La scelta del tipo di tubo in acciaio corretto è determinata principalmente da tre vincoli: l'ambiente di servizio (corrosione e temperatura), i requisiti meccanici (pressione, impatto e carico) e i requisiti di approvvigionamento/ispezione (standard come API, ASTM o EN). Per la maggior parte degli oleodotti e gasdotti e per i servizi di pubblica utilità in generale, i gradi al carbonio (gradi API 5L X; ASTM A106/A53) offrono il miglior rapporto costo/prestazioni; quando la resistenza alla corrosione è fondamentale, gli acciai inossidabili austenitici (serie 304/316) sono la scelta tipica; per l'acqua di mare soggetta a cloruri o per le sezioni leggere ad alta resistenza, si preferiscono gli acciai inossidabili duplex e super-duplex (ad esempio, 2205, 2507). Il livello di specifica API (PSL1 vs PSL2), il grado ASTM (A, B, C, TP304, ecc.) e il fatto che il tubo sia senza saldatura o saldato sono le tre leve pratiche che un ingegnere utilizza per soddisfare un progetto.
Quali sono i gradi e gli standard dei materiali dei tubi in acciaio?
I "gradi" dei tubi in acciaio sono etichette abbreviate che combinano una specifica standardizzata (ASTM, API, EN/ISO), un identificativo del grado (A, B, X42, X65, TP304, ecc.) e talvolta un processo/tipo (senza saldatura / ERW / EFW). Gli enti normativi definiscono i limiti di composizione chimica, le proprietà meccaniche richieste (snervamento minimo e resistenza alla trazione), i regimi di prova e di ispezione e, talvolta, i processi di produzione accettabili.
Standard e organismi chiave da riconoscere:
-
API 5L - ampiamente utilizzato per i tubi di linea nel settore oil & gas; utilizza i numeri X (X42, X56, X70) e i livelli di specifica del prodotto (PSL1, PSL2).
-
ASTM / ASME (esempi: A106, A53, A333, A252) - coprono tubi a pressione/senza saldatura/saldati, servizi a bassa temperatura, palificazione e altro ancora.
-
EN / ISO standard - ampiamente utilizzati in Europa e a livello internazionale (ad esempio la serie EN 10216 per i tubi in acciaio senza saldatura). (Vedere gli standard ufficiali negli appalti).
-
Designazioni dei materiali - "TP304" o "TP316L" è il modo in cui ASTM etichetta i tipi di tubi inossidabili (TP = tube/pipe).
Perché gli standard sono importanti: determinano se un tubo soddisfa i requisiti contrattuali di pressione, temperatura ed esposizione ambientale. Livelli di specifica più elevati richiedono prove aggiuntive e tracciabilità; per i sistemi critici questo aspetto non è negoziabile.
Come vengono creati i gradi: composizione, lavorazione e impronta digitale di produzione
Il grado di un tubo deriva dalla metallurgia e dal processo di produzione:
-
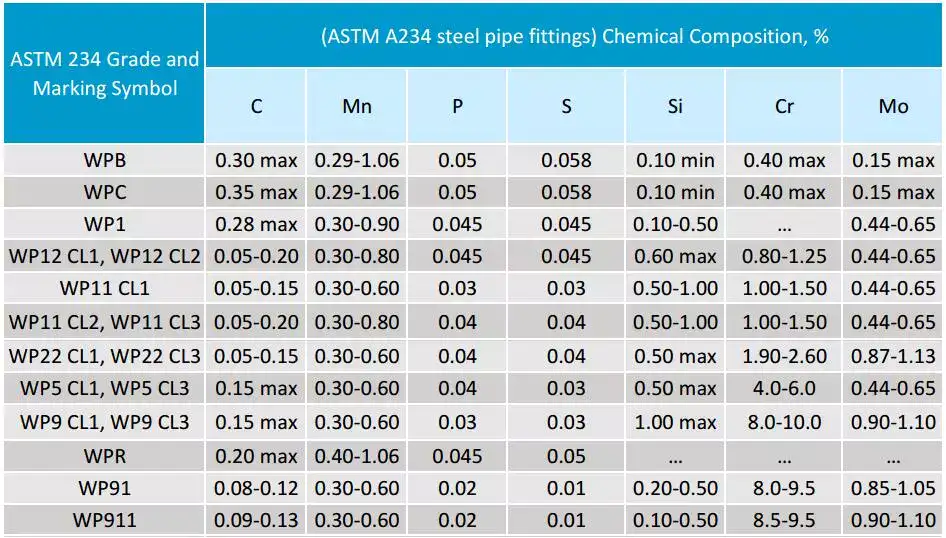
Chimica di base delle leghe (carbonio, manganese, silicio, cromo, nichel, molibdeno, azoto, ecc.) determina la resistenza alla corrosione, la temprabilità e la resistenza di base. Ad esempio, l'aggiunta di cromo e nichel produce gradi inossidabili austenitici (304, 316); l'aggiunta di molibdeno migliora la resistenza alla vaiolatura (316/316L).
