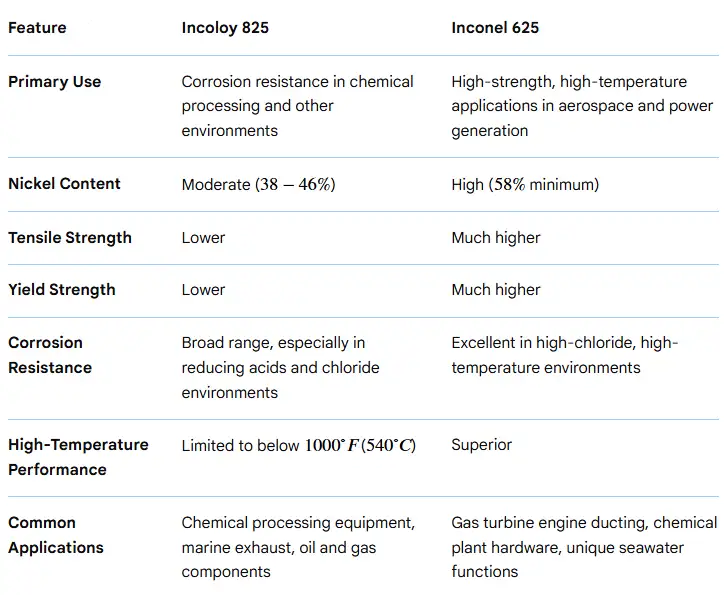
Incoloy 825 and Inconel 625 are both nickel-base alloys used where corrosion resistance and service reliability matter, but they are optimized for different environments. Choose Inconel 625 when you need higher strength, superior resistance to pitting, crevice attack and chloride-induced stress-corrosion cracking, or when elevated temperature mechanical performance is critical. Choose Incoloy 825 when resistance to reducing acids (notably sulfuric and phosphoric acids), good general corrosion resistance in mixed oxidizing/reducing media, and cost efficiency for many aqueous chemical service cases are primary requirements.
1. Background and alloy family context
Both alloys are nickel-base, austenitic materials developed for corrosion resistance and performance in demanding chemical, marine and energy applications. They were created to meet particular service needs:
-
Inconel 625 (UNS N06625) is a nickel-chromium-molybdenum alloy stabilized with niobium that was developed for high strength and exceptional resistance to pitting, crevice corrosion and chloride stress-corrosion cracking. It is widely used in chemical process, marine, aerospace and oil & gas environments where localized attack and mechanical strength at elevated temperature are concerns.
-
Incoloy 825 (UNS N08825) is a nickel-iron-chromium alloy with added molybdenum, copper and titanium that was developed for resistance to both oxidizing and reducing acids, and for resistance to chloride stress-corrosion cracking in many aqueous environments. It is commonly specified for acid processing, nuclear reprocessing, pickling lines, alloy piping systems and some oil & gas applications that emphasize resistance to sulfuric and phosphoric acid attack.
These high-nickel alloys are not stainless steels. Their alloying strategy uses nickel as the matrix former plus deliberate additions (Mo, Nb, Cu, Ti) to tailor localized corrosion resistance, mechanical strength and weldability.

2. Quick comparison summary
| Attribute | Inconel 625 (UNS N06625) | Incoloy 825 (UNS N08825) |
|---|---|---|
| Primary design aim | High strength + resistance to pitting/crevice + SCC resistance | Broad corrosion resistance in oxidizing and reducing acids; resistance to chloride SCC |
| Typical Ni content | ~58–63% | ~38–46% |
| Key alloying elements | Cr ~20–23%, Mo ~8–10%, Nb/Ta ~3.5–4.5% | Cr ~19.5–23.5%, Mo ~2.5–3.5%, Cu 1.5–3%, Ti 0.6–1.2% |
| Strength (room temp) | Higher (solid-solution, Nb/Mo strengthening) | Moderate |
| High temperature capability | Excellent up to ~980°C (service dependent) | Good to ~538°C (1000°F) typical recommended limits |
| Resistance to pitting/crevice | Superior | Good but inferior to 625 in chloride environments |
| Resistance to sulfuric/phosphoric acids | Good but 825 often preferred for concentrated sulfuric | Especially good; commonly selected |
| Weldability | Excellent; Nb stabilizes against sensitization | Excellent; stabilized with Ti to limit sensitization |
| Common standards | ASTM B443/B446, AMS specs | ASTM B423/B424/B425 for pipe/tube forms |
| Typical uses | Marine attachments, chemical process, heat exchangers, subsea components, rocket motor parts | Chemical plants, pickling equipment, pollution control, acid handling, some oil & gas piping |
This summary encapsulates the practical differentiation most engineers use when choosing between the two alloys. Sources and datasheets referenced below provide the numerical chemistry and performance data.
