For small jobs, field repairs, and heavy rusted/dirty steel where simplicity and portability matter, stick welding (SMAW) usually wins. For production, thick-plate fabrication, or when speed and high deposition are priorities — particularly in shop or structural work — flux-cored arc welding (FCAW) is normally the better choice. Each process has clear technical tradeoffs (penetration profile, deposition rate, equipment needs, slag behavior, fume generation, and cost-per-length) that make one preferable in certain industries and joint conditions; choosing wisely requires matching the weld application, environment, and code/qualification needs.
What is Stick Welding and Flux Core?
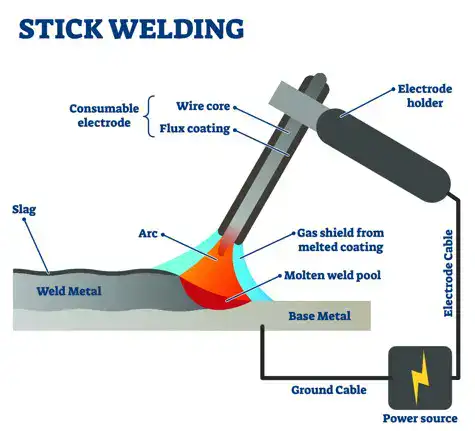
Stick welding (SMAW): Shielded Metal Arc Welding — uses a flux-coated consumable rod (electrode). The electrode both carries current and supplies filler metal; flux on the rod melts to create shielding slag and gas that protect the liquid weld pool. SMAW is mechanic-simple: a constant-current power source (AC or DC), electrode holder, ground clamp, and the rods.
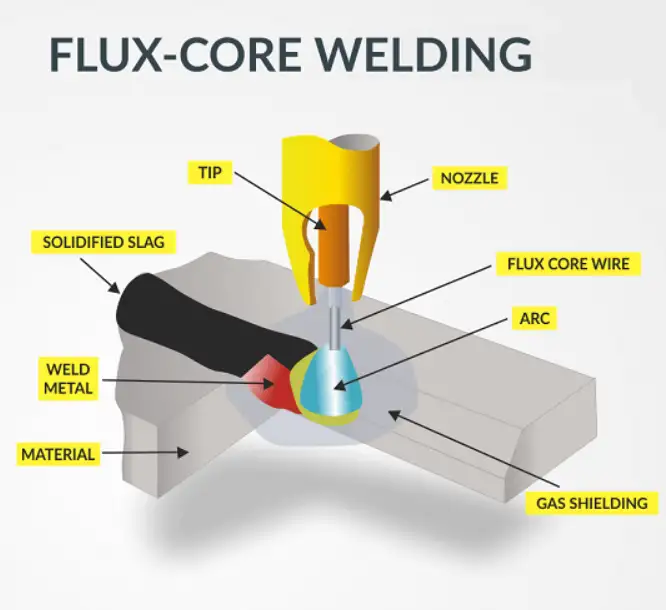
Flux-cored arc welding (FCAW) feeds a tubular wire containing flux through a wire feeder and gun. There are two main flavors: self-shielded FCAW (FCAW-S) where the flux provides shielding, and gas-shielded FCAW (FCAW-G) that uses external shielding gas (often CO₂ or mixed gases) for arc stability and metallurgy. FCAW broadly blends the advantages of wire feed (higher deposition, steady feed) with flux protection that supports outdoor work and heavy sections.
How the arc & consumable differ (mechanics and metallurgy)
-
Electrode geometry: SMAW electrodes are solid rods with flux coating; FCAW uses a hollow tubular wire packed with flux. That structural difference drives differences in feedability, usable length, and deposition efficiency.
-
Shielding mechanism: SMAW coatings burn to create gases and slag; FCAW flux does similar internally (and FCAW-G adds external gas). Self-shielded FCAW and SMAW enable outdoor work without bottles; FCAW-G and MIG require gas control.
-
Power source & polarity: SMAW typically uses constant-current (CC) machines; FCAW usually uses constant-voltage (CV) sources designed for wire feed; polarity recommendations differ by electrode type (check manufacturer data and AWS classifications).
Standards and filler-metal classifications
Key standards you should reference when specifying electrodes, qualification, or procurement:
-
AWS A5.1/A5.1M — Carbon steel electrodes for SMAW (common classifications like E7018).
-
AWS A5.20/A5.20M — Specification for carbon steel electrodes for flux-cored arc welding (covers E71T-class wires, usability designators, diffusible hydrogen limits, etc.).
-
Project and structural codes (e.g., AWS D1.1, API, shipbuilding standards) will reference acceptable processes and filler metals and often set required toughness and preheat/postheat. Always cross-check the controlling code.
Equipment & setup: what you need
Minimal gear and notable extras for each process:
SMAW (stick):
-
CC welding machine (transformer, inverter CC), electrode holder, ground clamp.
-
Rod sizes typically 1/16"–3/32"–1/8" (1.6–3.2–4.0 mm).
