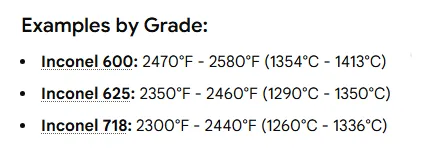
Inconel-Legierungen schmelzen nicht an einem einzigen Punkt, sondern über einen großen Temperaturbereich. Typische, in der Industrie verwendete Nickel-Chrom-Sorten weisen Solidustemperaturen auf, die ungefähr zwischen 1.260°C und 1.350°C und Liquidustemperaturen bis zu etwa 1.336°C bis 1.350°Cabhängig von der jeweiligen Sorte. Für praktische Schmelz-, Schweiß-, Ofenbeschickungs- und Gießarbeiten behandeln Inconel 718625 und verwandten Legierungen gemäß den veröffentlichten Schmelzbereichen und empfohlenen Verarbeitungsfenstern, um Heißrissbildung, unerwünschte Phasenbildung oder übermäßigen Elementverlust zu vermeiden.
Was bedeutet "Schmelztemperatur" bei Superlegierungen?
Bei komplexen Nickelbasislegierungen bezieht sich der Begriff der Schmelztemperatur nicht auf eine einzige scharfe Zahl. Zwei technische Punkte haben das meiste Gewicht: solidus ist die Temperatur, bei der die erste Flüssigkeit während des Erhitzens auftritt, und liquidus ist die Temperatur, bei der sich der letzte Feststoff in Flüssigkeit auflöst. Die Spanne zwischen diesen beiden Werten bildet den Schmelzbereich der Legierung. In der Praxis sagt dieser Bereich den Metallurgen und Gießern, wie viel Überhitzung erforderlich ist, um eine vollständig flüssige Charge ohne übermäßige Verdampfung oder Entmischung zu erhalten. Bei den Mitgliedern der Inconel-Familie ist der Schmelzbereich hoch, und sie müssen mit speziellen Ofenregimen behandelt werden.
Kurzübersicht: Schmelzbereiche für gängige Inconel-Sorten
| Legierung | Typischer Solidus (°C) | Typischer Liquidus (°C) | Typischer Schmelzbereich (°C) |
|---|---|---|---|
| Inconel 718 | ~1,260 | ~1,336 | 1,260 - 1,336. Gemeldete Werte 1,260 - 1,338. |
| Inconel 625 | ~1,290 | ~1,350 | 1,290 - 1,350. Gemeldeter Schmelzbereich 1,290 - 1,349/1,350. |
| Inconel 600 | ~1,410 | ein einzelner Punkt bei 1,413 gemeldet (variiert je nach Spezifikation) | Höher als 718/625, oft nahe 1.400+ °C. |
| Repräsentative Zusammenfassung (für Ingenieure) | 1.260 °C bis 1.413 °C (je nach Sorte) | - | Die genauen Zahlen finden Sie auf dem Datenblatt der jeweiligen Klasse. |
Anmerkungen: Die oben genannten Zahlen stammen aus den technischen Merkblättern der Hersteller und den maßgeblichen Werkstoffdatenbanken. Bei der Planung von Schmelz- oder Schweißarbeiten sind stets die Bescheinigung des Lieferanten und aktuelle Datenblätter heranzuziehen.
Warum der Schmelzbereich zwischen den Inconel-Sorten variiert
Superlegierungen auf Nickelbasis sind absichtlich komplex. Jede Sorte enthält verschiedene Haupt- und Nebenlegierungselemente: Chrom, Molybdän, Niob, Eisen, Titan, Aluminium und Spurenzusätze. Diese beeinflussen die Phasenstabilität in der Nähe des Schmelzintervalls. Zwei Hauptgründe für die Unterschiede:
-
Unterschiedliche Chemie verändert den Liquidus/Festkörper durch Änderung der Phasenbildungsenergien. Elemente, die den Schmelzpunkt herabsetzen, führen zu breiteren oder niedrigeren Bereichen.