3. Chemical composition and metallurgy
Nominal chemical composition (comparison table)
Below are typical composition ranges used in specifications; always confirm mill certificates for purchased material.
| Element (wt %) | Inconel 625 (typical spec ranges) | Incoloy 825 (typical spec ranges) |
|---|---|---|
| Nickel (Ni) | 58.0–63.0 | 38.0–46.0 |
| Chromium (Cr) | 20.0–23.0 | 19.5–23.5 |
| Iron (Fe) | 3.0–5.0 | ≥22.0 |
| Molybdenum (Mo) | 8.0–10.0 | 2.5–3.5 |
| Niobium + Tantalum (Nb+Ta) | 3.15–4.15 | trace/none |
| Copper (Cu) | 0–0.5 | 1.5–3.0 |
| Titanium (Ti) | 0.2–0.6 (trace) | 0.6–1.2 |
| Carbon (C) | ≤0.10 | ≤0.05 |
| Manganese (Mn) | ≤0.50 | ≤1.0 |
| Silicon (Si) | ≤0.50 | ≤0.50 |
| Phosphorus (P) | ≤0.015 | ≤0.045 |
| Sulfur (S) | ≤0.015 | ≤0.030 |
Notes:
-
The above are rounded representative ranges; consult product datasheets or the mill test certificate for exact limits on a given heat. Manufacturer datasheets list composition tables and are the authoritative source for procurement checks.
Metallurgical roles of major elements
-
Nickel stabilizes the austenitic matrix, provides ductility and general corrosion resistance.
-
Chromium provides oxidation resistance and a baseline for corrosion resistance.
-
Molybdenum strongly increases resistance to pitting and crevice corrosion in chlorides. Higher Mo in 625 is a key reason for its superior localized corrosion resistance.
-
Niobium (Nb) in 625 binds carbon and helps create solid-solution strengthening; it prevents sensitization during welding.
-
Copper in 825 aids resistance to sulfuric acid and reducing conditions.
-
Titanium in 825 stabilizes carbides and reduces intergranular attack risk after welding.
4. Microstructure and strengthening mechanisms
Both alloys are austenitic nickel-base solid solutions, but their strengthening and microstructural stability differ:
-
Inconel 625: Strength arises mainly from solid solution strengthening (Mo, Nb) and the presence of fine carbide or intermetallic precipitates under certain heat treatments. Niobium also forms stable carbides and niobium-rich regions that resist grain-boundary sensitization and permit higher strength at temperature. This gives alloy 625 high tensile and creep strength.
-
Incoloy 825: It is a stabilized austenitic alloy (Ti addition) with moderate solid solution strengthening from Mo and Cu. It is not a precipitation-hardenable material in normal service; the microstructure remains ductile and corrosion resistant across a wide temperature range. Stabilization with Ti reduces susceptibility to intergranular corrosion after welding.
Practical implication: 625 will retain stronger mechanical properties at elevated temperature and under stress; 825 will be easier to form in some cases and is tailored for chemical resistance rather than elevated temperature load carrying.
5. Mechanical properties and temperature limits
Representative mechanical data (typical)
Values depend on product form and heat treatment. Use manufacturer datasheets for procurement acceptance.
| Property | Inconel 625 (typical, annealed) | Incoloy 825 (typical, annealed) |
|---|---|---|
| Density | 8.44 g/cm³ | ≈8.0 g/cm³ |
| Tensile strength (UTS) | ~795–965 MPa (115–140 ksi) depending on product | ~485–655 MPa (70–95 ksi) depending on product |
| Yield strength (0.2% offset) | ~415–690 MPa | ~205–430 MPa |
| Elongation (in 2 in) | 30–50% | 30–50% |
| Hardness (HRB/HRC) | Varies; typically higher than 825 | Lower than 625 |
| Service temperature | Cryogenic to >900°C in some applications | Commonly used up to ~538°C (1000°F); consult spec |
| Creep/rupture resistance | Superior at elevated temperature | Moderate |
These property ranges show the clear strength advantage of 625 at room and elevated temperature. For structural or pressure-containing components exposed to elevated temperatures, 625 is often preferred.
