Inconel 625 is a nickel-chromium-molybdenum superalloy with the UNS designation N06625, engineered to deliver exceptional corrosion resistance, high tensile strength, and outstanding performance in extreme temperature environments ranging from cryogenic conditions to approximately 1000°C (1832°F). It contains roughly 58% nickel, 20–23% chromium, and 8–10% molybdenum, with niobium additions that provide solid-solution strengthening without the need for heat treatment.
If your project requires the use of inconel 625(alloy 625), you can contact us for a free quote.
At MWalloys, we work with this alloy daily, and our engineering team consistently recommends it for applications where other stainless steels and standard nickel alloys simply cannot survive — including offshore subsea components, aerospace engine hardware, chemical processing equipment, and high-pressure seawater systems.
What Exactly is Inconel 625 and Where Does It Come From?
Inconel 625 was originally developed in the 1960s by the Special Metals Corporation (formerly Huntington Alloy Products), which also holds the registered trademark "Inconel." The alloy was initially created to meet the demanding requirements of steam-line piping for supercritical steam plants. However, engineers quickly realized that the combination of corrosion resistance, fabricability, and high-temperature capability made the alloy far more versatile than originally anticipated.

The "625" designation in the product name is not arbitrary. It reflects the alloy's ability to achieve yield strengths of approximately 60,000 psi (414 MPa) in the annealed condition — a remarkable figure for a material that has not been precipitation hardened. This inherent strength comes primarily from the solid-solution hardening effect of molybdenum and niobium within the nickel-chromium matrix.
Today, Inconel 625 is manufactured by multiple producers worldwide and marketed under equivalent trade names such as:
- Inconel 625 (Special Metals / Precision Castparts).
- Nicrofer 6020 hMo (VDM Metals).
- Haynes 625 (Haynes International).
- Altemp 625 (Allegheny Technologies).
- Cronidur 625 (various European suppliers).
At MWalloys, we stock and supply all equivalent grades with full mill test reports (MTRs) and traceability documents. Regardless of trade name, the alloy must meet ASTM, AMS, or equivalent international specifications to qualify as a true 625-grade material.
What is the Chemical Composition of Inconel 625?
The precise elemental composition of Inconel 625 is governed by standards including ASTM B443, AMS 5666, and ISO 6208. The table below outlines the full compositional range:
Inconel 625 Chemical Composition Table
| Element | Minimum (%) | Maximum (%) | Typical (%) |
|---|---|---|---|
| Nickel (Ni) | 58.0 | Balance | ~62 |
| Chromium (Cr) | 20.0 | 23.0 | 21.5 |
| Molybdenum (Mo) | 8.0 | 10.0 | 9.0 |
| Niobium + Tantalum (Nb+Ta) | 3.15 | 4.15 | 3.65 |
| Iron (Fe) | — | 5.0 | 3.0 |
| Manganese (Mn) | — | 0.50 | 0.20 |
| Silicon (Si) | — | 0.50 | 0.20 |
| Carbon (C) | — | 0.10 | 0.05 |
| Aluminum (Al) | — | 0.40 | 0.20 |
| Titanium (Ti) | — | 0.40 | 0.20 |
| Cobalt (Co) | — | 1.00 | 0.50 |
| Phosphorus (P) | — | 0.015 | — |
| Sulfur (S) | — | 0.015 | — |
Why Each Alloying Element Matters
Nickel (Ni): Forms the austenitic matrix and provides the base corrosion resistance to reducing environments, including hydrochloric acid and other halide media. Nickel also stabilizes the face-centered cubic (FCC) crystal structure, which contributes to excellent low-temperature toughness.
Chromium (Cr): Creates a passive oxide film on the surface, essential for resistance to oxidizing acids and high-temperature oxidation. Chromium content above 20% places this alloy in a class that can resist concentrated nitric acid environments.
Molybdenum (Mo): Significantly enhances pitting and crevice corrosion resistance, particularly in chloride-rich environments like seawater and marine atmospheres. Molybdenum also provides solid-solution hardening, contributing to elevated-temperature strength.
Niobium (Nb) + Tantalum (Ta): These additions strengthen the alloy through solid-solution hardening without requiring heat treatment. Niobium also stabilizes the alloy against sensitization during welding by tying up carbon and preventing chromium carbide precipitation at grain boundaries — a critical advantage over unstabilized alloys.
Iron (Fe): Kept below 5% to maintain corrosion resistance. Higher iron content can reduce the alloy's performance in highly aggressive acid environments.
