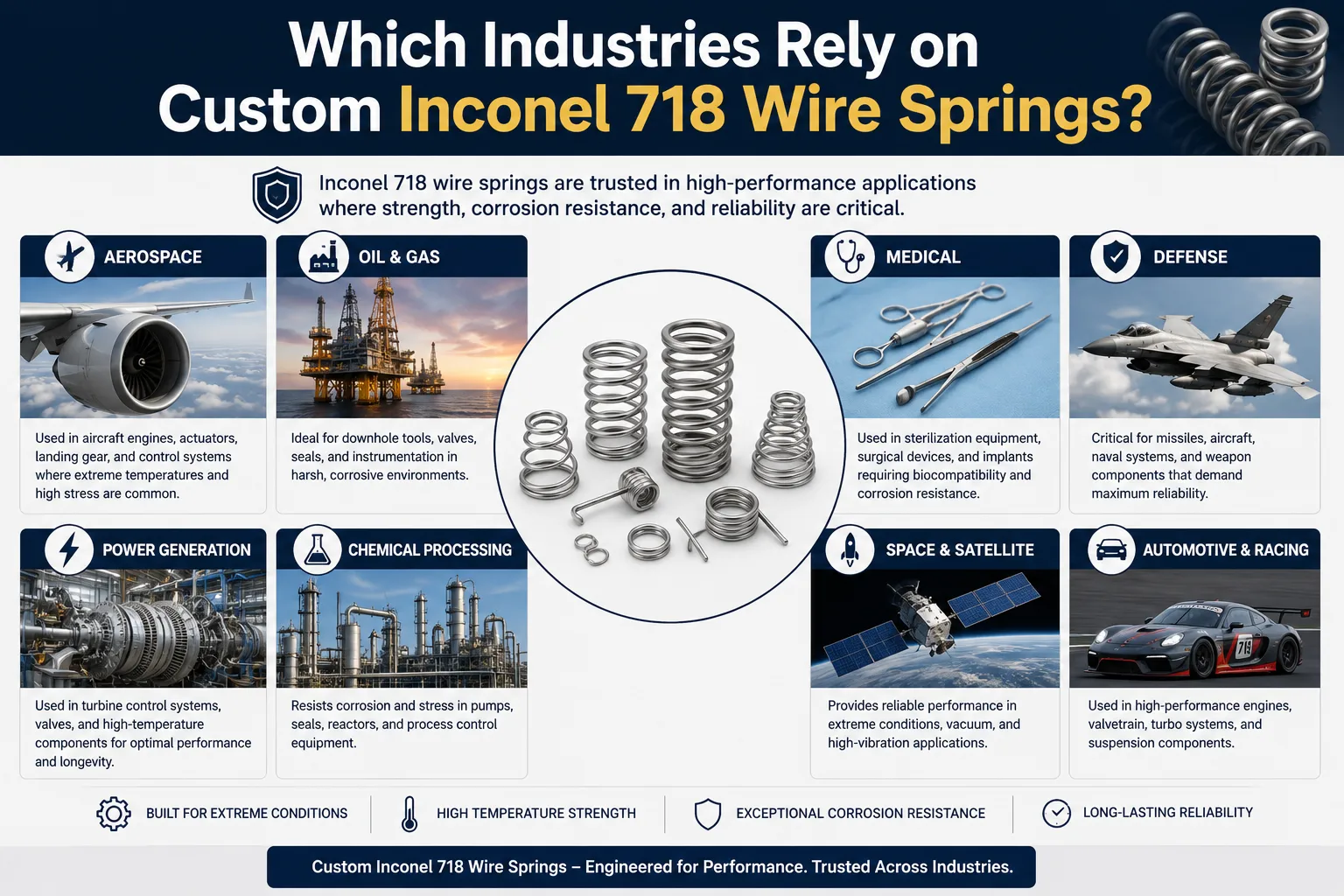
Aerospace and Defense Spring Applications
Gas Turbine Engine Fuel Controls:
Fuel metering valves in jet engines contain stacks of precision compression springs that modulate fuel flow based on throttle position and altitude pressure. These springs operate at temperatures of 150–400°C in jet fuel vapor environments. The combination of thermal stress relaxation resistance and chemical compatibility with aviation fuel makes Inconel 718 the only practical wire material for this application. We supply spring wire to OEM turbine manufacturers and aftermarket MRO providers specifically for fuel control system overhaul.
