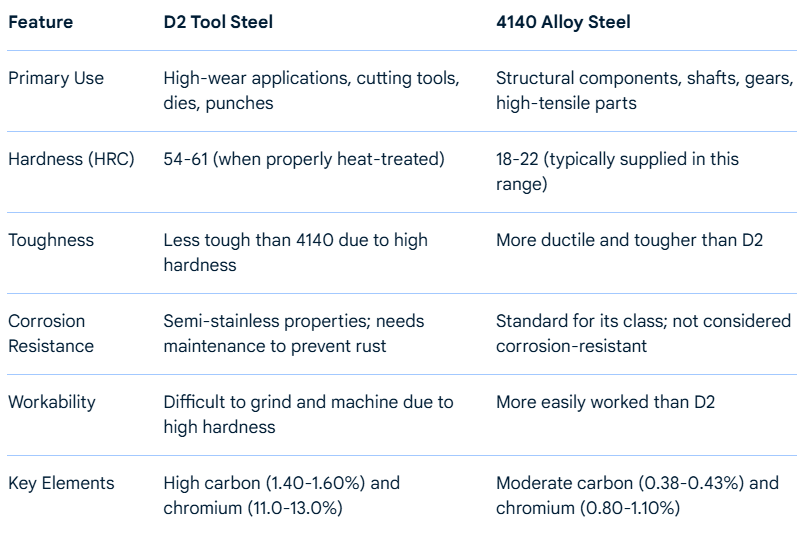
D2 e 4140 occupano ruoli distinti nel mondo della lavorazione dei metalli. Il D2 è un acciaio da utensili per la lavorazione a freddo ad alto tenore di carbonio e alto tenore di cromo, apprezzato per la resistenza all'usura abrasiva e la conservazione dei bordi; il 4140 è un acciaio a bassa lega al cromo-molibdeno, favorito per l'equilibrio di forza, tenacità e resistenza alla fatica. Per i compiti che richiedono una lunga durata all'usura in condizioni di abrasione compressiva e prestazioni taglienti, il D2 è generalmente più performante. Per i componenti che richiedono duttilità, resistenza agli urti o lavorazioni pesanti, il 4140 rappresenta in genere una scelta più sicura. Questo articolo presenta prove, confronti tecnici, note di lavorazione, criteri di selezione e indicazioni per la manutenzione per aiutare ingegneri, specialisti dell'approvvigionamento, metallurgisti e team di manutenzione a scegliere il materiale corretto per una determinata condizione di servizio.
Cosa sono gli acciai D2 e 4140?
Il D2 appartiene alla famiglia degli acciai per utensili per la lavorazione a freddo. Le procedure di produzione includono la fusione a induzione sotto vuoto, la forgiatura controllata, la normalizzazione e la laminazione finale per raggiungere precisi obiettivi di durezza. Il D2 contiene elevati livelli di carbonio e cromo che favoriscono la formazione di carburi duri. Questa composizione microstrutturale determina la sua caratteristica principale: l'eccellente resistenza all'usura abrasiva e adesiva quando viene trattato termicamente ad alta durezza.

Il 4140 è un acciaio legato della serie cromo-molibdeno prodotto per componenti strutturali e di trasmissione. Gli stabilimenti tipici producono il 4140 tramite lingotti di acciaio al carbonio standard o colata continua, seguita da laminazione a caldo e raffreddamento controllato. La miscela di leghe del 4140 offre una combinazione favorevole di resistenza alla trazione, snervamento, duttilità e tenacità dopo un adeguato trattamento termico.
Gli ingegneri spesso valutano la maggiore durata all'usura del D2 rispetto alla maggiore tenacità del 4140. La scelta dipende dal tipo di carico, dalle sollecitazioni previste, dai vincoli di produzione, dalla riparabilità e dal costo totale di proprietà.