6. Corrosion behavior — how they differ in real environments
General performance overview
-
Pitting and crevice corrosion in chloride environments — Inconel 625, with its high molybdenum content and niobium stabilization, consistently outperforms Incoloy 825. Alloy 625 exhibits superior resistance to localized attack and chloride-induced stress-corrosion cracking.
-
Reducing acids such as sulfuric and phosphoric — Incoloy 825 has long been used for concentrated sulfuric and phosphoric acid service because its combination of Ni, Mo and Cu gives good resistance in reducing acid conditions. For some concentrated acid services, 825 is the more economical, better-performing choice.
-
Sour service (H2S/CO2) — Both alloys have good performance but selection depends on temperature, partial pressures and presence of elemental sulfur. Industry selection guides and NACE/ISO standards should be consulted for NACE MR0175/ISO 15156 compatibility. Nickel Institute guidance provides comparative behavior charts for 825 and 625 in CO2/H2S service conditions.
-
Oxidizing high temperature — Inconel 625 is engineered for oxidation resistance at higher temperatures and maintains mechanical strength better than 825 at elevated service temperatures. This is why 625 is commonly found in heat exchanger, turbine and aerospace components.
Practical corrosion-selection examples
-
Seawater/marine environments: Prefer Inconel 625 for fittings, fasteners and subsea components that will see chlorides, biofouling, and high mechanical stress. 825 can be used for piping where high-strength limiting factors are not present and where acid contaminants are minimal.
-
Chemical plant acid lines: For sulfuric acid pickling lines and phosphoric acid processing, Incoloy 825 often outperforms 625 and is specified for its resistance to these reducing acid chemistries.
-
Heat exchangers with mixed chlorides and high temperature: If pitting risk and chloride stress are significant at elevated temperature, Inconel 625 is the safer, higher-cost option. For milder conditions, 825 can be cost-effective.
7. Fabrication, welding and heat treatment
Weldability and joining
Both alloys are readily weldable using standard nickel alloy procedures, but there are differences:
-
Inconel 625: Niobium addition stabilizes the alloy and reduces sensitization. Filler metals are available (matching UNS N06625 consumables). Common welding methods: GTAW, GMAW, SMAW, and specialized processes for thick sections. Preheat is normally not required; post-weld heat treatment is rarely necessary for corrosion service.
-
Incoloy 825: Titanium stabilization reduces the risk of intergranular attack after welding. Matching filler metals are available. Typical welding processes are similar to 625. Control of heat input and avoidance of contamination are standard best practices.
Forming and machining
-
Forming: Both alloys are ductile in the annealed condition and can be cold formed, though Inconel 625 is stronger and may require higher forces.
-
Machining: Both are tougher than common stainless steels to machine; 625’s higher strength and work hardening can make machining slower and tool-intensive. Use carbide tooling, coolant and conservative feeds.
Heat treatment
-
Neither alloy is commonly strengthened by conventional precipitation hardening heat treatment for corrosion service. 625 achieves much of its strength via solid solution strengtheners; careful thermal cycles are required if elevated temperature service is expected to avoid unwanted precipitates that can reduce corrosion resistance.
8. Applicable standards and product forms
Common product standards and forms differ by alloy:
-
Inconel 625: Commonly supplied to ASTM B443 / ASME SB-443 for sheet, plate and strip; ASTM B446 for bar and billet; AMS standards such as AMS 5599 for plate. Forms: plate, sheet, welded and seamless pipe and tube, bar, forgings, wire, fasteners.
-
Incoloy 825: Commonly supplied to ASTM B423 for seamless pipe and tube, ASTM B424/B425 for welded pipe/tube and fittings in various product forms. Forms include seamless and welded pipe, tube, bar, plate and wire.
When specifying material for purchase, always include the UNS number, required product form, heat treatment condition, and the exact ASTM/ASME/AMS specification in the purchase order.
9. Typical applications and industry use cases
Where Inconel 625 is commonly used
-
Subsea components and fasteners requiring high resistance to chloride pitting and SCC
-
Chemical process equipment exposed to chlorides, halogenated organics and oxidizing mixtures
-
Heat exchangers, furnace components and high-temperature structural parts
-
Aerospace components and engine parts where high temperature strength and corrosion resistance are essential
-
Nuclear and pollution control equipment where galling, wear and localized corrosion are concerns.
