3Cr13(30Cr13と表記されることが多い) は、焼入れ後に有用な硬度と耐摩耗性、さらに温和な環境で許容可能な耐食性を発揮する、費用対効果の高いマルテンサイト系ステンレス鋼である。従って、最高級の耐食性能やプレミアム刃先保持 (ナイフ/精密) の要件よりも、予算、刃先/硬度、耐摩耗性の方が重要な場合に適している。耐荷重部品、バルブ、基本的な刃物類、インジェクターノズル、シャフト、その他多くの一般的な工業部品にとって、3Cr13は、その限界(中程度の耐食性、中程度の靭性、慎重な熱処理が必要)を尊重すれば、強度、焼入れ性、価格の魅力的なバランスを提供します。
3Cr13の意味(名称と規格)
「3Cr13 "と "30Cr13 "は、中国/GBの等級システムに登場し、ほぼ中央のマルテンサイト系ステンレス鋼を示す。 ~炭素0.26~0.35%、クロム12~14%.同等の国際規格として、AISI/ASTM 420 family、JIS SUS420J2、EN X30Cr13 / W.Nr. ~1.4028が一般的な相互参照表に記載されています。メーカーやサプライヤーは、若干の異名(3Cr13、30Cr13、S42030)を使用することがあるので、購入文書で参照されている規格を確認してください。
3Cr13 化学組成
| エレメント | 典型的な範囲(wt%) | 物件への主な影響 |
|---|---|---|
| C(炭素) | 0.20 - 0.35% | 焼入れ性;Cが高いほど、硬度と耐摩耗性は高くなるが、靭性と溶接性は低下する。 |
| Cr(クロム) | 12.0 - 14.0% | 耐食性のための不動態皮膜を形成し、マルテンサイト硬化を可能にする。 |
| Si(シリコン) | ≤ 1.0% | 溶融時の脱酸、強度への影響は軽微。 |
| Mn(マンガン) | ≤ 1.0% | 熱間加工と強度を向上させる。 |
| P(リン) | ≤ 0.04% | 不純物 - 過剰は靭性を低下させる。 |
| S(硫黄) | ≤ 0.03% | 一部の品種では加工性が向上するが、耐食性は低下する。 |
| Ni(ニッケル) | ≤ 0.60%(存在しないことが多い) | 靭性/耐食性をわずかに向上させるが、通常このグレードでは最小限にとどまる。 |
重要な収穫だ: クロム・レベルは、この鋼種にステンレ ス性を与え、炭素レベルは、焼入れ・焼戻し後 の硬度と耐摩耗性を制御する。この組成により、この合金は高ニッケル耐食鋼種よりもむしろマルテンサイト硬化経路に適している。
微細構造と冶金挙動
焼なまし状態では、合金は主にフェライト/パーライト相であるが、焼入れ・焼戻しサイクル後にはマルテンサイト相となり、硬い体心正方晶組織となり、耐摩耗性とエッジ保持性を付与する。硬さと靭性のバランスは、結晶粒径、オーステナイト組織、焼戻し体制によって決まる。過度の焼戻しは硬度を低下させ、焼戻し不足は残留脆性を残す。実際の熱処理は 性能に強く影響するため、「鋼種名」だけに頼る のではなく、硬度や機械的性質の範囲を調達文書 に明記すること。
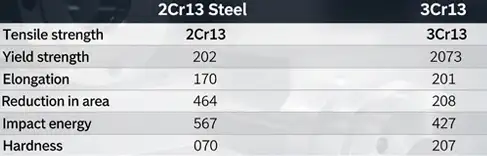
機械的性質(代表的な範囲)
以下は、メーカーのデータシート、GB テーブル、および業界の参考文献から引用した代表的な値である。
| プロパティ | 標準的な範囲/値 |
|---|---|
| 引張強さ(Rm) | ~540~780MPa(熱処理による)。 |
| 降伏強さ(0.2% Rp0.2) | ~225~540MPa(硬化による)。 |
| エロンゲーション(A%) | ~10 - 20% |
| 硬度(HRC) | 焼きなまし:~焼入れ・焼戻し:~20~30HRC、焼入れ・焼戻し:~50~52HRC(典型的な使用範囲HRC 38~50)。 |
| 弾性率 | ~200GPa(典型的なステンレス鋼の範囲)。 |