What Are the Mechanical Properties of Inconel 625?
One of the most frequent questions we receive from engineers is about the mechanical performance data across different temperature conditions. The answer depends significantly on the temper/condition of the material and the test temperature.
Room Temperature Mechanical Properties (Annealed Condition)
| Property | Value (Metric) | Value (Imperial) |
|---|---|---|
| Ultimate Tensile Strength | ≥ 827 MPa | ≥ 120 ksi |
| 0.2% Yield Strength | ≥ 414 MPa | ≥ 60 ksi |
| Elongation | ≥ 30% | ≥ 30% |
| Reduction of Area | ≥ 35% | ≥ 35% |
| Hardness (Brinell) | ≤ 220 HB | ≤ 220 HB |
| Young's Modulus | 207 GPa | 30,000 ksi |
Elevated Temperature Mechanical Properties
| Temperature (°C) | UTS (MPa) | YS (MPa) | Elongation (%) |
|---|---|---|---|
| 21 | 855 | 490 | 43 |
| 200 | 820 | 430 | 42 |
| 400 | 775 | 395 | 43 |
| 600 | 740 | 380 | 42 |
| 700 | 690 | 365 | 41 |
| 800 | 560 | 345 | 38 |
| 900 | 285 | 220 | 48 |
| 1000 | 90 | 60 | 55 |
These figures confirm that Inconel 625 retains meaningful strength well above temperatures where carbon steels and even austenitic stainless steels begin to fail structurally.
Physical Properties
| Property | Value |
|---|---|
| Density | 8.44 g/cm³ (0.305 lb/in³) |
| Melting Range | 1290–1350°C (2350–2460°F) |
| Specific Heat | 410 J/kg·°C (0.098 BTU/lb·°F) |
| Thermal Conductivity (at 21°C) | 9.8 W/m·K (68 BTU·in/h·ft²·°F) |
| Electrical Resistivity | 1.29 μΩ·m |
| Thermal Expansion (21–100°C) | 12.8 μm/m·°C |
| Magnetic Permeability | < 1.002 (essentially non-magnetic) |
The relatively low thermal conductivity is worth noting — it means Inconel 625 does not dissipate heat as quickly as steel, which has both implications for machining (heat buildup at the cutting zone) and for thermal barrier applications.
What Standards and Specifications Govern Inconel 625?
Procurement teams and quality engineers frequently ask us about the applicable standards. Inconel 625 is covered by an extensive set of domestic and international standards depending on product form:
ASTM Standards for Inconel 625
| ASTM Standard | Product Form |
|---|---|
| ASTM B443 | Sheet, Strip, and Plate |
| ASTM B444 | Seamless Pipe and Tube |
| ASTM B446 | Rod and Bar |
| ASTM B564 | Forgings |
| ASTM B704 | Welded Tube |
| ASTM B705 | Welded Pipe |
AMS and Other Aerospace Specifications
| Specification | Description |
|---|---|
| AMS 5596 | Sheet, Strip, and Plate (annealed) |
| AMS 5666 | Bar, Rod, and Wire |
| AMS 5837 | Welding Wire (ERNiCrMo-3) |
| AMS 5599 | Seamless Tubing |
| AWS A5.14 (ERNiCrMo-3) | Filler Metal Classification |
International Equivalents
| Standard | Designation |
|---|---|
| ISO 6208 | NiCr22Mo9Nb |
| EN 10095 | NiCr22Mo9Nb |
| DIN 17744 | 2.4856 |
| BS | NA21 |
| NACE MR0175 / ISO 15156 | Qualified for sour service |
At MWalloys, all supplied material comes with full documentation including ASTM/AMS compliance, heat number traceability, chemical analysis, and mechanical test certificates, meeting NACE requirements where specified by the client.
What Are the Main Applications of Inconel 625?
The versatility of Inconel 625 is genuinely broad, and we have supplied it across industries that range from deep-sea oil production to space launch vehicles. Below is a systematic breakdown of where and why this alloy is used.
