ASTM A105 (ASME SA-105) è il grado di acciaio al carbonio forgiato standard del settore per componenti di tubazioni - flange, raccordi e valvole - in cui sono richieste resistenza, saldabilità ed economicità affidabili per sistemi a pressione a temperatura ambiente e a temperatura elevata. È caratterizzato da una chimica a bassa lega e da proprietà meccaniche prevedibili, può essere trattato termicamente per regolare la tenacità e ha equivalenti internazionali ampiamente accettati (ad esempio i gradi EN utilizzati in Europa).
Cos'è l'A105 e dove si applica
La norma ASTM A105 (spesso scritta ASME SA-105 quando si fa riferimento al codice) è una specifica standard per i pezzi fucinati in acciaio al carbonio destinati ad applicazioni di tubazioni - principalmente flange, raccordi e corpi valvola utilizzati in sistemi a pressione a temperature ambiente ed elevate. La norma copre i limiti chimici, le proprietà meccaniche richieste, i trattamenti termici consentiti, i metodi di prova e la marcatura/identificazione. I pezzi forgiati secondo questa specifica hanno un peso limitato (generalmente fino a 10.000 libbre per pezzo forgiato) e sono destinati a fornire materiale affidabile e accettato dalle normative per tubazioni di impianti petroliferi e del gas, petrolchimici, di produzione di energia e industriali in generale.
Breve guida per acquirenti e progettisti
Se avete bisogno di un materiale economico, saldabile, in acciaio al carbonio forgiato per tubazioni a pressione che saranno saldate, lavorate e utilizzate a temperature da ambiente a moderatamente elevate, l'A105 è la scelta predefinita in molte regioni. Specificare A105 con qualsiasi requisito supplementare dell'acquirente (ad esempio, normalizzazione, prove d'impatto, prove idrostatiche o zolfo/fosforo ridotto) e richiedere i rapporti di prova dei materiali (MTR) secondo ASTM A961 quando è necessaria la tracciabilità del codice. Per i servizi a bassa temperatura che richiedono una tenacità a intaglio, considerare SA-350 LF2 o specificare A105 con requisiti specifici di tenacità e prove d'urto.
Composizione chimica (limiti e significato pratico)
Di seguito è riportata una tabella sintetica dei limiti chimici previsti dalla specifica A105/SA-105, con un commento pratico.
| Elemento | Composizione (wt%) - limiti A105 / SA-105 | Effetto pratico |
|---|---|---|
| Carbonio (C) | ≤ 0,35% | Controlla la resistenza e la temprabilità. Il basso tenore di carbonio preserva la saldabilità. |
| Manganese (Mn) | 0,60 - 1,05% | Aggiunge resistenza e temprabilità; tipico degli acciai al carbonio forgiati. |
| Fosforo (P) | ≤ 0,035% | Mantenuto basso per ridurre l'infragilimento e migliorare la duttilità. |
| Zolfo (S) | ≤ 0,040% | Controllato per evitare il cortocircuito a caldo; più basso è meglio per la tenacità. |
| Silicio (Si) | 0,10 - 0,35% | Disossidante; piccole quantità conferiscono resistenza e migliorano la qualità della colata/forgiatura. |
| Rame (Cu) | ≤ 0,40% (nota A) | Sono consentite quantità minime; piccoli miglioramenti nella resistenza alla corrosione. |
| Nichel (Ni) | ≤ 0,40% (nota A) | Solo tracce - non è un acciaio legato; non sono previste leghe significative. |
| Cromo (Cr) | ≤ 0,30% (nota A/B) | Solo tracce; contributo limitato alla forza. |
| Molibdeno (Mo) | ≤ 0,12% (nota A/B) | Solo tracce; di solito trascurabili in A105. |
| Vanadio (V) | ≤ 0,08% | Tracce possono affinare la granulometria. |
| Somma (Cu+Ni+Cr+Mo+V) | ≤ 1,00% (nota) | Mantiene l'A105 nella categoria delle leghe basse/carbonio. |
| Somma (Cr+Mo) | ≤ 0,32% (nota) | Vincolo aggiuntivo per evitare leghe non volute. |
(Fonte della tabella: limiti chimici riassunti dalle specifiche A105 / SA-105 e dalle schede tecniche dei materiali dell'industria).
