Per utensili o parti che devono resistere a urti improvvisi, impatti ripetuti e richiedono una tenacità molto elevata, Acciaio per utensili S7 è di solito la scelta migliore, grazie alla sua chimica di indurimento all'aria e alla maggiore resistenza agli urti. Per alberi, perni, ingranaggi e componenti strutturali di uso generale che richiedono forti proprietà di trazione, buona resistenza alla fatica e un trattamento termico più semplice e meno costoso, Acciaio legato 4140 (Cr-Mo) è normalmente l'opzione preferita. Questa raccomandazione dipende dalla durezza finale richiesta, dalla tolleranza dimensionale dopo il trattamento termico, dai requisiti di fatica e dai vincoli di costo.
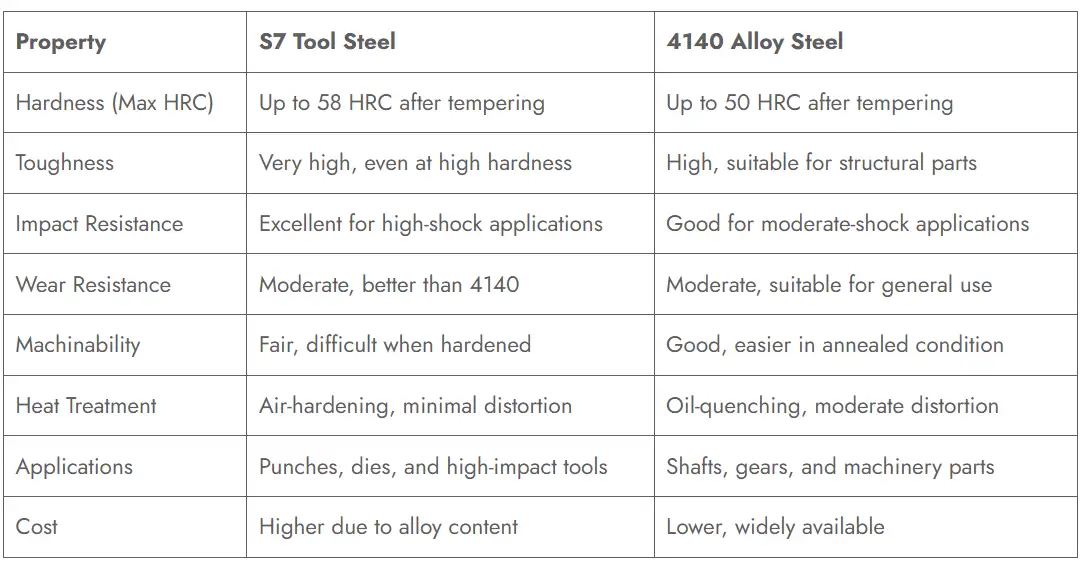
Confronto rapido tra i due (tabella riassuntiva)
| Proprietà / Aspetto | S7 (acciaio per utensili resistente agli urti) | 4140 (acciaio legato al cromo-molibdeno) |
|---|---|---|
| Contenuto tipico di carbonio | ~0,45-0,55 wt% (carbonio più elevato rispetto al 4140) | ~0,38-0,45 wt% |
| Principali aggiunte di lega | Cr ~3,0-3,5%, Mo ~1,0-1,8%, piccolo V | Cr ~0,8-1,1%, Mo ~0,15-0,25%, Mn ~0,75-1% |
| Applicazioni tipiche | Utensili a percussione: punzoni, scalpelli, matrici, utensili scanalati, lame a taglio | Alberi, assi, ingranaggi, perni, giunti, elementi di fissaggio |
| Gamma di durezza dopo la tempra e il rinvenimento | Può raggiungere un'elevata durezza da bonifica (fino a ~58 HRC nelle qualità per utensili) | Fino a ~50 HRC (tipico), più facile da temprare in olio |
| Durezza / resistenza agli urti | Molto alto (progettato per gli urti) | Buono, ma inferiore a S7 a parità di durezza |
| Temprabilità / distorsione | Tempra aria/olio, buona temprabilità con bassa distorsione | Buona temprabilità, di solito tempra in olio; maggiore distorsione rispetto a S7 |
| Costo / disponibilità | Acciaio speciale per utensili; prezzo più alto, fornitori più piccoli | Ampia disponibilità, costo inferiore, acciaio legato di base |
| Standard / designazione | AISI S7 / UNS T41907; contemplato nelle specifiche degli acciai per utensili (ASTM A681 ecc.). | AISI/SAE 4140 / UNS G41400; molte cartiere forniscono questa specifica. |

Composizione chimica e ruolo metallurgico degli elementi di lega
La comprensione della composizione chiarisce perché ogni acciaio si comporta in modo diverso in servizio.