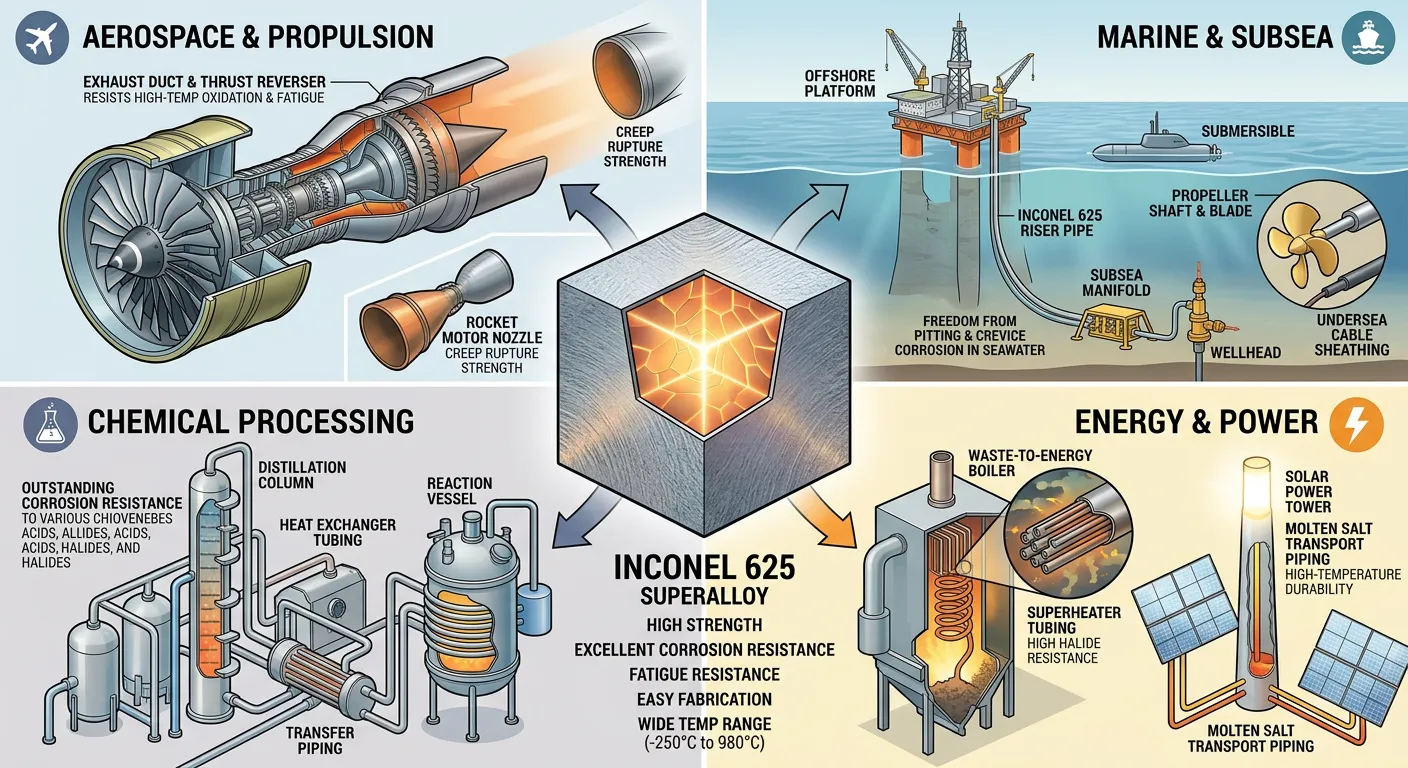
Oil and Gas Industry Applications
In the oil and gas sector, Inconel 625 is used extensively in:
- Subsea umbilical tubes: The alloy's resistance to seawater corrosion and sulfide stress cracking (SSC) makes it the material of choice for hydraulic and chemical injection lines in deepwater production systems. We have supplied coiled tubing for projects operating at depths exceeding 3,000 meters.
- Wellhead components: Valves, fittings, and hangers exposed to H₂S-containing production fluids require NACE MR0175 compliance, and Inconel 625 qualifies in multiple conditions.
- Riser systems: Flexible risers in floating production systems (FPSOs) incorporate Inconel 625 armor and pressure sheaths.
- Chemical injection lines: Corrosion inhibitors, methanol, and scale inhibitors are injected through small-bore Inconel 625 tubing.
Aerospace and Defense Applications
Aerospace engineers specify Inconel 625 when other materials cannot meet the combined demands of heat, stress, and oxidative environments:
- Jet engine exhaust systems: Combustion liners, afterburner hardware, and exhaust ducting all benefit from the alloy's oxidation resistance above 800°C.
- Rocket motor thrust chambers: NASA and commercial launch providers have used Inconel 625 in nozzle extensions where ablative cooling is not practical.