解釈だ: 3Cr13は、摩耗部品や基本的な切削工具に適した高硬度に達することができるが、高硬度になると靭性と被削性が犠牲になる。必要な硬度と靭性の閾値を図面に記載する。
熱処理:推奨される方法と効果
3Cr13をうまく使用できるかどうかは、規律ある 焼入れ・焼戻し処理にかかっている。一般的な工業用推奨材種 (典型的な範囲。工場のデータシートで確認されたい):
-
オーステナイト化(硬化熱): に加熱する。 980-1030 °C (完全なオーステナイト化には~1010~1030 °Cを使用する資料もある)、均熱するまで保持する。
-
クエンチ媒体: 歪みと割れを避けるため、オイルクエンチか制御ガスクエンチを行う。急速な水焼き入れは、断面寸法が小さい場合を除き、割れのリスクを高める。
-
焼き戻し: での典型的な焼き戻し。 150-250 °C より高い焼戻し(200~600℃)は、硬度を靭性 と安定性と交換する。焼戻し温度は、指定されたHRCになるように選択する。
実践的なメモ: オーステナイト化温度や急冷度のわずかな違いが、硬度や靭性に大きな影響を与える。衝撃に耐える必要がある部品については、最大硬 度を低くし、必要な場合にはシャルピー/衝撃試 験で検証することを推奨する。
耐食性:期待されるもの
12-14%クロムの場合、3Cr13は ステンレス 不働態皮膜を形成するという意味ではオーステナイト系鋼種(304/316)に比べて耐食性は高くない。での性能は良好である。 空気、軽度の腐食性水域、非塩化物環境塩分や海水、強酸性の塩化物環境では、孔食や隙間腐食のリスクが高まる。研磨、不動態化処理、保護コ ーティングは耐用年数を向上させる。連続的に湿った塩分に曝される場合は、クロ ムとモリブデンの含有量が高いステンレス鋼種 (316など)または二相鋼/オーステナイト系合金を選 択する。
機械加工性、溶接性、表面仕上げ
-
機械加工性: 中程度から良好。3Cr13の中には、快削性のために硫黄を添加した鋼種もある。可能な限り軟らかい調質状態で加工し、重要な加工パスの後に最終熱処理を行う。
-
溶接性: 限定される。マルテンサイト系ステンレス鋼は割れが発生 しやすく、予熱と溶接後の焼戻しが必要であ る。溶接組立部品の場合、溶接部をより軟らか い状態に設計し、適切な溶接後熱処理を施す ことを検討する必要がある。
-
表面仕上げ: 硬化した表面は、適切な工具を使用すれば、研削や平面研削によく反応する。
| グレード | 典型的なカーボン | Cr% | 典型的なユースケースの利点 | 寸評 |
|---|---|---|---|---|
| 3Cr13 / 30Cr13 | 0.20-0.35 | 12-14 | 経済的な焼入れ可能ステンレス;良好な耐摩耗性、良好な研磨性 | 摩耗部品/低価格のナイフがお買い得。 |
| AISI 420 / X20Cr13 | 0.15-0.30 | 12-14 | 同程度の耐食性。420型はCと加工が若干異なる場合がある。 | 同程度。正確な下層を確認すること(420A/420B/420D)。 |
| SUS420J2(JIS規格) | ~0.15-0.30 | 13 | 日本における一般的なナイフ/バルブのグレード | よく似ている。 |
| 4Cr13 / 40Cr13 | わずかに高いC | 13 | より高い硬度が達成可能、摩耗が重要な工具に使用 | 焼き入れ後の耐摩耗性がわずかに向上。 |
バイヤーズ・ノート 3Cr13 対 420」の区別は、本質的な化学的性質だけでな く、特定の炭素、硫黄、熱処理慣行に起因することが多い。重要な部品については、ミルテスト証明書と熱処理履歴を要求する。
一般的な用途と性能
3Cr13が優れた性能を発揮する代表的な用途:
-
ローレンジからミッドレンジ ナイフの刃 およびカトラリー(安価なものから中級品まで)。艶が良く、エッジが適度に保持される。
-