-
Lavorazione termomeccanica e trattamento termico controllo della dimensione dei grani e della microstruttura (normalizzato, bonificato, ricotto). Per i linepipe, i moderni gradi X utilizzano spesso la lavorazione termomeccanica controllata (TMCP) per aumentare la tenacità senza ricorrere a leghe pesanti.
-
Metodo di fabbricazione (senza saldatura, ERW, UOE, JCOE, EFW) influisce sulle tensioni residue, sull'anisotropia e sulle modalità tipiche dei difetti: una giunzione ERW ha modalità di rottura diverse rispetto a un tubo senza saldatura.
-
Test successivi alla produzione (trazione, durezza, Charpy V-notch, appiattimento, idrostatica, PWHT in alcuni casi) e gli esami non distruttivi (UT, radiografia) stabiliscono la conformità.
Queste tre componenti (chimica, lavorazione, test) sono ciò che gli standard codificano.
Tipi di tubi in acciaio al carbonio e basso legato
Gli acciai al carbonio sono i più comuni per le tubazioni di linea, per la distribuzione delle utenze e per le applicazioni strutturali, grazie al costo e al comportamento meccanico prevedibile. Di seguito è riportato un confronto pratico dei tipi di tubi al carbonio/basso tenore di lega più frequentemente specificati e il loro impiego.
Tabella 1 - Tipi di tubi comuni al carbonio/basso tenore di leghe e utilizzi tipici
| Grado / Spec. | Gamma meccanica dei tasti (tipica) | Tipo (senza giunzioni/saldato) | Applicazioni tipiche |
|---|---|---|---|
| API 5L Grado B | Snervamento ≈ 30-35 ksi; trazione ≈ 60-80 ksi (variabile) | Senza saldatura o saldato | Tubi di linea generici, acqua, olio/gas a pressione moderata. |
| API 5L X42-X70 (gradi X) | Snervamento da ~42 ksi (X42) a ~70 ksi (X70) | Senza saldatura / ERW / UOE | Tubo di linea ad alta resistenza per condotte a lunga distanza; i gradi più alti riducono lo spessore della parete. |
| ASTM A106 (A,B,C) | Acciaio al carbonio senza saldatura per servizio ad alta temperatura; grado B comune | Solo senza cuciture | Condotte di vapore, servizio ad alta temperatura; A106 è una specifica comune per i tubi senza saldatura. |
| ASTM A53 (A,B) | Può essere saldato o senza saldatura; grado B comune | Senza saldatura o saldato | Applicazioni strutturali e a bassa/media pressione; sistemi di tubazioni. |
| ASTM A333 / A334 | Tubo in acciaio al carbonio e legato a bassa temperatura (migliore tenacità) | Senza saldatura o saldato | Servizio criogenico o a bassa temperatura. |
| ASTM A252 Grado 1/2/3 | Gradi di palificazione e tubi strutturali (intervalli di resistenza specificati) | Saldato o senza saldatura | Palificazione, applicazioni strutturali. |
Note e punti pratici
-
L'ASTM A106 richiede la produzione senza saldatura; l'A53 può essere saldato o senza saldatura: si tratta di una distinzione pratica di approvvigionamento che spesso determina la scelta del fornitore e il costo.
-
I gradi API 5L X sono normalizzati/termomeccanici per ottenere una resistenza più elevata mantenendo la tenacità dell'intaglio; per le condotte di lunga durata, i gradi X più elevati (X56-X70) consentono pareti più sottili e un tonnellaggio complessivo di acciaio inferiore.