-
Mikrostrukturelle Phasen die bei unterschiedlichen Temperaturen schmelzen, schaffen eine Spanne zwischen der ersten Schmelze und der vollständigen Verflüssigung.
Da Produktionstoleranzen und der Wärmeverlauf die lokale Zusammensetzung beeinflussen, kann sich reales Chargenmaterial etwas anders verhalten als in den Handbüchern angegeben. Daher müssen die Schmelzvorgänge in der Werkstatt sorgfältig gesteuert und die Temperatur kontrolliert werden.
Solidus vs. Liquidus: Metallurgie und praktische Auswirkungen
Das Verständnis von Solidus und Liquidus führt zu praktischen Regeln:
-
Bei Arbeiten in der Nähe des solidusDurch partielles Schmelzen können sich niedrigschmelzende Eutektika bilden, die bei der Warmumformung zu Kurzschlüssen oder Rissen führen.
-
Wenn die Heizung über liquiduswird eine vollständige Schmelze erreicht, aber die Energiekosten und das Verdampfungsrisiko steigen. Bei einigen Elementen führt ein längerer Aufenthalt bei hoher Temperatur zu einer Drift der Zusammensetzung.
-
Beim Schweißen und Hartlöten wird bei der Kontrolle des Schweißbades ein lokales Liquidus-Verständnis zugrunde gelegt, während die Wärmebehandlung nach dem Schweißen auf die Wiederherstellung des Mikrogefüges abzielt, ohne kritische Schmelzintervalle zu überschreiten.
Bei der Überwachung von Ofenzyklen sollten die Thermoelemente so kalibriert und platziert werden, dass sie repräsentative Metalltemperaturen und nicht nur die Ofenatmosphäre anzeigen. Für Inconel 718 und 625 geben die Hersteller Solidus- und Liquiduszahlen an, die als Richtwerte für Schmelz-, Schmiede- und Wärmebehandlungsfenster dienen.
Wie wichtige Legierungselemente das Schmelzverhalten beeinflussen
Kurze Übersicht über die gängigen Elemente und ihre typischen Auswirkungen auf den Schmelzbereich:
-
Niob und Titan fördern typischerweise Verfestigungsphasen, die die Temperatur erhöhen können, bei der die Legierung ihre festen Eigenschaften behält.
-
Molybdän und Chrom beeinflussen die Hochtemperaturfestigkeit und können das Schmelzverhalten geringfügig beeinflussen.
-
Eisen verhält sich in Bezug auf den Schmelzpunkt nahezu inert, verändert jedoch die Dichte und die mechanischen Eigenschaften.
-
KohlenstoffSchwefel und Phosphor bilden in geringen Mengen Eutektika mit niedrigem Schmelzpunkt, die die Gefahr von Heißrissen mit sich bringen.
Die Auswahl von Schrott- oder Pulverrohstoffen mit kontrollierter Zusammensetzung verhindert ein unerwartetes Schmelzverhalten. Bei Pulvern für die additive Fertigung begrenzt eine strenge Kontrolle der Zusammensetzung die Schwankungen der Fluiddynamik im Schmelzbad. In den technischen Merkblättern der Hersteller werden diese Punkte für jede Sorte erläutert.
Empfohlene Schmelz- und Ofenpraxis für Inconel 625 und 718
| Operation | Empfohlenes Temperaturfenster (°C) | Praktischer Hinweis |
|---|---|---|
| Schmelzen von Inconel 718 (Vollschmelze) | 1.340 bis 1.420 (typische Schmelzpraxis verwendet nahezu Liquidus + Marge) | Verwenden Sie ein Vakuum oder eine kontrollierte Atmosphäre, um Oxidation und Elementverluste zu begrenzen; überwachen Sie die Entmischung von Niob und Titan. |
| Schmelzen von Inconel 625 (Vollschmelze) | 1,350 bis 1,450 | Kurze Haltezeiten in der Spitze einhalten, um die Verdunstung flüchtiger Bestandteile zu verringern. |
| Vorwärmen der Warmarbeit | 980 bis 1.150 | Durch gleichmäßiges Vorheizen werden rissverursachende thermische Gradienten reduziert. |
| Lösungsglühen (typische Referenz) | 980 bis 1,020 für bestimmte Schritte der Wärmebehandlung | Beachten Sie die Wärmebehandlungsspezifikationen des Herstellers für die jeweilige Produktform. |
Wichtig: Die obigen Zahlen sind praktische Hinweise. Ziehen Sie vor der Einstellung von Ofenprogrammen immer das spezifische Materialdatenblatt des Lieferanten zu Rate.