Composizione tipica (intervalli rappresentativi)
| Elemento | S7 (tipico) | 4140 (tipico) |
|---|---|---|
| Carbonio (C) | 0,45-0,55% | 0,38-0,45% |
| Cromo (Cr) | 3.0-3.5% | 0,8-1,1% |
| Molibdeno (Mo) | 1,0-1,8% | 0,15-0,25% |
| Manganese (Mn) | 0,2-0,8% | 0,75-1,0% |
| Silicio (Si) | 0,2-1,0% | 0,15-0,30% |
| Vanadio (V) | piccola (~0,1-0,3%) in alcune varianti di S7 | di solito <0,03% |
| Zolfo e fosforo | basso, controllato | basso, controllato |
Perché la chimica è importante
-
Cromo e molibdeno più elevati in S7 aumentano la temprabilità e la resistenza alla tempra e forniscono una forte formazione di carburo che aiuta a mantenere la durezza in presenza di temperature di esercizio elevate e di urti ripetuti.
-
Carbonio moderato in S7 supporta una maggiore temprabilità con mantenimento della tenacità; S7 è formulato per fornire un'elevata energia d'impatto piuttosto che massimizzare la resistenza all'usura.
-
Il 4140 ha un valore inferiore di Cr e Mo L'equilibrio tra tenacità, duttilità e resistenza, mantenendo ragionevoli i costi e la saldabilità. La chimica del 4140 supporta un'elevata resistenza alla trazione con una buona resistenza alla fatica dopo la tempra.
Proprietà meccaniche: durezza, resistenza, tenacità, impatto
Le prestazioni meccaniche dipendono fortemente dallo stato di trattamento termico. Le tabelle seguenti presentano intervalli tipici ricavati dalle schede tecniche dei fornitori e dai database dei materiali.
Proprietà meccaniche tipiche (ricotto / bonificato)
| Proprietà | S7 (ricotto) | S7 (bonificato) | 4140 (ricotto) | 4140 (bonificato) |
|---|---|---|---|---|
| Durezza (HB) / HRC | 187-220 HB ≈ 18-24 HRC | fino a ~58 HRC (a seconda del grado/stile) | ~170-200 HB ≈ 16-22 HRC | fino a ~50 HRC tipico |
| Resistenza alla trazione (UTS) | ~700-900 MPa (a seconda del processo) | 900-1600 MPa a seconda della tempra | ~600-800 MPa (ricotto) | 850-1200 MPa a seconda della tempra |
| Resistenza allo snervamento | ~350-600 MPa | variabile | ~350-600 MPa | variabile |
| Durezza all'urto (Charpy) | Alto - progettato per la massima energia d'impatto | Mantiene una buona energia anche a durezza elevata | Buono ma inferiore a S7 a parità di durezza | Adeguato per le parti di macchine rotanti |
Note: Gli intervalli numerici dipendono dalla temperatura di tempra e dal mezzo di tempra; l'S7 in genere rinuncia a una certa resistenza all'usura per mantenere un'elevata energia d'impatto. Per le finestre tipiche di tempra e rinvenimento, consultare le tabelle dei fornitori di trattamenti termici.
