ASTM A234は、中温から高温の圧力配管を目的とした、鍛造炭素鋼と合金鋼の突き合わせ溶接継手を定義する業界標準です。その最も一般的な呼称であるグレードWPBは、パイプラインや圧力容器製造用に調整された最小限の機械的特性を持つ、信頼性の高い溶接可能な炭素鋼化学(低炭素、制御されたマンガン、合金元素の制限)を提供します。
ASTM A234の範囲と目的
ASTM A234 / A234Mは、シームレスおよび溶接構造の鍛造炭素鋼および合金鋼管継手をカバーする標準仕様で、圧力配管(最も一般的なASME B16.9およびB16.28)で使用される寸法仕様に合わせて製造されます。この仕様は、必要な化学的限界、最小限の機械的特性、生産とマーキングの規則、および特定の熱処理/処理オプションを設定するため、継手は中温および高温のサービスにおいて予測可能な性能を発揮します。
なぜそれが重要なのか:A234を指定することで、製造業者や検査業者は、圧力配管に適合する継手として、どの原材料、試験、およびマーキングが必要かを知ることができる。A234は、突合せ溶接の炭素/合金鋼エルボ、ティー、レデューサー、キャップ、ベンドに関する通常の材料基準である。
成績、呼称、文字の意味
ASTM A234は、溶接可能な圧力サービス鋼を示す等級表記法を採用しています。一般的なラベル
-
ブリティッシュコロンビア - 錬圧 B 級(最も一般的な炭素鋼鋼種)
-
プリント配線板 - 引張範囲がやや広い他の炭素鋼鋼種
-
WP1、WP5、WP9、WP11、WP12、WP22、WP91、WP911 - 高温用合金またはクロミア/モリブデン鋼種 (Cr-Mo鋼、高強度)
W "は溶接または鍛造、"P "は圧力を表し、末尾のコード(B、5、9、11など)は最小強度/化学バンドを示す。これらの選択は、設計温度、要求される引張強さ/降伏強さ、高温システムで要求される耐クリープ性/耐酸化性によって決まる。
記号 化学成分
化学組成 - コア・バリュー
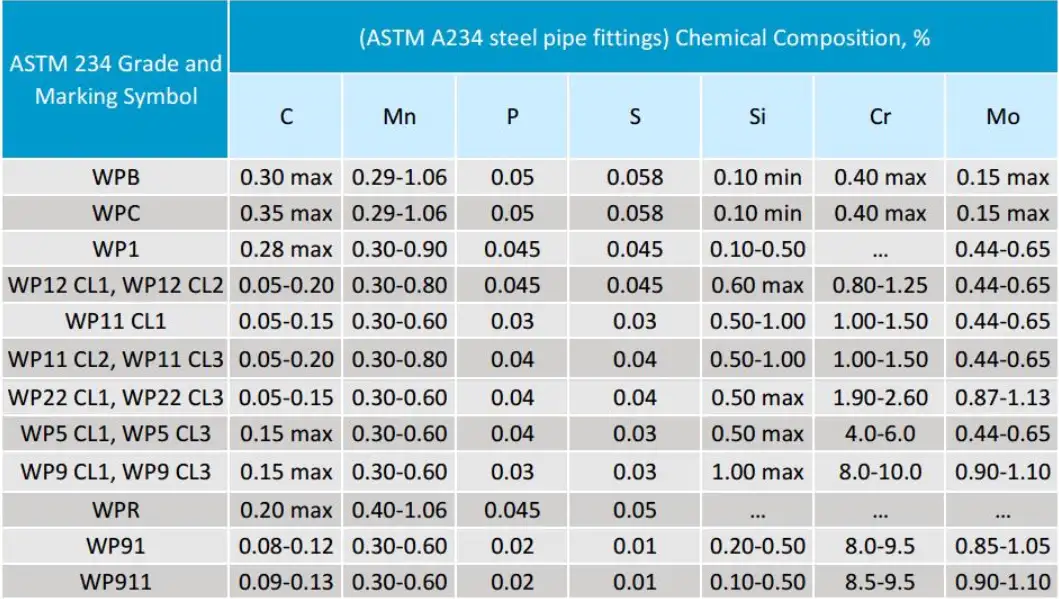
以下は、最も要求の多いグレードの重点表である、 ブリティッシュコロンビア (A234規格および一般的慣行による代表的な限界値)。合金等級には異なる化学的性質(Cr、Mo、Ni添加)があり、規格でさらに詳しく説明されているので注意すること。
| エレメント | 典型的な限界/範囲(WPB) | 備考 |
|---|---|---|
| カーボン(C) | ≤ 0.30-0.35 wt% (最大、ソース/親素材による) | 炭素を低くすると溶接性が向上する。厚板/鍛造業者 は最大0.35を指定することがある。 |
| マンガン (Mn) | 0.29-1.06 wt% | Mnの範囲は、強度と硬化性をサポートする。 |
| リン (P) | ≤ 0.05 wt% | もろさを抑えるようにコントロールされている。 |
| 硫黄 (S) | ≤ 0.058 wt% | 硫化物の混入が少なくなるように管理されている。 |
| ケイ素 (Si) | ≈ 0.10 wt%(分) | 脱酸素剤;含有量は溶融方法によって異なる。 |
| 銅+ニッケル+クロム+モリブデン(合計) | ≤ 1.00 wt%(WPBの一般的限界値) | 溶接性や熱処理の必要性を変えるような過度の合金化を防止するための制限。 |
