For components where corrosion resistance, weldability and broad-temperature stability are the highest priorities, Inconel 625 is usually the preferred choice; for parts that must deliver maximum static strength, creep resistance and fatigue performance at elevated temperatures, Inconel 718 typically delivers the better balance of properties. This tradeoff follows from fundamental differences in chemistry and metallurgy: 625 derives strength mainly from solid-solution alloying with molybdenum and niobium while retaining outstanding resistance to chloride, crevice and pitting attack, whereas 718 attains much higher strength through controlled precipitation hardening (gamma prime/gamma double prime) that yields greater tensile and creep strength at the cost of somewhat reduced corrosion toughness in certain environments.
When choose Inconel 625 and Inconel 718
Engineers choose between Inconel 625 and Inconel 718 based on the dominant requirement for either corrosion resistance plus fabrication ease (choose 625) or age-hardened high strength and creep resistance at elevated temperature (choose 718). If the part will see chloride-rich aqueous service, seawater, or acidic environments and needs good weldability and toughness without complex aging, 625 often wins. If the component must sustain high static loads, resist creep and fatigue up to roughly 650°C and can be heat-treated to an aging specification, 718 is frequently the material of record.
Alloy chemistry and standards
Key alloy identities and common specification designations
-
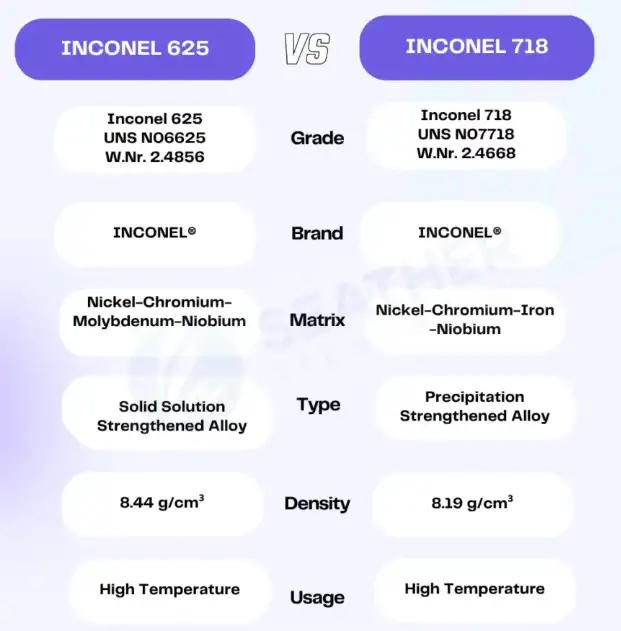
Inconel 625: UNS N06625, W.Nr. 2.4856, common product specs include ASTM B443 (for wrought products), ASTM B446, AMS numbers for some products.
-
Inconel 718: UNS N07718, W.Nr. 2.4668, often supplied to AMS 5662/AMS 5663, ASTM B637 (for certain products) and API/aerospace variants for specific industries.
Chemical composition (typical ranges)
Below are widely used composition ranges consolidated from manufacturer technical bulletins and material datasheets. Use these tables for orientation; always consult the certificate of analysis for specific mill lots when designing to tight limits.
Table 1 — Typical composition by weight percent (representative ranges)
| Element | Inconel 625 (typical wt%) | Inconel 718 (typical wt%) |
|---|---|---|
| Nickel (Ni) | ~58.0 – 63.0 | ~50 – 55 |
| Chromium (Cr) | ~20.0 – 23.0 | ~17 – 21 |
| Iron (Fe) | Balance to ~10 – 20 | ~17 – 21 (balance) |
| Molybdenum (Mo) | ~8.0 – 10.0 | ~2.5 – 3.5 |
| Niobium + Tantalum (Nb+Ta, often reported as Nb) | ~3.6 – 4.2 | ~4.0 – 5.5 |
| Cobalt (Co) | trace to ~1 | ~1 – 1.5 (varies) |
| Aluminum (Al) | trace | ~0.2 – 0.8 |
| Titanium (Ti) | trace | ~0.6 – 1.2 |
| Carbon (C) | ≤ 0.10 | ≤ 0.08 – 0.10 (depending on spec) |
| Manganese (Mn), Silicon (Si), Sulfur (S), Phosphorus (P) | low ppm typical | low ppm typical |
Sources: Special Metals technical bulletins and common mill datasheets. Confirm for the product form and specification in use.