- Aircraft skin components: On supersonic aircraft, aerodynamic heating makes conventional aluminum or titanium unsuitable for certain fuselage panels.
- Helicopter rotor hubs and seals: Dynamic components benefit from the alloy's fatigue resistance and toughness.
Chemical Processing Industry
The chemical processing industry relies on Inconel 625 for:
- Heat exchangers in phosphoric acid, sulfuric acid, and hydrochloric acid service.
- Reactor vessels for aggressive organic acid processing.
- Scrubber systems handling mixed acid vapors and chlorinated compounds.
- Distillation columns in pharmaceutical and fine chemical production.
- Agitators and mixing tanks where mechanical wear combines with chemical attack.
Marine environments are highly aggressive, combining chlorides, biological fouling, and mechanical loading. Inconel 625 applications include:
- Propeller shafting and marine propellers on high-performance vessels.
- Seawater piping systems on naval combatants and research vessels.
- Submarine pressure hull penetrators.
- Sonar domes and transducer housings requiring non-magnetic properties.
Nuclear Power Applications
Inconel 625 has qualified for use in both light water reactor (LWR) systems and advanced nuclear designs:
- Steam generator tubing in pressurized water reactors (PWRs).
- Reactor vessel internals subjected to high neutron flux and coolant chemistry.
- Fuel assembly components requiring dimensional stability at high temperatures.
Other Industrial Applications
- Flue gas desulfurization (FGD) systems in power plants.
- Waste incineration liners exposed to chloride-laden combustion gases.
- Cryogenic storage tanks for liquefied natural gas (LNG) and liquid oxygen.
- Medical implants and surgical instruments (biocompatibility has been demonstrated).
How Does Inconel 625 Perform in Corrosive Environments?
Corrosion resistance is arguably the defining characteristic that justifies the cost premium of Inconel 625 over more economical alloys. The combination of chromium, molybdenum, and niobium produces a layered defense against multiple corrosion mechanisms simultaneously.
Pitting and Crevice Corrosion Resistance
The Pitting Resistance Equivalent Number (PREN) is a commonly used index to compare chloride-pitting resistance. For Inconel 625:
PREN = %Cr + 3.3×%Mo + 16×%N
Typical PREN for Inconel 625: 21.5 + (3.3 × 9.0) + 0 ≈ 51.2
This places Inconel 625 well above super duplex stainless steels (PREN ~40) and even higher than many other nickel alloys. In seawater immersion tests at temperatures up to 35°C, Inconel 625 shows no pitting after 12 months of exposure — a benchmark that standard 316L stainless steel cannot match.
Corrosion Performance in Various Media
| Corrosive Medium | Performance Rating | Notes |
|---|---|---|
| Seawater (ambient) | Excellent | No pitting observed in long-term exposure |
| Seawater (elevated temp) | Very Good | Some crevice corrosion risk above 50°C |
| Sulfuric acid (dilute) | Excellent | Up to 20% concentration at 80°C |
| Hydrochloric acid | Good | Better in dilute conditions |
| Phosphoric acid | Excellent | Widely used in phosphoric acid plants |
| Nitric acid | Very Good | Chromium oxide film provides protection |
| Acetic acid | Excellent | Pharmaceutical-grade processing |
| Chloride stress corrosion | Excellent | Superior to austenitic SS |
| Hydrogen sulfide (H₂S) | Good | NACE qualified for sour service |
| Caustic / alkali solutions | Very Good | Resistant to stress corrosion cracking |
High-Temperature Oxidation Resistance
Inconel 625 maintains its protective chromium oxide scale up to approximately 980°C (1800°F) in air. Above this temperature, the oxidation rate increases noticeably and continuous cyclic oxidation can cause scale spallation. In oxidizing environments, the alloy outperforms most stainless steels, though it is surpassed by higher-chromium alloys such as Inconel 601 or Haynes 214 at temperatures above 1050°C.
In reducing atmospheres (low oxygen partial pressure), the alloy performs moderately well but is not recommended for extended service in strongly reducing high-temperature gas streams containing sulfur compounds.
Inconel 625 vs Other Nickel Alloys: How Do They Compare?
Understanding how Inconel 625 positions against alternatives helps engineers and procurement specialists make better decisions. We frequently field questions comparing 625 to 718, 825, and Hastelloy C-276.
