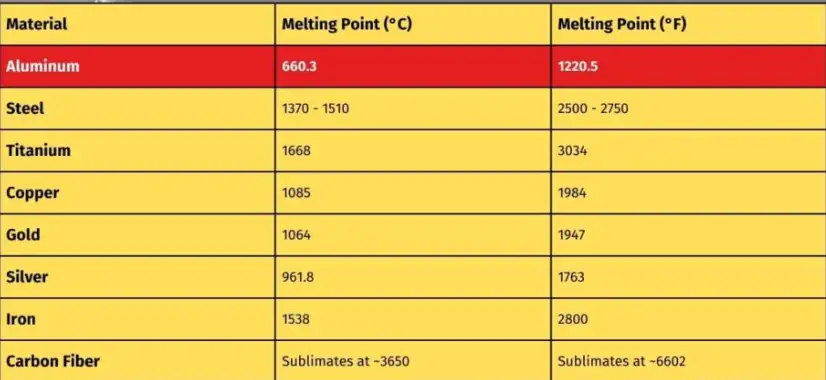
Il punto di fusione dell'alluminio elementare puro (Al, 99,99% o grado tecnico) è 660,32 °C (933,47 K; 1.220,58 °F). In pratica, l'alluminio commerciale e le leghe ingegneristiche presentano intervalli di fusione più bassi o più ampi: le leghe fuse tipiche iniziano a fondere (solidus) a partire da circa 500-620 °C e finire di fondere (liquidus) fino a 640-660+ °C, a seconda della composizione.
Definizione di base: punto di fusione vs. solidus e liquidus
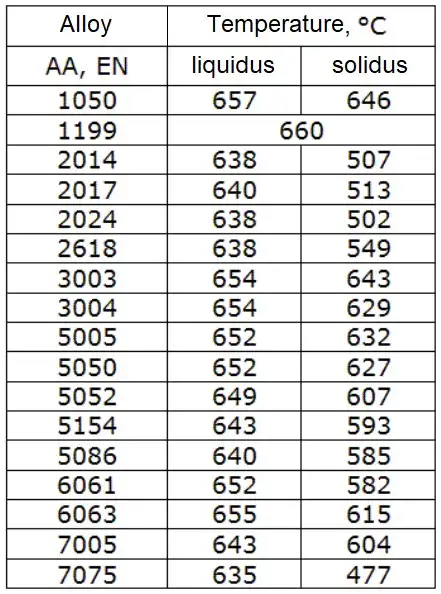
Il termine "punto di fusione" si riferisce solitamente al temperatura di fusione di equilibrio di una sostanza cristallina purain cui coesistono le fasi solida e liquida. Per l'alluminio puro si tratta di una temperatura unica e ben definita. Per le leghe, la fusione avviene in un intervallo: il solidus è la temperatura in cui inizia la fusione (compare il primo liquido), e il liquido è il punto in cui si completa la fusione (l'ultimo solido scompare). Nella pratica ingegneristica, entrambi i punti finali sono importanti perché le finestre di lavorazione e le microstrutture dipendono dalla quantità di liquido presente a una determinata temperatura.
Valore standard accettato per l'alluminio puro
Le fonti di alta qualità concordano sulla temperatura di fusione accettata dell'alluminio elementare:
-
WebBook NIST/Chimica e le banche dati termochimiche riportano il punto di fusione come ~933,47 K = 660,32 °C (1.220,58 °F). Questo è il valore utilizzato nelle tabelle termofisiche.
-
I compendi di riferimento (CRC Handbook, RSC periodic table, Britannica) presentano essenzialmente lo stesso dato (660,3 °C), talvolta arrotondato a 660 °C.
Questi valori autorevoli si basano su misure calorimetriche e del punto di fusione di alta precisione e costituiscono la base per le schede tecniche dei materiali.