Confronto della composizione chimica con note interpretative
| Elemento | D2 tipico (wt%) | Tipico 4140 (wt%) | Implicazioni tecniche |
|---|---|---|---|
| Carbonio (C) | 1.40-1.60 | 0.38-0.45 | Il carbonio elevato D2 forma carburi abbondanti, aumentando il potenziale di durezza. Il livello di carbonio 4140 consente la tempra pur mantenendo la duttilità. |
| Cromo (Cr) | 11.00-13.00 | 0.80-1.10 | Il cromo D2 favorisce la stabilità del carburo duro e la resistenza alla corrosione. Il cromo 4140 migliora la temprabilità e la resistenza. |
| Molibdeno (Mo) | 0.70-1.20 | 0.15-0.25 | Nel D2, il Mo affina i carburi e migliora la tenacità di una matrice fragile. Nel 4140, il Mo aumenta la temprabilità e la resistenza alle alte temperature. |
| Vanadio (V) | 0.10-0.40 | 0.00-0.03 | Il vanadio in D2 forma carburi di vanadio molto duri che aumentano la resistenza all'abrasione. Il 4140 è tipicamente privo di una quantità significativa di V. |
| Manganese (Mn) | 0.30-0.60 | 0.60-0.90 | Il Mn favorisce la resistenza in entrambi gli acciai, ma un eccesso di Mn può influire sulla tenacità. |
| Silicio (Si) | 0.20-0.60 | 0.15-0.35 | Disossidazione e impatto sulla resistenza. |
| Fosforo, zolfo (P, S) | ≤0.025 | ≤0.035 | Mantenuto basso per preservare la tenacità e la durata a fatica. |
Riassunto dell'interpretazione
Il D2 ha una chimica vicina a quella degli acciai per utensili che favorisce le reti di carburo incorporate in una matrice di martensite indurita dopo la tempra. Ciò comporta un'eccellente resistenza all'usura, pur sacrificando la tenacità dell'intaglio. Il 4140 presenta una lega bilanciata che produce sia resistenza che duttilità dopo la tempra e il rinvenimento. La temprabilità del 4140 consente di trattare con successo sezioni più spesse.
Proprietà meccaniche e prestazioni in servizio
| Proprietà | D2 (tipico, trattato termicamente) | 4140 (tipico, trattato termicamente) | Significato pratico |
|---|---|---|---|
| Gamma di durezza | HRC 55-64 | HRC 28-55 (a seconda del trattamento) | D2 comunemente mantenuto ad una durezza molto elevata per la durata dell'utensile. Durezza 4140 adattata alle esigenze di resistenza e tenacità. |
| Resistenza alla trazione (ultima) | 1400-2200 MPa (a seconda della durezza) | 850-1400 MPa | D2 offre una maggiore resistenza alla trazione ad alta durezza, ma una minore duttilità. Il 4140 offre un migliore allungamento. |
| Resistenza allo snervamento | Alto, ma variabile | 600-1100 MPa | 4140 viene spesso utilizzato nei casi in cui il comportamento di snervamento è importante. |
| Allungamento (pct) | 2-8% | 10-25% | 4140 duttilità superiore per la formatura, il carico d'urto o la piegatura. |
| Energia d'impatto (Charpy) | Da basso a moderato | Da moderato a elevato | 4140 preferibile in caso di rischio di urti o impatti. |
| Limite di fatica | Moderato | Da buono a molto buono | Il 4140 presenta spesso una maggiore resistenza alla fatica nei componenti pratici. |
Punti di forza
Per le parti di usura ad alta durezza e dimensionalmente stabili, il D2 garantisce una maggiore durata in caso di contatto con l'abrasione. Per i componenti soggetti a flessione, carico torsionale o impatto ciclico, il 4140 riduce al minimo il rischio di frattura fragile.
