Bei kaltgewalztem Stahl handelt es sich im Wesentlichen um warmgewalzten Stahl, der bei oder nahe Raumtemperatur weiterverarbeitet wurde, um eine glattere Oberfläche, engere Maßtoleranzen und eine höhere Festigkeit (durch Kaltverfestigung und kontrollierte Wärmebehandlungen) zu erzielen; er wird in der Regel gewählt, wenn die Oberflächengüte, eine genaue Kontrolle der Abmessungen und bessere mechanische Eigenschaften im Vordergrund stehen. Warmgewalzter Stahl wird bei hohen Temperaturen hergestellt, ist bei dicken Profilen und großen Formen wirtschaftlicher und bietet eine größere Dehnbarkeit und leichtere Umformbarkeit für schwere Strukturteile, bei denen eine exakte Oberflächenbeschaffenheit oder enge Toleranzen nicht entscheidend sind. Die richtige Wahl hängt daher von den erforderlichen Toleranzen, den Oberflächenanforderungen, den mechanischen Grenzen und dem Budget der Anwendung ab.
Was ist kaltgewalzter und warmgewalzter Stahl?
-
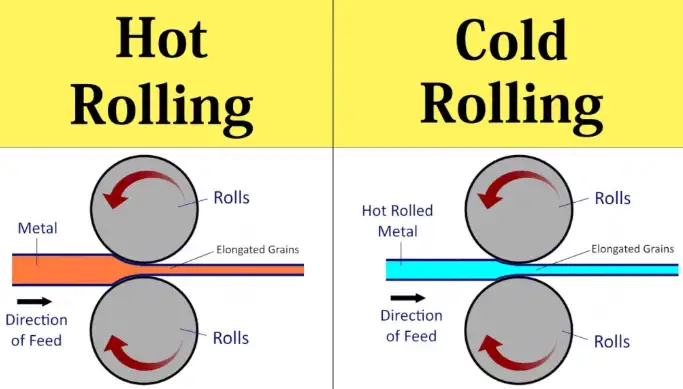
Warmgewalzter Stahl: Flacherzeugnisse (Bleche, Platten, Coils) oder Langerzeugnisse (Stäbe, Profile), die durch Walzen von Stahl bei Temperaturen weit oberhalb der Rekristallisationstemperatur des Metalls hergestellt werden. Diese hohe Temperatur (je nach Chemikalie oft mehr als 900-1.200 °C) hält den Stahl während der Verformung weich und ermöglicht große Abtragungen pro Stich.
-
Kaltgewalzter Stahl: Bleche oder Bänder, die nach einem ersten Warmwalzschritt bei oder unterhalb der Rekristallisationstemperatur des Metalls (in der Regel Raumtemperatur) gewalzt wurden (d. h. das Kaltwalzen ist ein sekundärer Fertigstellungsschritt). Nach dem Kaltwalzen können Glüh- und Vergütungswalzen folgen, um die mechanischen und Oberflächeneigenschaften anzupassen.
Produktionsablauf - Schritt für Schritt
Warmwalzen (typischer Ablauf)
-
Stahlerzeugung und Gießen: Flüssiger Stahl wird in Brammen oder Vorblöcke gegossen.
-
Wiederaufheizen des Ofens: Die Bramme wird wieder auf Walztemperatur erwärmt.
-
Schruppfräser: große Kürzungen und Verlängerungen.
-
Schlichtwerk: feine Dickenreduzierungen und Kronen-/Formkontrolle.
-
Wickeln / Kühlen: Warmband wird zu Platten gewickelt oder geschnitten; auf der Oberfläche bildet sich Zunder (Oxid).
-
Optionales Beizen und Einölen (HRPO) um Zunder zu entfernen und die Oberfläche für die Lagerung/den Anstrich zu schützen.
Kaltwalzen (typischer Ablauf)
-
Start mit warmgewalztem Coil (oft eingelegt und geölt, um Schuppen zu entfernen).
-
Kaltreduktion in Tandem- oder Reversiermühlen - Nacheinander durchläuft es Walzen bei Raumtemperatur; die Dicke wird reduziert und es kommt zur Kaltverfestigung.
-
Glühen (Batch oder kontinuierlich) - stellt die Duktilität wieder her, passt die Korngröße an, beseitigt innere Spannungen.
