Per piccoli lavori, riparazioni sul campo e acciaio pesantemente arrugginito/sporco, dove la semplicità e la portabilità sono importanti, saldatura a bastone (SMAW) di solito vince. Per la produzione, la fabbricazione di lamiere spesse o quando la velocità e l'elevato deposito sono prioritari, in particolare in officina o in lavori strutturali, la soluzione migliore è la produzione di lastre. saldatura ad arco animato (FCAW) è normalmente la scelta migliore. Ogni processo ha chiari compromessi tecnici (profilo di penetrazione, tasso di deposito, necessità di attrezzature, comportamento della scoria, generazione di fumi e costo per lunghezza) che ne fanno preferire uno in determinati settori e condizioni di giunzione.
Che cos'è la saldatura a filo e a filo continuo?
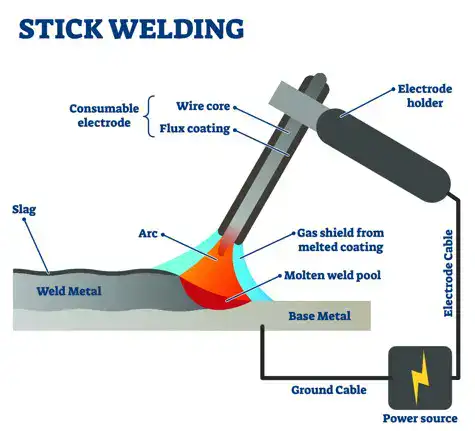
Saldatura a bastone (SMAW): Saldatura ad arco con metallo schermato - utilizza una barra consumabile rivestita di flusso (elettrodo). L'elettrodo porta la corrente e fornisce il metallo d'apporto; il flusso sulla barra si scioglie per creare scorie e gas di protezione che proteggono il bagno di saldatura liquido. Il processo SMAW è meccanicamente semplice: una fonte di alimentazione a corrente costante (CA o CC), un portaelettrodo, una pinza di messa a terra e le bacchette.
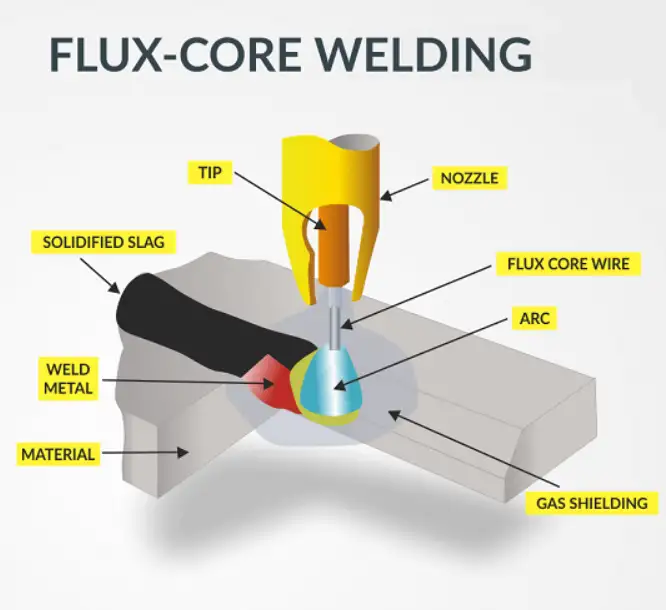
Saldatura ad arco animato (FCAW) alimenta un filo tubolare contenente flusso attraverso un alimentatore e una pistola. Esistono due tipi principali: FCAW autoprotetto (FCAW-S) dove il flusso fornisce una schermatura, e FCAW schermato a gas (FCAW-G) che utilizza gas di protezione esterni (spesso CO₂ o gas misti) per la stabilità dell'arco e la metallurgia. L'FCAW combina ampiamente i vantaggi dell'alimentazione a filo (deposito più elevato, alimentazione costante) con la protezione del flusso che supporta il lavoro all'aperto e le sezioni pesanti.
Come si differenziano l'arco e il materiale di consumo (meccanica e metallurgia)
-
Geometria dell'elettrodo: Gli elettrodi SMAW sono bacchette solide con rivestimento di flusso, mentre gli elettrodi FCAW utilizzano un filo tubolare cavo con rivestimento di flusso. Questa differenza strutturale determina differenze nella capacità di avanzamento, nella lunghezza utilizzabile e nell'efficienza di deposizione.