Contesto termodinamico e cristallografico
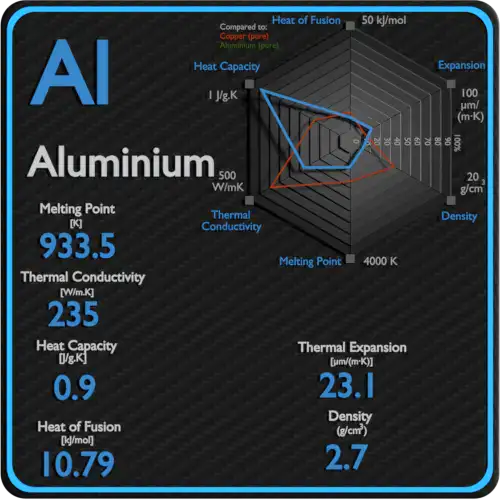
L'alluminio ha un reticolo cristallino cubico a facce centrate (fcc) (α-Al), stabile fino al punto di fusione. La fusione richiede la rottura dell'ordine a lungo raggio del reticolo: il bilancio energetico di foni e legami è descritto termodinamicamente dalla differenza di energia libera tra liquido e solido. Il calore di fusione dell'alluminio è modesto (≈ 10,7 kJ/mol), che corrisponde alla temperatura di fusione relativamente bassa rispetto ai metalli refrattari. Poiché il reticolo fcc offre molti sistemi di scorrimento, l'alluminio solido è duttile fino a condizioni prossime alla fusione.
Come gli elementi di lega e le impurità modificano il comportamento di fusione
Gli elementi di lega influenzano l'intervallo di fusione alterando gli equilibri termodinamici:
-
Depressione da fusione: Molti elementi di lega (Si, Cu, Mg, Zn, Fe) abbassano il solidus o creano un intervallo di fusione perché si dissolvono nel reticolo dell'Al o formano eutettici a bassa fusione.
-
Sistemi eutettici: Alcune leghe binarie o multicomponente di Al presentano reazioni eutettiche che producono liquido localizzato a temperature significativamente inferiori a 660 °C. Ad esempio, le leghe fuse Al-Si mostrano una fusione eutettica intorno ai 577 °C, a seconda della frazione di Si.
-
Gradi di elevata purezza e gradi tecnici: L'Al di altissima purezza (99,999%) mostra il plateau di fusione più netto; i gradi commerciali con tracce di impurità possono mostrare un modesto ampliamento dell'intervallo di fusione.
-
Segregazione e microstruttura: Durante la solidificazione, la suddivisione dei soluti provoca una microsegregazione che influisce sul comportamento locale di fusione durante il riscaldo o la saldatura.
Implicazioni ingegneristiche: Quando si impostano le temperature del forno o della saldatura, utilizzare sempre i dati solidus/liquidus specifici della lega (non i 660,32 °C elementari).
Solidus e liquidus: leghe selezionate (tabelle)
Alluminio puro (riferimento)
| Proprietà | Valore |
|---|---|
| Punto di fusione (Tfus) | 660.32 °C |
| Kelvin | 933.47 K |
| Fahrenheit | 1,220.58 °F |
| Calore di fusione (ΔHf) | ≈ 10,67 kJ/mol |
| Densità (solido vicino a RT) | 2,70 g-cm-³ |
Solidus/liquidus rappresentativi per le comuni leghe di Al (intervalli tipici)
Nota: gli intervalli di lega variano a seconda della composizione, del controllo della temperatura, del metodo di misurazione e degli standard (vedere le schede tecniche della lega).
| Famiglia di leghe | Solidus tipico (°C) | Liquido tipico (°C) | Commento |
|---|---|---|---|
| 1xxx (Al puro) | 660 | 660 | Essenzialmente punto singolo |
| 2xxx (serie Al-Cu, ad es. 2024) | 502-505 | 635-640 | Ampio intervallo di fusione grazie all'intermetallica |
| 3xxx (Al-Mn, ad es. 3003) | ≈ 640 | ≈ 650 | Gamma più ristretta, temprabile |
| 4xxx (Al-Si fuso/barra, ad es. 4032) | 577 | 615 | Eutettici Al-Si a bassa fusione |
| 5xxx (Al-Mg, ad es. 5083) | ≈ 570-620 | ≈ 625-640 | Il contenuto di Mg influisce sulla gamma |
| 6xxx (Al-Mg-Si, ad es. 6061) | ≈ 555-640 | ≈ 640-650 | Leghe tipiche per l'estrusione |
| 7xxx (Al-Zn, ad es. 7075) | ≈ 477-610 | ≈ 608-635 | Può avere precipitati a bassa fusione |
| Leghe fuse (Al-Si) | 520-570 | 575-640 | Buona fluidità di fusione a temperature inferiori |
(Gli intervalli sopra riportati sono esemplificativi; consultare le schede tecniche dei fornitori di leghe o le schede dell'ASM/Aluminum Association per conoscere i solidus/liquidus precisi).