Interpretation: Inconel 625 contains relatively higher molybdenum combined with substantial niobium for corrosion inhibition and solid solution strengthening. Inconel 718 has a composition engineered to support controlled precipitation of gamma prime/double prime phases: slightly lower Mo, higher iron, with deliberate titanium and aluminum additions plus Nb for precipitation hardening.
Microstructure and strengthening mechanisms
-
Inconel 625: microstructure is essentially a face-centered cubic nickel-based matrix with solid-solution strengthening from Mo and Nb (columbium). The alloy does not rely on substantial precipitation hardening for its normal strength; that simplifies fabrication and welding. This metallurgical route produces a combination of good toughness and corrosion resistance while still maintaining significant strength up to moderately high temperatures.
-
Inconel 718: designed as an age-hardenable nickel-chromium alloy using gamma prime (γ′) and gamma double prime (γ″) precipitates. Controlled solution treatment and aging create a fine dispersion of these precipitates that raise yield and tensile strength dramatically compared with the annealed condition. This mechanism gives 718 high creep and fatigue resistance in the 400–650°C regime but introduces sensitivity to heat treatment parameters and post-weld aging cycles.
Practical consequence: 718 can reach tensile strengths far in excess of 625 after proper aging, but it requires careful thermal processing to achieve and retain those properties in service.
Mechanical and physical properties comparison
Below are consolidated property values for common product forms in common conditions. Values vary by heat, product form, and specification; the tables give a representative engineering baseline. Cite mill or specification data for design-level values.
Table 2 — Representative mechanical and physical data (typical ranges)
| Property | Inconel 625 (solution annealed / typical) | Inconel 718 (aged/peak-strength) |
|---|---|---|
| Density (g/cm³) | ~8.44 | ~8.19 – 8.25 |
| Tensile strength (UTS) | ~620 – 930 MPa (product form dependent) | ~1,240 – 1,550 MPa (aged) |
| Yield strength (0.2% offset) | ~275 – 620 MPa | ~760 – 1,310 MPa |
| Elongation (in 50 mm) | ~30 – 40% | ~12 – 30% (aged vs annealed) |
| Hardness (Rockwell/Brinell) | ~70–95 HRB (~170–260 HB) | ~250–360 HB (~22–35 HRC) |
| Creep resistance up to | Good up to ~650–700°F (350–370°C) | Strong up to ~1200°F (650°C) for certain conditions |
| Service temperature (useful) | cryogenic to ~982°C peak short term | -269°C to ~650°C typical continuous |
Representative data sources include industry datasheets and material handbooks. Use certified test reports for critical designs.
Engineering note: Inconel 718’s aged condition yields substantially higher static strength and improved creep properties; this usually makes it the go-to for high-stress high-temperature rotating parts, bolts, and structural members in aerospace and power generation. Inconel 625’s combination of ductility and corrosion resistance makes it preferable for corrosive piping, heat exchangers, chemical process equipment and seawater service.
Corrosion, oxidation and environmental performance
Inconel 625 was formulated primarily for exceptional resistance to pitting, crevice corrosion and chloride-induced stress corrosion cracking, including seawater and chloride-bearing environments. The high nickel and molybdenum content plus Nb produce a stable passive film and enhanced resistance to localized attack. This makes the alloy popular for chemical processing, offshore and marine equipment, and pollution control hardware.
Inconel 718 retains good corrosion resistance for many oxidizing environments and has good oxidation resistance at elevated temperatures, but in highly aggressive chloride or strongly reducing environments it will typically underperform relative to 625. Careful selection of finish, welding procedures, and post-weld heat treatments helps maintain corrosion performance in service-critical parts.