-
Temperamentvolles Rollen / Dressieren - geringe Reduzierung zur Verbesserung der Ebenheit und des Aussehens der Oberfläche sowie zur Einstellung der endgültigen physikalischen Eigenschaften.
-
Endbearbeitung - Ölen, Beschichten oder Oberflächenbehandlungen je nach Verwendungszweck.
Was die Verfahren dem Metall antun
-
Warmwalzen oberhalb der Rekristallisationstemperatur auftritt. Auf die Verformung folgen eine dynamische Rekristallisation und relativ grobe Körner beim Abkühlen. Da die Rekristallisation stattfindet, ist die Versetzungsdichte nach der Verformung im Vergleich zu kaltgewalzten Erzeugnissen gering; das Ergebnis ist eine geringere Festigkeit und eine höhere Duktilität bei gegebener Chemie.
-
Kaltwalzen Das Metall wird kaltverfestigt (Erhöhung der Versetzungsdichte) und die Eigenschaften werden anisotrop, wenn es nicht ordnungsgemäß geglüht wird. Das Glühen zwischen den Reduktionen kann die Duktilität wiederherstellen und das Gefüge verfeinern. Das Zusammenspiel von Kaltreduktion % und Glühzyklus bestimmt die Endhärte, Streckgrenze und Dehnung.
Mechanische Eigenschaften
Wichtige Trends (Zusammenfassung):
-
Kaltgewalzter Stahl hat in der Regel höhere Streck- und Zugfestigkeit als warmgewalzter Stahl der gleichen Chemie aufgrund der Kaltverfestigung (es sei denn, er wird vollständig auf den gleichen Zustand geglüht).
-
Warmgewalzter Stahl ist dehnbarer und in schweren Abschnitten leichter zu formen; es verträgt größere Verformungen, ohne zu reißen.
-
Kaltgewalzte Oberflächen sind glatter und werden daher häufig dort bevorzugt, wo eine Lackierung oder ein dichtes Oberflächenfinish erforderlich ist.
Tabelle 1 - Typische mechanische Eigenschaften (repräsentativ, technische Hinweise)
Hinweis: Dies sind repräsentative Werte. Die genauen Werte sind immer dem jeweiligen Werkszertifikat / ASTM-Güteklasse zu entnehmen.
| Eigentum | Warmgewalzt (typisch A1011 CS) | Kaltgewalzt (typisch A1008 / 1008-1010, vollhart vs. geglüht) |
|---|---|---|
| Zugfestigkeit (MPa) | 340-520 (variiert je nach Klasse) | 350-550+ (kaltreduziert/gehärtet); geglüht niedriger. |
| Streckgrenze (MPa) | 205-420 je nach Besoldungsgruppe | Typischerweise 240-450 (abhängig von Kaltverfestigung und Anlassen). |
| Dehnung (%) | 20-35% (höhere Duktilität) | 5-25% (niedriger für vollhart kaltgewalzt; höher, wenn geglüht) |
| Härte (HB) | ~110 max (variiert) | kann bei vollharten Bändern deutlich höher sein |
| Oberflächenrauhigkeit | Walzzunder - grob | Glatt, bereit zum Lackieren oder Beschichten |
(Quellen: ASTM-Sorten und typische Bereiche der Hersteller).
Begriffe zur Oberflächenqualität und -bearbeitung, die Sie in den technischen Daten finden
-
Walzoberfläche (warmgewalzt): dunkelgraue/schwarze Oberfläche mit Oxidzunder; optisch grob. Gut für strukturelle Anwendungen, bei denen die Oberfläche nicht kritisch ist.
-
HRPO (Hot-Rolled Pickled & Oiled): Der Zunder wird durch saures Beizen entfernt und dann geölt - das Ergebnis ist eine sauberere, gleichmäßigere Oberfläche und eine bessere Lackhaftung als beim Walzen.
-
Kaltgewalztes Finish: Glänzende, glatte Oberfläche; in der Regel geölt, um Flugrost zu verhindern. Zu den Oberflächenoptionen gehören matte, glänzende oder mit Haut überzogene Oberflächen.