Conseguenze pratiche per la fusione, la colata e la saldatura
-
Pratica di fonderia: Per la fusione e la conservazione, le fonderie mantengono in genere le temperature dei forni 50-150 °C al di sopra del liquido della lega per garantire la fluidità, il degasaggio e il surriscaldamento necessario per la colata. Per l'alluminio puro ciò potrebbe significare mantenere le fusioni a ~720-800 °C, a seconda del metodo e del tempo di colata.
-
Saldatura/brasatura: Il riscaldamento localizzato (ad esempio, TIG, MIG) deve evitare di superare il solidus delle leghe in prossimità dei giunti; le temperature di preriscaldamento o di interpass sono scelte per evitare la fusione delle zone termicamente interessate. La saldatura e la brasatura utilizzano metalli d'apporto con punti di fusione più bassi.
-
Trattamento termico: I trattamenti in soluzione sono ben al di sotto delle temperature di fusione, ma devono essere scelti in modo che la microstruttura dissolva le fasi di rinforzo senza avvicinarsi alla fusione incipiente (che si verifica in prossimità del solidus dove i costituenti a bassa fusione fondono).
-
Riciclaggio: I rottami mescolano gradi fusi e battuti; il comportamento di fusione è dominato dai costituenti a più bassa fusione e dalla presenza di contaminanti (ad esempio, Zn, Pb), quindi il controllo del processo e il flussaggio sono essenziali.
Metodi di misura, calibrazione e incertezza
Tecniche di misurazione comuni:
-
Calorimetria differenziale a scansione (DSC): Misura il flusso di calore; fornisce temperature precise di inizio (solidus) e di picco (fusione) per piccoli campioni. Per mantenere un'accuratezza tracciabile sono necessari standard di calibrazione (ad esempio, indio, zinco).
-
Analisi termica differenziale (DTA): Simile al DSC; più economico ma con una maggiore incertezza.
-
Pirometria / metodi ottici: Utilizzato in fonderia per monitorare le temperature del bagno; l'emissività e la calibrazione sono fondamentali e i pirometri misurano la temperatura superficiale, non l'equilibrio interno.
-
Apparecchio per il punto di fusione / tubo capillare: Metodi di laboratorio tradizionali per le sostanze pure.
Fonti di incertezza: purezza del campione, velocità di riscaldamento (velocità più elevate spostano le temperature di insorgenza osservate), atmosfera (l'ossidazione aumenta le temperature apparenti isolando) e calibrazione dello strumento. Per esigenze di alta precisione, utilizzare materiali di riferimento standard e riferire il metodo di misurazione e la velocità di riscaldamento.
Diagrammi di fase e fenomeni eutettici
I diagrammi di fase (binari e multicomponente) mostrano quali fasi sono stabili a determinate composizioni e temperature. Caratteristiche principali per i sistemi di alluminio:
-
Al-Si binario: Un sistema di colata comune con un eutettico intorno a ~12,6 wt% Si; la temperatura eutettica è significativamente inferiore a quella dell'Al puro (≈ 577 °C per l'eutettico Al-Si). Per questo motivo le leghe fuse Al-Si sono scelte per le basse temperature di colata e la buona fluidità.
-
Al-Cu, Al-Mg, Al-Zn: Questi sistemi presentano intermetalliche e fasi primarie complesse che conferiscono un rafforzamento ma creano anche una complessità del campo di fusione.
-
Interazioni ternarie: Le leghe ingegneristiche reali sono multicomponenti; i diagrammi di fase vengono utilizzati con la termodinamica computazionale (CALPHAD) per prevedere la formazione di liquido/solido e precipitati.