Percorsi di trattamento termico, obiettivi di microstruttura, strategie di rinvenimento
| Palcoscenico | Trattamento tipico D2 | 4140 trattamento tipico | Obiettivo microstrutturale |
|---|---|---|---|
| Austenitizzazione | 1000-1020°C con immersione controllata | 820-870°C a seconda della sezione | Formare austenite che si trasformerà in martensite alla tempra; evitare la crescita dei grani. |
| Spegnimento | Tempra in olio o in polimeri ad alta velocità per evitare cricche | Tempra in olio, polimero o gas in base alla sezione | Raffreddamento rapido per formare la martensite, ma il D2 richiede attenzione a causa dell'elevato tenore di carbonio; il rischio di cricche da spegnimento è più elevato. |
| Tempra | Cicli multipli di temperatura a 150-250°C per la massima durezza, o a 200-550°C per lo scambio di tenacità | Cicli di temperatura da singoli a multipli 400-650°C su misura per la durezza e la tenacità desiderate | Il rinvenimento del D2 cerca la stabilità del metallo duro, alleviando le tensioni. Il rinvenimento 4140 bilancia la resistenza con la duttilità. |
| Ricottura subcritica | Utilizzato per l'ammorbidimento prima della lavorazione | Ricottura per una migliore lavorabilità | Ridurre la durezza per le operazioni di taglio. |
Note pratiche sul trattamento termico
-
L'elevata frazione di carburo del D2 significa che una parte della durezza proviene dai carburi che non si temperano facilmente. Questo fa sì che la risposta alla tempra sia limitata.
-
Il 4140 risponde a una finestra di rinvenimento più ampia, offrendo spazio per la regolazione della resistenza e della tenacità.
-
La distensione e il preriscaldamento durante la lavorazione o la saldatura sono fondamentali per il D2 per prevenire le cricche.
Resistenza all'usura, tenacità, comportamento a fatica, prestazioni d'impatto
Meccanismi di usura
-
Usura abrasiva: Il D2 eccelle grazie ai carburi duri e stabili che resistono al taglio e all'abrasione da parte delle particelle abrasive.
-
Usura dell'adesivo: La matrice dura del D2 riduce il trasferimento di materiale.
-
Usura da fatica: Il 4140 spesso supera il D2 nei casi in cui le sollecitazioni cicliche superficiali controllano la durata, grazie alla maggiore tenacità e alla microstruttura più indulgente.
Durezza e frattura fragile
Il D2, se temprato al di sopra di HRC 60, diventa fragile in presenza di concentratori di tensioni. Il 4140 tollera meglio gli intagli e gli urti ripetuti. Per stampi, punzoni e lame di taglio con elevato contatto di compressione e limitati urti di trazione, il D2 prolunga il servizio. Per alberi a gomito, alberi, ingranaggi e parti strutturali in cui il rischio di frattura è critico, il 4140 rimane preferibile.
Valutazione della fatica
Quando la fatica è determinata dalla rugosità superficiale, dalle inclusioni microstrutturali o dalla tensione media di trazione, la capacità del 4140 di migliorare la tenacità attraverso il rinvenimento significa migliorare la resistenza. La finitura superficiale, la pallinatura e i trattamenti superficiali di compressione migliorano la vita a fatica di entrambi gli acciai; la scelta deve tenere conto del costo delle modifiche superficiali.
Lavorabilità, rettificabilità, raccomandazioni per l'utensileria e implicazioni di costo
| Aspetto | D2 | 4140 | Consigli pratici |
|---|---|---|---|
| Lavorabilità in condizioni di ricottura | Da moderato a buono dopo la ricottura | Buono in condizioni di ricottura | Ricottura del D2 a ~HB 200 per la lavorazione. Utilizzare setup rigidi, basso carico di trucioli e utensili in metallo duro affilati. |
| Lavorabilità in condizioni di tempra | Povero | Da scarso a moderato | La rettifica è preferibile per il D2 temprato. Per il 4140, in alcuni casi è consentita la tornitura a punto singolo con CBN o nitruro di boro cubico. |
| Comportamento di macinazione | Comportamento dell'abrasivo ricco di carburo; richiede abrasivi diamantati o CBN per ottenere risultati ottimali | Più facile con gli abrasivi convenzionali | La selezione delle ruote è fondamentale per il D2 per evitare vetri e danni termici. |
| Scelta degli utensili | Inserti in metallo duro rivestiti in AlTiN per l'alta velocità; in CBN per la finitura. | Inserti in metallo duro, HSS per sgrossatura; CBN per finitura temprata | Utilizzare un avanzamento elevato e una profondità ridotta per il 4140 duttile; utilizzare tagli più lenti per il D2 allo stato preindurito. |
| Costo per kg | Maggiore a causa di leghe e lavorazioni | Più basso | Il costo totale di proprietà deve includere il tempo di lavorazione, la durata degli utensili e la vita utile prevista. |
Raccomandazioni per la produzione
-
Se si produce da D2, pianificare la sequenza di trattamento termico: lavorare a forma quasi netta in condizioni morbide, poi temprare, quindi eseguire la rettifica finale.