-
Basic PPE; bucket for slag and chipping hammer.
FCAW:
-
CV power source with wire feeder and a contact tip/gun assembly.
-
Spool of flux-cored wire (self-shielded spools can be used without gas; gas-shielded wires require regulator, hose, and gas).
-
Appropriate drive rolls (V or U groove) and liners for the wire type.
-
Sometimes anti-spatter consumables and special shielding gas mixes.
Performance metrics — quick comparison table
| Metric | SMAW (stick) | FCAW (flux-cored) |
|---|---|---|
| Typical deposition rate | Low–moderate (rod change interrupt) | High (continuous wire feed) — up to several × higher. |
| Travel speed | Slower | Faster |
| Typical penetration | Generally good, deep root penetration on heavy sections | Very good; FCAW often designed for high deposition with strong fusion (varies by wire). |
| Outdoor suitability | Excellent (no bottle needed) | FCAW-S excellent; FCAW-G not suitable without wind protection. |
| Slag and cleanup | Heavy slag, hand chipping required | Slag present (depends on wire), often requires chipping/grinding |
| Equipment complexity | Simple | Greater (feeder, gun, drive rolls) |
| Ease of learning | Relatively easy to start | Easier to get consistent beads with wire feed, but settings & feed require tuning |
| Cost per lb of weld metal | Lower electrode cost, but lower productivity | Higher consumable cost but higher productivity (cost per foot often lower in production). |
(References: technical data and manufacturer guides from industry sources.)
Practical working conditions — outdoors, position, and cleanliness
-
Outdoors / windy sites: SMAW and self-shielded FCAW (FCAW-S) are favored because the flux supplies shielding—no gas bottles to blow away. Gas-shielded FCAW or MIG/GMAW struggle in wind without windbreaks.
-
Out-of-position welding (vertical, overhead): Certain electrodes/wire formulations are optimized for uphill travel and positional welding. FCAW formulations are produced for vertical/uphill welding in heavy fabrication; SMAW electrodes (e.g., low-hydrogen E7018) are widely used for positional qualification in codes. Always refer to electrode usability designators and procedure qualification requirements.
-
Dirty or rusty metal: Both SMAW and FCAW tolerate some surface contamination better than solid-wire MIG or TIG, but precleaning is still recommended to avoid porosity or slag entrapment. FCAW can be more forgiving in high-production repair contexts.
Quality, common defects, and how to manage them
Typical SMAW defects
-
Porosity — from moisture in rods, poor technique, or contaminated base metal. Keep rods dry; store low-hydrogen rods per manufacturer.
-
Undercut / lack of fusion — incorrect travel speed, wrong amperage, poor electrode angle.
-
Slag entrapment — inadequate slag removal between passes.
Typical FCAW defects
-
Porosity — often caused by inadequate shielding (wind, wrong gas flow for FCAW-G), improper polarity, or wet flux in wire.
-
Excessive spatter and smoke — common with certain self-shielded wires and wrong settings; fume control important.
-
Incomplete fusion/burn-through — too high travel speed or wrong parameters.
How to manage
-
Always follow manufacturer typical ranges for voltage, wire speed/amps, electrode angle. Use recommended shielding gas and flow for FCAW-G. Store consumables dry; low-hydrogen rods (e.g., E7018) should be kept in ovens as per spec. Refer to AWS and manufacturer troubleshooting guides when defects persist.
Cost & productivity
Productivity drivers: deposition rate (lb/hr or kg/hr), travel speed, required rework, operator skill, downtime for electrode/spool changes.
| Cost factor | SMAW | FCAW |
|---|---|---|
| Consumable unit price | Lower per rod | Higher per spool/wire |
| Wasted filler length | Some waste at rod ends | Minimal (wire feed uses almost all) |
| Labor (per foot weld) | Higher (slower travel, more stops) | Lower (continuous feed, faster) |
| Prep & cleanup time | Significant (slag chipping per pass) | Moderate (slag still requires removal) |
| Equipment capex | Lower | Higher (feeder, gun, spool) |
Interpretation: For one-off repairs or small jobs, SMAW often has lower total cost due to minimal setup. For repetitive, long welds or thick-plate production, FCAW's higher deposition and continuous feed usually reduce cost per linear foot despite higher consumable price. Manufacturer and shop productivity studies indicate FCAW deposition rates can be several times larger than SMAW in similar joint sizes — translating to lower labor and overall job cost for larger scopes.
Health, fumes, and environmental considerations
-
Fume generation: FCAW (both variants) often produces higher fumes than SMAW because of the continuous burning flux and high deposition rates. Metal vapor and flux components can increase manganese and iron fume levels — important for exposure limits and ventilation planning. Use local exhaust ventilation (LEV), respirators when required, and follow occupational exposure limits.
-
Smoke & visibility: Self-shielded FCAW can produce heavy smoke that hinders visibility; lighting and fume control are recommended.