Acciai inossidabili, duplex e superduplex
I gradi inossidabili e duplex sono scelti quando la corrosione chimica o dell'acqua di mare, i requisiti sanitari o gli elevati rapporti resistenza/peso sono critici.
Le principali famiglie di inossidabili utilizzate per le tubazioni
-
Austenitico (serie 300): TP304 / TP304L, TP316 / TP316L sono le scelte più comuni. Il 316/316L include il molibdeno per migliorare la resistenza alla vaiolatura ed è comune nelle applicazioni in acqua di mare, chimiche e alimentari.
-
Ferritico / Martensitico: utilizzati in applicazioni specializzate ad alta temperatura o magnetiche, meno comuni per le tubazioni generiche.
-
Duplex (ad esempio, 2205) e Super-Duplex (ad esempio, 2507): offrono una resistenza circa doppia rispetto agli austenitici della serie 300, una resistenza superiore alle cricche da tensocorrosione da cloruri e una buona resistenza alla vaiolatura quando sono in lega con Mo; sono favoriti per il servizio in acqua di mare, per le tubazioni offshore e per le applicazioni in cui pareti più sottili consentono di risparmiare peso e costi.
Tabella 2 - Confronto semplificato tra corrosione e meccanica (qualitativo)
| Grado | Resistenza alla corrosione (generale) | La forza | Casi d'uso tipici |
|---|---|---|---|
| TP304 | Moderato (corrosione generale) | Moderato | Servizio di ristorazione, acqua potabile, HVAC |
| TP316 / 316L | Migliore resistenza alla vaiolatura (Mo) | Moderato | Prodotti chimici, spruzzi di acqua di mare, sanitari |
| Duplex 2205 | Elevata resistenza alla vaiolatura e alla SCC | Alta (~2× resistenza 304) | Acqua di mare, offshore, scambiatori di calore |
| Super-Duplex 2507 | Elevata resistenza alla vaiolatura e alla SCC | Molto alto | Ambienti aggressivi per i cloruri, in superficie e in profondità |
Conseguenze principali della progettazione
-
Il duplex e il super-duplex possono ridurre drasticamente lo spessore delle pareti a parità di pressione nominale, grazie alle maggiori sollecitazioni ammissibili; tuttavia, richiedono procedure di saldatura qualificate e un attento controllo dell'apporto termico.
-
Gli austenitici (304/316) sono molto più facili da fabbricare e saldare, ma possono essere a rischio di SCC da cloruro in alcune condizioni offshore o salmastre.
API 5L PSL1 vs PSL2 - cosa significano in pratica i livelli di specifica
API 5L utilizza Livelli delle specifiche di prodotto (PSL1 e PSL2). La differenza non è solo di marketing: il PSL2 impone controlli più severi e test aggiuntivi.
Differenze pratiche
-
PSL1Requisiti di base per i tubi di linea (proprietà chimiche e meccaniche, test standard). Adatto a molti usi onshore e a basso rischio.
-
PSL2Limiti chimici più severi, requisiti più rigorosi per le proprietà meccaniche, prove d'urto Charpy obbligatorie per molti gradi/dimensioni, registri di produzione e tracciabilità più dettagliati; necessari quando è necessario il controllo della frattura, la tenacità alle basse temperature o il funzionamento ad alta affidabilità (ad esempio, alcune condutture sottomarine e ad alta pressione).
Tabella 3 - Implicazioni contrattuali selezionate
| Argomento | PSL1 | PSL2 |
|---|---|---|
| Prova d'urto Charpy | Opzionale / limitato | Di solito è richiesto per molti gradi/ dimensioni |
| Controlli chimici | Standard | Soffitti più stretti e talvolta gamme di elementi più ristrette |
| Tracciabilità | Base | Miglioramento (test di macinazione, tracciabilità, documentazione) |
| Costo tipico di approvvigionamento | Più basso | Più alto (più test + controlli più severi) |
Quando richiedere il PSL2: chi redige le specifiche dovrebbe chiedersi se la condotta è soggetta a basse temperature, a operazioni critiche per la frattura, a lunghi tempi di riparazione (offshore) o a requisiti normativi; in caso affermativo, il PSL2 è prudente.
Senza saldatura vs. saldato (ERW / EFW / UOE)
Il percorso di produzione influenza la disponibilità, il costo e alcuni aspetti delle prestazioni meccaniche.