Commento: L'A105 è fondamentalmente un acciaio da forgiatura a basso tenore di carbonio e bassa lega. La specifica consente piccole aggiunte di elementi di lega, ma ne mantiene strettamente controllata la quantità in modo che il materiale si comporti come l'acciaio al carbonio: buona saldabilità, forgiabilità prevedibile e costo economico. La chimica supporta le opzioni di trattamento termico convenzionali (ricottura, normalizzazione, tempra e rinvenimento), ma non rende l'A105 un acciaio ad alta lega, resistente alla corrosione o al creep ad alta temperatura.
Proprietà meccaniche (requisiti standard e intervalli tipici)
La norma A105 impone prestazioni meccaniche minime per garantire un utilizzo sicuro nei sistemi a pressione. Le proprietà principali (unità di misura in pollici utilizzati comunemente negli acquisti) sono:
Interpretazione per i progettisti: L'A105 offre robusti livelli di trazione e snervamento per i componenti forgiati delle tubazioni; i limiti di duttilità (allungamento) e durezza assicurano che il materiale possa essere lavorato, formato e saldato senza subire un comportamento fragile nel tipico servizio a temperatura ambiente o moderatamente elevata.
Trattamento termico, pratica della forgiatura e A105 vs A105N
Temperatura di forgiatura e trattamenti termici tipici
-
Intervallo tipico di temperatura di forgiatura: circa 900-1250 °C (≈1650-2300 °F) a seconda della pratica di forgiatura. Il riscaldo controllato e la lavorazione termomeccanica assicurano il corretto flusso dei grani per ottenere resistenza e tenacità.
-
Trattamenti termici post-fusione consentiti dalle specifiche: ricottura (rammollimento), normalizzazione (affinamento della grana, aumento della tenacità), tempra e rinvenimento (aumento della resistenza/durezza) o altri rinvenimenti secondo le specifiche. L'acquirente spesso specifica l'esatta sequenza di trattamento termico per soddisfare le esigenze di progettazione.
A105 vs. A105N: cosa significa la "N"?
-
A105N (o SA-105N) indica normalizzazione (e di solito il rinvenimento) - la designazione "N" indica specificamente che la forgiatura è stata normalizzata dopo la forgiatura per produrre una struttura dei grani più uniforme e raffinata e quindi una migliore tenacità e proprietà meccaniche più costanti.
-
Differenze pratiche fondamentali: Dal punto di vista chimico i limiti di base sono gli stessi, ma A105N è post-stampaggio normalizzato/trattato termicamente e generalmente è preferito quando sono richieste una maggiore tenacità, una migliore struttura dei grani e proprietà meccaniche più costanti. Molti acquirenti ora specificano l'A105N come standard perché riduce il rischio di variabilità in servizio.
Suggerimento per gli acquirenti: Se l'applicazione prevede carichi ciclici, sbalzi di pressione o servizio a bassa temperatura, specificare A105N o aggiungere requisiti supplementari per le prove d'urto. Per le tubazioni di servizio generale a temperatura ambiente, è comunemente accettato il semplice A105.
Equivalenti internazionali e riferimenti incrociati
Sebbene l'ASTM A105/ASME SA-105 sia uno standard statunitense, esistono equivalenti internazionali comunemente utilizzati. L'equivalenza è pratica - si confrontano le proprietà chimiche e meccaniche - ma la vera equivalenza deve essere verificata con l'acquirente e le autorità competenti.