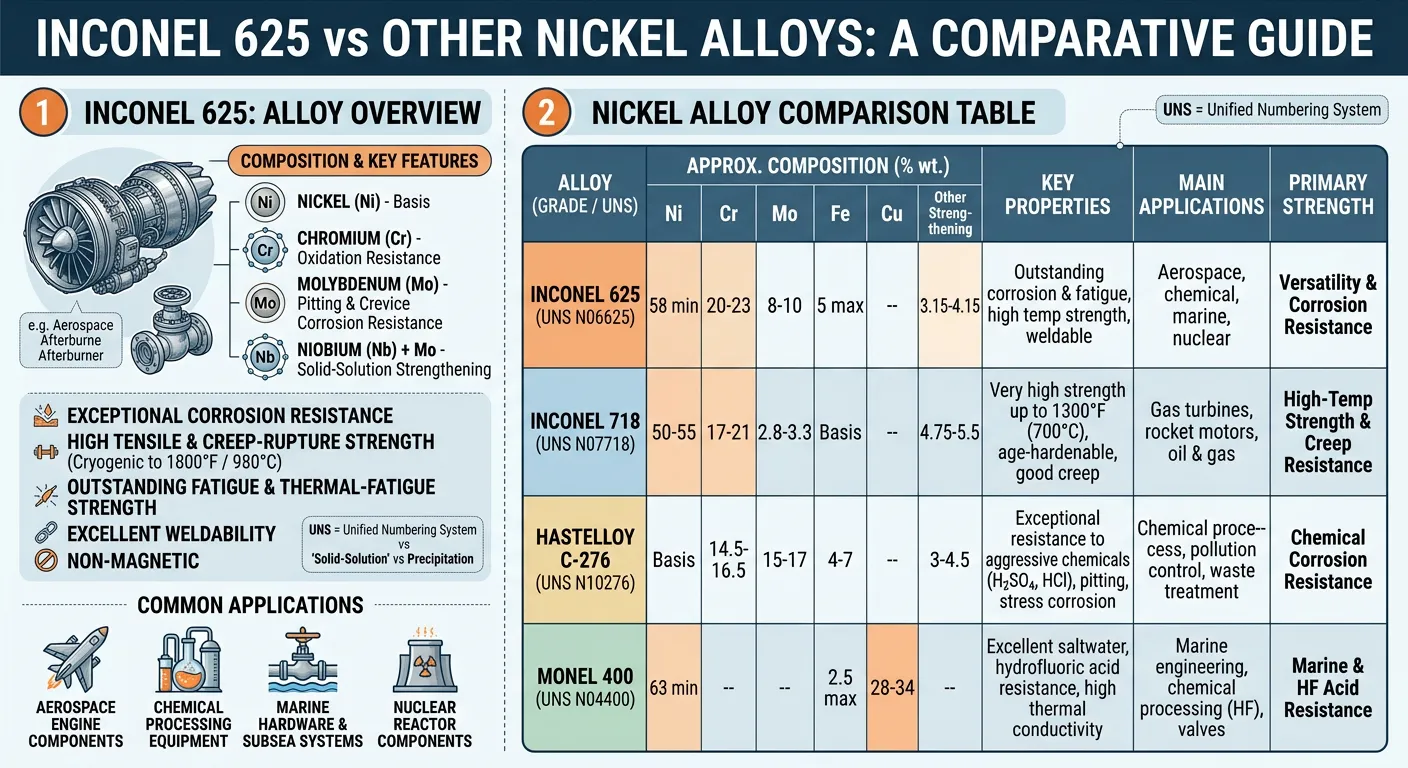
Inconel 625 vs Inconel 718
| Property | Inconel 625 | Inconel 718 |
|---|---|---|
| UNS | N06625 | N07718 |
| Strengthening Mechanism | Solid solution | Precipitation hardening |
| Max UTS (aged) | ~1100 MPa | ~1380 MPa |
| Max Service Temperature | ~1000°C | ~700°C |
| Weldability | Excellent | Good (requires post-weld heat treatment) |
| Corrosion Resistance | Superior | Moderate |
| Cost | Lower | Higher |
| Primary Use | Corrosion-critical environments | High-strength aerospace components |
Inconel 718 delivers higher strength in its aged condition but requires a two-stage aging heat treatment and is more susceptible to stress corrosion cracking in certain environments. For applications where corrosion resistance is the primary driver, Inconel 625 is usually the correct selection.