Practical guidance: If chloride pitting, sour service or crevice corrosion is the major risk, 625 is preferred. If mechanical load and creep drive the design and the environment is generally oxidizing or neutral, 718 may be suitable. When both corrosion and high strength are required, consider surface protection strategies, duplex/hybrid constructions, or alternative alloys and coatings.
Fabrication: welding, forming and machining notes
Welding and joining
-
Inconel 625 is highly weldable using common procedures; filler metals with matching chemistry (FM625 or equivalent) yield sound joints with little need for age hardening. The alloy’s lack of a strict precipitation-hardening response reduces susceptibility to weld-induced embrittlement and post-weld cracking.
-
Inconel 718 can be welded, but post-weld heat treatment and age-hardening cycles are often required to restore properties and to avoid strain-age cracking. Welding 718 must follow qualified procedures (for critical applications often to AMS or API acceptance) because precipitation reactions and heat-affected zones influence mechanical performance.
Machining and formability
Machining nickel-base superalloys is challenging due to low thermal conductivity and work hardening.
Table 3 — Comparative machinability and handling
| Aspect | Inconel 625 | Inconel 718 |
|---|---|---|
| Relative machinability (practical shop) | Medium; easier than 718 in many cases | More difficult; work-hardens faster and reduces tool life |
| Recommended tooling practice | Rigid setups, carbide or coated carbide inserts, high cutting forces | Similar tools but tighter process control; interrupted cuts can cause tool failure |
| Cold forming | Good cold formability | Good in annealed condition; aged condition is less ductile |
| Welding distortion control | Lower sensitivity to post-weld aging concerns | Requires strict control and post-weld heat treatments for critical parts |
Empirical studies comparing tool life show 625 can be easier to machine relative to 718 under comparable cutting conditions, giving longer tool life and smoother chip formation in many scenarios. Plan for aggressive coolant, rigid fixturing and controlled feeds to reduce work hardening.
Heat treatment, aging and specification notes
-
Inconel 625: typically sold in solution annealed condition; no complex aging necessary to achieve baseline strength. Heat treatment options primarily involve stabilization anneals or stress relieving for heavy sections. Product specifications vary by form.
-
Inconel 718: requires controlled solution treatment and aging cycles to develop peak properties. Typical aerospace heat treatments are recorded in AMS 5662/AMS 5663 and industry common practice includes solution anneal followed by a two-step aging treatment which produces the γ′/γ″ precipitates that give the alloy its high strength. For critical parts, the aging schedule and cooling rates must be strictly followed.
Specification guidance and certifications: For aerospace components, follow AMS product standards and NADCAP/industry-approved processing where required. For oil and gas, check API/NACE requirements (for sour service) and order material certified to the appropriate standard.
Typical applications and industry selection examples
Inconel 625 common uses
-
Chemical process industry (heat exchangers, feed lines, reactors).
-
Offshore and marine equipment (sea-water piping, subsea hardware).
-
Pollution control and flue gas desulfurization components.
Inconel 718 common uses
-
Aerospace rotating parts, turbine shafts, disks, fasteners and engine components that require high static strength and fatigue life after aging.
-
High-strength bolting, downhole tool components in oilfield service where temperature and mechanical load are dominant.
Hybrid designs and alternatives
When neither alloy alone meets the combined demands of corrosion plus extreme strength, designers sometimes use cladding, welded overlays, sacrificial barriers or mixed-material assemblies. Metallurgical joining and galvanic considerations must be addressed when pairing superalloys with stainless steels or carbon steels.
Cost and market considerations (price ranges and drivers)
Nickel-base superalloy pricing fluctuates with raw material markets (nickel, molybdenum), demand from aerospace and energy, melting and processing pathway (vacuum melting, hot working), certification overhead and product form. Historical and 2025 market assessments place both alloys well above common stainless steels.
