Inconel 625 Rundstahl ist eine Hochleistungs-Nickel-Chrom-Molybdän-Niob-Legierung (UNS N06625), die gewählt wird, wenn Korrosionsbeständigkeit, hohe Festigkeit ohne Ausscheidungshärtung und Stabilität bei erhöhten Temperaturen erforderlich sind. Für Wellen, Befestigungselemente, Ventilkomponenten und Strukturteile in der Luft- und Raumfahrt, in der Schifffahrt, in der chemischen Industrie und in der Öl- und Gasindustrie bietet die Rundstabform eine gute Bearbeitbarkeit und ein vorhersehbares mechanisches Verhalten, während sie gleichzeitig die Spezifikationen für Stäbe und Stangen wie ASTM B446 und AMS 5666 erfüllt.
1. Was Inconel 625 Rundstahl ist und warum Ingenieure ihn wählen
Inconel 625 ist eine Superlegierung auf Nickelbasis, die sich durch hohe Festigkeit und außergewöhnliche Beständigkeit gegen ein breites Spektrum von korrosiven Medien auszeichnet. In Form von Rundstäben wird die Legierung als warm- oder kaltverformtes Stangenmaterial geliefert, das sich zum Drehen, Bohren, Aufbohren und zur Herstellung von Präzisionswellen, Befestigungselementen und bearbeiteten Komponenten eignet. Die Legierung erreicht ihre hohe Festigkeit hauptsächlich durch Mischkristallhärtung durch Molybdän und Niob und nicht durch Aushärtung, was bedeutet, dass das Material keine komplexen Ausscheidungswärmebehandlungszyklen benötigt, um seine wichtigsten mechanischen Eigenschaften zu erreichen. Dieses Verhalten verringert die Prozesskomplexität für Hersteller, die Stangenmaterial in fertige Komponenten umwandeln.

2. Chemische Zusammensetzung und metallurgische Grundlage der Eigenschaften
Zusammensetzung der Schlüssel (typische Bereiche)
Die Leistungsfähigkeit der Legierung 625 ergibt sich aus ihrer gezielten Chemie. Typische Massenprozentbereiche, die üblicherweise für UNS N06625 angegeben werden, sind:
| Element | Typischer Inhalt (Gewicht %) |
|---|---|
| Nickel (Ni) | ~58 |
| Chrom (Cr) | 20 - 23 |
| Molybdän (Mo) | 8 - 10 |
| Eisen (Fe) | ~5 (Saldo variabel) |
| Niob + Tantal (Nb + Ta) | 3.15 - 4.15 |
| Kobalt (Co) | ≤ 1.0 |
| Mangan (Mn) | ≤ 0.5 |
| Silizium (Si) | ≤ 0.5 |
| Aluminium (Al) | ≤ 0.4 |
| Titan (Ti) | ≤ 0.4 |
| Kohlenstoff (C) | ≤ 0.10 |
| Phosphor (P) | ≤ 0.015 |
| Schwefel (S) | ≤ 0.015 |
| Stickstoff (N) | ≤ 0.05 |
(Die obigen Werte sind repräsentativ für veröffentlichte Datenblätter und Standardspezifikationen für Alloy 625. Die genauen Zusammensetzungsgrenzen sind in den Materialspezifikationen und Einkaufsunterlagen definiert).
Metallurgische Rolle der Hauptelemente
-
Nickel bildet die austenitische Matrix und sorgt für die grundlegende Duktilität und Korrosionsbeständigkeit.
-
Chrom trägt zur Oxidations- und allgemeinen Korrosionsbeständigkeit bei.
-
Molybdän erhöht die Beständigkeit gegen Lochfraß und trägt zur Verfestigung der festen Lösung bei.
-
Niob (Kolumbarium) verbindet sich mit Kohlenstoff und anderen gelösten Stoffen zur Stabilisierung der Matrix, erhöht die Hochtemperaturfestigkeit und trägt dazu bei, Karbidausscheidungen zu unterdrücken, die die Legierung verspröden würden.
-
Geringfügige Zusätze (Ti, Al, Co) Feinabstimmung der Phasenstabilität und des mechanischen Verhaltens.