-
Meccanismo di schermatura: I rivestimenti SMAW bruciano per creare gas e scorie; il flusso FCAW fa lo stesso internamente (e FCAW-G aggiunge gas esterni). FCAW e SMAW autoschermati consentono di lavorare all'aperto senza bombole; FCAW-G e MIG richiedono il controllo del gas.
-
Fonte di alimentazione e polarità: Per lo SMAW si utilizzano in genere macchine a corrente costante (CC); per l'FCAW si utilizzano in genere sorgenti a tensione costante (CV) progettate per l'alimentazione del filo; le raccomandazioni sulla polarità variano a seconda del tipo di elettrodo (controllare i dati del produttore e le classificazioni AWS).
Norme e classificazioni dei metalli d'apporto
Gli standard principali a cui fare riferimento quando si specificano gli elettrodi, la qualificazione o l'approvvigionamento:
-
AWS A5.1/A5.1M - Elettrodi in acciaio al carbonio per SMAW (classificazioni comuni come E7018).
-
AWS A5.20/A5.20M - Specifica per elettrodi di acciaio al carbonio per la saldatura ad arco animato (riguarda i fili di classe E71T, i designatori di utilizzabilità, i limiti di idrogeno diffusibile, ecc.)
-
Codici di progetto e strutturali (es, AWS D1.1API, standard per la cantieristica navale) fanno riferimento a processi e metalli d'apporto accettabili e spesso stabiliscono la tenacità e il preriscaldamento/post-riscaldamento richiesti. Effettuare sempre un controllo incrociato con il codice di controllo.
Attrezzatura e allestimento: cosa serve
Attrezzatura minima e notevoli extra per ogni processo:
SMAW (bastone):
-
Saldatrice CC (trasformatore, inverter CC), portaelettrodo, pinza di massa.
-
Le dimensioni delle aste sono in genere 1/16"-3/32"-1/8" (1,6-3,2-4,0 mm).
-
DPI di base; benna per le scorie e martello per la frantumazione.
FCAW:
-
Fonte di alimentazione CV con alimentatore di fili e gruppo punta/pistola di contatto.
-
Bobina di filo animato (le bobine autoschermate possono essere utilizzate senza gas; i fili schermati con gas richiedono regolatore, tubo e gas).
-
Rulli di trascinamento (scanalatura a V o a U) e guaine adeguati al tipo di filo.
-
Talvolta consumabili antispruzzo e miscele speciali di gas di schermatura.
Metriche di prestazione - tabella di confronto rapido
| Metrico | SMAW (bastone) | FCAW (a filo continuo) |
|---|---|---|
| Velocità di deposizione tipica | Basso-moderato (interrupt per cambio asta) | Alta (alimentazione a filo continuo) - fino a diversi × in più. |
| Velocità di viaggio | Più lento | Più veloce |
| Penetrazione tipica | Generalmente buona, penetrazione radicale profonda su sezioni pesanti | Molto buona; la FCAW è spesso progettata per un alto deposito con una forte fusione (varia a seconda del filo). |
| Idoneità all'esterno | Eccellente (non è necessaria la bottiglia) | FCAW-S eccellente; FCAW-G non adatto senza protezione dal vento. |
| Scorie e pulizia | Scorie pesanti, è necessaria la scheggiatura a mano | Presenza di scorie (a seconda del filo), spesso richiede la sminuzzatura/smerigliatura |
| Complessità dell'apparecchiatura | Semplice | Maggiore (alimentatore, pistola, rulli di trasmissione) |
| Facilità di apprendimento | Relativamente facile da avviare | È più facile ottenere perline uniformi con l'alimentazione a filo, ma le impostazioni e l'alimentazione richiedono una messa a punto. |
| Costo per libbra di metallo saldato | Costo dell'elettrodo più basso, ma produttività inferiore | Costo dei materiali di consumo più elevato, ma maggiore produttività (costo per piede spesso inferiore nella produzione). |
(Riferimenti: dati tecnici e guide del produttore da fonti industriali).
