Una taglierina e una linea di taglio longitudinale sono la spina dorsale industriale per la conversione di bobine master larghe in bobine o strisce più strette di dimensioni precise; se scelte e specificate correttamente, consentono di ottenere uno scarto minimo di materiale, una qualità costante dei bordi e un'elevata produttività, riducendo al contempo i costi di lavorazione a valle. Per i team di approvvigionamento e gli ingegneri dell'impianto, i fattori d'acquisto più critici sono il layout meccanico della linea, la tecnologia di taglio (rotativo, a cesoia, a rasoio), il controllo della tensione e del riavvolgimento, il livello di automazione e la capacità del fornitore di adeguare la metallurgia, le dimensioni del coil e la velocità di produzione ai requisiti del prodotto. MWalloys fornisce soluzioni di taglio a prezzi di fabbrica con opzioni di personalizzazione complete per l'adattamento di fogli di alluminio leggeri a bobine di acciaio al carbonio pesanti per i settori automobilistico, degli elettrodomestici e delle costruzioni.
1. Cosa fa una taglierina / linea di taglio longitudinale
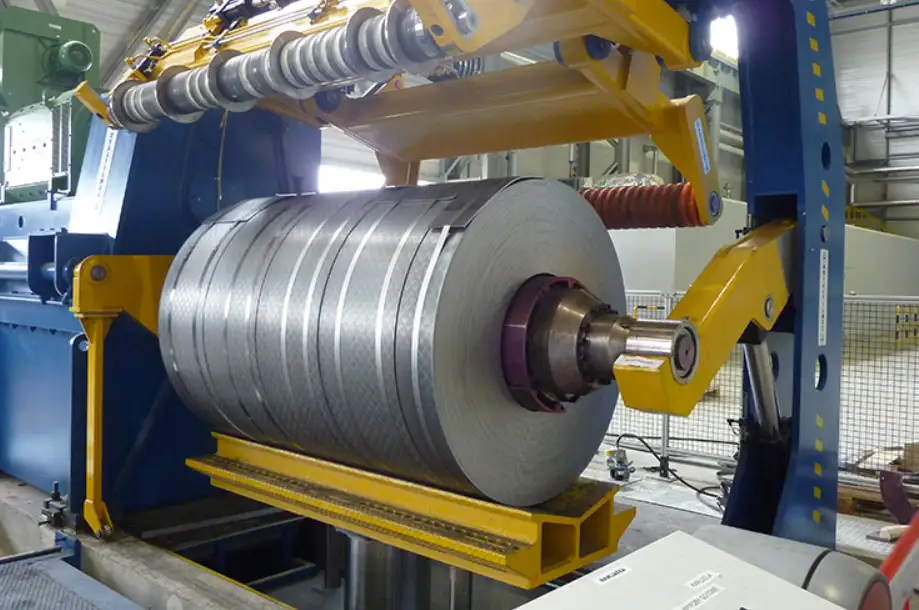
Una linea di taglio prende un coil madre e produce più coil più stretti o strisce piatte eseguendo tagli longitudinali lungo la larghezza del coil. Questo processo converte un singolo coil largo in larghezze vendibili o in materia prima per i processi di formatura e saldatura a valle. Le linee di taglio possono includere svolgitori, guida bordi, livellatori, stazioni di taglio, gestione degli scarti, controllo della tensione e avvolgitori o moduli di taglio a misura.
2. Componenti principali e loro funzione
Di seguito è riportata una breve ripartizione componente per componente che ogni acquirente dovrebbe conoscere.