Temperaturerwägungen beim Schweißen, Hartlöten und bei der additiven Fertigung
-
Schweißen: Inconel 718 und 625 erfordern Zusatzwerkstoffe, die auf die Grundchemie abgestimmt sind. Kontrollieren Sie die Wärmezufuhr, um die Kornvergröberung zu begrenzen und eine Verflüssigung an den Korngrenzen zu verhindern. Vermeiden Sie lange Verweilzeiten oberhalb der Temperatur, bei der sich niedrigschmelzende Phasen bilden. Eine Wärmebehandlung nach dem Schweißen stellt oft die gewünschten Eigenschaften wieder her.
-
Hartlöten: Beim Hartlöten wird ein niedriger schmelzendes Zusatzlot verwendet. Wählen Sie ein Lot mit kompatibler Wärmeausdehnung. Vorreinigung und Auswahl des Flussmittels sind wichtig für Oxidschichten.
-
Additive Fertigung: Das pulverförmige Ausgangsmaterial schmilzt in örtlich begrenzten Pools, die weit über den Liquidus reichen. Pulverchemie, Schichtüberlappung und Abkühlungsraten des Schmelzbads bestimmen Mikrostruktur und Porosität. Charakterisierung der gedruckten Proben durch Schmelzbereichsverhalten und Mikrohärteprüfung.
Für jedes Fügeverfahren sind qualifizierte Verfahren und Schweißverfahrensspezifikationen zu beachten, die für die jeweilige Legierungssorte geschrieben wurden.
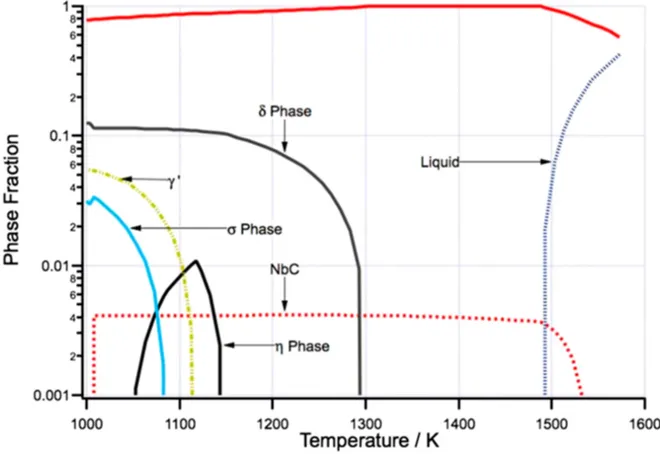
Thermische Auswirkungen auf die mikrostrukturelle Heterogenität von Inconel 718
Gieß- und Schmiedetemperaturfenster und Fehlerkontrolle
-
Gießen: Die Gießtemperatur sollte leicht über dem Liquidus liegen, um die Füllung zu gewährleisten, aber nicht so hoch sein, dass die Feuerfestmasse angegriffen wird oder eine übermäßige Schwindungsporosität entsteht. Verwenden Sie ein geeignetes Speiserdesign, um die Schrumpfung zu speisen. Kontrollieren Sie die Abkühlung, um die Entmischung von Elementen wie Niob zu vermeiden, die niedrig schmelzende intermetallische Verbindungen bilden.
-
Schmieden: Führen Sie die Verformung oberhalb der Rekristallisationstemperatur durch, aber unterhalb der Bereiche, in denen ein Schmelzen eintreten könnte. Bei vielen Inconel-Verfahren liegen die Vorwärm- und Arbeitsbereiche zwischen 900°C und 1.200°C. Befolgen Sie die Warmarbeitsgrenzen des Herstellers.