Condizioni pratiche di lavoro: esterno, posizione e pulizia.
-
Siti all'aperto / ventosi: Lo SMAW e l'FCAW autoschermato (FCAW-S) sono favoriti perché il flusso fornisce la schermatura, senza bombole di gas che si disperdono. Il FCAW o il MIG/GMAW con schermatura a gas sono difficili da gestire in assenza di frangivento.
-
Saldatura fuori posizione (verticale, aerea): Alcune formulazioni di elettrodi e fili sono ottimizzate per la salita e la saldatura posizionale. Le formulazioni FCAW sono prodotte per la saldatura verticale in salita nella fabbricazione pesante; gli elettrodi SMAW (ad esempio, E7018 a basso contenuto di idrogeno) sono ampiamente utilizzati per la qualificazione posizionale nei codici. Fare sempre riferimento ai designatori di utilizzabilità degli elettrodi e ai requisiti di qualificazione delle procedure.
-
Metallo sporco o arrugginito: Sia lo SMAW che l'FCAW tollerano meglio alcune contaminazioni superficiali rispetto al MIG o al TIG a filo pieno, ma si raccomanda comunque una pre-pulizia per evitare porosità o intrappolamento di scorie. L'FCAW può essere più indulgente in contesti di riparazione ad alta produzione.
Qualità, difetti comuni e come gestirli
Difetti tipici dello SMAW
-
Porosità - dall'umidità nelle barre, da una tecnica inadeguata o da metallo di base contaminato. Mantenere le barre asciutte; conservare le barre a basso contenuto di idrogeno come indicato dal produttore.
-
Sottotaglio / mancanza di fusione - velocità di traslazione non corretta, amperaggio errato, angolo di inclinazione dell'elettrodo non corretto.
-
Intrappolamento di scorie - rimozione inadeguata delle scorie tra le passate.
Difetti tipici del FCAW
-
Porosità - spesso causati da una schermatura inadeguata (vento, flusso di gas errato per FCAW-G), polarità impropria o flusso umido nel filo.
-
Schizzi e fumo eccessivi - comune con alcuni fili autoschermati e con impostazioni errate; è importante il controllo dei fumi.
-
Fusione incompleta/scomparsa di fiamma - velocità di traslazione troppo elevata o parametri errati.
Come gestire
-
Seguire sempre gli intervalli tipici del produttore per tensione, velocità/ampere del filo e angolo dell'elettrodo. Utilizzare il gas di schermatura e il flusso raccomandati per FCAW-G. Conservare i materiali di consumo all'asciutto; le barre a basso contenuto di idrogeno (ad esempio, E7018) devono essere conservate in forni come da specifiche. Consultare le guide AWS e del produttore per la risoluzione dei problemi quando i difetti persistono.
Costi e produttività
Driver di produttività: tasso di deposito (lb/ora o kg/ora), velocità di spostamento, rilavorazione richiesta, abilità dell'operatore, tempi di inattività per il cambio dell'elettrodo/della bobina.
| Fattore di costo | SMAW | FCAW |
|---|---|---|
| Prezzo unitario del materiale di consumo | Più basso per asta | Più alto per bobina/filo |
| Lunghezza di riempimento sprecata | Alcuni scarti alle estremità delle aste | Minimo (l'alimentazione a filo utilizza quasi tutto) |
| Manodopera (per piede di saldatura) | Più alto (viaggio più lento, più fermate) | Inferiore (alimentazione continua, più veloce) |
| Tempo di preparazione e pulizia | Significativo (scheggiatura delle scorie per passaggio) | Moderato (le scorie devono ancora essere rimosse) |
| Investimenti in attrezzature | Più basso | Superiore (alimentatore, pistola, bobina) |
Interpretazione: Per le riparazioni una tantum o per i lavori di piccole dimensioni, il SMAW ha spesso un costo totale inferiore grazie a una configurazione minima. Per saldature ripetitive e lunghe o per la produzione di lamiere spesse, la deposizione più elevata e l'avanzamento continuo del FCAW riducono solitamente il costo per metro lineare, nonostante il prezzo più elevato dei materiali di consumo. Studi sulla produttività dei produttori e delle officine indicano che i tassi di deposito FCAW possono essere diverse volte superiori a quelli SMAW per giunti di dimensioni simili, il che si traduce in una riduzione della manodopera e dei costi complessivi del lavoro per le attività più grandi.