| Componente | Scopo | Nota di dimensionamento/selezione della chiave |
|---|---|---|
| Carrello portabobine / culla di carico | Trasferisce le bobine master pesanti al decoiler | Deve corrispondere al peso della bobina e all'ID/OD |
| Svolgitore / decoiler | Sostiene ed eroga la bobina in condizioni di coppia controllata | Opzioni di frenatura idraulica o pneumatica |
| Cesoia per l'ingresso della bobina / cesoia per il raccolto | Taglia le code delle bobine per prepararle all'infilatura. | Richiesto per il funzionamento continuo |
| Loop pit e ballerina | Tampone per assorbire le variazioni di velocità e mantenere la tensione | La dimensione influisce sulla frequenza di filettatura |
| Sistema di guida dei bordi | Mantiene la bobina centrata attraverso i coltelli di taglio | Critico per l'accuratezza a larghezza ridotta |
| Livellatore / spianatore | Riduce la curvatura della bobina e i difetti di superficie | Richiesto per applicazioni di precisione |
| Stazione di taglio (rotativa / a cesoia / a rasoio) | Esegue il taglio longitudinale | Scegliere la tecnologia in base al materiale e allo spessore |
| Avvolgitori di rottami / rimozione di finiture | Raccoglie e compatta i bordi | La pianificazione della gestione dei rottami riduce i rifiuti |
| Controllo della tensione (freni, tenditore) | Mantiene la tensione del nastro prima/dopo la taglierina | Essenziale per la planarità del coil e la qualità dei bordi |
| Riavvolgitore / avvolgitore | Forma le strisce tagliate in bobine | Deve consentire il peso della bobina e la velocità di riavvolgimento richiesti |
| Taglio a misura (opzionale) | Taglio trasversale delle strisce in fogli | Aggiunge complessità ma espande i tipi di output |
| Controllore HMI e PLC | Interfaccia operatore centrale e memorizzazione delle ricette | Cercate la connettività e la tracciabilità a distanza |
Ogni componente influisce sull'economia finale e sulla qualità del prodotto; ad esempio, la scelta del tipo di taglierina determina lo spessore consentito, la sbavatura dei bordi e la cadenza della manutenzione.
3. Le più comuni tecnologie di taglio e quando utilizzarle
I sistemi di taglio sono disponibili in tre modelli principali; la scelta di quello corretto è fondamentale per le prestazioni.
Taglierina rotante (coltelli rotanti)
-
Meccanismo: coltelli circolari rotanti (maschio e femmina o superiore/inferiore) tranciano il nastro.
-
Punti di forza: alta velocità, funzionamento continuo, adatto a spessori moderati e a produzioni con molte larghezze ridotte.
-
Utilizzo tipico: acciaio laminato a freddo, acciaio inossidabile, alluminio per il taglio da bobina a bobina.
Taglierina (taglio a forbice o a cesoia)
-
Meccanismo: coltelli circolari superiori e inferiori con azione di taglio sovrapposta; spesso chiamata taglierina.
-
Punti di forza: bordo più pulito con bave ridotte, tollera spessori più elevati, ottimo per materiali pesanti e rivestiti.
-
Uso tipico: piastre di acciaio più spesse che necessitano di buone condizioni dei bordi per la saldatura o lo stampaggio.
Taglierina a rasoio
-
Meccanismo: lame di rasoio stazionarie che tagliano il materiale affettandolo, non tranciandolo.
-
Punti di forza: eccellente per spessori molto sottili e lamine in cui è importante ridurre al minimo la bava e la deformazione dei bordi.
-
Utilizzo tipico: fogli di alluminio, materiali inossidabili molto sottili e superfici rivestite delicate.
Regola empirica di selezione: per i materiali molto sottili e delicati scegliete il rasoio, per la produzione ad alta velocità da bobina a bobina scegliete la rotativa e per gli spessori pesanti che richiedono una bassa bava scegliete le taglierine a cesoia. Una scelta sbagliata aumenta il tasso di scarto e i costi di finitura offline.

4. Layout di linea tipici e moduli opzionali
Le linee di taglio sono modulari; i produttori assemblano i moduli necessari per applicazioni specifiche. Le configurazioni più comuni includono:
-
Linea base di taglio da bobina a bobina: aspo svolgitore → stazione di taglio → avvolgitore. Capitale e ingombro ridotti.
-
Linea di taglio + livellamento: aggiunge un livellatore a monte per i nastri critici per la planarità.
-
Taglio + CTL (taglio a misura): consente l'uscita di fogli anziché di strisce arrotolate. Utile per la vendita di fogli o per i negozi di timbri.
