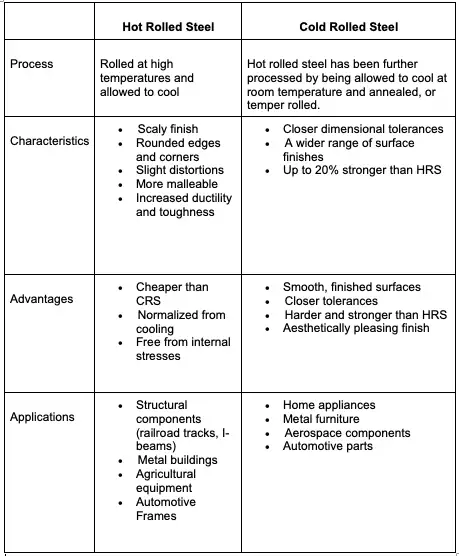
L'acciaio laminato a freddo è essenzialmente un acciaio laminato a caldo che è stato ulteriormente lavorato a temperatura ambiente o quasi per ottenere una superficie più liscia, tolleranze dimensionali più strette e una maggiore resistenza (grazie all'indurimento da deformazione e a trattamenti termici controllati); in genere viene scelto quando la finitura superficiale, il controllo preciso del calibro e le proprietà meccaniche migliorate sono prioritari. L'acciaio laminato a caldo viene prodotto ad alte temperature, è più economico per le sezioni spesse e le forme grandi e offre una maggiore duttilità e facilità di formatura per le parti strutturali pesanti in cui l'esatta finitura superficiale o le tolleranze ristrette non sono critiche. La scelta corretta dipende quindi dalle tolleranze richieste dall'applicazione, dai requisiti di superficie, dai limiti meccanici e dal budget.
Cosa sono gli acciai laminati a freddo e a caldo?
-
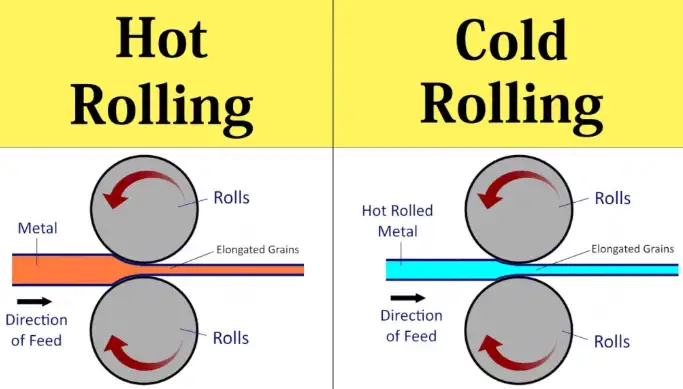
Acciaio laminato a caldo: prodotti piani (lamiere, lastre, coils) o lunghi (barre, profilati) ottenuti dalla laminazione dell'acciaio a temperature ben superiori alla temperatura di ricristallizzazione del metallo. Questa temperatura elevata (spesso >900-1.200 °C a seconda della chimica) mantiene l'acciaio morbido durante la deformazione e consente grandi riduzioni per ogni passata.
-
Acciaio laminato a freddo: lastra o nastro che è stato laminato a una temperatura pari o inferiore alla temperatura di ricristallizzazione del metallo (di solito a temperatura ambiente) dopo una prima fase di laminazione a caldo (cioè, la laminazione a freddo è una fase di finitura secondaria). La laminazione a freddo può essere seguita da ricottura e rinvenimento per adattare le proprietà meccaniche e superficiali.
Flusso di produzione - passo dopo passo
Laminazione a caldo (sequenza tipica)
-
Acciaieria e fusione: l'acciaio liquido viene colato in bramme o blumi.
-
Riscaldare il forno: La lastra viene riscaldata alla temperatura di laminazione.
-
Mulino di sgrossatura: grandi riduzioni e allungamenti.
-
Mulino di finitura: riduzioni fini dello spessore e controllo della corona e della forma.
-
Avvolgimento/raffreddamento: Il nastro caldo viene arrotolato o tagliato in lastre; sulla superficie si formano scaglie (ossido).
-
Decapaggio e oliatura opzionale (HRPO) per rimuovere le incrostazioni e proteggere la superficie per lo stoccaggio/la verniciatura.
Laminazione a freddo (sequenza tipica)
-
Iniziare con un coil laminato a caldo (spesso decapato e oliato per rimuovere le incrostazioni).