Inconel 625 vs Incoloy 825
| Property | Inconel 625 | Incoloy 825 |
|---|---|---|
| UNS | N06625 | N08825 |
| Nickel Content | ~62% | ~42% |
| Chromium Content | ~21.5% | ~21.5% |
| Molybdenum Content | ~9% | ~3% |
| Pitting Resistance (PREN) | ~51 | ~32 |
| Tensile Strength | 827 MPa | 586 MPa |
| Cost | Higher | Lower |
| Application Fit | Severe corrosion environments | Moderately aggressive environments |
Incoloy 825 is significantly less expensive and is adequate for many oil and gas applications in sweet service. However, when chloride concentrations increase or temperatures rise, Inconel 625's higher molybdenum content makes it the more reliable choice.
Inconel 625 vs Hastelloy C-276
| Property | Inconel 625 | Hastelloy C-276 |
|---|---|---|
| UNS | N06625 | N10276 |
| Molybdenum (%) | 8–10 | 15–17 |
| Chromium (%) | 20–23 | 14.5–16.5 |
| Pitting Resistance | ~51 PREN | ~60 PREN |
| High-Temp Oxidation | Superior | Moderate |
| Welding Heat Sensitivity | Lower | Higher |
| Cost | Lower | Higher |
| Application Fit | Balanced corrosion/temperature | Extreme corrosion, lower temperatures |
Hastelloy C-276 has higher molybdenum and thus better resistance to reducing acids and pitting in the most aggressive chloride conditions. However, at high temperatures, C-276 is more prone to sigma phase precipitation, which can embrittle the alloy. Inconel 625 handles thermal cycling and elevated-temperature service more reliably.

How is Inconel 625 Fabricated, Welded, and Machined?
For manufacturing engineers and fabricators, understanding the processing characteristics of Inconel 625 is essential to achieving quality results.
Welding Inconel 625
One of the most appreciated attributes of Inconel 625 is its excellent weldability without susceptibility to post-weld cracking, provided proper procedures are followed. Key welding considerations include:
Recommended Filler Metals:
- ERNiCrMo-3 (AWS A5.14): This is essentially the matching filler composition and is the standard choice.
- ENiCrMo-3 (AWS A5.11): Covered electrode equivalent for SMAW.
Welding Process Suitability:
| Process | Suitability | Notes |
|---|---|---|
| GTAW (TIG) | Excellent | Best for precision and thin sections |
| GMAW (MIG) | Good | Higher deposition rate for thicker sections |
| SMAW | Good | Field welding applications |
| FCAW | Moderate | Limited to specific electrode types |
| SAW | Moderate | Less common, requires flux optimization |
| Laser Beam | Very Good | Emerging use in aerospace |
Key Welding Guidelines:
- Use direct current electrode negative (DCEN) for TIG welding
- Pre-heat is generally not required for base metal below 100mm thickness
- Maintain interpass temperature below 175°C (350°F) to prevent heat buildup
- Clean the base metal thoroughly — even small amounts of sulfur or oil can cause hot cracking
- Post-weld heat treatment (PWHT) is not normally required for the base alloy, but some code applications mandate a stress relief anneal
Machining Inconel 625
Inconel 625 is classified as difficult to machine due to its work hardening rate, high hot hardness, and tendency to generate built-up edge (BUE) on cutting tools. However, with the right approach, consistent results are achievable.
Recommended Machining Parameters (Turning):
| Operation | Cutting Speed (m/min) | Feed (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| Rough Turning | 15–25 | 0.15–0.30 | 2.0–4.0 |
| Finish Turning | 25–40 | 0.05–0.12 | 0.5–1.5 |
| Drilling | 5–10 | 0.05–0.10 | Per diameter |
| Milling | 15–25 | 0.08–0.15 | 1.5–3.0 |
Tooling Recommendations:
- Carbide inserts with TiAlN or PVD coatings are preferred over HSS.
- Positive rake angle geometry reduces cutting forces.
- Flood coolant at high pressure is essential to manage heat.
- Avoid dwelling or rubbing, which accelerates work hardening.
- Sharp tools must be maintained — dull tooling dramatically worsens surface finish and accelerates work hardening.
Forming and Cold Working
Inconel 625 can be cold formed using conventional techniques, though higher forces are required compared to stainless steel due to the alloy's strength and work hardening rate. Hot forming between 900°C and 1180°C is feasible and reduces forming loads substantially. After hot forming, an annealing heat treatment at 1050–1150°C followed by rapid quenching restores full corrosion resistance and ductility.
What Heat Treatment is Applied to Inconel 625?