Calore di fusione, variazione di densità e proprietà termofisiche alla fusione
Numeri importanti per la modellazione dei processi:
-
Calore di fusione ΔHf: ≈ 10,67 kJ/mol (≈ 397 J/g).
-
Variazione di densità: Densità dell'alluminio solido a RT ~2,70 g-cm-³; la densità diminuisce con la fusione - densità liquida tipica vicino alla fusione ≈ 2,37 g-cm-³. Questa contrazione/espansione è importante per i calcoli del ritiro di fusione.
-
Calore specifico e conduttività termica: Entrambi aumentano in prossimità della fusione; la conduttività termica diminuisce bruscamente quando il solido diventa liquido. Modelli accurati di solidificazione richiedono proprietà dipendenti dalla temperatura.
Sicurezza, ossidazione e controllo dell'atmosfera del forno
L'alluminio si ossida facilmente; lo strato di ossido (Al₂O₃) si forma quasi istantaneamente e aumenta i requisiti di fusione superficiale per un flusso di metallo pulito. Misure pratiche:
-
Controllo della fluidità e delle scorie: I flussi e la scrematura rimuovono gli ossidi e le impurità; le scorie contengono ossidi intrappolati e devono essere maneggiate in modo sicuro.
-
Atmosfere inerti o riducenti: Per la fusione in laboratorio e per le leghe speciali, il gas inerte (argon) o le atmosfere riducenti limitano l'ossidazione. Per le operazioni di fonderia in massa, il flussaggio e una buona progettazione del forno sono standard.
-
Evitare la contaminazione: Evitare il contatto con l'acqua in prossimità del metallo fuso (rischio di esplosioni di vapore). Le scorie e i contaminanti con basso punto di fusione (ad esempio, contaminazione da zinco o piombo) possono causare spruzzi pericolosi.
Setpoint industriali tipici e strategie di controllo
La pratica della fonderia e della fusione è orientata alle prestazioni:
-
Setpoint del forno di fusione per leghe da colata generiche: comunemente 700-760 °Ca seconda della lega e del surriscaldamento desiderato.
-
Temperature di mantenimento: dipendono dal tempo di permanenza in siviera e dall'esposizione; mantenere un surriscaldamento sufficiente per il trasferimento del metallo, riducendo al minimo l'ossidazione e la crescita dei grani.
-
Monitoraggio continuo: Si utilizzano termocoppie (tipo B, S) e pirometri ottici con taratura regolare. Per le leghe critiche, l'analisi dei campioni conferma la composizione prima della colata.
Esempio di misurazione (come riportare i dati di fusione di una nuova lega)
Quando si riporta il comportamento di fusione di una lega fusa in laboratorio, includere:
-
Composizione chimica della lega (wt% degli elementi principali)
-
Metodo di misurazione (DSC/DTA/pirometro) e velocità di riscaldamento
-
Solidus e liquidus osservati con incertezza (ad esempio, Solidus = 578 ± 2 °C, Liquidus = 613 ± 2 °C).
-
Preparazione del campione e atmosfera (argon, aria)
-
Note microstrutturali (fasi eutettiche, cristalli primari)
-
Riferimento agli standard di calibrazione utilizzati
Domande frequenti
1. Qual è il punto di fusione dell'alluminio puro?
660,32 °C (933,47 K; 1.220,58 °F) è la temperatura di fusione accettata per l'alluminio elementare.
2 Perché le leghe di alluminio fondono a temperature diverse?
Gli elementi leganti e le impurità alterano gli equilibri di fase, creano eutettiche e producono microstrutture multifase che fondono in un intervallo di temperatura (solidus → liquidus).
3. Qual è la differenza tra solidus e liquidus?
Il solidus è la temperatura in cui inizia la fusione; la liquido è il punto in cui si completa la fusione. Tra queste due fasi il materiale è una miscela di solido e liquido.
4. Come si sceglie la temperatura del forno per la fusione di una lega di Al?
Selezionare una temperatura superiore a quella di liquidità della lega con un'adeguata surriscaldamento (in genere 50-150 °C) per garantire la fluidità e ridurre al minimo l'ossidazione e il prelievo di gas.