Flight Control Actuator Return Springs:
Hydraulic and electromechanical flight control actuators require return springs that maintain consistent load characteristics over the 20–30 year service life of commercial aircraft. Inconel 718 wire springs in these actuators maintain their spring rate throughout this service life without requiring periodic replacement, unlike stainless steel alternatives that require inspection and replacement intervals.
Rocket Engine Valve Springs:
Launch vehicle propulsion systems use Inconel 718 wire springs in propellant valve actuators that must function reliably in cryogenic conditions (liquid oxygen, liquid hydrogen at -196°C to -253°C) and resist the oxidizing propellant environment. The alloy's excellent low-temperature toughness — it does not undergo ductile-to-brittle transition at cryogenic temperatures as many BCC alloys do — makes it uniquely suitable.
Oil, Gas, and Subsea Spring Applications
| Application | Service Condition | Inconel 718 Wire Advantage |
|---|---|---|
| Blowout preventer (BOP) ram springs | Seawater, H₂S, high pressure | Sour service resistance per NACE MR0175 |
| Subsea control valve springs | Seawater immersion, 150–200°C | No stress corrosion cracking in chloride |
| Downhole safety valve springs | 200°C, HPHT, H₂S+CO₂ | Sustained load resistance, corrosion immunity |
| Wellhead pressure relief springs | Cycling pressure, corrosive gas | Fatigue resistance under pressure cycling |
| Christmas tree actuator springs | Seawater, cathodic protection potential | Hydrogen embrittlement resistance |
Medical, Nuclear, and Industrial Spring Applications
Medical Devices:
Inconel 718 wire springs appear in surgical instruments, implantable device mechanisms, and MRI-compatible actuators. The non-magnetic characteristic of the alloy (relative permeability approximately 1.001) is essential for components that must function within or near MRI fields without creating image artifacts or experiencing magnetic force attraction.
Nuclear Power:
Control rod drive mechanism springs in pressurized water reactors (PWR) must maintain consistent spring force over decades of exposure to neutron flux, boric acid coolant, and elevated temperature. Inconel 718 wire demonstrates exceptional radiation resistance due to its stable FCC structure and the absence of ferrite phases that can embrittle under neutron bombardment.
How Does Inconel 718 Wire Compare to Other High-Performance Spring Wire Materials?
Selecting the right spring wire material requires a systematic comparison of candidates against the specific requirements of the application. The table below provides a framework that we use when advising engineers on material selection for demanding spring applications.
Comprehensive Spring Wire Material Comparison
| Property | Inconel 718 | Inconel 625 | Hastelloy C-276 | 17-7PH (CH900) | MP35N (Elgiloy) | Carbon Steel (ASTM A228) |
|---|---|---|---|---|---|---|
| UTS (aged/drawn, ksi) | 240–270 | 180–220 | 140–170 | 260–285 | 270–310 | 260–310 |
| Max Service Temp (°C) | 700 | 815 (oxidation) | 760 (oxidation) | 316 | 316 | 120 |
| Corrosion Resistance | Excellent | Outstanding | Outstanding | Good | Excellent | Poor |
| Sour Gas (H₂S) Rating | Excellent (NACE) | Excellent | Outstanding | Marginal | Excellent | Poor |
| Magnetic Properties | Non-magnetic | Non-magnetic | Non-magnetic | Slightly magnetic | Non-magnetic | Ferromagnetic |
| Relative Cost (wire) | High | High | Very High | Moderate | Very High | Low |
| AMS Specification | AMS 5698 | AMS 5687 | AMS 5530 | AMS 5678 | AMS 5844 | ASTM A228 |
| Precipitation Hardenable | Yes (γ'', γ') | No (solid solution) | No (solid solution) | Yes (martensite+ε-Cu) | Yes (Co-Ni system) | No (pearlite) |
| Weldability (formed springs) | Excellent | Excellent | Excellent | Moderate | Poor | Moderate |
When to Choose Inconel 718 Wire Over Alternatives
Choose Inconel 718 wire when two or more of the following conditions apply:
- Operating temperature sustained above 300°C (where 17-7PH and 302 SS lose stress relaxation resistance).