Salute, fumi e considerazioni ambientali
-
Generazione di fumi: L'FCAW (entrambe le varianti) produce spesso fumi più elevati rispetto allo SMAW, a causa del flusso di combustione continuo e degli alti tassi di deposizione. I vapori metallici e i componenti del flusso possono aumentare i livelli dei fumi di manganese e ferro - importante per i limiti di esposizione e la pianificazione della ventilazione. Utilizzare la ventilazione di scarico locale (LEV), i respiratori quando necessario e rispettare i limiti di esposizione professionale.
-
Fumo e visibilità: Il FCAW autoprotetto può produrre fumi pesanti che ostacolano la visibilità; si raccomanda l'illuminazione e il controllo dei fumi.
-
Pulizia di scorie e schizzi: Entrambi i processi richiedono una pulizia post-saldatura; l'FCAW spesso produce più spruzzi e lo SMAW produce scorie più grosse. Una corretta gestione della casa è importante per evitare rischi di scivolamento e per garantire l'affidabilità dell'ispezione.
Scelta per applicazione - esempi di settore
Costruzione / montaggio di acciaio strutturale
-
Preferibile: FCAW-G (negozio) per l'efficienza; FCAW-S o SMAW (condizioni di campo) quando il vento o la mobilità impediscono l'uso delle bottiglie. Molte officine di montaggio eseguono linee FCAW per le saldature di raccordo e SMAW per le passate di radice quando i codici richiedono la qualificazione specifica del metallo d'apporto.
Costruzione navale / fabbricazione pesante
-
Preferibile: FCAW per saldature di filetti e scanalature ad alto volume grazie alla produttività; SMAW spesso utilizzato per le riparazioni o quando le procedure qualificate lo richiedono.
Manutenzione e riparazione
-
Preferibile: SMAW o FCAW-S per la portabilità e la tolleranza di un adattamento non perfetto.
Saldatura di tubazioni e campi
-
Lo SMAW ha una lunga storia nel settore delle condutture; l'FCAW può essere utilizzato per alcune applicazioni quando le procedure e le qualifiche lo consentono, ma le opzioni con schermatura a gas possono essere limitate all'esterno. Attenersi sempre ai requisiti delle norme e delle qualifiche.
Elementi di procedura di saldatura raccomandati ed esempi di parametri
Nota: I seguenti sono esempio I parametri di riferimento per le dimensioni tipiche dei giunti in acciaio al carbonio; sviluppare sempre un WPS/PQR e seguire le indicazioni del produttore dell'elettrodo e del codice AWS per i criteri di accettazione e le prove.
| Giunto / Elettrodo | Esempio di SMAW | Esempio di FCAW (tipo E71T) |
|---|---|---|
| Filetto da 3/16" (1/8-1/4") | E7018 1/8" (3,2 mm), DC+ o AC, 90-120 A, corsa 3-6 in/min | E71T-1 Filo da 0,035", 16-22 V, 200-260 ipm (~150-220 A), corsa più veloce |
| Scanalatura di saldatura da 1/2" | E7018 5/32"-3/32", 140-220 A (multi-pass) | 0,045" tipo E71T, 22-28 V, 200-300 ipm (alto deposito) |
Elementi tipici della procedura da controllare
-
Temperature di preriscaldamento e interpass (secondo il codice e il metallo base).
-
Stoccaggio degli elettrodi (ad esempio, stoccaggio in forno E7018 secondo la guida AWS A5.1).
-
Impostazioni del gas di schermatura per FCAW-G (portata e miscela di gas).
-
Manutenzione del rullo di guida e del liner per evitare problemi di alimentazione.
-
Dimensione del filetto, angolo di spostamento, schema di tessitura per il disegno del giunto.
Formazione, qualificazione e certificazione
-
Le qualifiche di saldatura (procedure e prestazioni del saldatore) sono spesso basate sui codici (AWS D1.1 per l'acciaio strutturale, API per le tubazioni, ASME per le apparecchiature a pressione). I codici possono consentire la saldatura SMAW o FCAW, a condizione che la WPS/PQR soddisfi i requisiti di proprietà meccanica e di tenacità e che il saldatore ottenga un coupon di qualificazione.