Table 4 — Indicative price ranges (mill/processor delivered; market-sensitive)
| Product form & use | Inconel 625 (indicative) | Inconel 718 (indicative) |
|---|---|---|
| Industrial mill bar/sheet (bulk) | ~$40 – $80 per kg | ~$40 – $90 per kg |
| Aerospace-certified processed material | higher due to certification premium | higher; $40–$70 per kg typical for aerospace bar and up to $100/kg for small certified lots |
| Additive (powder) | can exceed $80–$120 per kg depending on particle spec | similar or higher for 718 powders used in AM processes |
Market reporting and indexes show that 625 and 718 trade in overlapping bands, with occasional premiums to 718 for aerospace-certified material. Prices vary by supplier, lot size, lead time and form; always request quotes under the exact spec and quantity.
Cost drivers to consider
-
Nickel and molybdenum commodity prices
-
Melting process (vacuum induction/VAR and remelting steps)
-
Certification level and traceability requirements
-
Machining allowance and scrap losses due to difficult cutting
-
Heat treatment and secondary processing needs
Comparative selection checklist and engineering recommendations
Use this checklist in component specification documents and procurement requests.
When to specify Inconel 625
-
Corrosion environment includes chlorides, seawater, or acidic service.
-
Critical need for weldability and simpler post-weld treatments.
-
Moderate strength is acceptable; higher ductility is desired.
-
Cost sensitivity favors avoiding complex aging cycles.
When to specify Inconel 718
-
Design loadings require maximum tensile and creep strength in 300–650°C range.
-
Fatigue life under high tensile stresses is a priority.
-
Component will be heat treated and processed to AMS/API-quality controls.
-
Post-weld heat treatment and controlled aging can be accomplished.
If both corrosion and high strength are required
-
Evaluate cladding, bimetallic assemblies, coatings, or alternative superalloys.
-
Consider corrosion testing under representative conditions and review NACE/API requirements for sour service.
-
Discuss tradeoffs with materials and processing suppliers early; procurement must capture heat-treatment and certification needs.
Frequently asked questions
-
Which alloy is stronger at room temperature?
Inconel 718 in its properly aged condition shows higher tensile and yield strength than 625. -
Which alloy is better for seawater piping?
Inconel 625 generally performs better in chloride-rich seawater environments thanks to its molybdenum-enriched chemistry. -
Is Inconel 718 more difficult to machine?
Yes, 718 commonly work-hardens more and shortens tool life; machining requires controlled feeds, rigid tooling and optimized inserts. -
Do either alloy require special welding filler metals?
For 625, matching FM625 filler metals are common and welding is straightforward. For 718, specialized filler and post-weld aging may be required to restore high strength and avoid cracking. -
Can 625 be age-hardened like 718 to increase strength?
No, 625 derives strength from solid-solution elements; it is not an age-hardening alloy in the same way 718 is. Attempting precipitation treatments does not produce the same gamma prime/gamma double prime structure. -
Which alloy is better for cryogenic service?
Both alloys have good cryogenic toughness; specification and testing are required, but 718 has recognized cryogenic applications when processed correctly. -
Which one resists sulfidation and high temperature oxidation better?
Both have good oxidation resistance; 718 provides excellent high-temperature strength and reasonable oxidation resistance; 625 resists certain corrosive environments particularly well. Select based on the exact chemical environment and temperature. -
How significant is the price difference?
Prices overlap and depend on form and certification; aerospace 718 often carries premiums. For budgetary estimates use market indexes and supplier quotes. -
Are there greener alternatives with lower nickel content?
Some duplex stainless steels or high-alloy stainless families can displace nickel alloys in limited scenarios, but none match the combined corrosion resistance and high-temperature strength of these Inconels. Lifecycle analysis helps determine true cost. -
What standards should be specified on purchase orders?
Include the UNS number, mill spec (AMS/ASTM/API as required), heat treatment condition (annealed/aged), required certifications and traceability. For aerospace list AMS or OEM specs; for oil and gas reference NACE/API where appropriate.