Da die Legierung den größten Teil ihrer Festigkeit durch diese Mischkristallmechanismen und nicht durch eine martensitische oder ausscheidungshärtende Umwandlung erhält, bleibt Inconel 625 in einem breiten Temperaturfenster stabil und behält seine Zähigkeit auch nach Fertigungsschritten wie Kaltziehen oder Bearbeitung bei.
3. Mechanische Eigenschaften und Temperaturgrenzen
Typische mechanische Eigenschaften (geglühter Zustand)
Die Eigenschaften hängen vom Zustand und der Quelle ab. Nachfolgend sind repräsentative Werte für geglühtes Stangenmaterial aufgeführt, die häufig in den Datenblättern der Lieferanten zu finden sind:
| Eigentum | Typischer Wert (geglüht bei Raumtemperatur) |
|---|---|
| Zugfestigkeit (UTS) | 70 000 - 130 000 psi (480 - 900 MPa), je nach Durchmesser und Zustand |
| Streckgrenze 0,2% Offset | 30 000 - 65 000 psi (200 - 450 MPa) |
| Dehnung in 2 Zoll (50 mm) | 30 - 60% |
| Härte (HRB) | ~90 - 100 (geglüht) |
| Dichte | 8,44 g/cm³ (ca.) |
Hinweis: Kaltverformte Stangen mit kleinerem Durchmesser weisen oft höhere Streck- und Zugfestigkeiten auf als vollständig geglühte Stangen mit größerem Durchmesser. Die genauen Werte für jede Charge finden Sie in den Werkszertifikaten des Lieferanten.
Hochtemperaturverhalten und obere Einsatzgrenze
Die Legierung 625 bewahrt ihre mechanische Integrität bei kryogenen Temperaturen bis zu 980°C (ca. 1800°F), je nach Umgebung; Dauergebrauchstemperaturen werden üblicherweise bis zu etwa 982°C für einige Einsatzbedingungen angegeben, aber Kriechverhalten und Langzeitfestigkeit nehmen mit der Zeit und der Temperatur ab. Für kriechkritische Bauteile sollten die Konstrukteure Langzeitdaten für erhöhte Temperaturen heranziehen und Berechnungen zur technischen Lebensdauer durchführen.
Spannungsriss und Ermüdung
-
Spannungs-Bruchfestigkeit: Die Legierung weist aufgrund der Mischkristallverfestigung durch Mo und Nb eine gute Bruchfestigkeit bei mittelhohen Temperaturen auf.
-
Ermüdungsfestigkeit: Inconel 625 hat im Vergleich zu nichtrostenden Stählen eine bessere Ermüdungsbeständigkeit unter vielen korrosiven und Hochtemperaturbedingungen, was seine Verwendung in Turbinen-, Marine- und Chemieanlagen erklärt.
Verwenden Sie für konstruktionskritische Bauteile die vom Lieferanten bereitgestellten Ermüdungs- und Kriechkurven und befolgen Sie die einschlägigen Normen (ASME, NACE) für die Lebensdauervorhersage und Sicherheitsfaktoren.
4. Standardgrößen, Spezifikationen und Rückverfolgbarkeit
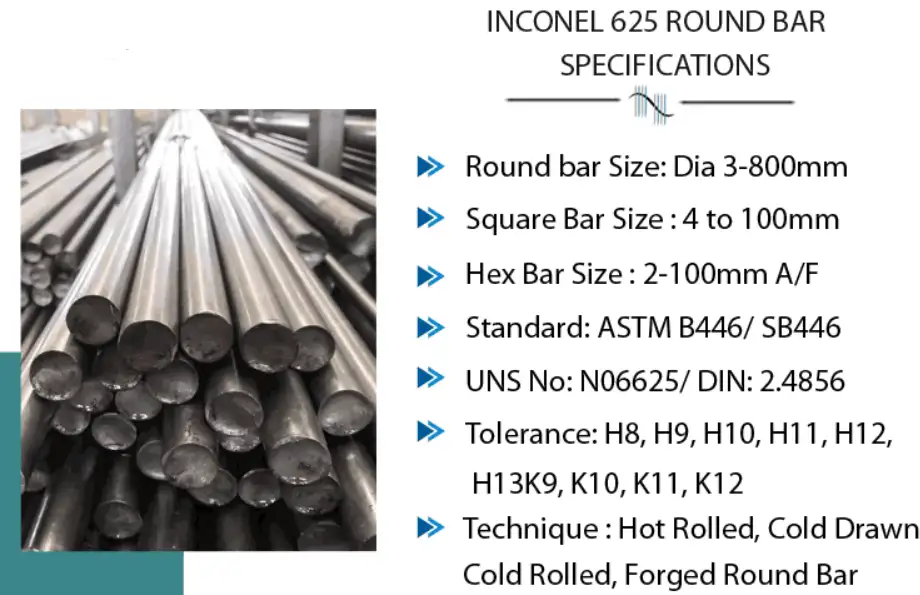
Gemeinsame Spezifikationen für Rundstahl
-
UNS-Bezeichnung: UNS N06625 (gibt die chemische Familie und die allgemeinen Eigenschaften an).