-
Riduzione a freddo in mulini tandem o reversibili - successivo passa attraverso i rulli a temperatura ambiente; lo spessore si riduce e si verifica l'indurimento da deformazione.
-
Ricottura (batch o continua) - ripristina la duttilità, regola la dimensione dei grani, elimina le tensioni interne.
-
Laminazione delle tempere / passaggio della pelle - piccola riduzione per migliorare la planarità e l'aspetto della superficie e impostare le proprietà fisiche finali.
-
Finitura finale - oliatura, rivestimento o trattamenti superficiali a seconda dell'uso finale.
Cosa fanno i processi al metallo
-
Laminazione a caldo si verifica al di sopra della temperatura di ricristallizzazione. La deformazione è seguita da una ricristallizzazione dinamica e da grani relativamente grossi al raffreddamento. Poiché si verifica la ricristallizzazione, la densità di dislocazioni dopo la deformazione è bassa rispetto ai prodotti laminati a freddo; il risultato è una minore resistenza e una maggiore duttilità per una data chimica.
-
Laminazione a freddo indurisce il metallo (aumentando la densità di dislocazioni) e produce anisotropia nelle proprietà se non viene ricotto correttamente. La ricottura tra le riduzioni può ripristinare la duttilità e affinare la microstruttura. L'interazione tra la riduzione a freddo % e il ciclo di ricottura determina la durezza finale, il carico di snervamento e l'allungamento.
Proprietà meccaniche
Tendenze principali (sintesi):
-
L'acciaio laminato a freddo ha tipicamente maggiore resistenza allo snervamento e alla trazione rispetto all'acciaio laminato a caldo della stessa chimica a causa dell'indurimento da deformazione (a meno che non venga completamente ricotto fino alla stessa tempra).
-
L'acciaio laminato a caldo è più duttile e più facile da formare in sezioni pesanti; tollera deformazioni maggiori senza incrinarsi.
-
Le superfici laminate a freddo sono più lisce e quindi sono spesso preferite nei casi in cui è richiesta una verniciatura o una finitura superficiale accurata.
Tabella 1 - Proprietà meccaniche tipiche (rappresentative, guida ingegneristica)
Nota: si tratta di intervalli rappresentativi. Consultare sempre il certificato della cartiera specifica / il grado ASTM per i numeri esatti.
| Proprietà | Laminato a caldo (tipico A1011 CS) | Laminato a freddo (tipico A1008 / 1008-1010, a durezza piena o ricotto) |
|---|---|---|
| Resistenza alla trazione (MPa) | 340-520 (varia a seconda del grado) | 350-550+ (ridotto/indurito a freddo); ricotto inferiore. |
| Resistenza allo snervamento (MPa) | 205-420 a seconda del grado | In genere 240-450 (a seconda della tempra e del rinvenimento). |
| Allungamento (%) | 20-35% (maggiore duttilità) | 5-25% (inferiore per i laminati a freddo a piena resistenza; superiore se ricotto) |
| Durezza (HB) | ~110 max (varia) | può essere significativamente più alto per i nastri completamente duri |
| Rugosità della superficie | Scaglia di mulino - grezza | Liscio, pronto per la verniciatura o la placcatura |
(Fonti: gradi ASTM e gamme tipiche dei produttori).
Qualità della superficie e termini di finitura che vedrete sulle specifiche tecniche
-
Finitura a fresa (laminati a caldo): superficie grigio scuro/nera con scaglie di ossido; visivamente grossolana. Ottimo per usi strutturali in cui la finitura non è critica.
-
HRPO (Hot-Rolled Pickled & Oiled): rimosso tramite decapaggio acido, poi oliato - offre una superficie più pulita e uniforme e una migliore adesione della vernice rispetto alla fresatura.
-
Finitura laminata a freddo: superficie lucida e liscia; comunemente oliata per prevenire la ruggine di punta. Le opzioni di superficie includono finiture opache, lucide o con passaggio di pelle.