Tabelle 2 - Flächen- und Endverwendungskartierung
| Oberfläche/Finish | Typisches Aussehen | Gemeinsame Anwendungen |
|---|---|---|
| Warmgewalztes Walzprofil | Dunkle Schuppen, ungleichmäßig | Strukturträger, landwirtschaftliche Geräte, geschweißte Konstruktionen |
| HRPO | Sauber, leicht ölig | Allgemeine Fertigung mit anschließender Lackierung oder Verzinkung |
| Kaltgewalzt blank | Glatt, reflektierend | Geräteverkleidungen, Kfz-Innenverkleidungen, Möbel |
| Kaltgewalzt geölt | Glatt, geschützt | Präzisionsstanzteile, elektrische Schalttafeln |
Maßhaltigkeit, Toleranzen und Ebenheit
Kaltgewalzte Erzeugnisse werden mit engeren Maßtoleranzen und besserer Ebenheit gewalzt. Typische Gründe:
-
Beim Kaltwalzen kann die Dicke in kontrollierten, kleinen Schritten reduziert werden (Tandemwalzwerke), so dass das Endmaß mit engeren Toleranzen eingehalten werden kann.
-
Dressieren und Spannungsglätten nach dem Kaltwalzen verbessern Ebenheit und Oberflächenstruktur.
Warmgewalzte Bleche und Coils sind dicker und haben größere Toleranzen - akzeptabel für strukturelle Anwendungen, bei denen Walz- und Mikrometertoleranzen unnötig sind.
Umformen, Biegen, Schweißen und Bearbeiten
-
Umformen / Stanzen: Kaltgewalztes Band (insbesondere geglühtes oder halbhartes Band) ermöglicht eine gleichmäßige Rückfederung und eine genaue Kontrolle der Merkmale beim Stanzen; vollhartes Kaltband kann jedoch bei Überformung reißen. Warmgewalzte Bleche sind nachsichtiger bei großen Biegungen und schweren Umformungen.
-
Schweißen: Warmgewalzte Produkte lassen sich im Allgemeinen leichter ohne Vor- oder Nachbehandlung schweißen, da die Eigenspannungen geringer sind und das Material dehnbarer ist. Bei kaltgewalzten Teilen muss unter Umständen mehr auf die Verzugskontrolle geachtet werden.
-
Bearbeitungen: Kaltgewalzte Stähle lassen sich aufgrund des gleichmäßigeren Materials und der engeren Toleranzen oft etwas leichter bearbeiten und weisen eine bessere Oberflächenqualität auf.
Gemeinsame Noten, Codes und Normen
-
ASTM A1011 - Standardspezifikation für warmgewalzte Bleche und Bänder (üblicherweise für warmgewalzte Coils und Bleche für Bauzwecke angegeben).
-
ASTM A1008 / A1008M - Standard-Spezifikation für kaltgewalzte Bleche, in Rollen und Zuschnitten.
-
Handelsübliche Legierungen/UNS-Nummern: 1008, 1010 (kaltgewalzte Handels- und Ziehstähle); A36 ist eine gängige Spezifikation für warmgewalzte Bleche/Formate. Überprüfen Sie immer das Werkszertifikat und den Härtegrad.
Geben Sie bei der Bestellung immer Folgendes an: Güteklasse und Spezifikation (z. B. "ASTM A1008 CS Typ B, matt, geölt"), Dickentoleranz, Breite, Länge, Randbeschnitt, Coil-ID/OD und eventuelle Nachbehandlungen (Glühen, Anlassen, Beschichtung).
Überlegungen zu Kosten und Lieferkette
-
Kosten: Warmgewalzter Stahl ist im Allgemeinen pro Tonne billiger, da die sekundären Schritte der Kaltreduzierung und des Glühens entfallen. Kaltgewalzter Stahl verursacht zusätzliche Verarbeitungskosten (Zeit im Kaltwalzwerk, Brennstoff/Energie für das Glühen, Dressieren).
-
Vorlaufzeit: Kaltgewalzte Produkte können längere Lieferzeiten haben, abhängig von der Planung des Werks, den Anforderungen an die Härtung und den Endbearbeitungsschritten.
-
Ausbeute und Ausschuss: Durch Kaltreduzierung können schmale Coils und enge Toleranzen hergestellt werden, was die nutzbare Ausbeute bei Präzisionsteilen erhöhen kann, aber die anfänglichen Materialkosten sind höher.