| Regione/Paese | Standard | Materiale equivalente |
| Europa | EN 10213 | GS-C25 (acciaio al carbonio forgiato per parti a pressione) |
| EN 10025 | S235JR (acciaio strutturale al carbonio, comunemente utilizzato per le apparecchiature a pressione) | |
| Giappone | JIS G3454 | STPG370 (per tubazioni in pressione) |
| JIS G3101 | SS400 (acciaio al carbonio strutturale generale) | |
| Germania | DIN 17175 | St 35.8 (tubi in acciaio al carbonio per sistemi a pressione) |
| DIN 17200 | C 22.8 (Acciaio al carbonio generico) | |
| Regno Unito | BS 1501 | 1501-151 Grado 360 (acciaio al carbonio per attrezzature a pressione) |
| Cina | GB 713 | Q245R (acciaio al carbonio per caldaie) |
| GB 699 | Q235B (acciaio al carbonio strutturale, comunemente utilizzato per i recipienti a pressione) | |
| Internazionale | ISO 6505 | P245GH (acciaio forgiato per parti a pressione) |
| ISO 4957 | 42CrMo4 (acciaio legato ad alta resistenza) | |
| India | IS 2062 | E250 (acciaio al carbonio comune per sistemi strutturali e a pressione) |
| Corea del Sud | KS D 3503 | STPT370 (acciaio al carbonio per tubazioni a pressione) |
| Stati Uniti | ASTM A105N | A105N (versione normalizzata di ASTM A105) |
Importante: Le tabelle "equivalenti" sono un punto di partenza. Confermare sempre gli intervalli chimici, i trattamenti termici richiesti e i regimi di prova meccanici prima di accettare un pezzo forgiato standard straniero come sostituto dell'A105 nei lavori con codice.
Note pratiche di produzione, saldatura e lavorazione
Lavorazione e fabbricazione
-
L'A105 si lavora facilmente allo stato normalizzato o ricotto. Il limite di durezza (max 187 HBW) consente di evitare un'eccessiva usura degli utensili.
-
Per la lavorazione di flange con tolleranze ristrette, richiedere i rapporti di trattamento termico e durezza specificati su MTR.
Saldatura e pratica di saldatura
-
L'A105 è a basso tenore di carbonio e ha una buona saldabilità con i comuni fili d'apporto (ER70S-x / E7018 ecc.) quando il trattamento termico di preriscaldamento e post-saldatura viene applicato in base ai requisiti di spessore e di codice.
-
Per sezioni spesse o per servizi critici, seguire la guida ASME B31.x o il codice applicabile per il preriscaldamento, la temperatura di interpass e il PWHT. Se la tenacità all'urto è un problema, normalizzare prima della saldatura o specificare le prove d'urto.
Protezione delle superfici e corrosione
-
L'A105 non è resistente alla corrosione. Per gli ambienti corrosivi, specificare rivestimenti (epossidici, zincatura per le parti non in pressione, dove consentito), verniciatura o scegliere leghe resistenti alla corrosione. Per le flange utilizzate in servizio interrato, considerare rivestimenti protettivi e protezione catodica.
Ispezione, test e certificazione
Quando si acquistano forgiati A105, specificare i test e la documentazione necessari. Requisiti tipici:
-
Rapporti di prova sui materiali (MTR) - risultati di test chimici e meccanici riconducibili a ciascun calore/lotto (ASTM A961 spesso specificato per la certificazione).
-
Test di trazione e durezza - secondo lo standard.
-
Ispezione macroscopica/visiva - per rivelare la presenza di fenditure o crepe.
-
NDE (se richiesto dall'acquirente) - UT o RT per i componenti critici per la pressione, particelle magnetiche o coloranti per i difetti superficiali.
-
Prova d'urto (Charpy V-notch) - solo se l'acquirente lo specifica (la norma A105 non richiede prove d'urto per tutti i forgiati; per il servizio a bassa temperatura specificare SA-350 LF2 o aggiungere il requisito supplementare).
-
Test idrostatici - solo se specificato (ASTM A961 Supplemental S57 descrive i requisiti di prova idrostatica per i forgiati).
Esempi di clausole di capitolato da includere nell'ordine di acquisto (PO):
-
"Materiale: ASTM A105 / ASME SA-105, normalizzato (A105N) secondo i requisiti dell'acquirente".
-
"Certificazione: MTR completi secondo ASTM A961, compresa la tracciabilità del numero di calore".