Vergleich mit nichtrostenden Stählen und anderen Nickellegierungen
| Eigentum | Typische Inconel 625/718 | Üblicher Edelstahl (316L) |
|---|---|---|
| Schmelzbereich (°C) | ~1,260 - 1,350 | ~1,370 - 1,405 je nach Besoldungsgruppe |
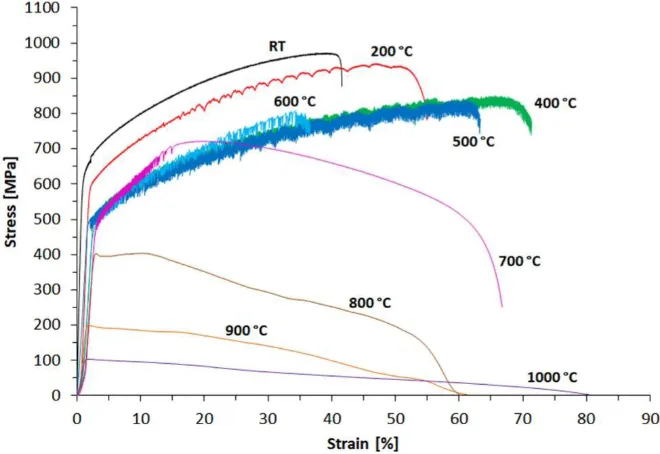
| Hohe Temperaturbeständigkeit | Sehr hohe Festigkeit bis zu 700°C+ | Geringere Festigkeit bei erhöhten Temperaturen |
| Oxidationsbeständigkeit | Überlegen in oxidierenden Umgebungen mit hohen Temperaturen | Gut bei gemäßigten Temperaturen |
| Typische Verwendung | Turbinenteile, Hardware für Verbrennungsanlagen, chemische Anlagen | Druckbehälter, Rohrleitungen, Wärmetauscher |
Ingenieure entscheiden sich für Inconel, wenn Temperatur-, Korrosions- oder Festigkeitsanforderungen die Möglichkeiten von rostfreien Stählen übersteigen. Genaue numerische Vergleiche finden Sie in den Datenblättern der Legierungen.
Preisvergleichskontext und Fabrikpreise
Der Benutzer hat eine Preisvergleichstabelle angefordert. Die Marktpreise für Hochleistungs-Nickellegierungen variieren je nach Weltmarkt für Nickel und Legierungselemente, Losgröße, Form und Lieferant. Die folgende Tabelle zeigt illustrativ Ebenen, um die Entscheidungsfindung zu erleichtern. Betrachten Sie die Angaben als ungefähre Spannen; fordern Sie ein offizielles Angebot für einen festen Preis an.
| Erzeugnisform | Typische Marktspanne (USD/kg) | Typischer Käuferkanal | Hinweis |
|---|---|---|---|
| Inconel 625 bar (kleines Grundstück) | $30 bis $55 pro kg | Vertriebshändler/Lagerhalter | Preisempfindlich gegenüber Nickel- und Molybdänkosten |
| Inconel 718 Platte (industrielle Stückzahl) | $25 bis $50 pro kg | Mühle oder autorisierter Händler | Zertifiziertes Produkt der Mühle verringert das QC-Risiko |
| Rostfreier Stahl 316L (Vergleich) | $3 bis $8 pro kg | Breite Verfügbarkeit | Viel geringere Kosten, andere Leistung |
| MWalloys Werkspreiseintrag (Beispiel) | Kontakt für Werksangebot | Direktes Werk | Fabrikdirekt reduziert oft die Händlermarge; Zertifikat und MOQ anfordern |
Hinweis: Die oben genannten Zahlen sind Schätzungen und schwanken je nach Rohstoffmarkt. Für die Veröffentlichung auf einer Produktseite sollten Sie Ihren Fabrikpreis als "Kontakt für ein Angebot" präsentieren und Vorteile wie Werkszertifikate, Rückverfolgbarkeit der Chargen und Mindestbestellmengen angeben. Wenn Sie Preisinhalte veröffentlichen, datieren Sie die Seite, damit Suchmaschinen und Käufer wissen, wann die Schätzung abgegeben wurde.