- H₂S or CO₂ sour gas exposure (where most stainless grades fail by stress corrosion cracking).
- Requirement for non-magnetic properties with high strength simultaneously.
- Fatigue life greater than 10⁷ cycles under significant stress amplitude (greater than 80 ksi).
- Cryogenic service at temperatures below -100°C.
- Regulatory or specification requirement explicitly naming Inconel 718 or UNS N07718.
Choose Inconel 625 wire over Inconel 718 when corrosion resistance is the absolute primary requirement and maximum strength is secondary — Inconel 625 provides superior pitting and crevice corrosion resistance in chloride media at the cost of approximately 25–30% lower achievable strength.
Choose MP35N (AMS 5844) when maximum strength combined with outstanding corrosion resistance is required and cost is not the primary constraint — MP35N can achieve tensile strengths up to 310 ksi, exceeding Inconel 718, but at 3–4 times the material cost.
What Custom Wire Configurations and Tolerances Can MWalloys Supply?
MWalloys provides Inconel 718 wire in a broad range of custom configurations to support spring manufacturers, precision machining shops, and OEM component producers who require material precisely tailored to their process needs.
Standard and Custom Wire Products Available from MWalloys
| Product Form | Diameter / Size Range | Available Condition | Typical Lead Time |
|---|---|---|---|
| Round Wire (coil) | 0.004" to 0.250" | Cold drawn or solution annealed | 2–4 weeks stock / 6–10 weeks custom |
| Round Wire (straight lengths) | 0.100" to 0.500" | Cold drawn, straightened | 2–5 weeks |
| Flat Wire / Strip | 0.005" × 0.020" to 0.100" × 0.500" | Cold drawn, annealed | 6–12 weeks (custom rolling) |
| Square Wire | 0.020" × 0.020" to 0.150" × 0.150" | Cold drawn | 6–10 weeks custom |
| Shaped Wire (custom profile) | Per customer drawing | Cold drawn | 8–14 weeks (tooling + drawing) |
Dimensional Tolerances for MWalloys Inconel 718 Wire
| Wire Diameter Range | Standard Tolerance | Tight Tolerance (on request) |
|---|---|---|
| 0.004"–0.020" | ±0.0003" | ±0.0001" |
| 0.021"–0.050" | ±0.0005" | ±0.0002" |
| 0.051"–0.100" | ±0.001" | ±0.0005" |
| 0.101"–0.200" | ±0.0015" | ±0.001" |
| 0.201"–0.500" | ±0.002" | ±0.0015" |
Tight tolerance wire (sometimes called "precision tolerance" or "close tolerance" wire) is particularly important in spring manufacturing because wire diameter variation directly translates into spring rate variation. A 1% diameter variation in a round wire produces approximately a 4% variation in spring rate (since spring rate scales with d⁴). For precision spring applications requiring spring rate tolerance within ±2%, tight diameter tolerance wire is a necessary starting requirement.
Spooling Options and Packaging
| Package Type | Net Weight | Spool ID | Best For |
|---|---|---|---|
| Large coil (oscillating lay) | 10–50 lbs | 16"–20" | Coil winding machines |
| Precision spool | 1–10 lbs | 4"–12" | Precision CNC coilers |
| Stem package | 0.5–5 lbs | 8"–12" | Small diameter wire, fine spring production |
| Straight lengths | Per request | N/A | Manual coiling, EDM, machining feedstock |
What Quality Documentation Accompanies AMS 5698 Certified Inconel 718 Wire?
AMS 5698 certified wire from MWalloys is shipped with a complete documentation package. The documentation requirements for wire intended for aerospace spring applications exceed those for general industrial wire supply and must be carefully reviewed upon receipt.