Comportamento del trattamento termico e finestre di lavorazione
Caratteristiche del trattamento termico S7
-
Natura: L'S7 è tipicamente un acciaio per utensili resistente agli urti e all'indurimento in aria; in alcune forme può essere temprato in olio, ma spesso viene trattato per ridurre al minimo la distorsione.
-
Temperature di tempra tipiche: Soluzione/ austenitizzazione ~1000-1025°C (1830-1875°F) (le indicazioni del fornitore variano). I programmi di preriscaldamento e di immersione sono importanti per evitare cricche. Il rinvenimento viene effettuato a temperature selezionate per raggiungere la durezza desiderata, preservando la resistenza agli urti. L'S7 è apprezzato perché può essere temprato con una distorsione inferiore rispetto a molti acciai ad alto tenore di carbonio temprati in acqua.
4140: caratteristiche del trattamento termico
-
Natura: Il 4140 è una lega Cr-Mo a indurimento passante; la temprabilità supporta la tempra in olio per molte sezioni; normalizzata prima della tempra in molte procedure.
-
Tipica austenitizzazione: ~845-870°C (1550-1600°F); la tempra in olio è comune. Le temperature di tempra variano da ~200-650°C a seconda della durezza e della tenacità finali desiderate. Il 4140 è indulgente e ampiamente utilizzato perché il trattamento termico è ben documentato e riproducibile in scala.
Confronto pratico: distorsione e controllo dimensionale
-
S7 tende a indurire con una minore distorsione (gradi di tempra in aria progettati per la stabilità dimensionale), a vantaggio dei costruttori di stampi e utensili che necessitano di tolleranze ristrette dopo il trattamento termico.
-
4140 può richiedere una maggiore riduzione delle tensioni, una raddrizzatura o una lavorazione quando viene temprato a spessori di sezione più elevati; tuttavia, la familiarità industriale e la prevedibile tenacità ne facilitano la lavorazione economica per molte officine.
Microstruttura, comportamento all'usura e modalità di frattura
Microstruttura dopo il trattamento
-
S7: matrice tipicamente martensitica con carburi legati (ricchi di Cr/Mo) e fini dispersioni di carburi secondari; progettata per l'assorbimento di energia e la resistenza alla scissione controllata.
-
4140: matrice martensitica quando viene temprata, martensite temperata con una frazione volumetrica inferiore di carburi di lega; progettata per garantire resistenza alla trazione e durata a fatica.
Usura e abrasione
-
S7 offre una moderata resistenza all'usura abrasiva, ma non è un acciaio da usura ad alto tenore di cromo e carburo (questo ruolo spetta agli acciai da utensili ad alto tenore di Cr come il D2). Il suo pregio principale è quello di sopravvivere ai carichi d'urto senza subire rotture fragili.
-
4140 Il metallo duro offre una resistenza all'usura rispettabile quando è temprato, ma il contenuto di carburo inferiore rispetto agli acciai per utensili limita le prestazioni di usura abrasiva.
Frattura e modalità di guasto
-
S7 I cedimenti mostrano tipicamente ampie zone plastiche e duttili, o labbri di taglio, prima della frattura finale, grazie all'elevata tenacità. In caso di impatti ripetuti, l'S7 resiste alla frattura fragile catastrofica.
-
4140 in condizioni di forte sollecitazione, di scarsa tempra o di eccessivo indurimento possono presentare cricche da fatica e fratture fragili; è essenziale un adeguato rinvenimento e il controllo delle tensioni residue.
Note su lavorabilità, saldatura e fabbricazione
Lavorabilità
-
S7 (ricotto): lavorabile in condizioni di ricottura, ma in condizioni più dure è duro e può essere impegnativo. Gli elementi che formano carburo e i livelli di lega più elevati riducono la durata dell'utensile ad alta durezza. Si ricorre comunemente alla lavorazione di pre-indurimento.
-
4140: buona lavorabilità allo stato normalizzato o ricotto. Comunemente utilizzato in alberi e barre torniti/fresati; utensili e avanzamenti sono ben consolidati.