Where Incoloy 825 is commonly used
-
Sulfuric acid and phosphoric acid process equipment and piping
-
Acid pickling and chemical handling lines
-
Pollution control scrubbers and flue gas desulfurization components
-
Oil & gas tubular goods and piping where moderate chloride presence exists but reducing acid resistance and cost are key concerns
-
Nuclear fuel reprocessing equipment in some designs.
Selecting between them requires matching the service chemistry, temperature, mechanical loading and life expectancy.
10. Selection matrix: practical decision rules
Use the matrix below to make an initial alloy choice. Final selection should be validated with corrosion testing and materials engineering analysis using project-specific conditions.
| Service condition | Preferred alloy |
|---|---|
| High chloride content, risk of pitting or crevice corrosion | Inconel 625 |
| High mechanical load at elevated temperature | Inconel 625 |
| Concentrated sulfuric or phosphoric acid service | Incoloy 825 |
| Mixed oxidizing/reducing aqueous chemistries at moderate temperature | Incoloy 825 or 625; evaluate acid composition and chloride content |
| Sour service H2S/CO2 — low temp to moderate temp | Evaluate per NACE MR0175/ISO 15156; both may qualify — check detailed limits |
| Cost-sensitive non-specialist piping where strong localized corrosion risk is low | Incoloy 825 |
| Fasteners or small components where highest localized corrosion resistance is needed | Inconel 625 |
Always run a project-level corrosion assessment and consult NACE, Nickel Institute and material vendor guidance for compatibility and qualification tests.
11. Testing, inspection and qualification recommendations
When procuring or qualifying piping, vessels or components in these alloys, adopt the following checks:
-
Mill test certificates: Confirm UNS number, actual chemical analysis for Mo, Nb, Cu, Ti; ensure heat number traceability.
-
Mechanical testing: Tensile and hardness tests per relevant ASTM/ASME specification; impact testing if low-temperature service is possible.
-
NDT: RT/UT for pressure components, liquid penetrant or magnetic particle for welds as required.
-
Corrosion testing: For critical services, perform coupon immersion tests, electrochemical testing, and crevice corrosion testing under project conditions.
-
Sour service qualification: Verify NACE MR0175/ISO 15156 compliance using the most recent editions and material manufacturer guidance. Nickel Institute documents provide valuable quantitative corrosion maps.
12. Cost, supply chain and procurement notes
-
Relative cost: In general, Inconel 625 is higher cost than Incoloy 825 due to higher nickel and molybdenum and niobium content. Price sensitivity depends on global nickel and molybdenum markets.
-
Availability: Both alloys are common, but specific forms and sizes (heavy plate, large forgings, long seamless pipe) can have lead times. Early engagement with suppliers for long-lead items is recommended.
-
Specification clarity: Use UNS number, ASTM/ASME spec, required product form, acceptance testing, and any NACE/ISO qualifications in the PO. Require mill certificates and non-destructive test reports with delivery.
13. Failure modes and service lessons
Common failure modes and how to mitigate them:
-
Pitting/crevice corrosion in chloride service: Use alloy with higher Mo and Nb (Inconel 625) or mitigate with lowered chloride activity, cathodic protection, and proper design to avoid stagnant crevices.
-
Intergranular attack after welding: Use stabilized grades and proper welding consumables; both alloys include elements (Ti in 825, Nb in 625) that limit sensitization. Control heat input and use full penetration welds for pressure piping.
-
Stress-corrosion cracking: Reduce tensile stresses, select higher SCC-resistant alloy (625 for chloride SCC), and control environmental chemistry and temperature.
-
Unexpected acid attack: Match alloy to acid type; Incoloy 825 is favorable for some sulfuric and phosphoric acid applications, while 625 is preferred for oxidizing high-temperature chloride systems. Always test for your specific process concentration and temperature.
14. Pros and cons quick reference
Inconel 625
Pros
-
Excellent localized corrosion resistance (pitting, crevice) and chloride SCC resistance.
-
High strength at room and elevated temperatures.
-
Excellent oxidation resistance for higher temperature service.
Cons -
Higher material cost.
-
More difficult to machine than lower strength alloys.
Incoloy 825
Pros
-
Excellent resistance to reducing acids such as sulfuric and phosphoric.
-
Good general corrosion resistance in aqueous environments.
-
Typically more economical than 625 for many chemical services.