Qualitätskontrolle, Prüfverfahren und Überprüfung des Schmelzverhaltens
Schlüsseltests zur Bestätigung des Schmelzens und der Materialintegrität:
-
Differential-Scanning-Kalorimetrie (DSC) für präzise Solidus/Liquidus-Messungen in Laborproben.
-
Thermische Analyse wird in der Gießereipraxis zur Ermittlung von Gefrierkurven während der Erstarrung verwendet.
-
Metallographische Untersuchung um die Entmischung, den Abstand der Dendritenarme und die Verteilung der niedrig schmelzenden Phasen zu untersuchen.
-
Chemische Analyse (ICP/OES), um die Zusammensetzung vor der Schmelze zu bestätigen.
-
Überprüfung der Wärmebehandlung durch Härtetests, Zugversuche und Mikrostrukturprüfungen.
Führen Sie die Werkszertifikate der Lieferanten und führen Sie die Eingangskontrolle kritischer Chargen durch. Wenn das Verhalten der Schmelze vom Datenblatt abweicht, stoppen Sie die Produktion, nehmen Sie eine chemische Probe und führen Sie eine thermische Analyse durch.
Umwelt-, Sicherheits- und Handhabungshinweise für Arbeiten bei hohen Temperaturen
-
Verwenden Sie beim Schmelzen kontrollierte Atmosphären oder ein Vakuum, um Oxidation und Stickstoffaufnahme zu begrenzen.
-
Bieten Sie Schulungen und PSA für Bediener an, die mit Hochtemperatur-Nickellegierungen arbeiten. Nickelverbindungen können Gesundheitsrisiken darstellen, wenn sie in der Luft schweben; kontrollieren Sie Staub und Dämpfe.
-
Achten Sie auf die Verträglichkeit mit feuerfesten Materialien; einige Flussmittel und feuerfeste Materialien reagieren mit Schmelzen auf Nickelbasis.
-
Führen Sie genaue Protokolle der Temperaturzyklen für die Rückverfolgbarkeit und spätere Fehleranalyse.
Es gelten die gesetzlichen Vorschriften und die Sicherheitsstandards am Arbeitsplatz. Wenden Sie sich an die örtlichen Sicherheitsbehörden, wenn Sie Schmelzwerke oder Schweißbetriebe einrichten.
Häufig gestellte Fragen (FAQ)
-
Wie hoch ist die Schmelztemperatur von Inconel 718?
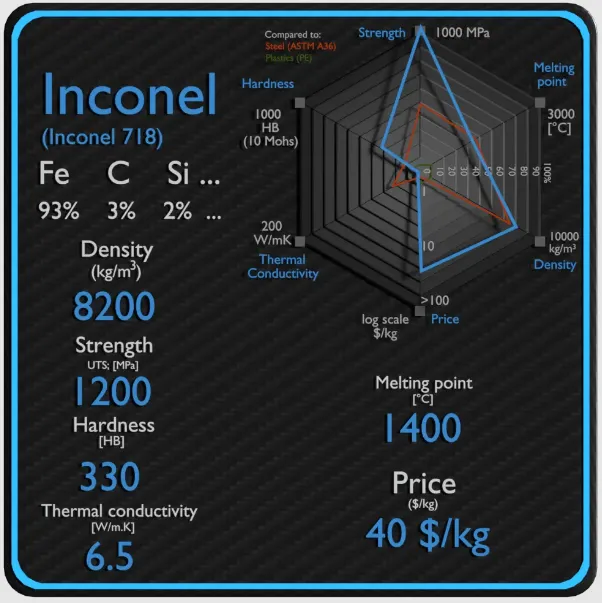
Der Solidus von Inconel 718 liegt in der Regel bei 1.260°C und der Liquidus bei 1.336°C. Verwenden Sie die Daten des Lieferanten für die endgültigen Prozesseinstellungen. -
Wie ist das Schmelzverhalten von Inconel 625 im Vergleich?