-
ASTM / ASME: ASTM B446 deckt Stangen und Stäbe aus Nickellegierungen (einschließlich 625) in warm- und kaltverformter Form ab; ASME SB-446 ist die entsprechende Code-Referenz.
-
Luft- und Raumfahrt / AMS: AMS 5666 und verwandte AMS-Dokumente werden häufig verwendet, wenn die Kontrolle der Materialquellen und der Wärmebehandlungsabläufe in der Luft- und Raumfahrt erforderlich ist.
Typische Durchmesser und Längen
Die Hersteller liefern Rundstangen in einer Reihe von Standarddurchmessern, von kaltgezogenen Stangen mit kleinem Durchmesser (5 mm und mehr) bis zu großen, grob gedrehten Stangen (bis zu mehreren Zoll, z. B. 4,25 Zoll oder mehr). Die Standard-Walzlängen liegen bei vielen Lagerartikeln zwischen 120 und 168 Zoll, wobei bei den Händlern auch Zuschnittoptionen erhältlich sind. Der Lieferzustand (geglüht, vorgedreht, kaltgezogen) wird in der Bestellung angegeben. In den Katalogeinträgen der Lieferanten sind beispielsweise die Durchmesser 3,5 Zoll und 4,25 Zoll sowie Längen von 120-168 Zoll für typische Lagerartikel angegeben.
Rückverfolgbarkeit und Werksprüfberichte
Käufer sollten einen Werksprüfbericht (MTR/Werkstoffzertifikat) anfordern, der die chemische Analyse, die Ergebnisse mechanischer Prüfungen, die Schmelznummer, den Wärmebehandlungszustand und die Konformität mit der bestellten Spezifikation (z. B. ASTM B446, AMS 5666) enthält. Für kritische Anwendungen (Luft- und Raumfahrt, Nuklearindustrie) kann eine vollständige Chargenrückverfolgbarkeit und eine Dokumentation der zerstörungsfreien Prüfungen erforderlich sein.
SPEZIFIKATIONEN
5. Herstellung: Bearbeitung, Umformung, Schweißen und Wärmebehandlung
Bearbeitung von Rundstahl
Inconel 625 ist zerspanbar, aber aufgrund der Tendenz zur Kaltverfestigung und der hohen Festigkeit anspruchsvoller als herkömmliche nichtrostende Stähle. Praktische Empfehlungen:
-
Verwenden Sie starre Aufstellungen, um Rütteln zu minimieren.
-
Hartmetallwerkzeuge mit scharfer Geometrie werden bevorzugt.
-
Geringe Schnitttiefe, höhere Vorschübe und ausreichende Kühlmittelzufuhr sind gängige Praxis, um die Aufbauschneide zu kontrollieren und die Kaltverfestigung vor dem Werkzeug zu reduzieren.
-
Verwenden Sie Werkzeuge mit positivem Spanwinkel und reduzieren Sie die Verweilzeiten, um einen lokalen Wärmestau zu vermeiden.
-
Zum Ansenken und Bohren werden häufig Spiralbohrer verwendet, um die Späne zu entfernen.
Die Zulagen für die Bearbeitung hängen von den Lieferbedingungen ab; rohgedrehtes Material verkürzt die Schnittzeit im Vergleich zu geglühtem Stabstahl mit vollem Durchmesser, kostet aber mehr. Lieferantenberatung und Werkzeughersteller liefern Schnittdaten für vorhersehbare Zykluszeiten. Gewalzte Legierungen
Umformung und Kaltbearbeitung
Da die Legierung kaltverfestigt wird, erfordert die Umformung durch Kaltbiegen oder Kaltziehen größere Kräfte, und Zwischenglühungen können für erhebliche Reduzierungen erforderlich sein. Die Warmumformung wird häufig für starke Verformungen verwendet.