Tabella 2 - Mappatura delle superfici e degli usi finali
| Superficie / Finitura | Aspetto tipico | Applicazioni comuni |
|---|---|---|
| Finitura di laminazione a caldo | Scala scura, irregolare | Travi strutturali, attrezzature agricole, manufatti saldati |
| HRPO | Pulito, leggermente oleoso | Fabbricazione generale in cui segue la verniciatura o la zincatura |
| Laminato a freddo lucido | Liscio, riflettente | Pannelli di elettrodomestici, pannelli interni di automobili, mobili |
| Laminato a freddo e oliato | Liscio, protetto | Parti stampate di precisione, quadri elettrici |
Accuratezza dimensionale, tolleranze e planarità
I prodotti laminati a freddo sono laminati con tolleranze di calibro più strette e una migliore planarità. Motivi tipici:
-
La laminazione a freddo può ridurre lo spessore in piccole fasi controllate (mulini tandem), in modo che il calibro finale possa essere mantenuto con tolleranze più ristrette.
-
Il passaggio della pelle e il livellamento della tensione dopo la laminazione a freddo migliorano la planarità e la struttura della superficie.
Le lamiere e i rotoli laminati a caldo sono più spessi e hanno tolleranze più ampie, accettabili in applicazioni strutturali in cui la finitura di fresatura e le tolleranze micrometriche non sono necessarie.
Formatura, piegatura, saldatura e lavorazione
-
Formatura/stampaggio: I nastri laminati a freddo (in particolare quelli ricotti o a tempra semidura) offrono un ritorno elastico costante e un controllo preciso degli elementi per lo stampaggio; tuttavia, i nastri a freddo a tempra piena possono rompersi in caso di formatura eccessiva. Le lamiere laminate a caldo sono più tolleranti per le grandi piegature e la formatura pesante.
-
Saldatura: I prodotti laminati a caldo sono generalmente più facili da saldare senza trattamento pre o post-saldatura, perché le tensioni residue sono minori e il materiale è più duttile. I pezzi laminati a freddo possono richiedere una maggiore attenzione al controllo della distorsione.
-
Lavorazione: Gli acciai laminati a freddo sono spesso leggermente più facili da lavorare e producono una migliore finitura superficiale grazie al materiale più uniforme e alle tolleranze più strette.
Gradi, codici e standard comuni
-
ASTM A1011 - specifiche standard per lamiere e nastri laminati a caldo (comunemente citate per i rotoli e le lamiere strutturali laminati a caldo).
-
ASTM A1008 / A1008M - specifiche standard per lamiere laminate a freddo, in rotoli e tagliate.
-
Leghe commerciali comuni/numeri UNS: 1008, 1010 (acciai commerciali e da trafilatura laminati a freddo); A36 è una comune specifica strutturale laminata a caldo. Verificare sempre il certificato di laminazione e la tempra.
Quando si effettua un ordine, specificare sempre: grado e specifiche (ad esempio, "ASTM A1008 CS Tipo B, finitura opaca, oliata"), tolleranza di spessore, larghezza, lunghezza, bordo, ID/OD del coil ed eventuali post-trattamenti (ricottura, tempra, rivestimento).
Considerazioni sui costi e sulla catena di fornitura
-
Costi: L'acciaio laminato a caldo è generalmente più economico per tonnellata perché evita le fasi secondarie di riduzione a freddo e ricottura. I laminati a freddo aggiungono costi di lavorazione (tempo di laminazione a freddo, carburante/energia per la ricottura, skin pass).
-
Tempi di consegna: I prodotti laminati a freddo possono avere tempi di consegna più lunghi a seconda della programmazione dello stabilimento, dei requisiti di tempra e delle fasi di finitura.
-
Resa e scarti: La riduzione a freddo può produrre bobine strette e tolleranze ristrette che possono aumentare la resa utile per i pezzi di precisione, ma il costo iniziale del materiale è più elevato.
Applicazioni tipiche e matrice decisionale
Tabella 3 - Matrice di selezione rapida (pratica)
| Requisiti | Laminato a caldo | Stampato a freddo |
|---|---|---|
| Componenti strutturali pesanti, travi a I, piastre | Eccellente | Non tipico |
| Grandi gruppi saldati dove la finitura non è critica | Eccellente | Possibile, ma più costoso |
| Parti stampate di precisione, pannelli per elettrodomestici | Povero | Eccellente |
| Pannelli esterni dell'automobile (visibili) | Raro | Ampiamente utilizzato (con rivestimenti) |
| Recinzioni/paesaggio a basso costo | Eccellente | Sovraspecifiche |
| Base di verniciatura o placcatura dove la finitura è importante | HRPO ok; meglio se laminato a freddo | Il meglio |
Difetti comuni e controlli di qualità
-
Problemi di laminazione a caldo: incrostazioni, onde sui bordi, inarcamento centrale, decarburazione in superficie in alcuni processi. Il decapaggio aiuta a rimuovere le incrostazioni.