Inconel 625 schmilzt in der Regel in einem Bereich zwischen 1.290°C und 1.350°C. Durch die Nickel-Molybdän-Chemie ändern sich die genauen Werte. -
Kann ich Inconel in einem normalen Freiluftofen schmelzen?
Einfaches Schmelzen kann in offenen Öfen erfolgen, aber kontrollierte Atmosphäre oder Vakuum verringern Oxidation und Elementverlust und verbessern die Produktqualität. -
Welche Fehlerrisiken entstehen beim Schmelzen nahe dem Solidus?
Arbeiten in der Nähe des Solidus führt zu partiellem Schmelzen, zur Bildung niedrig schmelzender Eutektika und zu einem höheren Risiko der Heißrissbildung. Halten Sie angemessene Temperaturspannen ein. -
Erfordern diese Legierungen spezielle feuerfeste Materialien?
Ja. Wählen Sie feuerfeste Pfannen und Öfen, die für Nickelbasislegierungen geeignet sind, und bestätigen Sie die chemische Kompatibilität für den langfristigen Einsatz. -
Wie genau müssen Thermoelemente für Inconel-Schmelzen sein?
Verwenden Sie kalibrierte Thermoelemente vom Typ B oder S mit rückführbarer Kalibrierung. Legen Sie die Sonden in repräsentatives Metall, nicht nur in die Ofenatmosphäre. -
Welche Tests nach dem Schmelzen überprüfen die Qualität?
Chemische Analysen, Metallografie und mechanische Tests nach der Wärmebehandlung bestätigen, dass das geschmolzene Material die Spezifikationen erfüllt. -
Ist Inconel für Hochtemperaturarbeiten besser geeignet als rostfreier Stahl?
In Bezug auf Hochtemperaturfestigkeit und Oxidationsbeständigkeit übertrifft Inconel die üblichen nichtrostenden Stähle. Dieser Vorteil rechtfertigt die höheren Kosten unter anspruchsvollen Einsatzbedingungen. -
Wie sollte ich die Schmelzdaten auf den Produktseiten auflisten, um die Käufer zufrieden zu stellen?
Geben Sie Solidus- und Liquiduswerte an, vermerken Sie die Prüfnorm, verlinken Sie zu Datenblättern und geben Sie an, ob es sich um typische oder garantierte Werte handelt. -
Wo kann ich direkte Preise von MWalloys erhalten?
Kontaktieren Sie das MWalloys Verkaufsteam für zertifizierte Angebote. Geben Sie die gewünschte Legierungssorte, Form, Menge und den Lieferort an, um einen Werkspreis und eine Vorlaufzeit zu erhalten.
Praktische Checkliste für Ingenieure vor dem Schmelzen oder Schweißen von Inconel
-
Überprüfen Sie das Werkszertifikat und die eingehende Chemie.
-
Bestätigen Sie den Solidus/Liquidus anhand des Datenblattes des Lieferanten.
-
Wählen Sie die Ofenatmosphäre: Vakuum, inert oder reduzierend.
-
Kalibrieren Sie die Thermoelemente und setzen Sie sie ein.
-
Begrenzen Sie die Haltezeit bei Höchsttemperatur auf die erforderliche Dauer.
-
Führen Sie eine thermische Analyse der Probe durch, wenn die Materialgeschichte unsicher ist.
-
Gussstücke oder Schweißnähte vor der Abnahme metallografisch prüfen.
Quellen und empfohlene Lektüre
Wichtige Datenblätter und Referenzen, die für die Zusammenstellung der oben genannten technischen Punkte verwendet wurden:
-
Technisches Merkblatt für Spezialmetalle, INCONEL-Legierung 718.
-
MatWeb / ASM Werkstoffdaten: Inconel 718 Schmelzpunkt.
-
Technisches Bulletin von Special Metals, INCONEL-Legierung 625.
-
Wikipedia-Einträge für Inconel 625 und 718 (für die wichtigsten Eigenschaften; überprüfen Sie die Herstellerangaben für die Produktion).
-
Technische Hinweise der Industriemetallurgie und der Zulieferer für die Warmumformung und -verarbeitung.