-
"Supplemento: Prove Charpy V-notch a -20 °F (o temperatura specificata) per valvole e raccordi".
-
"NDE: prova a ultrasuoni secondo il piano NDE dell'acquirente per le parti che mantengono la pressione".
Applicazioni tipiche e lista di controllo per la selezione
Applicazioni tipiche
-
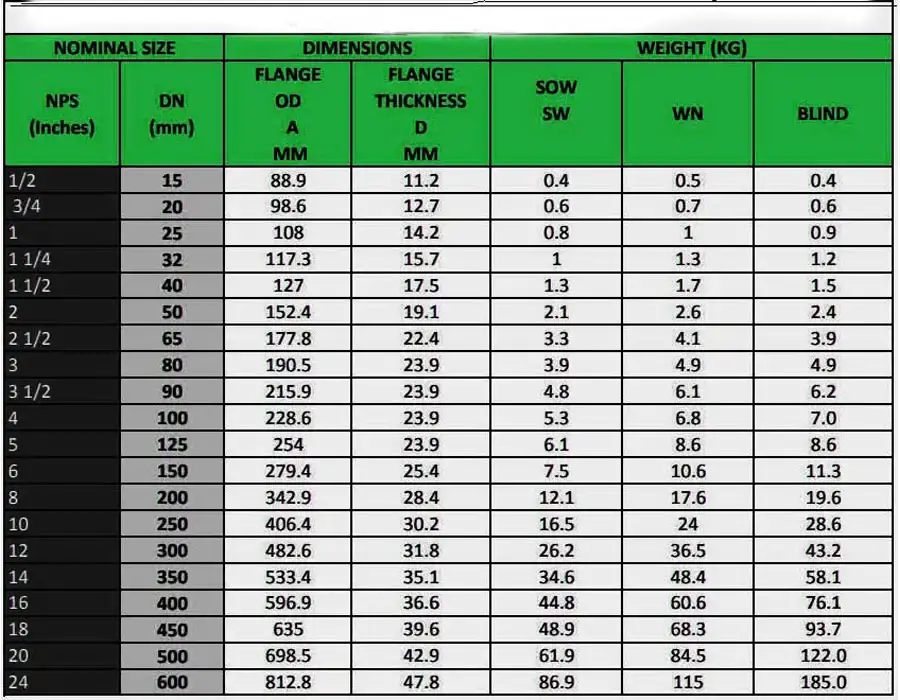
Flange con collo a saldare, slip-on e cieche per sistemi di tubazioni
-
Corpi valvola (a saracinesca, a globo, di ritegno) e componenti del coperchio
-
Raccordi forgiati (raccordi a T, gomiti, riduttori) utilizzati in impianti petroliferi e di gas, petrolchimici, di raffinazione, centrali elettriche e tubazioni industriali in generale.
Lista di controllo per la selezione degli ingegneri
-
Temperatura e pressione di esercizio - confermare che A105 soddisfa le sollecitazioni ammissibili del codice di progetto alla temperatura di esercizio.
-
Servizio a bassa temperatura? - se sì, richiedere prove d'impatto o una lega alternativa.
-
Ambiente corrosivo? - se sì, è necessaria un'ulteriore protezione della superficie o un aggiornamento della lega.
-
Operazioni di saldatura / post-saldatura - Se necessario, specificare preriscaldamento/PWHT.
-
Tracciabilità e test - richiedono MTR ed eventuali NDE supplementari.
-
Condizione del materiale (A105 vs A105N) - specificare la normalizzazione/il trattamento termico quando è richiesta una tenacità uniforme.
-
Limiti di peso - I forgiati di peso superiore a ~10.000 lb potrebbero non essere coperti dall'A105; verificare le specifiche alternative (A266 ecc.).
Ordinazione, marcatura e requisiti supplementari dell'acquirente
Lingua raccomandata per l'OP (concisa)
-
Materiale: ASTM A105 / ASME SA-105, ultima revisione.
-
Trattamento termico: Normalizzazione e rinvenimento (A105N) O come forgiato con ricottura secondo PO.