-
Caricamento automatico + cambio bobina: Le installazioni per impieghi gravosi includono carri automatici per bobine, movimentazione robotizzata delle bobine e tavoli di giunzione per un funzionamento quasi continuo.
-
Ispezione in linea e misurazione laser: per i nastri di alto valore che richiedono la certificazione della superficie.
Includere moduli opzionali quando il mix di prodotti lo richiede: ad esempio, una guida per bordi di precisione per nastri stretti, un passaggio di tempera per nastri a molla, o una stazione corona/pulizia per bobine verniciate.
5. Tipi di materiale, intervalli di spessore e parametri del coil
Le linee di taglio lavorano un'ampia gamma di materiali. Gamme tipiche:
-
Alluminio (calibro leggero): 0,02 mm fino a 3 mm in linee speciali.
-
Acciaio laminato a freddo: Da 0,25 mm a 3 mm tipico per le linee rotanti.
-
Acciaio al carbonio laminato a caldo: spesso 0,6 mm e oltre (preferibilmente con taglierine).
-
Acciaio inossidabile: Da 0,1 mm a 2,0 mm a seconda dei requisiti di finitura superficiale.
-
Rame / ottone / lamina: Taglierine a rasoio utilizzate per spessori molto sottili.
Parametri della bobina da specificare nella RFQ:
-
Larghezza bobina master (mm).
-
Intervallo di spessore (min-max).
-
Diametro interno (ID) e diametro esterno (OD) della bobina.
-
Peso massimo della bobina (kg).
-
Stato della superficie (oliata, verniciata, pre-rivestita, brillante).
Le specifiche precise impediscono l'abbinamento errato dei macchinari e riducono la necessità di retrofit.

6. Metriche chiave di prestazione e come leggerle
Nel valutare i produttori, confrontate le seguenti metriche a parità di condizioni.
| Metrico | Cosa significa | Nota dell'acquirente |
|---|---|---|
| Velocità della linea (m/min) | Velocità massima di elaborazione | Non sempre un valore più alto è migliore; dipende dal materiale e dalla capacità di riavvolgimento. |
| Tolleranza di rinculo (mm) | Variazione della larghezza della bobina figlia | Le tolleranze più strette riducono gli scarti e la rifilatura post-processo |
| Capacità di produzione (t/giorno) | Produttività realistica | Verificare con lo spessore tipico e i tempi di cambio bobina |
| Tempo di sostituzione (min) | È ora di passare a un'altra bobina/larghezza | I cambi brevi aumentano il tempo di attività effettivo |
| Bava del bordo (µm) | Altezza della bava misurata | La riduzione della bava riduce i costi di rimozione della bava a valle |
| Consumo di potenza (kW) | Assorbimento di energia a velocità nominale | Utile per la modellazione del TCO |
| Livello di automazione (PLC/HMI) | Memorizzazione delle ricette, infilatura automatica, giunzione | La maggiore automazione riduce la manodopera, ma aumenta i costi di investimento |
Nota: I produttori spesso indicano la velocità tecnica massima in condizioni ideali; richiedere numeri di prestazioni verificate sullo stesso calibro di materiale che si intende utilizzare.
7. Automazione, controlli e preparazione all'Industria 4.0
Le moderne linee di taglio includono funzioni di controllo avanzate:
-
Gestione delle ricette per un rapido cambio di prodotto
-
Controllo della tensione ad anello chiuso con celle di carico e feedback del ballerino
-
Guida automatica ai bordi con telecamere o sensori meccanici
-
Moduli di diagnostica remota, registrazione della produzione e SPC (controllo statistico dei processi)
-
Integrazione con l'ERP per la tracciabilità e la pianificazione della produzione
Quando si valutano i sistemi di controllo si richiede la dimostrazione di:
-
Layout dell'interfaccia uomo-macchina e supporto linguistico
-
Formati di esportazione dei dati per la tracciabilità (CSV, XML, OPC UA)
-
Disposizioni di sicurezza informatica e politica di accesso remoto
Le soluzioni completamente automatizzate possono aumentare la produttività e ridurre gli scarti, ma richiedono un'assistenza locale di livello superiore e una strategia documentata per i pezzi di ricambio per evitare tempi di fermo prolungati.