-
Quando si utilizza il 4140 per sezioni pesanti, prima della lavorazione finale si devono considerare condizioni di normalizzazione o di bonifica+tempra che corrispondano agli obiettivi meccanici richiesti, per evitare distorsioni.
Saldabilità, strategie di giunzione e pratiche di riparazione
Riassunto sulla saldabilità
-
Il D2 non è adatto alla saldatura convenzionale in condizioni di tempra. L'elevato tenore di carbonio e i carburi favoriscono la formazione di cricche, l'infragilimento della zona termicamente interessata e problemi di diluizione. La saldatura richiede metalli d'apporto specializzati, preriscaldamento, controllo della temperatura interpass e trattamento termico post-saldatura. Molti costruttori evitano la saldatura D2 e preferiscono il fissaggio meccanico o la brasatura per le riparazioni.
-
Il 4140 è saldabile con le dovute precauzioni. Preriscaldare a temperatura moderata, controllare l'interpass ed eseguire il rinvenimento post-saldatura o PWHT per ripristinare la tenacità. Per le parti critiche, è necessario utilizzare leghe d'apporto adeguate e procedure qualificate.
Strategie di riparazione
-
Per il D2: la brasatura localizzata con bacchette d'apporto adeguate o l'uso di brasature a base di nichel possono riparare piccole sezioni senza gravi danni metallurgici. Per i danni più gravi, è necessario sostituire il componente o utilizzare un accumulo saldato seguito da cicli termici e reindurenti, ma si tratta di un'operazione complessa.
-
Per il 4140: la riparazione convenzionale con elettrodi a basso contenuto di idrogeno o cariche di NiCrMo funziona se le procedure rispettano il preriscaldamento e il post-riscaldamento. Dopo la riparazione, si raccomanda il rinvenimento per ridurre le tensioni residue.
Applicazioni tipiche e casi d'uso con esempi reali
D2 usi comuni
-
Stampi e punzoni per la lavorazione a freddo per tranciatura, foratura e punzonatura fine.
-
Lame di cesoia, matrici di taglio e viti di alimentazione che devono affrontare un forte contatto con l'abrasivo.
-
Bordi di coltelli e affettatrici nella lavorazione dei materiali, dove la conservazione dei bordi è importante.
4140 usi comuni
-
Alberi, assi, giunti, ingranaggi per carichi moderati.
-
Steli di pistoni idraulici, mandrini e dispositivi di fissaggio che richiedono un'elevata resistenza con una certa duttilità.
-
Telai e componenti di macchine che devono resistere agli urti e alla fatica.
Esempi di scenari di selezione
-
Esempio 1: uno stampo di tranciatura per alti volumi di metallo utilizza spesso il D2 per il tagliente e un acciaio più duro per il corpo dello stampo.
-
Esempio 2: per un albero di trasmissione industriale soggetto a torsione e flessione è preferibile utilizzare un 4140 temprato e rinvenuto alla durezza richiesta per evitare cedimenti fragili.
Specifiche comuni ed equivalenti
-
Il D2 è tipicamente riferito alla norma ASTM A681 (specifica standard per gli acciai per utensili), con denominazioni internazionali equivalenti SAE/ISO presenti in vari standard.