-
Problemi di laminazione a freddo: difetti indotti dalla deformazione, scolorimento della ricottura, fessurazione dei bordi (se le riduzioni sono troppo aggressive). La chiave è la corretta impostazione del mulino, i cicli di ricottura e il livellamento della tensione.
Controlli di qualità da richiedere al fornitore:
-
Certificato di collaudo del mulino (chimico e meccanico) sempre richiesta.
-
Foto / campioni di finitura superficiale.
-
Rapporti dimensionali (grafici di spessore, planarità).
-
Risultati di eventuali controlli non distruttivi (se richiesti).
Post-trattamento: rivestimento, zincatura e verniciatura
-
Zincatura: sia HR che CR possono essere zincati; tuttavia, i pezzi laminati a freddo richiedono spesso un pretrattamento e offrono un rivestimento più uniforme grazie alla superficie liscia.
-
Verniciatura / verniciatura a polvere: La laminazione a freddo con un adeguato pretrattamento consente di ottenere un'adesione e un controllo della brillantezza superiori. L'HRPO è un'alternativa a basso costo quando è richiesta solo una finitura moderata.
Considerazioni ambientali ed energetiche
La laminazione a caldo richiede un grande apporto di energia per il riscaldamento delle bramme, ma è un processo efficiente ad alta produttività per le sezioni pesanti. La laminazione a freddo consuma ulteriore energia attraverso il funzionamento del mulino in tandem e soprattutto attraverso i forni di ricottura. Dal punto di vista del ciclo di vita e delle emissioni, l'ottimizzazione del processo (recupero del calore, moderne linee di ricottura continua, riscaldamento efficiente) riduce il divario tra i percorsi. L'approvvigionamento dei mulini e il contenuto di rottami riciclati dovrebbero essere esaminati nelle specifiche di approvvigionamento sostenibile.
Lista di controllo pratica per gli appalti (cosa specificare)
-
Prodotto: lamiere, rotoli, lastre o nastri.
-
Specifiche e qualitàASTM A1011 Tipo B (a caldo) o ASTM A1008 (a freddo).
-
Spessore e tolleranza (includere i valori minimi e massimi consentiti).
-
Larghezza e lunghezza o OD/ID della bobina.
-
Finitura: mulino, decapato e oliato, laminato a freddo lucido, oliato, skin-pass.
-
Temperamento (duro completo, duro per un quarto, ricotto, ecc.).
-
Rivestimento: zincatura, verniciatura, lubrificanti.
-
CertificatiCertificato di laminazione (chimico e meccanico), controlli non distruttivi se richiesti.
-
Consegna e imballaggio: involucro, pallet, dimensioni dei pallet.
-
Tracciabilità / origine.
Domande frequenti
1. L'acciaio laminato a freddo è più resistente di quello laminato a caldo?
In generale, a parità di composizione chimica e di tempra tipica, la laminazione a freddo aumenta la resistenza a trazione e a snervamento attraverso l'incrudimento. Se il prodotto laminato a freddo è completamente ricotto, la sua resistenza può essere paragonabile a quella dei laminati a caldo. Controllare sempre il certificato del laminatoio per i valori esatti.
2. Posso saldare l'acciaio laminato a freddo come quello laminato a caldo?
È possibile saldare entrambi, ma i pezzi laminati a freddo possono distorcersi di più a causa delle maggiori tensioni residue a seconda della tempra; il materiale laminato a freddo più spesso e completamente duro può richiedere un preriscaldamento o un fissaggio speciale. Per le saldature critiche, verificare le procedure raccomandate per il grado esatto.
3. Che cosa significa HRPO e quando lo si sceglie?
HRPO = decapato e oliato a caldo. Il decapaggio rimuove le incrostazioni e l'olio previene la formazione di ruggine. Scegliere HRPO quando è necessaria una superficie più pulita rispetto alla finitura di fresatura, ma si desidera un costo inferiore a quello dei laminati a freddo.
4. Tutti gli acciai laminati a freddo sono originariamente laminati a caldo?
Sì, i prodotti laminati a freddo nascono in genere come bobine laminate a caldo (senza scaglie) e vengono poi ridotti a freddo. Quindi tutti i prodotti piatti finiti a freddo partono da un prodotto laminato a caldo.