注: 合金鋼種(WP5、WP9、WP11、WP22、WP91)には、クロム、モリブデン、ニッケルなどの添加が管理されており、より高い強度や高温特性が必要な場合に選択されます。正確な許容範囲については、常に規格の条項表を確認してください。
機械的特性 - 基準値
A234の機械的限界は等級に依存する。一般的に使用されるWPBの典型的な室温下限は以下の通りです:
| プロパティ | 標準的な最小値(WPB) |
|---|---|
| 引張強さ(Rm) | ≈ 60 ksi (415 MPa) (最低限) |
| 降伏強さ(0.2%オフセット) | ≈ 35 ksi (240 MPa) (最低限) |
| 伸び(L0) | ~22%(縦方向) (セクションや製造ルートによって異なる) |
例えばWP12は、より高い引張/降伏バンドを示し、耐クリープ性が要求される高温用途に使用される。正確な熱/部品値については、常に認証された試験報告書を要求してください。
炭素当量、溶接性、熱影響部の特徴
現場溶接用の継手を指定する場合、炭素当量 (C.E.)は、熱影響部での硬化の危険性と割れやすさを予測する上で極めて重要である。ASTM A234にはガイドラインが含まれ、多くのベンダーは最大C Eを要求しています。 C.E. ≤ 0.50 で計算される:
C.E. = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
C.E.がプロジェクトの限界値を超え る場合は、予熱、管理された溶接後熱処理(PWHT)、 またはより低CEの材料の選択が必要となる。
実際的なポイント:継手が厚板や鍛造品から製造される場合、マンガンや他の元素がそれを補うのであれば、工場は多少高いカーボンを受け入れるかもしれないが、これは文書化された熱分析と受け入れ基準によって処理されなければならない。
製造ルート、熱処理、マーキング
ASTM A234は、圧延鋼、鍛造品、棒材、板材、シームレス管、または溶加材を加えた溶融溶接管状製品から作られた継手を認めている。主な製造上の注意事項
-
シームレスと溶接の原材料: シームレス素管は、組織が均一であるため、小口径の高荷重用途に好まれることが多く、溶接管または電縫管は、コスト上の理由から大口径で一般的である。
-
熱処理: 一部の合金等級では、焼きなましや焼き戻しが必要である。熱処理が必要な場合は規格で規定されており、製造業者は実際の熱処理をMTC(ミルテスト証明書)に記載する。
-
マーキング: 継手には、トレーサビリティを維持するため、等級、ヒート番号、製造者のシンボル、ASTM/ASME規格の参照番号を表示しなければならない。
トレーサビリティとMTC(要求があればEN 10204 3.1/3.2)は、クリティカル・サービスでは譲れない。
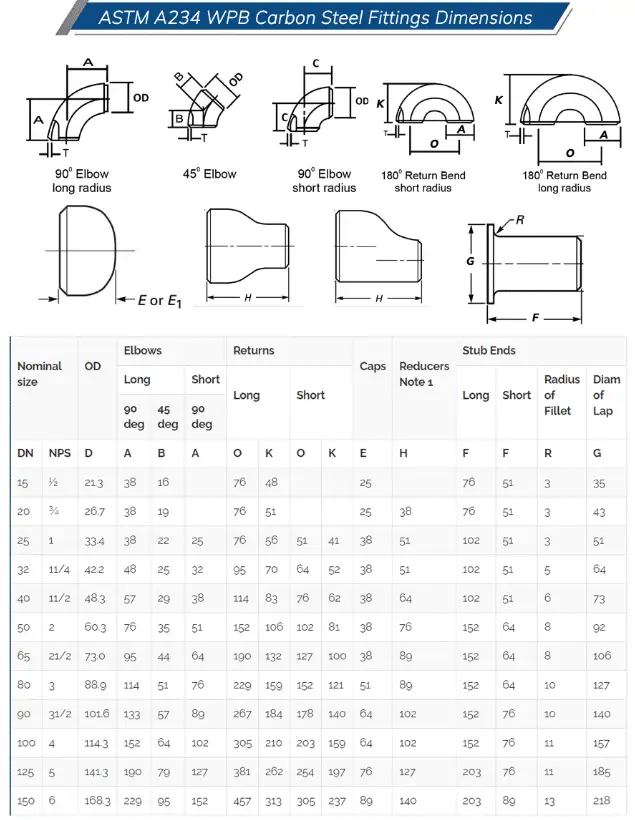
寸法およびインターチェンジ規格
ASTM A234は材料と試験を規定し、寸法交換はASMEとEN規格に依存する:
-
ASME B16.9 - NPS 1/2-48の工場で製造された突き合わせ溶接継手の共通参照(寸法、公差、端の準備)。
-
EN 10253(パート1~4) - 突合せ溶接管継手の欧州規格(寸法と一部の検査項目)。EN 10253-2は非合金鋼とフェライト系合金鋼を対象としており、特定の検査要件がある。