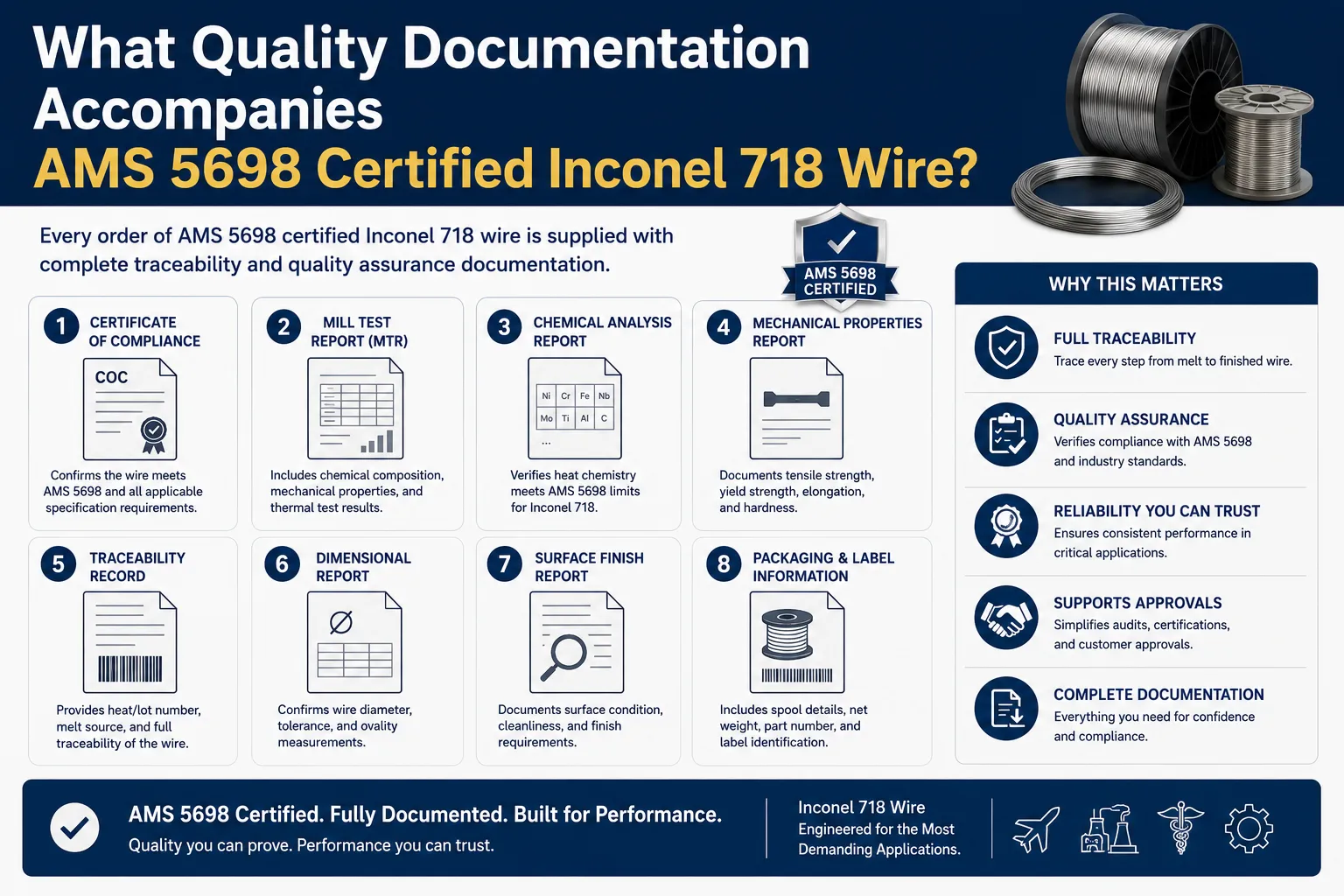
Complete Documentation Package for AMS 5698 Inconel 718 Wire
| Document | Required Content | Verification Method |
|---|---|---|
| Material Test Report (MTR) | Heat number, full chemical analysis, tensile test results, diameter measurement, heat treatment records | Compare against AMS 5598 limits |
| Certificate of Conformance | Supplier certification statement referencing AMS 5698 revision | Review signatory and company quality certification |
| Heat/Lot Number Marking | Wire spool or package marked with traceable heat number | Cross-reference to MTR |
| Tensile Test Report | UTS, YS (0.2% offset), elongation per ASTM E8 | Verify against AMS 5698 minimums |
| Diameter Measurement Report | Measured diameter with instruments traceable to NIST | Verify against dimensional tolerance |
| Eddy Current Test Report | When specified — 100% surface inspection for seams, inclusions, cracks | Required for fracture-critical spring applications |
| Country of Melting / DFARS Statement | Required for US defense programs | Verify domestic melt source compliance |
How Should Engineers Specify Custom Inconel 718 Wire Orders?