-
Certificazione: MTR secondo ASTM A961; il rapporto di prova deve includere il numero di calore, l'analisi chimica, i risultati di trazione e durezza.
-
NDE: ispezione a ultrasuoni delle superfici critiche che mantengono la pressione; colorante su fori lavorati.
-
Marcatura: numero di calore, specifiche del materiale e ID del produttore stampigliati su ogni forgiatura.
Marcature tipiche presenti sui forgiati
-
Logo del produttore
-
Numero di calore (riconducibile a MTR)
-
Specifiche del materiale (ad esempio, A105 o SA-105)
-
Codice taglia o ordine speciale
Comportamento alla corrosione, limiti di temperatura e modalità di guasto comuni
-
Corrosione: L'A105 è un acciaio al carbonio e si corrode in ambienti umidi o aggressivi. Utilizzare rivestimenti, inibitori o passare ad acciai inossidabili o legati in ambienti corrosivi.
-
Temperatura di servizio: Adatta a temperature ambiente e moderatamente elevate. Per i problemi di creep ad alta temperatura, scegliere una lega progettata per temperature elevate e prolungate.
-
Modalità di guasto da tenere d'occhio: fessurazione da tensocorrosione in ambienti con cloruri (rara per l'acciaio al carbonio, ma possibile in determinate condizioni chimiche e di sollecitazione), fessurazione da fatica dovuta a carichi ciclici, frattura fragile in caso di utilizzo a temperature inferiori a quelle previste senza test d'impatto - specificare le condizioni da evitare.
Tabelle di riferimento rapido (fogli tascabili per ingegneri)
Tabella A - Sintesi (rapida)
| Articolo | Riassunto A105 / SA-105 |
|---|---|
| Tipo | Forgiatura di acciaio al carbonio per tubazioni |
| Max Carbonio | 0.35% |
| Trazione (min) | 70 ksi (485 MPa) |
| Resa (min) | 36 ksi (250 MPa) |
| Durezza (max) | 187 HBW |
| Forme comuni | Flange, raccordi, corpi valvola |
| Finitura preferita per le parti più difficili | A105N (normalizzato) |
Tabella B - Quando scegliere A105 rispetto alle alternative
| Condizione | Utilizzare A105 | Considerare un'alternativa |
|---|---|---|
| Tubazioni a pressione ambiente | ✓ | |
| Servizio a bassa temperatura (criogenico) | Utilizzare SA-350 LF2 o specificare le prove d'urto. | |
| Corrosivo, esposizione all'acqua di mare | Utilizzare leghe duplex/industriali | |
| Servizio di creep ad alta temperatura | Utilizzare leghe resistenti al creep (ad es. 1,25Cr-0,5Mo, 316H ecc.). | |
| Codifica per recipienti a pressione con requisiti di intaglio | Considerare SA-350 o test supplementari |
Domande pratiche su acquisti e fornitori
-
D: Sono disponibili barre grezze in A105? No - L'A105 si riferisce ai forgiati; le barre grezze sono in genere fornite secondo altre specifiche. Alcuni componenti lavorati da barra possono essere ammessi solo se il produttore è in grado di dimostrare l'equivalenza dei test chimici e meccanici secondo lo standard.
-
D: L'A105 è magnetico? Sì, come altri acciai al carbonio, l'A105 è ferromagnetico.
-
D: L'A105 può essere trattato termicamente per aumentare la resistenza? Può essere temprato e rinvenuto, ma le officine di forgiatura di solito producono fucinati con il trattamento termico post-forgiatura desiderato specificato dall'acquirente. Verificare con il produttore le proprietà ottenibili.
Domande frequenti
-
Qual è la differenza tra ASTM A105 e ASME SA-105?
Si tratta essenzialmente della stessa specifica - ASME SA-105 è il formato e la designazione utilizzati nelle pubblicazioni del codice ASME; il contenuto è allineato con ASTM A105 (identificare gli anni di revisione esatti nel PO). -
L'A105 richiede prove di impatto (Charpy)?