Saldatura
-
S7: La saldatura degli acciai per utensili richiede un rigoroso preriscaldamento, un controllo della temperatura interpass e un trattamento termico post-saldatura per evitare cricche e perdita di tenacità. La saldatura è possibile, ma richiede procedure di saldatura esperte.
-
4140: saldabile con un preriscaldamento appropriato (per evitare cricche da freddo) e un rinvenimento post-saldatura; molte officine saldano abitualmente il 4140 quando si segue la procedura corretta.
Trattamenti di superficie e finitura
-
Entrambi gli acciai accettano processi superficiali comuni: nitrurazione (è necessario un controllo accurato), tempra a induzione (adatta al 4140), placcatura e rivestimenti. La scelta dipende dall'applicazione finale (usura, corrosione, fatica).
Applicazioni tipiche e note comparative
Dove eccelle l'S7
-
Utensili esposti a carichi improvvisi e impatti ripetuti: ad esempio, punzoni, scalpelli, lame di cesoia, stampi di testa, parti di martello, utensili per la formatura a freddo, stampi di presa, anime di stampi a iniezione per impieghi gravosi in determinate situazioni. L'S7 è spesso utilizzato quando il cedimento dell'utensile per impatto sarebbe catastrofico.
Dove eccelle il 4140
-
Componenti rotanti, parti strutturali ed elementi di macchine comuni: alberi a gomito, assi, perni, flange, ingranaggi (da piccoli a medi), elementi di fissaggio, componenti idraulici in cui è necessario un equilibrio tra resistenza alla fatica e tenacità e sono importanti il costo e la fornitura.
Nota di caso (scenario realistico)
-
Se uno stampo subisce la scheggiatura dei bordi a causa di urti ripetuti, il passaggio da una variante temprata 4140 a S7 (opportunamente trattata termicamente) può prolungare la durata di vita nonostante il costo maggiore della materia prima, perché S7 tollera gli urti senza scheggiature fragili. Al contrario, per un albero di trasmissione che richiede una durata a fatica torsionale con una durezza moderata è quasi sempre meglio il 4140, grazie al suo comprovato comportamento a fatica e al prezzo più basso.
Criteri di selezione, indicazioni per la sostituzione e considerazioni sui costi
Lista di controllo per la scelta
-
Tipo di carico primario: urti da impatto → propende per S7; carichi costanti/torsionali → 4140.
-
Durezza desiderata vs. tenacità: se avete bisogno di durezza estrema (>56 HRC) e resistenza agli urti, controllate i gradi S7 e i protocolli di tempra. Se è sufficiente una durezza moderata e un'elevata resistenza alla fatica, utilizzare il 4140.
-
Tolleranza dimensionale dopo il trattamento termico: Le esigenze di bassa distorsione spingono verso l'S7 o le varianti premium rifuse dell'S7.
-
Saldabilità e facilità di fabbricazione: Il 4140 ha un vantaggio; l'S7 richiede controlli di saldatura specializzati.
-
Bilancio e catena di approvvigionamento: Il 4140 è ampiamente disponibile; l'S7 è un prodotto speciale e costa di più per kg e per fase di lavorazione.
-
Compatibilità con i trattamenti di superficie: valutare la tempra a induzione, la nitrurazione, i rivestimenti - Il 4140 viene comunemente temprato a induzione per le superfici di usura locali.
-
Regolamentazione/tracciabilità: verificare le specifiche del progetto - i componenti aerospaziali o critici per la sicurezza possono richiedere una certificazione specifica dell'acciaio per utensili (tracciabilità del calore di laminazione, prodotto rifuso, ecc.)
Note di sostituzione
-
Sostituendo 4140 con S7 è accettabile quando i carichi d'urto sono modesti e il costo è un fattore trainante, ma ci si aspetta una resistenza agli urti ridotta e forse una durata inferiore in caso di urti ripetuti.