8. Qualità, condizione dei bordi e manipolazione post-lucidatura
La qualità dei bordi è un fattore decisivo per molti acquirenti. Parametri da ispezionare al momento dell'accettazione:
-
Altezza e consistenza della bava del bordo: misurata con profilometri
-
TIR (total indicator runout) del bordo: influisce sulla qualità dell'avvolgimento
-
Graffi superficiali o delaminazione del rivestimento: dipende dal tipo di coltello e dai rulli di entrata
-
Concentricità e tenuta della bobina di riavvolgimento: misurato in base al peso e ai controlli dimensionali
Opzioni di gestione del post-slit:
-
Compattatori di bordi e presse per la gestione degli scarti di lavorazione
-
Separatori automatici di nastri per evitare l'aggrovigliamento sugli arrotolatori
-
Stazioni di etichettatura e imballaggio per un'immediata disponibilità alla spedizione
Un solido programma di AQ dovrebbe includere la verifica delle bobine in entrata, le ispezioni in linea e i registri dei campioni finali per ogni bobina figlia. In questo modo si riducono le contestazioni e gli scarti da parte dei clienti.
9. Sicurezza, ergonomia e considerazioni normative
Le linee di taglio comportano parti mobili pesanti, bordi taglienti ed energia immagazzinata. Caratteristiche di sicurezza fondamentali da richiedere:
-
Protezione dell'area con interblocchi e barriere fotoelettriche
-
Architettura di arresto di emergenza con PLC di sicurezza a doppio canale
-
Procedure di lockout/tagout e manuali di manutenzione chiari
-
Controllo del rumore e delle polveri secondo le normative locali
-
Ergonomia dell'operatore: piattaforme rialzate, HMI raggiungibile, buona illuminazione
La conformità agli standard di sicurezza CE, ANSI o locali è obbligatoria in molte giurisdizioni; assicurarsi che il produttore fornisca certificati di conformità e schemi di cablaggio.
10. Installazione, messa in servizio e prerequisiti del sito
Prima della consegna dell'attrezzatura, confermare:
-
Distanze di costruzione per la macchina a bobina, l'aspo e il percorso dell'avvolgitore
-
Capacità di carico del pavimento e punti di ancoraggio
-
Alimentazione: tensione, frequenza e necessità di un trasformatore dedicato
-
Alimentazione di aria compressa e idraulica (se necessario)
-
Capacità della gru per la movimentazione dei rotoli e l'installazione meccanica
-
Controlli ambientali per materiali sensibili rivestiti o in pellicola
I sopralluoghi dettagliati e le liste di controllo pre-spedizione spesso evitano costose rilavorazioni e ritardi durante la messa in servizio.
11. Programma di manutenzione e piano dei pezzi di ricambio
Un piano di manutenzione adeguato aumenta i tempi di attività:
-
Quotidianamente: Ispezione dei coltelli, punti di lubrificazione, controlli di sicurezza
-
Settimanale: calibrazione del sensore di tensione, ispezione della cinghia e dei rulli
-
Mensile: controllo dell'olio del cambio, analisi delle vibrazioni del motore
-
Trimestrale/annuale: ripianificazione per la sostituzione dei coltelli, riaffilatura dei rulli, backup del PLC
Kit di ricambi consigliato (minimo):
-
Set di coltelli superiori e inferiori (rotanti/cesoie)
-
Cuscinetti per ruote folli e alberi di avvolgimento
-
Parti della cesoia e guarnizioni a cambio rapido
-
Modulo di ricambio per PLC e HMI
-
Sensori elettronici (guida dei bordi, tensione)
I produttori spesso offrono contratti di assistenza; confrontate i tempi di risposta, la diagnostica remota e le reti di partner locali quando confrontate il TCO.
12. Driver di costo e modello TCO realistico
I costi di capitale e operativi dipendono da:
-
Automazione della movimentazione dei materiali (maggiori investimenti, minore manodopera)
-
Livellatori di precisione e sistemi di ispezione
-
Tecnologia di taglio: i sistemi di cesoia costano di più all'inizio, ma il costo di finitura è inferiore per gli scarti pesanti.