-
Senza cucitureTrafilato o estruso da una billetta; storicamente preferito per il servizio ad alta temperatura e ad alta pressione perché non è presente alcuna giuntura che concentri i difetti. L'ASTM A106 è esclusivamente senza saldatura.
-
ERW (saldatura a resistenza elettrica)La tecnologia ERW moderna, con un'adeguata ispezione, è robusta e ampiamente utilizzata.
-
UOE / JCOE (formato e saldato)Utilizzato per tubi di linea di grande diametro e per lunghe tratte; i processi UOE accuratamente controllati con NDT e test idrostatici producono tubi di alta qualità.
Nota pratica sugli appalti: Molte specifiche di progetto consentono di utilizzare sia tubi senza saldatura che saldati, se il processo di produzione e la verifica di sicurezza soddisfano i requisiti della norma, ma alcune norme (A106) impongono la produzione senza saldatura.
Proprietà meccaniche, tenacità e aspettative di prova
Oltre ai numeri di snervamento/trazione, conta la tenacità alla temperatura di servizio. Test e controlli chiave:
-
Tensione/rendimento: numeri di resistenza di base utilizzati per la progettazione.
-
Prova d'urto Charpy V-notch: richiesto per garantire la tenacità dell'intaglio a una determinata temperatura (essenziale nei climi freddi o dove la frattura fragile è un rischio). Il PSL2 richiede spesso prove Charpy.
-
Prove non distruttive (NDT): I test UT, RT, delle particelle magnetiche e dei coloranti individuano i difetti volumetrici e superficiali.
-
Identificazione positiva del materiale (PMI): a volte è necessario per le leghe sensibili alla corrosione per confermare la composizione.
-
Test idrostatico: test standard di tenuta/pressione per convalidare l'integrità.
Suggerimento per il design: Impostare sempre la temperatura di accettazione Charpy al di sotto della temperatura di esercizio più fredda prevista, con un margine di sicurezza adeguato.
Equivalenti internazionali e mappatura rapida
Gli ingegneri hanno spesso bisogno di tradurre tra ASTM/API e EN/ISO o etichette specifiche di un paese. Di seguito è riportata una tabella di mappatura compatta (tipica/approssimativa - verificare sempre i richiami agli standard esatti).
Tabella 4 - Mappatura dei voti pratici (equivalenze comuni)
| Grado comune USA/API | Equivalente tipico / commento |
|---|---|
| ASTM A106 B | Comune tubo al carbonio senza saldatura; spesso citato insieme ad A53 e API 5L Grado B. |
| ASTM A53 B | Può essere saldato o senza saldatura; a volte è usato in modo intercambiabile con API 5L Grado B nell'approvvigionamento, ma conferma il tipo di produzione. |
| API 5L Grado B / X42-X70 | Famiglia di linepipe; le classi X sono mappate in base agli intervalli di resistenza allo snervamento. |
| TP304 / TP316 | Equivalente alla famiglia 304/316 (EN 1.4301 / 1.4401) - verificare le varianti L/low-C per le esigenze di saldatura. |
| Duplex 2205 (UNS S32205) | Esistono numeri EN/EN - utilizzati quando il cloruro SCC è un problema. |
Avvertenza: "Equivalente" non significa identico. L'accettazione e la verifica devono essere effettuate esaminando i limiti chimici e meccanici di entrambi gli standard.
Matrice di selezione - passo dopo passo ed esempi pratici
Un processo semplice per selezionare il tipo di tubo per un progetto:
-
Definire le condizioni di servizio: chimica del fluido interno, pressione, intervallo di temperatura, ambiente esterno (suolo, acqua di mare), vincoli normativi.
-
Identificare i requisiti meccanici: pressione di progetto, sollecitazioni ammissibili, fattori di sicurezza richiesti, vincoli di peso.
-
Selezionare le famiglie candidate: carbonio (conveniente), bassa lega (se è necessaria una maggiore resistenza), inossidabile o duplex (se la corrosione è critica).
-
Decidere il percorso di produzione: senza saldatura se A106 o se sono necessarie sezioni più sottili e resistenza alla fatica; saldato per diametri maggiori o per il controllo dei costi.