調達のために金具を指定する場合は、以下の両方を含めること。 材料 仕様書(ASTM A234/A234M)と 次元 規格(ASME B16.9またはEN 10253)に準拠しています。これにより、フェース、ベベル、重量の不一致の原因となる曖昧さを防ぐことができます。
国際同等物およびマッピング表
プロジェクトチームは一般的にDIN/EN/JISシステムにおける同等/最も近い材料を知る必要があります。以下のマッピングは実用的なクロスリファレンスです(代表的なもので、網羅的なものではありません):
| ASTM A234等級 | 典型的なパイプ/プレート相当品 | 一般的なEN/DIN相当 |
|---|---|---|
| ブリティッシュコロンビア | と組み合わせることが多い。 ASTM A106 Gr B (パイプ)または A516 Gr70 (プレート | P265G (EN 10028 / EN 10222) または 1.0425 / St45.8 用途による。 |
| WP1 / WP5 / WP9 / WP11 / WP12 / WP22 | ASTM範囲の同等合金等級 | DIN/EN 13CrMo および高温用として使用される同様のCr-Mo鋼種(例えば、13CrMo4-5、15Mo3)。 |
| WP91 / WP911 | 超高温用高合金低合金Cr-Mo-V鋼 | X10CrMoVNb9-1 / 1.4903 または関連する耐クリープ鋼。 |
実践的なメモ: 設計温度、クリープ限界、および必要書類を確認することなく、互換性があると決めつけないでください。
選定基準 - 適切なA234等級の選び方
意思決定ドライバー:
-
設計温度と圧力: 高温と熱サイクルにはCr-Mo鋼種(WP11、 WP12、WP22、WP91)が必要である。
-
溶接性が必要: 炭素含有量の低いWPBは、通常容易に溶接できる。
-
腐食環境: サワーサービス(H₂S)の場合は、NACE MR0175/ISO 15156の適合性を確認するか、耐食性合金を選択する必要がある。
-
製造上の制約: 大口径では溶接継手を使用することが多いが、小口径では疲労性能を高めるためにシームレス継手を使用することもある。
発注書に具体的な受入基準(C.E.限度、必要なPWHT、NDTレベル)を含める。
検査、試験、文書化
バイヤーが通常 A234 継手に指定する最小限の試験/要件:
-
材料認証: EN 10204 3.1/3.2 熱分析および機械的試験結果を示すMTC。
-
機械的試験: 引張、降伏、伸びは等級通り。
-
非破壊検査(NDT): 溶接継手に指定されている場合は、目視、PMIまたは化学的検証のためのスペクトロ、X線検査または超音波検査。
-
静水圧試験: すべてのフィッティングで常に行われるわけではないが、設計コードやサービスによっては要求されることがある。
-
硬度: 一部の合金等級でPWHTが必要な場合。
-
トレーサビリティ: MTCに関連するヒートナンバーとパーツマーキング。
標準化団体は、クリティカルなサービスについては追加的な管理を推奨することが多い。酸欠サービスについては、関連する場合、NACE MR0175/ISO 15156 準拠を要求する。
代表的な用途と故障モード
アプリケーション 石油・ガスパイプライン、発電所の蒸気ライン、石油化学・精製所のプロセス配管、圧縮空気、配水本管、圧力容器接続部。
注意すべき一般的な故障モード:
-
溶接HAZ割れ C.E.が高すぎたり、溶接手順が制御されていない場合。
-