Non di default. La prova d'urto è un requisito supplementare dell'acquirente. Per impieghi a bassa temperatura, richiedere la prova d'urto o utilizzare SA-350 LF2. -
Cosa significa A105N?
La "N" indica il trattamento termico di normalizzazione (A105N), che conferisce una struttura dei grani raffinata e una migliore tenacità rispetto all'A105 forgiato. -
Quale documentazione devo richiedere per un pezzo forgiato A105?
MTR completo (ASTM A961), tracciabilità del numero di calore, rapporti di prova di trazione e durezza e qualsiasi test NDE o idrostatico richiesto dall'OP. -
L'A105 è adatto al servizio criogenico?
No - per il servizio criogenico o subambientale sono necessari materiali con una resistenza all'urto garantita alla temperatura richiesta (ad esempio, acciai della serie LF o leghe specifiche per basse temperature). -
Come si colloca l'A105 rispetto alle flange inossidabili?
L'A105 è molto meno resistente alla corrosione, ma molto più economico. Utilizzare l'inossidabile quando è richiesta la resistenza alla corrosione o quando le condizioni di processo lo richiedono. -
I forgiati A105 possono essere utilizzati per linee di vapore ad alta pressione/alta temperatura?
Sono utilizzati in molte applicazioni di centrali elettriche e a vapore, ma confermano le sollecitazioni ammissibili alla temperatura di esercizio secondo il codice di pressione vigente (ASME, API, ecc.). -
Durezza tipica di A105?
La specifica limita la durezza Brinell a ≤ 187 HBW. Ciò contribuisce a garantire la lavorabilità e a evitare microstrutture fragili. -
Quali sono i guasti più comuni dei componenti A105?
Cricche da fatica dovute a carichi ciclici, perdite indotte dalla corrosione se non protette e frattura fragile se utilizzate al di sotto della tenacità dell'intaglio prevista senza test. -
Esistono sostituti standard per l'A105 in Europa?
Gli ingegneri fanno spesso riferimento alla EN 10222-2 / gradi P (ad esempio, la famiglia 1.0460 / P250GH) come acciai simili per la forgiatura, ma è obbligatorio un controllo incrociato completo di chimica, meccanica e trattamento termico.
Esempio pratico di clausola di appalto (copia/incolla)
Materiale: ASTM A105 / ASME SA-105, ultima revisione.
Trattamento termico: Normalizzare (A105N) se non diversamente indicato.
Certificazione: Fornire il rapporto di prova del produttore (MTR) secondo ASTM A961 con la tracciabilità del numero di calore e i risultati delle analisi chimiche, delle prove di trazione e di durezza.
NDE/Test: Prova a ultrasuoni sugli elementi che trattengono la pressione; prova idrostatica e impatto Charpy a -20 °F come requisiti supplementari (se specificati).
Marcatura: Ogni forgiatura deve essere stampigliata con l'ID del produttore, il numero di calore e la designazione del materiale.
Note pratiche conclusive per MWAlloys
Se siete il fornitore, come MWAlloys, assicuratevi che i vostri registri di laminazione e forgiatura siano organizzati in modo da poter fornire MTR completi e mostrare i risultati dei test calore per calore. Siate espliciti nel dire se i forgiati vengono consegnati forgiato, normalizzato o temprato e rinvenutoe fornire le tolleranze di lavorazione e le opzioni di trattamento superficiale per i raccordi e le flange per tubazioni. Per i clienti che esportano, è necessario identificare sempre i riferimenti incrociati agli standard (EN/JIS) e confermare eventuali test aggiuntivi previsti dai codici di importazione.
Riferimenti autorevoli
- ASTM A105 / A105M - Specifiche standard per i forgiati in acciaio al carbonio per applicazioni su tubazioni (ASTM)
- ASME SA-105 / SA-105M - Forgiati in acciaio al carbonio (ASME / BPVC Sezione II A, copia)
- EN 10222-2:2017+A1:2021 - Fucinati in acciaio per impieghi a pressione (norma europea, campione)