Schweißen und Fügen
Die Legierung 625 hat eine ausgezeichnete Schweißbarkeit in den üblichen Schmelzverfahren und kann mit sich selbst und mit einigen anderen Legierungen unter Verwendung passender Schweißdrähte (Typ FM625) und qualifizierter Verfahren geschweißt werden. Ein Vorwärmen ist im Allgemeinen nicht erforderlich, und eine Wärmebehandlung nach dem Schweißen ist selten notwendig, da die Legierung zur Entwicklung der Festigkeit nicht auf Alterung angewiesen ist. Beim Schweißen von artfremden Metallen sollten Diffusion, galvanische Kompatibilität und Eigenspannungen geprüft werden.
Wärmebehandlung und Glühen
Vollständiges Glühen (Lösungsglühen) wird zur Wiederherstellung der Duktilität nach schwerer Kaltverformung eingesetzt. Typische Glühzyklen werden vom Werk oder von den Normen vorgegeben; die genauen Temperaturen und Abkühlraten sind in den Datenblättern der Lieferanten und den AMS-Dokumenten enthalten. Durch die kontrollierte Abkühlung werden unerwünschte Ausscheidungen vermieden, die die Zähigkeit verringern könnten.
6. Korrosionsbeständigkeit: Umgebungen, Spalt-/Lochfraßverhalten und Prüfung
Die Legierung 625 bietet eine hohe allgemeine Korrosionsbeständigkeit in oxidierenden und reduzierenden wässrigen Umgebungen und zeigt im Vergleich zu herkömmlichen nichtrostenden Stählen eine besondere Beständigkeit gegen Lochfraß, Spaltkorrosion und Spannungsrisskorrosion in chloridhaltigen Medien. Sein Molybdän- und Nickelgehalt erhöht die Beständigkeit gegen lokale Angriffe, und der Zusatz von Niob verbessert die Stabilität gegen interkristalline Angriffe durch die Bindung von Kohlenstoff.
Umgebungen, in denen sich 625 auszeichnet
-
Seewasserkomponenten, insbesondere dort, wo Spaltkorrosion und örtlicher Angriff ein Problem darstellen.
-
Saure Prozessströme (organische und Mineralsäuren), in denen herkömmliche nichtrostende Stähle versagen.
-
Oxidierende Hochtemperaturatmosphären, da Chrom und Nickel schützende Oxidschichten bilden.
Beschränkungen und Sonderfälle
-
Stark reduzierende halogenhaltige Umgebungen, geschmolzene Salze oder fluoridhaltige Flüssigkeiten können dennoch Angriffsmechanismen darstellen und erfordern Korrosionsprüfungen.
-
Sulfidische Hochtemperaturumgebungen erfordern eine Bewertung; die Legierung 625 ist in vielen solchen Umgebungen gut, aber die Konstrukteure sollten Korrosionskupontests für betriebsspezifische Vorhersagen durchführen.
Prüfnormen
Die Korrosionsleistung wird anhand von standardisierten Tests (z. B. ASTM-Salznebeltests, Lochfraßtests und Coupon-Exposition) validiert, und für Öl- und Gasanwendungen im sauren Betrieb wird häufig die Richtlinie NACE MR0175 / ISO 15156 angewendet.
7. Typische Anwendungen und Auswahlhinweise im Vergleich zu ähnlichen Legierungen
Repräsentative Anwendungen für Rundstahl
-
Turbinen- und Pumpenwellen, die einer kombinierten mechanischen Belastung und aggressiven Flüssigkeiten ausgesetzt sind.
-
Befestigungselemente und Bolzen, die eine hohe Festigkeit und Korrosionsbeständigkeit erfordern.
-
Ventilschäfte, Antriebswellen und kritische maschinell bearbeitete Verschleißteile in der Schifffahrt und in Chemieanlagen.