-
I datori di lavoro devono tenere un registro delle prestazioni dei saldatori per ogni processo e posizione. I saldatori FCAW devono essere addestrati alla configurazione dell'alimentazione del filo (tensione di azionamento, selezione del liner), mentre i saldatori SMAW devono essere esperti nella manipolazione dell'elettrodo e nella tecnica di innesco/innesco.
Consigli pratici dalla pratica in negozio
-
Mantenere le bobine di filo animato asciutte e coperte; l'umidità causa porosità.
-
Per lo SMAW, gestire le barre a basso contenuto di idrogeno con forni di stoccaggio adeguati e cottura quando necessario.
-
Per la FCAW-G, convalidare la selezione del gas e la portata sui rottami prima della produzione.
-
Utilizzare DPI adeguati e controllare i fumi: i processi di deposizione più elevati richiedono solitamente una migliore ventilazione.
Domande frequenti
-
Quale processo produce un metallo saldato più resistente?
La resistenza dipende dalla chimica del metallo d'apporto e dalla procedura. I fili FCAW sono prodotti per soddisfare specifiche proprietà di resistenza alla trazione e durezza, e anche le barre SMAW (ad esempio, E7018) sono prodotte per soddisfare le classi di codice. Nessuno dei due è intrinsecamente sempre più forte: seguire le specifiche AWS per le caratteristiche meccaniche richieste. -
L'FCAW è migliore dello stick per i lavori strutturali?
Per i filetti strutturali ad alto volume e le lamiere spesse, l'FCAW è spesso preferito per la produttività. Per le passate di radice sensibili al codice o per i vincoli di qualifica, può essere necessario ricorrere allo SMAW. -
L'FCAW può essere utilizzato all'aperto?
Sì per FCAW-S autoschermato. La FCAW schermata con gas (FCAW-G) è sensibile al vento, a meno che non sia protetta. -
Quale è più facile per i principianti?
Molti principianti trovano che l'avanzamento del filo (FCAW) sia più facile per produrre perline consistenti, ma entrambi i processi richiedono pratica per controllare la fusione ed evitare difetti. -
Quale produce più fumi?
La FCAW tende a generare volumi di fumi più elevati; implementare l'estrazione dei fumi e i DPI di conseguenza. -
L'FCAW ha bisogno di gas di schermatura?
A volte: L'FCAW è disponibile nelle varianti autoschermata (senza gas esterno) e schermata da gas. Scegliere in base all'ambiente e alle proprietà di saldatura richieste. -
Le saldature FCAW sono facili da ispezionare visivamente?
Le scorie e gli schizzi possono nascondere i difetti, quindi è necessario mantenere pulite le saldature tra le passate e utilizzare l'NDE secondo il codice per i giunti critici. -
Quale processo spreca meno materiale di consumo?
L'alimentazione a filo ha meno scarti (quasi tutta la bobina viene utilizzata) rispetto alle aste a bastoncino (le estremità possono essere sprecate). Ciò riduce il costo effettivo della produzione. -
Come scegliere per i lavori su condutture o recipienti a pressione?
Seguire le norme vigenti: I codici ASME/API/AWS specificano i processi e le classi di metalli d'apporto consentiti, nonché i test di qualificazione. Non date per scontato, ma verificate prima i requisiti del contratto o del codice. -
È possibile passare da un processo all'altro sullo stesso lavoro?
Sì, ma le WPS/PQR e le qualifiche dei saldatori devono riguardare entrambi i processi se vengono utilizzati nella stessa struttura. Assicurare il controllo dell'apporto di calore e della temperatura di interpass per evitare problemi metallurgici.
Quadro decisionale finale
-
Piccola riparazione, una tantum, sito remoto, condizioni ventose → SMAW o FCAW-S.
-
Alta produttività, lastre spesse, ambiente di officina → FCAW-G (o FCAW-S per i filetti se è necessaria la portabilità).
-
Il codice impone un riempimento o una procedura → seguire lo standard di controllo (AWS, ASME, API) e qualificarsi di conseguenza.