-
Sostituendo S7 con 4140 è accettabile per servizi ad alto impatto, ma attenzione all'eccessiva ingegnerizzazione: L'S7 può essere inutile e costoso per molte parti rotanti dove è sufficiente il 4140.
Denominazioni e standard chiave da controllare quando si specifica il materiale:
-
S7: AISI S7 / UNS T41907; coperto da standard di acciaio per utensili come ASTM A681 e le relative specifiche dell'acciaio per utensili e le schede tecniche dei fornitori. L'S7 viene spesso fornito in varianti rifuse o premium per lavori di utensileria critici.
-
4140: SAE/AISI 4140 / UNS G41400 - ampiamente documentato con numerose schede tecniche dei fornitori e riferimenti industriali.
Lista di controllo pratica di selezione per ingegneri e addetti agli acquisti
-
Definire il regime di carico di servizio: impatto vs. ciclico vs. statico.
-
Scegliere la durezza target e l'energia d'impatto minima accettabile.
-
Controllare la tolleranza dimensionale dopo il trattamento termico; richiedere alla cartiera i dati tipici di distorsione se sono stretti.
-
Specificare l'acciaio rifuso/trattato sotto vuoto se la pulizia è importante (ad esempio, le anime degli stampi a iniezione).
-
Specificare la procedura di trattamento termico nell'ordine di acquisto (temperatura di austenitizzazione, mezzo di tempra, temperatura di rinvenimento, accettazione della durezza).
-
Richiedere il rapporto di prova della cartiera (MTR) e il certificato di prova di durezza e di impatto se il pezzo è critico per la sicurezza.
-
Se è richiesta la saldatura, includere le specifiche della procedura di saldatura (WPS) e le fasi di pre/post trattamento termico.
Tabelle: dati pratici che gli ingegneri spesso richiedono
Tabella A - Composizione rappresentativa (intervalli tipici delle schede dei fornitori)
| Grado | C | Mn | Si | Cr | Mo | V | Altro |
|---|---|---|---|---|---|---|---|
| S7 (rappresentante) | 0.50% | 0.70% | 0.30% | 3.25% | 1.40% | 0,10-0,25% | Bilancio del Fe. Fonte: Scheda tecnica di Carpenter Technology. |
| 4140 (rappresentante) | 0.40% | 0.80% | 0.20% | 1.00% | 0.20% | traccia | Bilancio del Fe. Fonte: AZoM / schede tecniche dell'industria. |
Tabella B - Finestra tipica di trattamento termico (punto di partenza ingegneristico)
| Grado | Austenitizzare (°C/°F) | Spegnimento | Campo di temperatura (°C/°F) | HRC tipico dopo il rinvenimento |
|---|---|---|---|---|
| S7 | ~1000-1025°C (1830-1875°F) | Aria o olio (per fornitore) | 150-550°C (300-1025°F) | fino a ~58 HRC (a seconda della tempra) |
| 4140 | ~845-870°C (1550-1600°F) | Tempra in olio (comune) | 200-650°C (400-1200°F) | fino a ~50 HRC tipico (a seconda della sezione) |
Tabella C - Usi tipici e selezione del grado raccomandato
| Applicazione | Proprietà prioritaria | Grado consigliato |
|---|---|---|
| Punzoni e scalpelli per la lavorazione a freddo (impatto) | Resistenza agli urti, bassa distorsione | S7 |
| Assi, alberi, perni | Resistenza alla fatica, tenacità | 4140 |
| Lame per cesoie | Resistenza agli urti sui bordi | S7 (o acciaio per utensili ad alto tenore di carbonio indurente all'aria) |
| Ingranaggi e scanalature | Gestione dell'usura e della fatica | 4140 (o gradi carbonizzati, a seconda) |
Domande frequenti
-
D: Il 4140 può sostituire l'S7 in un utensile ad impatto?