Unlike precipitation-hardened alloys, Inconel 625 does not require a complex aging cycle to achieve its design properties. The standard heat treatment is solution annealing:
Solution Annealing:
- Temperature: 1040–1180°C (1900–2150°F).
- Atmosphere: Inert or vacuum preferred; controlled hydrogen or dissociated ammonia acceptable.
- Cooling: Rapid water quench or fast air cool to prevent carbide and intermetallic precipitation.
- Purpose: Dissolves precipitates, restores corrosion resistance, relieves forming stresses.
Stress Relief (when required by code):
- Temperature: 870–980°C (1600–1800°F).
- Holding time: 1 hour per 25mm of thickness.
- Cooling: Air cool.
Note that extended exposure between 650°C and 950°C can lead to precipitation of gamma double-prime (γ'') and delta phases, which can cause embrittlement. This is particularly relevant for equipment operating in this temperature range over long periods.
What Product Forms is Inconel 625 Available In?
At MWalloys, we supply Inconel 625 in all standard wrought product forms. Availability and lead times vary by form and dimension:
Available Product Forms and Typical Dimensions
| Product Form | Standard | Typical Size Range |
|---|---|---|
| Plate | ASTM B443 | 3mm–100mm thickness |
| Sheet | ASTM B443 | 0.3mm–3mm thickness |
| Strip | ASTM B443 | Width up to 600mm |
| Bar (Round) | ASTM B446 | 6mm–300mm diameter |
| Bar (Hex, Square) | ASTM B446 | Various |
| Seamless Tube | ASTM B444 | OD 6.35mm–150mm |
| Welded Tube | ASTM B704 | OD up to 300mm |
| Seamless Pipe | ASTM B444 | NPS 1/8 to 8 |
| Forgings | ASTM B564 | Custom |
| Wire | ASTM B446 | 0.1mm–12mm |
| Weld Wire (ERNiCrMo-3) | AWS A5.14/AMS 5837 | 0.8mm–3.2mm diameter |
Surface finishes available include hot rolled, cold drawn, annealed and pickled, bright annealed, and electropolished for sanitary applications.
What Does Inconel 625 Cost and What Affects Pricing?
Pricing is one of the first practical questions procurement teams ask, and it is impossible to give a single number because the cost of Inconel 625 is driven by several market and specification factors.
Primary Cost Drivers:
- Nickel spot price: Since nickel constitutes 58%+ of the alloy, fluctuations in LME nickel pricing directly affect raw material cost. Nickel has historically traded between $10,000 and $50,000 per metric ton.
- Molybdenum and niobium prices: Both are specialty metals with supply constraints that can cause significant price swings.
- Product form: Finished products like seamless tubes command a higher premium than plate or bar.
- Specification requirements: AMS certification, NACE compliance, or customer-specific testing adds cost.
- Quantity and lead time: Spot purchases from distributor stock cost more per kilogram than mill orders with lead times.
General Approximate Price Ranges (for reference only — market-dependent):
- Plate and sheet: $25–$55 USD/kg.
- Bar (annealed): $28–$60 USD/kg.
- Seamless tube: $40–$100 USD/kg.
- Weld wire (ERNiCrMo-3): $35–$75 USD/kg.
We always recommend contacting MWalloys directly for current pricing tied to your specific grade, form, certification requirements, and quantity.
Also read: Inconel 625 Price Per Pound (2026)
Frequently Asked Questions (FAQs) About Inconel 625
1: Is Inconel 625 magnetic?
No. Inconel 625 is essentially non-magnetic in its annealed condition, with a magnetic permeability below 1.002 μ. This makes it suitable for applications where magnetic interference must be avoided, such as sonar housing, MRI-compatible medical devices, and certain defense applications.
2: Can Inconel 625 be used in seawater applications?
Yes, and it performs exceptionally well. The combination of high chromium, molybdenum, and nickel gives Inconel 625 one of the highest chloride pitting resistance levels of any standard wrought alloy. It is used in submarine hardware, offshore umbilicals, and marine heat exchangers without protective coating in most cases.
3: What is the maximum service temperature for Inconel 625?
In oxidizing environments, Inconel 625 can be used continuously up to approximately 980°C (1800°F). For structural load-bearing applications, the practical upper limit is closer to 800°C where meaningful yield strength is retained. At temperatures above 650°C with long service times, monitor for potential embrittlement from intermetallic precipitation.
4: Does Inconel 625 require post-weld heat treatment?