-
Slag and spatter cleanup: Both processes require post-weld cleaning; FCAW often produces more spatter, and SMAW produces chunkier slag. Proper housekeeping is important to prevent slip hazards and to ensure inspection reliability.
Choosing by application — industry examples
Construction / structural steel erection
-
Preferred: FCAW-G (shop) for efficiency; FCAW-S or SMAW (field conditions) where wind or mobility prevents bottle use. Many erection shops run FCAW lines for fillet welds and SMAW for root passes when codes demand specific filler metal qualification.
Shipbuilding / heavy fabrication
-
Preferred: FCAW for high-volume fillet and groove welds due to throughput; SMAW often used for repairs or when qualified procedures require it.
Maintenance and repair
-
Preferred: SMAW or FCAW-S for portability and tolerance of less-than-perfect fit-up.
Pipeline / field welding
-
SMAW has a long history on pipeline work; FCAW can be used for some applications where procedures and qualification allow, but gas-shielded options may be limited outdoors. Always align with code and qualification requirements.
Recommended weld procedure elements & parameter examples
Note: The following are example parameter ranges for typical carbon steel joint sizes; always develop a WPS/PQR and follow the electrode manufacturer and AWS code guidance for acceptance criteria and testing.
| Joint / Electrode | SMAW example | FCAW example (E71T-type) |
|---|---|---|
| 3/16" fillet (1/8–1/4") | E7018 1/8" (3.2 mm), DC+ or AC, 90–120 A, travel 3–6 in/min | E71T-1 0.035" wire, 16–22 V, 200–260 ipm (~150–220 A), travel faster |
| 1/2" groove weld | E7018 5/32"–3/32", 140–220 A (multi-pass) | 0.045" E71T-type, 22–28 V, 200–300 ipm (high deposition) |
Typical procedure elements to control
-
Preheat & interpass temperatures (per code and base metal).
-
Electrode storage (e.g., E7018 oven storage per AWS A5.1 guidance).
-
Shielding gas settings for FCAW-G (flow rate and gas mix).
-
Drive roll and liner maintenance to prevent feeding issues.
-
Fillet size, travel angle, weave pattern per joint design.
Training, qualification, and certification
-
Welding qualifications (procedures and welder performance) are often code-driven (AWS D1.1 for structural steel, API for piping, ASME for pressure equipment). Codes may allow either SMAW or FCAW provided the WPS/PQR meets mechanical property and toughness requirements and the welder achieves a qualifying coupon.
-
Employers should maintain welder performance records for each process and position. FCAW welders must be trained in wire-feed setup (drive tension, liner selection) while SMAW welders must be adept at electrode manipulation and strike/restrike technique.
Practical tips from shop practice
-
Keep flux-cored wire reels dry and covered; moisture causes porosity.
-
For SMAW, manage low-hydrogen rods with proper storage ovens and baking when required.
-
For FCAW-G, validate gas selection and flow rate on scrap before production.
-
Use appropriate PPE and fume control: higher deposition processes usually need better ventilation.
FAQs
-
Which process gives stronger weld metal?
Strength depends on filler metal chemistry and procedure. FCAW wires are made to meet specific tensile/toughness properties, and SMAW rods (e.g., E7018) are also made to meet code classes. Neither is inherently always stronger — follow AWS specs for required mechanicals. -
Is FCAW better than stick for structural work?
For high-volume structural fillets and thick plate, FCAW is often preferred for productivity. For code-sensitive root passes or qualification constraints, SMAW may still be required. -
Can FCAW be used outdoors?
Yes for self-shielded FCAW-S. Gas-shielded FCAW (FCAW-G) is sensitive to wind unless protected. -
Which is easier for beginners?
Many beginners find wire feed (FCAW) easier to produce consistent beads, but both processes require practice to control fusion and avoid defects. -
Which produces more fumes?
FCAW tends to generate higher fume volumes; implement fume extraction and PPE accordingly. -
Does FCAW need shielding gas?
Sometimes: FCAW comes in both self-shielded (no external gas) and gas-shielded variants. Choose according to environment and required weld properties. -
Are FCAW welds easy to inspect visually?
Slag and spatter can hide defects, so keep welds clean between passes and use NDE per code for critical joints. -
Which process wastes less consumable?
Wire feed has less waste (almost entire spool used) compared with stick rods (ends may be wasted). This reduces effective cost in production. -
How do I choose for pipeline or pressure vessel work?
Follow the governing code: ASME/API/AWS codes specify permitted processes and filler metal classes, as well as qualification tests. Do not presume; verify the contract or code requirements first. -
Can I switch between processes on the same job?
Yes, but WPS/PQRs and welder qualifications must cover both processes if they are used in the same structure. Ensure heat input and interpass temperature control to avoid metallurgical problems.
Final decision framework
-
Small repair, one-off, remote site, windy conditions → SMAW or FCAW-S.
-
High throughput, thick plates, shop environment → FCAW-G (or FCAW-S for fillets if portability needed).
-
Code dictates filler or procedure → follow the controlling standard (AWS, ASME, API) and qualify accordingly.