A correctly structured purchase order for custom Inconel 718 wire prevents the costly errors — wrong material condition, inadequate documentation, incorrect tolerances — that we see most often when customers transition from standard spring wire procurement to specialty superalloy sourcing.
Essential Elements of a Custom Inconel 718 Wire Purchase Specification
- Alloy designation: Inconel 718 / UNS N07718 / AMS 5698 (state revision if critical).
- Wire diameter (or cross-section dimensions for non-round wire): Nominal with tolerance class (standard or tight per AMS 2438).
- Material condition: Cold drawn (specify minimum tensile if required) or solution annealed.
- Melt practice: VIM+VAR (preferred for spring applications) or VIM+ESR+VAR.
- Surface condition: Bright drawn, oxide-free; or pickled if specified.
- Quantity: Total weight (lbs or kg) or total length (feet or meters).
- Packaging: Spool size, coil weight, oscillating lay or precision wind.
- Testing requirements: Standard per AMS 5698, or augmented (eddy current, grain size check).
- Documentation: MTR, C of C, test reports, DFARS statement if applicable.
- Special requirements: Low-carbon restriction, maximum hardness, customer source approval.
FAQs About Custom Inconel 718 Wire for Springs
1: What is the minimum order quantity for custom Inconel 718 wire from MWalloys?
MWalloys can supply custom AMS 5698 Inconel 718 wire in minimum quantities of 10 lbs for standard diameters from stock and 50 lbs minimum for custom diameter drawing from rod. For very fine diameters below 0.010", minimum quantities may be higher due to the setup costs associated with fine wire drawing through specialty carbide dies. Standard stock diameters (0.020", 0.032", 0.041", 0.054", 0.062", 0.080", 0.093", 0.125", 0.156", 0.187", 0.250") are typically available in quantities from 1 lb upward from warehouse inventory. Custom non-standard diameters require minimum lot sizes that cover the economics of die preparation, rod preparation, and quality testing. We encourage engineers to contact our sales team early in the design phase so we can advise on whether a standard diameter can be adopted, reducing lead time and minimum order requirements while maintaining AMS 5698 compliance.
2: Can Inconel 718 wire springs be used in cryogenic service at liquid nitrogen temperatures?
Yes — Inconel 718 wire springs perform reliably at cryogenic temperatures down to -196°C (liquid nitrogen) and below, maintaining excellent toughness and spring rate consistency without the ductile-to-brittle transition that restricts BCC alloy use at low temperatures. The FCC (face-centered cubic) crystal structure of Inconel 718 does not undergo the same lattice restriction at low temperatures that body-centered cubic materials like carbon steel experience. Measured modulus of elasticity values at -196°C are approximately 3–5% higher than at room temperature, which means spring rates will be slightly higher at cryogenic temperatures than at ambient — a factor that spring designers should account for when sizing springs for cryogenic valve actuators or liquid propellant engine mechanisms. Tensile strength and yield strength both increase at cryogenic temperatures, providing additional fatigue safety margin in extreme cold service.
3: What is the best method to coil Inconel 718 wire into springs?
Inconel 718 wire in the solution annealed condition is best formed by CNC coiling machines equipped with mandrel diameters sized to allow for springback, typically using 10–15% smaller mandrel diameter than the target mean coil diameter to compensate for elastic recovery. The material's high yield strength — even in the annealed condition — means springback is more pronounced than with low-carbon steel wire. Hot coiling (above 900°C) is an option for very heavy wire diameters (above 0.250") where cold forming forces would be excessive, but hot coiling introduces scale that must be removed before aging. For small to medium diameter wire below 0.200", cold coiling on precision CNC coilers with controlled pitch and feed rate gives the most consistent results. Wire should never be coiled in the fully aged (precipitation hardened) condition because the combination of high hardness and low ductility causes cracking during forming. Always form first, then age heat treat.
4: Does Inconel 718 wire require any special storage or handling precautions?