Cons -
Lower resistance to pitting and crevice corrosion in chloride-rich environments than 625.
-
Lower high-temperature strength.
15. Recommended specification language for purchase orders
Example short clause for specifying the material:
“Material shall be Inconel 625 per UNS N06625, ASTM B443 (plate/sheet) or ASTM B446 (bar), delivered in annealed condition with full mill test certificates, NDT reports and chemical analysis confirming Mo ≥ 8.0 wt% and Nb ≥ 3.0 wt%. For piping, specify ASME/ASTM pipe/tube specification and include NACE MR0175/ISO 15156 qualification where applicable.”
For Incoloy 825, replace UNS and ASTM references accordingly (UNS N08825, ASTM B423/B424 etc.) and require confirmation of Cu and Ti in the analysis.
16. FAQs
1. Which alloy resists seawater best, Inconel 625 or Incoloy 825?
Inconel 625 typically performs better in seawater and chlorinated environments due to higher molybdenum content and niobium stabilization which give superior resistance to pitting, crevice corrosion and chloride SCC.
2. Is Incoloy 825 suitable for sulfuric acid service?
Yes. Incoloy 825 is frequently specified for sulfuric and phosphoric acid processing because copper and molybdenum additions improve resistance in many reducing acid conditions. Always check concentration and temperature limits with corrosion testing.
3. Can I substitute 625 for 825 to be conservative?
Technically you can substitute 625, but it may be over-specification and costlier. Verify that 625’s mechanical and metallurgical properties are compatible with process requirements and welding procedures before substituting.
4. Which is stronger at elevated temperatures?
Inconel 625 has significantly higher strength at elevated temperatures compared with Incoloy 825 and is commonly selected for high-temperature structural applications.
5. Are both alloys compatible with NACE MR0175/ISO 15156 sour service requirements?
Compatibility depends on temperature, H2S partial pressure, and chloride content. Both alloys can be used in sour service in some conditions but must be qualified per the latest NACE/ISO guidelines and vendor data. Consult the Nickel Institute and material vendor for quantitative limits.
6. Is post-weld heat treatment required?
Generally not for corrosion service with these alloys because they are stabilized, but specific pressure-vessel codes or design requirements may call for PWHT. Follow the applicable ASME codes and supplier recommendations.
7. Which is easier to machine?
Neither is as easy to machine as common stainless steels; Incoloy 825 is somewhat easier because of lower strength, while 625 work hardens more and may require heavier tooling.
8. Does Inconel 625 resist chloride stress-corrosion cracking completely?
No alloy is completely immune, but 625 shows near-complete freedom from chloride-induced SCC in many industry tests and service histories. Still, avoid tensile stresses, design to prevent crevices, and control environment when possible.
9. What specifications should I request on the PO?
Include UNS number, specific ASTM/ASME or AMS standard, product form and condition, required mechanical tests, NDT requirements, and mill test certificates. For corrosive or sour environments, require NACE/ISO qualification documentation.
10. How to choose between 625 and 825 quickly?
Ask two questions: will the service expose components to high chloride activity, high temperature or require high strength? If yes choose 625. If the key risk is concentrated reducing acids like sulfuric/phosphoric and moderate temperatures, choose 825.
17. Testing and qualification checklist
-
Confirm UNS number and mill certificate chemistry
-
Mechanical tests per spec (UTS, yield, elongation)
-
Impact tests if required by low-temperature service
-
NDT on pressure components per ASME codes
-
Corrosion qualification tests for project chemistry and temperature
-
NACE MR0175/ISO 15156 checks for sour service
18. Closing practical notes
-
Always obtain vendor design guidance and field test data when specifying these alloys for critical services. Manufacturer technical bulletins summarize composition and service guidance; the Nickel Institute and ASME/NACE publications provide industry practice for qualifying materials in corrosive and sour environments. Combine that technical guidance with project-level corrosion testing where service chemistry, temperature or combined stress could produce unexpected degradation.
19. Authoritative references
- INCONEL® alloy 625 — Technical Bulletin, Special Metals Corporation
- INCOLOY® alloy 825 — Technical Bulletin, Special Metals Corporation
- Corrosion Resistant Alloys in the Oil and Gas Industry — Nickel Institute (selection guidelines)
- MatWeb / ASM Material Data — INCONEL alloy 625 datasheet
- AZoM technical article — Incoloy alloy 825 (UNS N08825)