-
Specificare test e PSL: scegliere PSL2 se la tenacità e il controllo della frattura sono importanti; richiedere il nodo a V Charpy a una temperatura specifica.
-
Lingua degli appalti: indicare lo standard esatto, il grado, il PSL (se API 5L), la temperatura della prova d'urto, i requisiti NDT e la tracciabilità della documentazione.
Due brevi esempi
-
Trasmissione dell'acqua onshore - pressione moderata, non corrosivo: API 5L Grado B o X42 (PSL1 se non critico).
-
Riser offshore per acqua di mare - alto rischio di corrosione + cloruro: Duplex 2205 (o super-duplex) con rigorosi controlli di saldatura, PMI e tolleranza alla corrosione; richiedere una tracciabilità simile a quella di PSL2 se le specifiche della pipeline.
Linguaggio degli appalti e suggerimenti per i contratti
Un ordine di acquisto di tubi ben scritto evita costose sostituzioni. Includere:
-
Standard (ad esempio, API 5L, ASTM A106, EN 10216) e edizione/anno.
-
Grado (X65, grado B, TP316L, S32205 ecc.).
-
Metodo di produzione consentito/divieto (senza saldatura / ERW / UOE).
-
Livello PSL (per API 5L: PSL1 o PSL2).
-
Test e criteri di accettazione: Temperatura Charpy ed energia di accettazione, pressione idrostatica, requisiti UT/RT, PMI (se inossidabile/duplex), requisiti di rivestimento e fodera.
-
Tracciabilità e documentazione: Rapporti di prova del mulino (MTR), numeri di calore, rapporti NDT, qualifiche della procedura di saldatura (PQR/WPS) quando devono essere fornite bobine saldate.
-
Sanzioni / accettazione: criteri di scarto e regole di rilavorazione per le deviazioni.
Tabelle riassuntive e riferimenti rapidi
Tabella 5 - Riferimento rapido: Quale grado scegliere in base all'applicazione
| Applicazione | Famiglia di gradi tipica | Perché |
|---|---|---|
| Rete idrica comunale | API 5L Grado B / ASTM A53 | Economico, sufficientemente duttile |
| Vapore ad alta temperatura | ASTM A106 | Senza cuciture, adatto alle alte temperature. |
| Trasporto di gas a lunga distanza | API 5L X56-X70 | Maggiore resistenza → pareti più sottili, peso inferiore. |
| Acqua di mare / offshore | Duplex 2205 / Super-Duplex 2507 | Resistenza a SCC e vaiolatura, elevata resistenza. |
| Sistemi criogenici | ASTM A333 | Resistenza alle basse temperature certificata. |
Domande frequenti
-
D: Qual è la differenza tra ASTM A53 e ASTM A106?
A: L'A106 è specificato per i tubi in acciaio al carbonio senza saldatura per il servizio ad alta temperatura; l'A53 può essere saldato o senza saldatura ed è spesso utilizzato per applicazioni strutturali e a bassa temperatura. In pratica, molti fornitori quotano l'A106 per le serie senza saldatura e l'A53 per gli ordini saldati/ERW - confermare il metodo di produzione. -
D: Quando è necessario richiedere API 5L PSL2 invece di PSL1?
A: Utilizzare il PSL2 quando sono necessari il controllo della frattura, la tenacità alle basse temperature o una maggiore affidabilità e tracciabilità (ad esempio, sottomarini, servizi acidi o gasdotti critici). La PSL2 richiede test aggiuntivi e limiti chimici più severi. -
D: Gli inossidabili 316L e 304 sono intercambiabili?
A: No; il 316L contiene molibdeno per una migliore resistenza alla vaiolatura e il carbonio inferiore del 316L migliora la saldabilità. Utilizzare il 316L quando si prevede la vaiolatura da cloruro o l'esposizione a sostanze chimiche. -
D: Perché usare l'inossidabile duplex invece del 316 in acqua di mare?
A: Il Duplex offre una maggiore forza e una resistenza nettamente migliore alle cricche da tensocorrosione da cloruri e alla vaiolatura; può ridurre lo spessore delle pareti e il costo complessivo per il servizio in acqua di mare aggressiva, nonostante il prezzo più elevato della lega. -
D: Il materiale senza saldatura è sempre migliore di quello saldato?