-
Tasso di scarto e consumo energetico previsti
-
Disponibilità di assistenza, formazione e ricambi
Un semplice modello di TCO dovrebbe includere:
-
Prezzo di acquisto
-
Costo di installazione e messa in servizio
-
Manutenzione annuale e ricambi (percentuale del capex)
-
Energia e materiali di consumo (coltelli, lubrificanti)
-
Costo del lavoro (operatori, tecnici)
-
Risparmi previsti in termini di produttività e scarti
Chiedete ai fornitori di fornire casi di studio convalidati su materiali identici; i dati convalidati sono più utili delle specifiche idealizzate.
13. Come preparare una RFQ accurata
Una RFQ precisa accelera l'accuratezza dell'offerta. Include:
-
Elenco dettagliato dei materiali (chimica o classe, superficie, gamma di spessori)
-
Obiettivi di produzione (t/mese, dimensioni tipiche del coil)
-
Larghezze e tolleranze della bobina figlia richieste
-
Qualità minima accettabile dei bordi (bava massima, smusso dei bordi)
-
Funzionalità di automazione e integrazioni di dati necessarie
-
Dettagli del sito: potenza, gru, carico del pavimento, temperature
-
Termini di garanzia ed elenco dei pezzi di ricambio attesi
-
Test di accettazione previsti e procedura di firma del campione
I venditori possono fissare correttamente i prezzi solo se ricevono input tecnici coerenti e completi.
14. Casi di studio ed esempi di applicazione
Brevi istantanee applicative evidenziano scenari tipici dell'impianto.
Fornitore di stampaggio per il settore automobilistico
Sfida: convertire l'acciaio CR largo 1.500 mm in 10 larghezze strette specifiche ad alta ripetibilità. Soluzione: linea di taglio rotativa ad alta velocità con guida bordi e avvolgitori automatici; installazione di SPC per la qualità dei bordi; miglioramento della resa di 3%.
Produttore di elettrodomestici
Sfida: tagliare bobine di alluminio preverniciato senza danneggiare il rivestimento. Soluzione: taglierina a rasoio con rulli di rinvio a ingresso morbido e movimentazione in camera bianca; riduzione degli scarti grazie alla minimizzazione del contatto con la superficie.
Lavorazione di bobine di acciaio strutturale
Sfida: i coils laminati a caldo di grosso calibro richiedevano bordi a bassa sbavatura per la saldatura. Soluzione: taglierina a cesoia combinata con livellamento e raddrizzamento; riduzione della rilavorazione a valle.
Questi esempi mostrano come l'abbinamento tra tecnologia e applicazione consenta di ottenere vantaggi misurabili.
15. Tabelle di confronto delle specifiche complete
Tabella A: Varianti tipiche della linea di taglio e specifiche dell'anima
| Variante | Gamma di spessori | Velocità massima (tipica) | Il migliore per | Note |
|---|---|---|---|---|
| Rotante a scartamento ridotto | 0,02-1,0 mm | 150-400 m/min | Alluminio, acciaio inox sottile | Alta produttività |
| Rotante a medio calibro | 0,2-3,0 mm | 80-250 m/min | Acciaio CR, coils rivestiti | Velocità e forza equilibrate |
| Taglierina | 1,0-12,0 mm | 30-120 m/min | Acciaio spesso, bassa bava | Coppia e manutenzione più elevate |
| Taglierina a rasoio | 0,01-0,3 mm | 50-200 m/min | Foglio, leghe molto sottili | Richiede un controllo preciso della tensione |
Tabella B. Elenco di controllo dei test di accettazione chiave (minimo)
| Test | Criterio di accettazione |
|---|---|
| Tolleranza sulla larghezza della bobina figlia | ±0,5 mm o secondo le specifiche |
| Misura della bava del bordo | ≤ specificato µm |
| Concentricità della bobina | ≤ specificato mm runout |
| Test di produzione | 2 ore di funzionamento continuo a velocità nominale |
| Registrazione dei dati | Ricetta e registri di produzione memorizzati ed esportabili |
16. Domande frequenti
-
Qual è la differenza tra una linea di taglio e una linea di taglio a misura?