-
Il 4140 compare comunemente nelle specifiche ASTM A29 / A29M e SAE J404 o AMS per gli acciai legati. Denominazioni equivalenti esistono negli standard EN, JIS e ISO.
Nota pratica sugli appalti
Quando si specifica il materiale da acquistare, includere i numeri standard completi, lo stato di trattamento termico, la gamma di durezza, la tracciabilità dei lotti, i certificati chimici e i requisiti di ispezione per garantire che il materiale sia conforme alle aspettative di servizio critiche.
Criteri di selezione, matrice decisionale e analisi delle modalità di guasto
| Criterio | Preferisce D2 | Preferire 4140 | Motivazione |
|---|---|---|---|
| Resistenza all'usura abrasiva | ✓ | Il rinforzo in carburo garantisce una resistenza superiore. | |
| Ritenzione dei bordi | ✓ | La durezza D2 preserva la geometria di taglio. | |
| Resistenza agli urti e agli impatti | ✓ | La tenacità del 4140 riduce la frattura fragile. | |
| Facilità di saldatura/riparazione | ✓ | Il 4140 tollera la saldatura con le procedure standard. | |
| Lavorazione allo stato ricotto | ✓ (dopo una ricottura morbida) | ✓ | Entrambi possono essere lavorati quando sono ammorbiditi; il 4140 è più facile. |
| Sensibilità ai costi | ✓ | 4140 spesso ha un costo grezzo inferiore. | |
| Spessore superiore a 25-30 mm con necessità di indurimento passante | ✓ | La temprabilità del 4140 tende a consentire sezioni più spesse senza cricche. |
Analisi delle modalità di guasto
-
I guasti D2 spesso hanno origine da inclusioni microstrutturali o da fratture fragili sotto carico di trazione o intaglio. In caso di impatto, possono verificarsi scheggiature dei bordi.
-
I guasti del 4140 si verificano in genere per sovraccarico, usura eccessiva quando non è temprato correttamente o per fatica ad alto ciclo quando le condizioni della superficie sono scadenti.
Trattamenti superficiali, post-trattamento e controllo della corrosione
Miglioramenti della superficie per prolungare la durata
-
Carburazione: vantaggiosa per il 4140 quando è necessaria una durezza superficiale con mantenimento della tenacità del nucleo.
-
Nitrurazione: crea uno strato duro e resistente all'usura, preservando le proprietà del nucleo; funziona per acciai adeguatamente legati, in base ai parametri di processo.
-
Rivestimenti: I rivestimenti ceramici duri o PVD applicati a D2 possono ridurre ulteriormente l'usura dell'adesivo e l'attrito.
-
Pallinatura e pallinatura laser: inducono benefiche tensioni residue di compressione per migliorare la durata a fatica di entrambi gli acciai.
Considerazioni sulla corrosione
Il cromo elevato del D2 offre un comportamento passivo rispetto al semplice acciaio al carbonio, ma non è inossidabile. In caso di servizio corrosivo, applicare rivestimenti protettivi, protezione catodica o utilizzare alternative inossidabili.
Considerazioni sul ciclo di vita: ispezione, manutenzione, riciclaggio
Migliori pratiche di ispezione
-
Ispezioni visive per verificare la presenza di scheggiature, scagliature, vaiolature e l'innesco di cricche.
-
Controlli non distruttivi come l'ispezione con colorante penetrante per le cricche superficiali, il controllo delle particelle magnetiche per le discontinuità vicino alla superficie.
-
Mappatura della durezza e controlli micrografici per l'analisi dei modelli di usura.
Strategie di manutenzione
-
Rettifica o ricondizionamento programmato dei bordi per i componenti D2 per ripristinare la geometria.
-
Ringiovanimento delle superfici di 4140 con pallinatura e rilavorazione dove si è verificata l'usura.
Riciclaggio
Entrambi gli acciai hanno un elevato valore di rottame e sono compatibili con i flussi di riciclaggio dell'acciaio standard. Tracciare il contenuto di lega durante il recupero per mantenere la qualità del materiale.