バルブシート、バルブ部品、ノズル、シャフト、小型ベアリング 300~400℃以下では、耐摩耗性と適度な耐食性が必要とされる。
-
ファスナーおよび機械部品 腐食性の強い環境でなければ、磨耗のために硬化している。
現地観察: 多くのエンドユーザーは、3Cr13の手頃な価格と、正しく熱処理された場合の予測可能な性能を高く評価している。しかし、湿った塩分や海洋にさらされた場合、3Cr13の寿命は高合金ステンレス部品よりもはるかに短くなる可能性がある。
バイヤー/エンジニアの品質、調達、仕様チェック
3Cr13部品を指定または購入する際には、以下を含めること:
-
正確な基準 (GB/T番号、または "X30Cr13 / SUS420J2 / AISI 420 "とサブバリアントに相当)。
-
化学分析限界 C、Cr、S、P、Ni)。
-
必要な熱処理ルート そして 目標硬度 (公差付きHRC)。
-
非破壊検査 または機械的試験要件(引張/衝撃)(部品がセーフティクリティカルな場合)。
-
表面仕上げと研磨クラス必要に応じて腐食試験(塩水噴霧)を行う。
サプライヤー監査:要請 ミルテスト証明書(MTC) また、安全な品目については、破壊試験用のサンプル部品も用意する。バッチ番号/熱番号のトレーサビリティを提供する信頼できる製造所または販売業者から購入する。
利点と限界 - 簡易チェックリスト
メリット
-
高合金ステンレス鋼種に比べてコスト効率が高い。
-
適切な熱処理により、高硬度と優れた耐摩耗性を実現。
-
仕上げの外観が重要な部品に適している。
制限事項
-
オーステナイト系鋼種(304/316)に比べ耐食性は中程度で、塩水や強酸性/塩化物環境には不向き。
-
入念な予熱/後熱を行わないと、溶接性に限界がある。
-
硬度が非常に高くなると靭性は低下する。
よくある質問
-
3Cr13ステンレス鋼は420ステンレス鋼と同じですか?
3Cr13は一般にAISI420系やSUS420J2に類似していると考えられているが、正確な炭素や不純物のレベルや命名規則は規格によって異なる。サプライヤーMTCに確認すること。 -
3Cr13を焼き入れして、ナイフの刃先を保つことはできますか?
焼入れ・焼戻し後はHRC~48~52に達し、廉価なナイフから中級ナイフまで十分な刃持ちを発揮します。しかし、高級な刃持ち鋼(VG-10、S35VNなど)はそれを上回る。 -
3Cr13は耐食性に優れているか?
温和な環境では「ステンレス」だが、塩分や塩化物を多く含む環境では高い耐性を示さない。海洋で使用する場合は、より高い合金のグレードを選ぶこと。 -
3Cr13は溶接可能か?
制限あり。割れを避けるため、予熱と溶接後の焼戻しを行 うことが推奨される。溶接構造の場合は、代替鋼種や設計変更を検討する。 -
3Cr13はどのような産業でよく使われているか?
刃物類、バルブ、ファスナー、小さなシャフト、ノズル、摩耗部品、非攻撃的な環境で使用される安価な精密工具。 -
図面に熱処理を指定するにはどうすればよいですか?
オーステナイト化温度、焼入れ媒体、焼戻し温度、目標硬度範囲(HRC)、および受入試験を明記すること。また、HT後の特性をカバーするMTCも要求される。 -
3Cr13は錆びやすい?
通常の乾燥条件下では錆びにくいが、塩分を含んだ湿潤環境では、高クロム/モリブデンステンレス合金よりも早く腐食する可能性がある。表面仕上げと不動態化が有効である。 -
3Cr13は磁性を持つのか?
多くのマルテンサイト系ステンレス鋼と同様、焼きなまし状態でも焼き入れ状態でも磁性を持つ。 -
摩耗部品に求めるべき硬度は?
一般的な加工硬度は、要求される摩耗寿命と靭性に応じてHRC 38~50である。 -
部品に3Cr13と304のどちらを選ぶべきか?
耐摩耗性/硬度とコストを重視する場合は 3Cr13を、耐食性と延性を重視する場合は304を選 択する。両方が必要な場合は、二相鋼または高 合金ステンレス鋼を検討する。