-
Öl- und Gasbohrlochwerkzeuge, wo Korrosion und hohe Temperaturen nebeneinander bestehen.
| Legierung | Warum es anderen vorziehen |
|---|---|
| Inconel 625 | Sehr gute Kombination von Korrosionsbeständigkeit und Warmfestigkeit ohne Aushärtung |
| Inconel 718 | Höhere Kriechfestigkeit/Festigkeit bei bestimmten Temperaturen aufgrund von Ausscheidungshärtung, erfordert jedoch spezielle Wärmebehandlungen |
| Edelstahl 316L | Geringere Kosten, aber schlechtere Lochfraß- und Spaltfestigkeit; wählen Sie 316L nur, wenn keine extreme Korrosionsleistung erforderlich ist |
| Hastelloy C276 | Hervorragende Korrosionsbeständigkeit in einigen chemischen Medien, aber oft höhere Kosten; C276 für den Einsatz in stark oxidierenden Säuren wählen |
Die Auswahl sollte sich nach der Umgebung (Chlorid, Säure, Oxidation), den mechanischen Belastungen, dem Gewicht und den Kosten sowie den Fertigungsanforderungen richten. Wenn zum Beispiel eine einfache Bearbeitung und eine minimale Wärmebehandlung nach dem Schweißen wichtig sind, hat die Legierung 625 Vorteile gegenüber ausscheidungsgehärteten Legierungen.
8. Inspektion, Prüfung und Qualitätssicherung für Stangenmaterial
Typische Inspektionsmatrix, die kritischen Aufträgen beiliegt
-
Chemische Analyse (vollständiger Elementbericht) gemäß den Spezifikationsgrenzen.
-
Mechanische Tests (Zug, Streckung, Dehnung) an repräsentativen Proben durchgeführt.
-
Härte Prüfung nach Bedarf.
-
Zerstörungsfreie Prüfung (NDT) bei Bedarf: Ultraschallprüfung auf innere Mängel, PMI/Spektroskopie für chemische Stichprobenkontrollen.
-
Oberflächenbeschaffenheit und Maßkontrolle um Rundheit und Toleranzen zu überprüfen.
Zertifizierungen und Konformität
Für kritische Verwendungszwecke ist ein Werksprüfbericht erforderlich, der sich auf jede Schmelznummer und die entsprechenden Spezifikationen (ASTM B446, AMS-Nummern) zurückführen lässt. Für saure Öl- und Gasanwendungen ist die Übereinstimmung oder Kompatibilität mit den Anforderungen von NACE MR0175 / ISO 15156 zu bestätigen.
9. Lieferung, Vorlaufzeiten, Kostenüberlegungen und Beschaffungstipps
Lagerbestand vs. Sonderanfertigung
-
Grob gedrehter oder geglühter Stabstahl auf Lager verkürzen die Vorlaufzeit, sind aber je nach Durchmesser mit einem variablen Kostenaufschlag verbunden.
-
Maßgeschneiderte Größen sind für Nicht-Standard-Durchmesser oder spezielle Zertifizierungen geeignet, erhöhen aber die Vorlaufzeit und die Loskosten.
Kostentreiber
-
Der Gehalt an Legierungselementen (Nickel, Molybdän, Niob) bestimmt die Rohstoffkosten. Die Volatilität des Nickelmarktes wirkt sich direkt auf den Preis aus.
-
Die Verarbeitung (Grobdrehen, Kaltziehen, spezielle Wärmebehandlung) und die Zertifizierungsstufe (AMS für die Luft- und Raumfahrt, Rückverfolgbarkeit im Nuklearbereich) erhöhen die Kosten.
Beschaffungstipps für Einkaufsleiter
-
Fordern Sie mehrere Angebote an und geben Sie dabei die genaue Spezifikation an (z. B. UNS N06625, ASTM B446 Grade 1, gewünschte Lieferbedingung).
-
Wenn die Ermüdung kritisch ist, fragen Sie den Lieferanten nach Ermüdungs- oder Spannungsbruchdaten.
-
Für die internationale Beschaffung, bestätigen Sie die Exportpapiere und Zollcodes für legierte Nickelprodukte.