5. Qual è la soluzione migliore per lo stampaggio e l'imbutitura?
Le qualità di laminazione a freddo, di trafilatura (DQ), di imbutitura profonda (DDS) e di imbutitura extraprofonda (EDDS) sono studiate per lo stampaggio e la trafilatura; hanno una chimica controllata e programmi di ricottura per fornire la necessaria duttilità. Per le specifiche fare riferimento ai tipi ASTM A1008.
6. Quali sono le tolleranze tipiche per lo spessore?
Le tolleranze dipendono dalla specifica e dallo spessore. Le tolleranze dei laminati a freddo sono più strette (ad esempio, ±0,005-0,02 mm per gli spessori sottili), mentre quelle dei laminati a caldo possono essere più ampie. Richiedere sempre la tabella delle tolleranze del fornitore o fare riferimento alle opzioni di ordinazione ASTM.
7. Qual è il più economico?
I laminati a caldo sono solitamente meno costosi. I laminati a freddo comportano costi di lavorazione aggiuntivi (tempo di laminazione a freddo, ricottura, passaggio di tempra) che fanno lievitare il prezzo. Tuttavia, i compromessi economici possono favorire l'acciaio a freddo se la riduzione degli scarti e della finitura riduce il costo totale del pezzo.
8. La rugosità superficiale è la stessa per HRPO e laminati a freddo?
No. L'HRPO è più liscio della finitura di fresatura, ma ancora più grossolano delle finiture lucide o skin-passed laminate a freddo. Per la lucentezza della vernice e i rivestimenti sottili è preferibile la laminazione a freddo.
9. I laminati a caldo possono essere utilizzati per pezzi di precisione?
La laminazione a caldo è accettabile quando la precisione non è critica (travi a I strutturali, fabbricazione). Per la tranciatura di precisione, la planarità ridotta o le superfici estetiche, scegliere i laminati a freddo o specificare una lavorazione aggiuntiva.
10. Quali standard devo richiedere per l'OP?
Per lamiere e nastri laminati a caldo: ASTM A1011 (e relativa ASTM A568 ecc.). Per lamiere e nastri laminati a freddo: ASTM A1008. Chiedere i certificati di prova del mulino per confermare la conformità meccanica e chimica.
Raccomandazione di chiusura
-
Se avete bisogno di costi contenuti e di sezioni pesanti / prestazioni strutturali: scegliere laminato a caldo (o HRPO per una superficie più pulita).
-
Se avete bisogno di uno spessore controllato, di una migliore finitura superficiale, di una maggiore resistenza e di una formatura di precisione: scegliere laminato a freddo e specificare le condizioni di tempra e post-cottura.
-
Sempre richiedere i certificati di prova della cartiera e specificare lo standard ASTM / EN sull'ordine di acquisto.
Tabelle di riferimento rapido
Tabella 4 - Confronto rapido di una pagina
| Caratteristica | Laminato a caldo | Stampato a freddo |
|---|---|---|
| Tempo determinato per la produzione | Sopra la temperatura di ricristallizzazione | Alla/al di sotto della temperatura di ricristallizzazione |
| Superficie | Scala (approssimativa); HRPO disponibile | Liscio; luminoso/passato di pelle |
| Tolleranza dimensionale | Ampio | Stretto |
| Forza (stessa chimica) | Più basso | Solitamente più alto (temprato dal lavoro) |
| Duttilità/formabilità | Alto (formazione della massa) | Inferiore (se non ricotto) |
| Standard tipici | ASTM A1011 | ASTM A1008 |
| Costo | Più basso | Più alto |
| I migliori usi | Strutturale, pesante | Elettrodomestici, automotive, parti di precisione |
Riferimenti autorevoli
- ASTM A1008 / A1008M - Specifiche standard per acciaio, lamiera, laminato a freddo, al carbonio, strutturale, a bassa lega ad alta resistenza e ad altissima resistenza.
- ASTM A1011 / A1011M - Specifiche standard per acciai, lamiere e nastri, laminati a caldo, al carbonio, strutturali, a bassa lega ad alta resistenza e ad altissima resistenza.
- Association for Iron & Steel Technology (AIST) - Risorse tecniche e formazione sulle pratiche di laminazione a caldo
- Nippon Steel - Catalogo tecnico delle lamiere e dei rotoli di acciaio laminati a caldo (note di processo e di prodotto)