R: In genere no, se il carico d'urto è elevato. Il 4140 sopravvive a molti carichi, ma non è all'altezza della resistenza agli urti progettata per l'S7; se il costo spinge la scelta, eseguire test sui prototipi. -
D: Quale grado si deforma meno durante la tempra?
R: L'S7 (tipo ad indurimento in aria) presenta generalmente una distorsione minore rispetto agli acciai medio-legati temprati in olio in molte dimensioni di sezione. -
D: Questi acciai sono inossidabili?
R: No. Entrambi sono acciai al carbonio/bassa lega; per gli ambienti corrosivi è necessaria una protezione anticorrosione (rivestimenti, placcature). -
D: Quale dei due è più facile da saldare?
R: Il 4140 è più facile da saldare con le procedure standard; l'S7 richiede un attento preriscaldamento e PWHT per evitare cricche. -
D: L'S7 può essere nitrurato o temprato a induzione?
R: La lavorazione superficiale è possibile, ma verificare le indicazioni del fornitore: il nitruro può migliorare l'usura superficiale; la tempra a induzione è più comunemente applicata al 4140. Convalidare su prototipi. -
D: Quali temperature di rinvenimento garantiscono la migliore resistenza agli urti?
R: Le temperature più basse aumentano la durezza ma riducono la tenacità; le temperature di tempra target sono scelte in base al bilanciamento tra HRC ed energia Charpy, seguendo le tabelle di trattamento termico del fornitore. -
D: Quale grado è più economico e più disponibile in tutto il mondo?
R: 4140 è ampiamente disponibile a magazzino, a prezzo di mercato; S7 è una specialità e spesso costa di più. -
D: Le cartiere forniscono S7 rifuso per utensili critici?
R: Sì, esistono gradi rifusi (sotto vuoto o ESR) per utensili critici in cui pulizia e resistenza alla frattura sono essenziali. Se necessario, richiedere un certificato di rifusione. -
D: Esistono alternative all'S7?
R: Alcuni acciai da utensili ad alta durezza per tempra in aria o varianti di A2 / L6 possono essere sostituiti a seconda dell'applicazione; tuttavia, prima di sostituire l'S7, convalidare la tenacità e la durezza con dei test. -
D: Quali certificazioni devo richiedere ai fornitori?
R: Rapporto di prova del mulino (MTR), tabella di trattamento termico con verifica della durezza, prova d'urto (se critica) e tracciabilità delle specifiche (ASTM / AISI) per i pezzi critici per la sicurezza.
Note finali di ingegneria
-
Prototipo e test: Quando si cambiano i tipi di acciaio, convalidare con prove di fatica e di impatto a livello di pezzo; i dati di laboratorio da soli raramente catturano l'intero comportamento del sistema.
-
Collaborate con il vostro termotecnico: Fornire le specifiche complete del processo (austenitizzazione, mezzo di tempra, temperatura di rinvenimento, distorsione accettabile). I trattatori esperti sono in grado di mettere a punto i cicli per ottenere una distorsione minima.
-
Utilizzare l'S7 rifuso per utensili critici per la sicurezzaS7 rifuso/lavorato sottovuoto offre un contenuto ridotto di inclusioni e una maggiore tenacità per gli stampi più costosi.
Riferimenti autorevoli
- Carpenter Technology - Acciaio per utensili S7 (scheda tecnica / MSDS)
- AZoM - Acciaio al cromo-molibdeno AISI 4140 (scheda tecnica e proprietà)
Sintesi della chiusura
S7 e 4140 occupano nicchie adiacenti ma distinte. Utilizzo S7 quando il pezzo deve resistere a impatti ripetuti con il minimo rischio di rottura e quando la stabilità dimensionale dopo la tempra è fondamentale. Utilizzo 4140 quando avete bisogno di una lega ampiamente disponibile ed economica, con elevate prestazioni di trazione e fatica, che possa essere trattata termicamente in modo coerente nelle officine industriali. Scegliete con una mentalità orientata ai test e specificate i requisiti esatti di trattamento termico e certificazione negli ordini di acquisto per evitare sorprese.