10. Tabellen, auf die sich Ingenieure verlassen (praktische Schnellreferenz)
Tabelle A: Beispiele für chemische Standardkontrollen (Referenzbereiche)
| Element | Min (%) | Max (%) |
|---|---|---|
| Ni | 58.0 | Bilanz |
| Cr | 20.0 | 23.0 |
| Mo | 8.0 | 10.0 |
| Nb + Ta | 3.15 | 4.15 |
| Fe | - | 5.0 |
| C | - | 0.10 |
(Für die vertraglichen Grenzen ist immer die Bestellspezifikation zu verwenden).
Tabelle B: Repräsentative mechanische Werte (geglüht)
| Durchmesser | Zugfestigkeit (MPa) | Streckgrenze 0,2% (MPa) | Dehnung (%) |
|---|---|---|---|
| Kleiner Stab (kaltgezogen) | 700 - 900 | 350 - 600 | 30 - 45 |
| Großer Stab (geglüht) | 480 - 650 | 200 - 450 | 40 - 60 |
(Werte zur Veranschaulichung; maßgebend ist die MTR des Lieferanten).
11. Praktische Konstruktionshinweise und Fehlermöglichkeiten
-
Vermeiden Sie es, sich auf mechanische Zahlen bei Raumtemperatur zu verlassen wann Teile bei erhöhter Temperatur kriechen; Durchführung einer Zeit-Temperatur-Lebensdauer-Analyse.
-
Achten Sie auf Abrieb in Gewindeteilen; verwenden Sie Beschichtungen oder kompatible Materialien und Schmiermittel.
-
Ermüdungsempfindliche Teile sollten mit Blick auf die Oberflächenbeschaffenheit und die Verringerung von Eigenspannungen entwickelt werden, da Oberflächenfehler die Lebensdauer verkürzen.
-
Wasserstoffversprödung ist kein primärer Versagensmodus für 625, aber saure Umgebungen sollten gemäß den NACE-Richtlinien bewertet werden.
12. Beschaffungs-Checkliste für einen Ingenieur oder Einkäufer
-
Geben Sie UNS N06625 und die genaue Norm (ASTM B446 / AMS 5666 usw.) an.
-
Geben Sie den Lieferzustand an: geglüht, vorgedreht oder kaltgezogen.
-
Fordern Sie eine vollständige MTR mit Wärmezahl und chemischer Analyse an.
-
Führen Sie die erforderlichen mechanischen Prüfungen und ggf. NDT auf.
-
Geben Sie eine besondere Prozesskontrolle an: schwefelarm, phosphorarm oder NACE-Konformität.
13. FAQs
Q1: Ist Inconel 625 magnetisch?
A1: Inconel 625 ist im Wesentlichen austenitisch und im geglühten Zustand nicht magnetisch. Die Kaltumformung kann zu leichten magnetischen Reaktionen in lokalisierten Zonen führen, aber für die meisten technischen Zwecke wird die Legierung als nicht magnetisch behandelt.
F2: Kann Inconel 625 durch Wärmebehandlung gehärtet werden?
A2: Für 625 ist keine Ausscheidungshärtungsbehandlung erforderlich oder typischerweise wirksam, da er hauptsächlich durch Mischkristalllegierung verfestigt wird. Eine umfangreiche Wärmebehandlung kann zum Glühen oder Lösungsglühen verwendet werden, führt aber nicht zu dem gleichen ausscheidungsgehärteten Zustand wie bei Legierungen wie 718.
F3: Welche Spezifikationen sollte ich bei der Bestellung von Stangenmaterial angeben?
A3: Üblicherweise werden ASTM B446 (Stangen und Stäbe) und AMS 5666 (Luft- und Raumfahrt) verwendet. Der Klarheit halber sollte auch UNS N06625 angegeben werden.
F4: Ist das Schweißen von Inconel 625 schwierig?
A4: Nein; 625 gilt als gut schweißbar mit passenden Schweißzusatzwerkstoffen wie FM625. Ein Vorwärmen ist in der Regel nicht notwendig und eine Wärmebehandlung nach dem Schweißen ist nicht allgemein erforderlich, aber die Qualifizierung des Schweißverfahrens ist für kritische Teile wichtig.
F5: Wie sollte ich Prüfungen für korrosionsempfindliche Anwendungen festlegen?
A5: Umfassen Sie Tests zur Exposition von Kupons, Bestimmungen des Lochfraßpotenzials und geben Sie die Einhaltung der für die jeweilige Anwendung relevanten Korrosionsnormen an. Für saure Öl- und Gasanwendungen verweisen Sie auf NACE MR0175 / ISO 15156.