Inconel 718 wire requires clean, dry storage conditions protected from contact with low-melting-point metals (copper, lead, zinc, tin) and from halide-containing lubricants or cleaning solvents that could cause stress corrosion cracking if left on the surface during heat treatment. Unlike carbon steel spring wire, Inconel 718 does not require rust prevention oil — the natural chromium oxide passive film provides adequate atmospheric corrosion protection in normal storage environments. However, chloride-containing fingerprints or contamination from galvanized steel fixtures can cause pitting or surface staining. For long-term storage (greater than 6 months), wrapping coils in moisture-barrier poly bags with desiccant packs prevents the slight surface discoloration that can occur in humid environments. Most importantly, before heat treatment, all forming lubricants must be thoroughly removed by degreasing, as lubricant residue at heat treatment temperatures can cause surface carburization or sulfidation that permanently damages wire surface properties.
5: How does wire diameter affect the achievable tensile strength of drawn Inconel 718?
Finer diameter Inconel 718 wire achieves higher as-drawn tensile strength due to greater cumulative cold work per unit volume during the drawing process, with fine wire below 0.020" diameter typically reaching 200–220 ksi as-drawn compared to 175–185 ksi for wire above 0.100" diameter in the same condition. This size effect is consistent with the Hall-Petch relationship — greater deformation creates finer subgrain structure and higher dislocation density, raising strength. After aging heat treatment, this size-related strength differential partially diminishes because the precipitation hardening contribution becomes the dominant strengthening mechanism regardless of prior cold work. The practical implication for spring designers is that fine wire springs can be designed to somewhat higher allowable stress levels than identical springs made from heavy wire, which is one reason fine-pitch valve springs often achieve better performance-to-weight ratios than coarser equivalents. MWalloys provides diameter-specific tensile data with each spool shipment to eliminate uncertainty in spring design calculations.
6: What is the difference between AMS 5698 and AMS 5832 wire for spring applications?
AMS 5698 is the correct specification for Inconel 718 spring and structural wire, while AMS 5832 covers Inconel 718 welding wire with completely different requirements oriented toward weld metal quality rather than tensile strength or fatigue performance — the two specifications should never be interchanged. AMS 5832 welding wire has controlled cleanliness requirements (lower oxygen, nitrogen, hydrogen content) to minimize porosity in weld deposits, and is typically supplied in the annealed condition without tensile strength minimums relevant to springs. AMS 5698 wire is tested to specific tensile minimums, dimensional tolerances for coiling, and surface finish requirements for fatigue performance. Using AMS 5832 wire as a substitute for AMS 5698 in a spring application would produce springs with unpredictable tensile properties, potentially significantly below the design requirement, and without the documented mechanical test data required for aerospace qualification. MWalloys maintains these two wire families in clearly segregated inventory with separate certification documentation to prevent any possibility of mix-up.
7: How long does it take to receive custom-diameter Inconel 718 wire that is not in stock?
Custom diameter Inconel 718 wire not in standard stock inventory requires 8–14 weeks lead time from confirmed purchase order, covering melt material sourcing, rod drawing scheduling, multi-pass wire drawing with intermediate anneals, final testing, and certification documentation preparation. The exact lead time depends on current mill scheduling, the specific diameter and total weight ordered, and whether special requirements (tight tolerance, eddy current inspection, low-carbon chemistry) apply. For programs with tight schedules, MWalloys maintains a strategic rod stock inventory of VIM+VAR Inconel 718 that allows us to skip the ingot-to-rod steps and start directly from rod, reducing custom drawing lead times to 4–8 weeks for many diameter ranges. We strongly recommend that program managers alert us to custom wire requirements as early as possible in the design phase, ideally during the prototyping stage, to allow sufficient schedule margin for qualification and production supply.
8: Is Inconel 718 wire suitable for springs in nuclear radiation environments?
Inconel 718 wire is one of the most radiation-resistant spring wire materials available, and it is specified in nuclear control rod drive mechanisms and reactor internals precisely because its FCC microstructure resists radiation-induced embrittlement better than ferritic or martensitic steels. The primary radiation damage mechanism in metals is displacement damage — neutron bombardment displaces atoms from their lattice positions, creating vacancy-interstitial pairs that accumulate over time and can cause hardening and embrittlement. FCC metals like nickel-based alloys show lower embrittlement rates per unit of radiation dose compared to BCC materials. Additionally, Inconel 718 does not undergo radiation-induced phase transformation of the kind that can dramatically alter mechanical properties in other alloys. For use in light water reactor (LWR) environments, regulatory compliance with ASME Section III and applicable NRC material qualification requirements will apply. MWalloys can supply wire with the enhanced documentation and material qualification testing required for nuclear qualification programs upon request.