5. Le impurità aumentano o abbassano il punto di fusione dell'alluminio?
Impurità più comuni inferiore la temperatura effettiva di fusione (depressione del punto di fusione) o creare eutettici a bassa fusione. Le eccezioni dipendono dal comportamento specifico delle fasi.
6. L'ossido di alluminio (allumina) corrisponde al punto di fusione dell'alluminio?
No. Al₂O₃ (allumina) fonde a una temperatura molto più elevata (~2.000 °C) rispetto all'Al metallico (≈ 660 °C). Lo strato di ossido complica la fusione e la colata, ma non modifica il punto di fusione elementare.
7 Quanto sono precise le misure del punto di fusione?
La DSC/DTA di laboratorio può risolvere gli onset di fusione a ±0,5-2 °C con un'adeguata calibrazione; la pirometria industriale presenta incertezze maggiori a causa dell'emissività e degli effetti superficiali.
8. Posso fondere l'alluminio in un forno elettrico a casa?
La fusione dell'alluminio su piccola scala è possibile, ma richiede attrezzature adeguate (crogiolo refrattario, flussaggio, ventilazione). I rischi per la sicurezza (metallo caldo, fumi, contatto con l'acqua) la rendono rischiosa per gli hobbisti non addestrati.
9. Che rapporto ha la fusione con il riciclo dell'alluminio?
I flussi riciclati mescolano leghe e contaminazioni; il comportamento di fusione è dettato dai costituenti a bassa fusione e dai contaminanti (ad esempio, Zn, Pb), quindi la selezione e il flusso sono essenziali per mantenere la qualità.
10. Dove posso trovare dati autorevoli sul solidus/liquidus di una particolare lega?
Utilizzare le schede tecniche delle leghe (Aluminum Association, ASM, MatWeb, CRC), le compilazioni di diagrammi di fase revisionati da esperti e i database CALPHAD per ottenere dati precisi sulla temperatura specifica della lega.
Tavole pratiche per ingegneri
Riferimento rapido alla conversione
| Unità | Valore |
|---|---|
| K | 933.47 K |
| °C | 660.32 °C |
| °F | 1,220.58 °F |
Temperature di lavorazione consigliate
| Operazione | Tipo di lega | Intervallo consigliato |
|---|---|---|
| Fusione (fonderia) | Leghe Al-Si fuse | 700-760 °C |
| Fusione (fonderia) | Leghe battute (miscele di riciclaggio) | 720-780 °C |
| Partecipazione (a breve termine) | Generale | liquido + 50-100 °C |
| Attenzione al trattamento della soluzione | Leghe con eutettica a bassa fusione | Mantenere ≤ (solidus - 10 °C) per evitare una fusione incipiente. |
Note autorevoli e best practice per la documentazione
-
Sempre citare il metodo di misurazione e la calibrazione quando si pubblicano i dati di fusione.
-
Quando si specificano le temperature di lavorazione nei contratti o nei disegni, citare solido/liquido (non solo il punto di fusione elementare).
-
Utilizzo standard tracciabili e certificati del fornitore quando il comportamento della lega è fondamentale per l'accettazione del prodotto.
Limitazioni e comportamenti da tenere in considerazione
-
I valori di fusione pubblicati presuppongono equilibrio termodinamicoIl riscaldamento o il raffreddamento rapido possono modificare il comportamento osservato.
-
Piccole differenze di purezza del campione e ossidi superficiali spostano i punti di insorgenza misurati.
-
I sistemi multicomponente richiedono la termodinamica computazionale per una previsione accurata al di là dei diagrammi di fase binari.
Sintesi della chiusura
L'alluminio puro fonde a 660,32 °C (933,47 K; 1.220,58 °F). Tuttavia, per i lavori di ingegneria, composizione della lega, microstruttura e storia della lavorazione determinare le temperature effettive di inizio e fine fusione. Per una pratica sicura di fusione, saldatura e trattamento termico, affidatevi a solidus e liquidus specifici della lega valori di standard e fornitori riconosciuti, applicare il surriscaldamento appropriato e controllare l'atmosfera e la formazione di scorie.