A: Non sempre. I tubi senza saldatura sono privi di giunture, ma possono essere più costosi e di diametro limitato; i moderni metodi di saldatura (ERW, UOE), con un adeguato controllo tecnico, producono tubi affidabili ed economici. Per alcuni servizi ad alta temperatura o sensibili alla fatica, può essere preferibile il tubo senza saldatura. -
D: Qual è il rapporto tra i gradi X (X56, X65, X70) e la resistenza?
A: Il numero X approssima la resistenza allo snervamento minima specificata in ksi (ad esempio, X42 ≈ 42 ksi, X70 ≈ 70 ksi). Una X più alta significa una maggiore resistenza allo snervamento e la possibilità di avere pareti più sottili. Consultare sempre la tabella API 5L per i limiti esatti e i requisiti delle prove d'urto. -
D: Quali test devo richiedere per le tubazioni offshore?
A: Charpy V-notch a una determinata temperatura, UT/RT completo di giunzioni e saldature, test di prova idrostatici, PMI per duplex/austenitici e qualifiche delle procedure di saldatura. Considerare i controlli di livello PSL2 per una maggiore garanzia. -
D: Posso sostituire ASTM A53 con API 5L?
A: A volte i fornitori offrono l'A53 che soddisfa i limiti dell'API 5L Grado B, ma la sostituzione deve essere approvata dall'ingegnere perché l'API 5L include ulteriori requisiti specifici del settore e intervalli di dimensioni/grado. Confermare l'equivalenza meccanica e di prova prima dell'accettazione. -
D: Quali sono le insidie più comuni nella progettazione di tubi inossidabili?
A: Non specificare le varianti a basso tenore di carbonio per la saldabilità (ad esempio, 316L), non richiedere la tolleranza alla corrosione o i rivestimenti protettivi in ambienti aggressivi e omettere le PMI per le forniture critiche. -
D: Come devo gestire la tracciabilità negli appalti?
A: Richiedere rapporti di prova completi (MTR) con numeri di calore, documentazione della catena di custodia, rapporti NDT e una registrazione di qualsiasi trattamento termico o PWHT. Per gli ordini PSL2/API o duplex, richiedere una maggiore tracciabilità.
I punti tecnici e le tabelle di cui sopra riassumono la pratica standard trovata nei documenti API e ASTM, nei fornitori di tubazioni specializzati e nei riferimenti di metallurgia. Le affermazioni su A106 vs A53, sulle differenze tra API 5L PSL, sui vantaggi dei duplex e sulle descrizioni generali dei gradi sono coerenti con fonti tecniche e fornitori autorevoli. Le fonti principali utilizzate nella preparazione di questo materiale includono le linee guida API e ASTM, le pagine delle specifiche dei principali fornitori di tubazioni e le guide tecniche delle associazioni metallurgiche. Le fonti rappresentative sono citate in tutto il testo per le affermazioni tecniche più importanti.
Lista di controllo pratica per la vostra prossima specifica di tubazioni
-
Standard + edizione (ad esempio, API 5L 46th Ed. 20XX o ASTM A106/A53 con anno).
-
Grado (esplicito: X65 PSL2 / A106 B / TP316L ecc.).
-
Tipi di produzione consentiti (senza saldatura / ERW / UOE) ed eventuali processi vietati.
-
Livello PSL (per API 5L) o accettazione di tenacità equivalente.
-
Charpy V-notch: temperatura di prova ed energia di accettazione.
-
Requisiti NDT (UT/RT, frequenza di ispezione).
-
Requisiti PMI per duplex/316/2507.
-
Rivestimento/rivestimento e indennità di corrosione.
-
Rapporti di prova del mulino e requisiti di tracciabilità.
-
Consegna, punti di fermo dell'ispezione e clausole di penalità.
Sintesi della chiusura
La scelta del tipo di tubo in acciaio è un esercizio di bilanciamento tra metallurgia, metodo di produzione ed economia del progetto. Usate i gradi al carbonio per lavori strutturali e a pressione in generale, specificate gli austenitici o i duplex quando la corrosione o la riduzione dello spessore delle pareti sono determinanti, e definite sempre chiaramente lo standard, il regime di test e il percorso di produzione nei documenti di appalto. Per le infrastrutture critiche e per i lavori offshore, è necessario imporre requisiti più severi, come PSL2 o equivalenti, e insistere su una documentazione completa.