9: What spring surface treatments are compatible with aged Inconel 718 wire springs?
Shot peening, electroless nickel plating, and passivation are all compatible with aged Inconel 718 wire springs, while electrolytic plating and cadmium coating should be avoided due to hydrogen embrittlement and liquid metal embrittlement risks respectively. Shot peening (using stainless steel or glass bead shot, never carbon steel shot which can embed iron particles) is the most commonly applied post-age treatment, improving fatigue life by introducing beneficial compressive residual stress at the wire surface. Passivation per ASTM A967 or AMS 2700 restores the chromium oxide passive film if it has been disrupted by forming or heat treatment operations, improving corrosion resistance without altering dimensional or mechanical properties. Electrolytic plating processes (hard chrome, acid zinc) expose the spring to hydrogen that can cause embrittlement — if plating is genuinely required, baking at 190°C for 23 hours post-plating per ASTM F519 procedures is mandatory. Cadmium coating is incompatible with Inconel 718 above approximately 260°C due to liquid metal embrittlement from cadmium at elevated temperatures.
10: How should spring manufacturers verify the heat treatment quality of aged Inconel 718 springs?
Verification of successful aging heat treatment in Inconel 718 springs requires hardness testing (minimum Rc 38 target), dimensional measurement of spring rate against pre-aging spring rate (expect 10–20% rate increase), and free length measurement (expect less than 1% free length change after proper aging). Hardness testing is the most accessible in-process check — properly aged Inconel 718 springs consistently achieve Rc 38–44 depending on wire diameter and prior cold work level. If hardness is below Rc 36, under-aging (insufficient temperature or time) is suspected and the springs can be re-aged without penalty if they have not been service-exposed. Tensile testing of witness wire samples processed with the spring lot provides the most rigorous confirmation of aging effectiveness — these samples, machined from the same wire spool and aged alongside the springs, are tested to verify UTS greater than 230 ksi and yield strength greater than 195 ksi for diameters below 0.100". MWalloys provides witness wire samples from each coil shipped upon request, specifically to support this lot verification practice.
Verifiable References
The following sources were consulted in preparing this technical article and are independently verifiable by engineers and procurement specialists:
- SAE International. AMS 5698: Nickel Alloy, Corrosion and Heat Resistant, Wire, 52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe, Precipitation Hardenable. SAE International, Warrendale, PA. Current Revision.
- SAE International. AMS 2774: Heat Treatment, Nickel Alloy and Cobalt Alloy Parts. SAE International, Warrendale, PA. Current Revision.
- SAE International. AMS 2438: Wire, Round, Tolerances. SAE International, Warrendale, PA.
- Special Metals Corporation. INCONEL alloy 718 Technical Data Sheet (SMC-045). Special Metals, Huntington, WV.
- Wahl, A.M. Mechanical Springs, 2nd Edition. McGraw-Hill, New York, 1963. (Foundational reference for spring design equations including Wahl correction factor)
- Spring Manufacturers Institute (SMI). Handbook of Spring Design. SMI, Oak Brook, IL.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments. NACE International, Houston, TX.
- ASTM International. ASTM B637: Standard Specification for Precipitation-Hardening and Cold-Worked Nickel Alloy Bars, Forgings, and Forging Stock for Moderate or High-Temperature Service. ASTM International, West Conshohocken, PA.
- Donachie, M.J. and Donachie, S.J. Superalloys: A Technical Guide, 2nd Edition. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. The Superalloys: Fundamentals and Applications. Cambridge University Press, 2006. ISBN: 978-0-521-07011-9
- SAE International. AMS 5832: Nickel Alloy, Corrosion and Heat Resistant, Welding Wire. SAE International, Warrendale, PA.
- ASM International. ASM Handbook Volume 4B: Metal Working: Bulk Forming. ASM International, Materials Park, OH. (Wire drawing process references)
- ASTM International. ASTM A967: Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts. ASTM International, West Conshohocken, PA.
- Haynes International. High-Performance Alloys for Spring Applications Technical Bulletin. Haynes International, Kokomo, IN.
- Aerospace Industries Association (AIA). NASM 17887: Nickel Alloy 718 Product Specification. AIA, Washington, DC.