焼戻し PWHTが適切でない場合、ある種の合金鋼では。
-
腐食 / 硫化物応力割れ NACE/ISOのガイダンスを無視して材料を選択した場合、サワーサービスにおいて。
予防策:予熱/PWHT手順を規定する、炭素当量を制限する、適切なNDTを要求する、腐食性または高温サービス用の合金等級を選択する。
調達チェックリスト
PO/技術的な問い合わせを作成する際には、以下を含めること:
-
素材スペック: アストムA234/A234M (明確なグレード、例:WPB / WP11)。
-
寸法仕様: ASME B16.9 または EN 10253-2 (州優先)。
-
MTCが必要: EN 10204 3.1/3.2 または同等のもの。
-
化学的限界:C.E.計算と最大C.E.値を伴う熱分析が必要。
-
試験:目視、PMI、X線撮影/UT(溶接部)、硬度(必要な場合)、引張レポート。
-
表面仕上げ、開先タイプ、マーキングの指示。
-
QA:検査立会いポイント、重要な場合は第三者検査。
エンジニアが実際に使用するテーブル
A - クイック・グレード選択表
| サービスの必要性 | 代表的なA234グレード |
|---|---|
| 一般配管、溶接、中温 | ブリティッシュコロンビア |
| 高温、耐クリープ性 | WP11 / WP12 / WP22 |
| 超高温電力/石油 | WP91 / WP911 |
| 低温(クライオジェニック) | 低温用スペックを使用する(低温用にはA420 WPL3を検討する)。 |
B - 一般的な母材の組み合わせ(継手製造用)
| 適合する原料供給源 | 適合する代表的な母材 |
|---|---|
| シームレスパイプ | ASTM A106 Gr B / Gr C |
| プレート | ASTM A516 Gr 60 / 70 |
| 鍛造 | ASTM A105 (鍛造継手用。注:A234は鍛造突合せ溶接継手用) |
ケーススタディ
老朽化したスチームヘッダを交換する製油所 ASTM A234 WPB プレート製エルボ。エンジニアリング・チームが要求したのはMTC EN 10204 3.1、C.E.≤0.45(プロジェクト限界値)、すべての突合せ溶接部のX線検査、規定厚さ以上の溶接部のPWHT。ミル熱分析と第三者による検証を主張することで、再加工や操業停止の延長が必要となるような高炭素熱の発見遅れを避けることができました。
教訓:プロジェクトの制限と発注段階での検証により、手戻りのリスクとスケジュールへの影響を軽減。
ベストプラクティス - 仕様言語
コンパクトで強制力のある条項を使用する:
「継手は、以下の規格に適合しなければならない。 アストムA234/A234M素材グレード: ブリティッシュコロンビア (または合金等級を指定)。寸法規格: ASME B16.9 (または EN 10253-2)。サプライヤは、熱分析、製造ルート、各取付金具に刻印されたヒートナンバーを記載した EN 10204 3.1 製造試験証明書を提出しなければならない。炭素当量は0.50を超えてはならない。C.E.が0.45を超える場合は、溶接手順とPWHT計画を提出し、承認を得ること。化学分析とNDTに立ち会うための第三者検査(必要な場合)。
この文言はサプライヤーにコンプライアンスを強制し、技術的なハードルを設定する。
よくあるご質問
-
Q: ASTM A234 WPB継手をASTM A106 Grade Bパイプに使用できますか?