Generally, no. One of the practical advantages of Inconel 625 is that it does not require PWHT to maintain corrosion resistance or mechanical properties after welding. Some pressure vessel codes (such as ASME Section I or Section VIII) may mandate a stress-relief cycle in specific design cases, but the alloy itself is not crack-sensitive in the as-welded condition when correct procedures are used.
5: What is the difference between Inconel 625 and Inconel 625 LCF?
The LCF (Low Cycle Fatigue) variant was developed specifically for flexible riser and umbilical applications in the offshore industry. Compared to standard 625, the LCF grade has tighter compositional control, improved cleanliness (lower inclusion content), and enhanced fatigue life under cyclic loading. ASTM B704 covers welded tubing in the LCF variant.
6: How does Inconel 625 handle H₂S (hydrogen sulfide) environments?
Inconel 625 qualifies under NACE MR0175 / ISO 15156 for use in sour gas service (environments containing H₂S). The alloy is highly resistant to sulfide stress cracking (SSC) and hydrogen-induced cracking (HIC), which makes it valuable in oil and gas production where sour conditions are common. Hardness must be maintained below specified limits (typically 40 HRC) for NACE compliance.
7: What is the PREN of Inconel 625 compared to 316L stainless steel?
Inconel 625 has a PREN of approximately 51, while 316L stainless steel has a PREN of approximately 24–26. This means Inconel 625 has roughly twice the pitting resistance of 316L, explaining why it is selected when 316L fails in chloride environments.
8: Can Inconel 625 be welded to carbon steel or stainless steel?
Yes. Inconel 625 is routinely welded to carbon steel, low-alloy steel, and austenitic stainless steels using ERNiCrMo-3 filler metal, which is the standard recommended consumable for dissimilar metal joints involving Inconel 625. Buttering layers may be applied to ferritic or carbon steel base metals before the main joint fill to minimize dilution effects.
9: Is Inconel 625 suitable for cryogenic applications?
Yes. The FCC crystal structure of nickel-based alloys does not undergo a ductile-to-brittle transition at low temperatures, unlike ferritic and martensitic steels. Inconel 625 maintains good toughness at cryogenic temperatures down to -196°C (liquid nitrogen temperature) and has been used in LNG containment hardware and aerospace fuel system components.
10: How do I verify that Inconel 625 material is genuine?
Always request a mill test report (MTR) from the supplier and verify that the chemical analysis meets the compositional requirements of the applicable standard (ASTM B443, B446, etc.). XRF (X-ray fluorescence) analysis can be used for rapid verification of major alloying elements. At MWalloys, all material ships with full traceability documentation including heat number, lot number, chemical certification, and mechanical test data.
Summary: Why Inconel 625 Remains the Benchmark Alloy in Its Class
After decades of commercial use across some of the world's most demanding industries, Inconel 625 continues to hold its position as one of the most specified nickel superalloys in the world. Its unique combination of attributes — solid-solution-strengthened without heat treatment, inherently weldable, corrosion-resistant across an unusually wide range of chemistries, and capable of operating from cryogenic depths to near-combustion temperatures — has never been easily replicated by lower-cost alternatives.
From our experience at MWalloys supplying this alloy to offshore operators, chemical plant engineers, aerospace fabricators, and naval contractors, the conversation usually follows a consistent pattern: engineers start looking at Inconel 625 when something less expensive has already failed. The economics almost always favor selecting the correct material from the beginning rather than paying for repairs, downtime, and safety incidents.
If you are evaluating Inconel 625 for a specific project, we encourage you to reach out to our engineering team with your operating conditions, geometry requirements, and applicable code specifications. We can provide material selection guidance, dimensional availability, lead time estimates, and full documentation packages tailored to your procurement and quality management requirements.
MWalloys is a specialized supplier of high-performance nickel alloys, stainless steels, and specialty metals. Our technical team holds experience across oil and gas, aerospace, chemical processing, and nuclear sectors. All materials are supplied with traceable mill certifications and can be provided to customer-specific inspection plans.
References and Standards Cited:
- ASTM B443, B444, B446, B564, B704, B705
- AMS 5596, 5599, 5666, 5837
- AWS A5.14 / A5.11
- NACE MR0175 / ISO 15156
- ASME Boiler and Pressure Vessel Code, Section II Part B
- Special Metals Corporation Technical Bulletin: Inconel Alloy 625
- VDM Metals Data Sheet: Nicrofer 6020 hMo (Alloy 625)
- Haynes International: Alloy 625 Technical Data