Una linea di taglio effettua tagli longitudinali per produrre bobine più strette; una linea di taglio a misura taglia trasversalmente le bobine in fogli di lunghezza specifica. Alcuni sistemi combinano entrambe le funzioni in un unico ingombro per garantire la flessibilità. -
Come scegliere tra taglierine rotative, a cesoia e a rasoio?
Il principio di taglio si adatta allo spessore del materiale e alla sensibilità della superficie: rasoio per fogli sottilissimi, rotante per bobine ad alta velocità, cesoia per requisiti di spessore elevato e bassa sbavatura. -
Quali tolleranze posso aspettarmi per quanto riguarda la larghezza e la sbavatura dei bordi?
Le linee buone raggiungono una tolleranza di larghezza di ±0,3-0,5 mm e le bave dipendono dal tipo di coltello e dall'usura; richiedere i metodi di misurazione del produttore e i rapporti dei campioni. -
Con quale frequenza vengono cambiati o affilati i coltelli?
La frequenza dipende dal materiale e dalle ore di produzione; le lame rotanti tipiche durano da centinaia a migliaia di tonnellate, mentre le lame da taglio richiedono una riaffilatura più frequente. Tenere traccia della durata dei coltelli e mantenere i ricambi. -
Una linea di taglio può gestire bobine verniciate o pre-rivestite?
Sì, con rulli di ingresso adeguati, guide a contatto morbido e tensione controllata per evitare danni al rivestimento. L'esperienza del fornitore con i materiali rivestiti è importante. -
Quali sono le funzioni di automazione che garantiscono il ROI più rapido?
Il cambio automatico della bobina, la memorizzazione delle ricette e il controllo della tensione ad anello chiuso riducono la manodopera e gli scarti. La diagnostica remota riduce i tempi di risposta ai guasti. -
Quali certificazioni di sicurezza devo richiedere?
CE per l'UE, ANSI per il Nord America e documentazione di sicurezza specifica della macchina. Assicurarsi che l'architettura del PLC di sicurezza e le protezioni siano conformi alle normative locali. -
Qual è un tempo di consegna realistico per una linea personalizzata?
Dipende dalla portata; la consegna e la messa in servizio tipiche vanno dalle 12 alle 36 settimane. Le costruzioni accelerate richiedono una conferma della disponibilità del sito. -
Come si calcolano la coppia di avvolgimento e la velocità di riavvolgimento necessarie?
Il dimensionamento dell'avvolgitore dipende dalla larghezza del nastro, dallo spessore, dal carico di snervamento e dalla tensione di riavvolgimento desiderata; i fornitori forniscono calcoli di coppia basati sulle specifiche del materiale. -
Quali sono le parti di ricambio che devono essere presenti in loco all'avvio?
Coltelli, cuscinetti, modulo di ricambio del PLC, cinghie e sensori critici. Concordare con il fornitore un kit di ricambi per i primi 12 mesi.
17. Raccomandazioni conclusive e passi successivi
Per gli acquirenti e gli ingegneri che si apprestano ad acquistare una linea di taglio o di taglio longitudinale:
-
Creare un RFQ con i materiali esatti, la produzione target, le dimensioni delle bobine e la qualità dei bordi richiesta.
-
Richiedete ai fornitori i run sheet convalidati che mostrano le prestazioni dei vostri materiali.
-
Insistere su test di accettazione chiari, che includano anche cicli di funzionamento continuo di più ore alla velocità nominale.
-
Confrontate il costo totale di proprietà, non solo il capex: includete l'energia, le parti di ricambio e la disponibilità dell'assistenza locale.
-
Scegliete un partner che offra personalizzazione, formazione e una strategia documentata per i ricambi.
MWalloys offre prezzi diretti alla fabbrica, progettazione interna per configurazioni personalizzate e una documentazione tecnica completa che comprende liste di controllo per l'installazione e pacchetti di formazione per l'operatore. Contattateci con il vostro elenco di materiali e i vostri obiettivi di produzione per ricevere un preventivo su misura.