A: A234 WPBは、設計コードと圧力/温度定格が一致していれば、中温用のA106 Gr Bパイプと組み合わせる一般的な継手材料です。必ずMTC、化学的適合性、ヒートナンバーを確認すること。 -
Q: ASTM A234とASTM A105の違いは何ですか?
A: A234は鍛造炭素鋼および合金鋼の突合せ溶接継手(シームレス/溶接)をカバーし、A105は鍛造フランジおよび継手に一般的に使用される鍛造炭素鋼規格である。異なる製造ルートと機械的性質が適用される。 -
Q: A234継手にPWHTは必要ですか?
A: PWHTは、鋼種、肉厚、プロジェク トコードによって異なる。多くの炭素鋼WPB継手はPWHTを義務付けていないが、クロミアモリ鋼種は特定のPWHTサイクルを要求することが多い。 -
Q: A234 WPBはサワーサービス(H₂S)で使用できますか?
A: デフォルトではありません。酸洗環境はNACE MR0175/ISO 15156の選択規則に適合しなければならない。多くの場合、改良低硫黄、浸炭、または耐食合金が必要。H₂Sが存在する場合はNACEへの適合が必要。 -
Q: サプライヤーはどのような試験を提供しなければならないのか?
A: 最低限:MTC(要求があればEN 10204 3.1/3.2)、熱分析、機械的試験報告書、目視検査、溶接部の指定NDT(RT/UT)。重要なプロジェクトについては、POに立会点を含めること。 -
Q: A234継手はASME規格の対象ですか?
A: 材料規格は別個のものですが、突き合わせ溶接継手用のASME B16.9のようなASME寸法および圧力規格とともに使用されます。完全な技術カバーのために両方を使用してください。 -
Q: A234とEN 10253の比較は?
A: ASTM A234は材料と関連試験を管理し、EN 10253は欧州の寸法と検査クラスを管理する。交換の際には、等級をマッピングし、試験/検査クラスの同等性を確認する。 -
Q: 安全な溶接のための炭素当量限度とは?
A: よく使われる実用的なスクリーニングC.E.リミットは以下の通りである。 0.50.プロジェクト・オーナーは、重要な溶接部に対して 下限値(例えば0.45)を設定することができる。計算には、標準C.E.式を使用する。 -
Q: 溶接継手の等級に "W "を付けることはできますか?
A: はい。溶接材料から製造された継手は、溶接構造を示すため、等級表示に "W "の文字を付加しなければならない。 -
Q: 合金等級が必要な場合、どのA234等級が一般的ですか?
A: 高温用には、要求されるクリープ特性や引張特性に応じて、WP11、WP12、WP22、WP91を選択する。正確な化学的性質と機械的性質は標準表でご確認ください。
エンジニアとバイヤーのための実用的な最後のヒント
-
常にリクエストする ヒートトレーサブルMTC そして、報告された熱分析をプロジェクト要件と照合する。
-
現場での溶接の場合、C.E.がプロジェクトの限界に近い場合は、供給業者のC.E.計算と承認されたPWHT/溶接手順を要求する。
-
サワー・サービスが可能な場合は、NACE MR0175/ISO 15156の明示が必要である。
-
ミスマッチを防ぐため、購入書類にはASTM A234とともに寸法規格(ASME B16.9またはEN 10253)の吹き出しを要求する。