Quando scegliere l'acciaio D2 o 4140?
-
Utilizzare D2 quando la modalità di guasto principale è l'usura abrasiva e la precisione dimensionale ad alta durezza è essenziale.
-
Usare il 4140 quando i componenti devono subire piegature, torsioni e urti combinati o richiedono saldature e riparazioni di routine.
-
Per esigenze ibride, combinare le leghe: una superficie d'usura in D2 può essere montata su un telaio di supporto in 4140, oppure utilizzare 4140 con cementazione per una superficie d'usura e un nucleo resistente.
Domande frequenti (FAQ)
-
Quale materiale mantiene più a lungo il tagliente, il D2 o il 4140?
Il D2 mantiene un filo più affilato più a lungo grazie ai carburi densi e duri e alla maggiore durezza raggiungibile. Per un contatto persistente con l'abrasivo, il D2 garantisce una maggiore durata del filo. -
Posso saldare facilmente il D2 sul campo?
La saldatura del D2 pone delle sfide. L'elevato tenore di carbonio e i carburi comportano il rischio di cricche. Se la saldatura è inevitabile, si consiglia di utilizzare preriscaldamento, riempimento adeguato, controllo rigoroso dell'interpass e trattamento termico post-saldatura. Per molte riparazioni, la brasatura o la sostituzione dei componenti si rivelano più affidabili. -
A quale durezza dovrebbe essere temprato il 4140 per le applicazioni sugli alberi?
Gli obiettivi di durezza tipici vanno da HRC 28 a HRC 40, a seconda delle prestazioni richieste. Bilanciare la durezza con la tenacità richiesta; il rinvenimento a 450-600°C offre resistenza e duttilità. -
Il D2 è resistente alla corrosione?
Il D2 contiene una quantità significativa di cromo che migliora la resistenza rispetto agli acciai al carbonio semplici, ma non soddisfa le definizioni di inossidabilità. Applicare misure di protezione se l'ambiente comprende umidità, acidi o sali. -
Quale acciaio richiede una tempra più accurata per evitare cricche?
D2. Le reti di carbonio e carburo elevate aumentano il rischio di cricche da tempra. Utilizzare un'austenitizzazione controllata, mezzi di tempra appropriati e cicli di distensione per ridurre al minimo le cricche. -
Per un carico ciclico pesante, quale lega scegliere?
Il 4140 offre in genere una resistenza alla fatica superiore sotto carico ciclico di trazione o flessione, perché la tenacità contribuisce a bloccare l'innesco e la crescita delle cricche. -
Come si lavora il D2 per ridurre al minimo l'usura degli utensili?
Lavorare in condizioni di ricottura, ove possibile. Utilizzare un fissaggio rigido, profondità di taglio ridotte, inserti in metallo duro affilati e refrigerante. Per il D2 temprato, si raccomanda la rettifica con mole CBN o diamantate. -
Il 4140 può essere nitrurato o carburato per migliorare la durezza superficiale?
Sì. I metodi di cementazione sono comunemente utilizzati sul 4140 per produrre una superficie di usura dura con un nucleo più resistente, controllando i parametri di processo per evitare distorsioni e mantenere le proprietà del nucleo richieste. -
Quali sono i metodi di ispezione che aiutano a rilevare i guasti precoci nei componenti D2?
Controlli visivi frequenti, colorante penetrante per le cricche superficiali, ispezione delle particelle magnetiche per i difetti vicini alla superficie e confronti della durezza tra le varie regioni per rilevare l'ammorbidimento o la sovratemperatura. -
Qual è il miglior costo totale di proprietà per un utensile da taglio - D2 o 4140?
Se l'usura è il principale limite di vita, il D2 spesso produce un costo totale di proprietà inferiore grazie al minor numero di sostituzioni. Se l'impatto o la riparabilità sono importanti, il 4140 può ridurre i tempi di fermo e le spese di riparazione. Per decidere, eseguire una modellazione dei costi del ciclo di vita.