F6: Wie wirkt sich der Durchmesser auf die mechanischen Eigenschaften aus?
A6: Kleinere Durchmesser, die kaltgezogen oder kaltfertiggestellt sind, haben in der Regel höhere Streck- und Zugfestigkeiten als große, vollständig geglühte Stäbe. Ermitteln Sie immer die MTR-Werte für die spezifische Wärme und den Durchmesser.
F7: Kann Inconel 625 in Meerwasser korrodieren?
A7: In vielen Meerwasseranwendungen schneidet Inconel 625 sehr gut ab, insbesondere dort, wo Spalt- und Lochfraßbeständigkeit wichtig sind. Lokale Bedingungen wie Temperatur, Sauerstoffzufuhr, Bewuchs und Strömungsverhältnisse sollten jedoch zur Bestätigung mit Prüfkörpern untersucht werden.
F8: Ist die Bearbeitungszeit im Vergleich zu rostfreiem Stahl lang?
A8: In der Regel ja. Rechnen Sie mit längeren Zykluszeiten und höherem Werkzeugverschleiß im Vergleich zu herkömmlichen rostfreien Sorten. Verwenden Sie die empfohlenen Hartmetallwerkzeuge und starre Spannvorrichtungen, um den Durchsatz zu optimieren.
F9: Kann ich Inconel 625-Stäbe für kryogene Anwendungen verwenden?
A9: Ja. Die Legierung behält ihre Zähigkeit bei kryogenen Temperaturen bei und eignet sich daher für Tieftemperaturanwendungen, bei denen die Korrosionsbeständigkeit akzeptabel bleibt.
Q10: Wo kann ich maßgebliche Datenblätter und Normen finden?
A10: Technische Bulletins der Hersteller (Special Metals), Materialdatenblätter (Rolled Alloys, MatWeb/ASM) und die Spezifikationsdokumente für ASTM B446 und AMS 5666. Siehe die Referenzliste für Links.
14. Wie dieser Inhalt entwickelt wurde und Anleitung zur technischen Validierung
Dieses Dokument fasst Werksdatenblätter, Zusammenfassungen von Spezifikationen und technische Bulletins der Hersteller zusammen, um eine praktische, technische Referenz für Inconel 625-Rundstahl zu bieten. Für den Kauf oder sicherheitskritische Konstruktionen sollten Sie immer die genauen chemischen und mechanischen Grenzwerte auf dem Werksprüfbericht bestätigen und die Kontrollnorm für alle vorgeschriebenen Prüfungen konsultieren. Die hier gezeigten spezifischen Zahlen sind repräsentativ und müssen vor der Anwendung in der endgültigen Konstruktion oder Beschaffung anhand der Lieferantenunterlagen überprüft werden.
15. Schnell-Checkliste für Konstrukteure
-
Geben Sie UNS N06625 und die entsprechende Norm (ASTM B446 oder AMS 5666) an.
-
Geben Sie die Lieferbedingungen und die Durchmessertoleranz an.
-
Fordern Sie die vollständige MTR nach den Ergebnissen der thermischen und mechanischen Tests an.
-
Prüfen Sie die Korrosionsbeständigkeit mit Coupons, wenn der Einsatz aggressiv ist.
-
Legen Sie mit dem Hersteller die Bearbeitungszugaben und die Werkzeugstrategie fest.
-
Für kritische Anwendungen sind NDT und Rückverfolgbarkeit erforderlich.
16. Abschließende praktische Hinweise
Inconel 625-Rundstahl ist eine praktische Wahl, wenn eine lange Lebensdauer in rauen Umgebungen und gute mechanische Leistungen ohne komplexe Wärmebehandlungen erforderlich sind. Die Lieferung als Rundstahl ermöglicht eine effiziente Herstellung von Wellen und bearbeiteten Bauteilen, wobei das vorteilhafte Korrosions- und Hochtemperaturverhalten der Legierung erhalten bleibt. Um eine langfristige Zuverlässigkeit zu gewährleisten, sollten Sie die Materialauswahl mit umweltspezifischen Tests und einer strengen Rückverfolgbarkeit der Beschaffung verbinden.