Typische Anwendungen und Entscheidungsmatrix
Tabelle 3 - Schnellauswahlmatrix (praktisch)
| Anforderung | Warmgewalzt | Kaltgewalzt |
|---|---|---|
| Schwere Konstruktionsteile, I-Träger, Platten | Ausgezeichnet | Nicht typisch |
| Große geschweißte Baugruppen, bei denen die Oberfläche nicht kritisch ist | Ausgezeichnet | Möglich, aber kostspieliger |
| Präzisionsstanzteile, Gerätetafeln | Schlecht | Ausgezeichnet |
| Kfz-Außenhaut (sichtbar) | Seltene | Weit verbreitet (mit Beschichtungen) |
| Kostengünstige Umzäunung/Landschaft | Ausgezeichnet | Überspezifiziert |
| Lack- oder Plattierungsbasis, wo es auf das Finish ankommt | HRPO ok; kaltgewalzt am besten | Am besten |
Häufige Mängel und Qualitätskontrollen
-
Warmgewalzte Ausgaben: Walzzunder, Wellen an den Kanten, Beulen in der Mitte, Entkohlung an der Oberfläche bei einigen Verfahren. Beizen hilft bei der Entfernung von Zunder.
-
Kaltgewalzte Ausgaben: dehnungsinduzierte Defekte, Glühverfärbungen, Kantenrisse (bei zu aggressiven Reduktionen). Die richtige Einstellung des Walzwerks, die Glühzyklen und die Spannungsnivellierung sind entscheidend.
Qualitätsprüfungen auf Anfrage beim Lieferanten:
-
Werksprüfzeugnis (chemisch und mechanisch) - immer Anfrage.
-
Fotos/Muster der Oberflächenbehandlung.
-
Abmessungsberichte (Dickentabelle, Ebenheit).
-
Ergebnisse etwaiger zerstörungsfreier Prüfungen (falls verlangt).
Nachbearbeitung: Beschichtung, Verzinkung und Lackierung
-
Verzinkung: Sowohl HR als auch CR können verzinkt werden; kaltgewalzte Teile erfordern jedoch häufig eine Vorbehandlung und bieten aufgrund der glatten Oberfläche eine gleichmäßigere Beschichtung.
-
Lackierung / Pulverbeschichtung: kaltgewalzt mit entsprechender Vorbehandlung ergibt eine hervorragende Haftung und Glanzkontrolle. HRPO ist eine kostengünstige Alternative, wenn nur ein mäßiges Finish erforderlich ist.
Umwelt- und Energieüberlegungen
Das Warmwalzen erfordert einen hohen Energieaufwand für das Wiederaufheizen der Brammen, ist aber ein effizientes Verfahren mit hohem Durchsatz für schwere Profile. Das Kaltwalzen verbraucht zusätzliche Energie durch den Betrieb von Tandemstraßen und insbesondere durch Glühöfen. Unter dem Gesichtspunkt des Lebenszyklus und der Emissionen wird durch Prozessoptimierung (Wärmerückgewinnung, moderne kontinuierliche Glühlinien, effiziente Nacherwärmung) der Abstand zwischen den Routen verringert. Die Beschaffung von Walzwerken und der Gehalt an recyceltem Schrott sollten in den Spezifikationen für eine nachhaltige Beschaffung überprüft werden.
Praktische Checkliste für die Beschaffung (was muss angegeben werden)
-
ProduktBlech, Coil, Platte oder Band.
-
Spezifikation und Qualitätz.B. ASTM A1011 Typ B (heiß) oder ASTM A1008 (kalt).
-
Dicke & Toleranz (einschließlich zulässiger Mindest- und Höchstwerte).
-
Breite und Länge oder OD/ID der Spule.
-
OberflächeWalzwerk, gepökelt und geölt, kaltgewalzt blank, geölt, Skin-Pass.
-
Temperament (vollhart, viertelhart, geglüht, usw.).
-
BeschichtungVerzinkung, Farbe, Schmiermittel.
-
BescheinigungenWerkszertifikat (chemisch und mechanisch), ggf. zerstörungsfreie Prüfung.
-
Lieferung & Verpackung: Umhüllung, Paletten, Palettenabmessungen.
-
Rückverfolgbarkeit / Herkunft.
FAQs
1. Ist kaltgewalzter Stahl stärker als warmgewalzter Stahl?
Im Allgemeinen gilt für die gleiche chemische Zusammensetzung in typischen Zuständen: Kaltwalzen erhöht die Zugfestigkeit und die Streckgrenze durch Kaltverfestigung. Wenn das kaltgewalzte Produkt vollständig geglüht ist, kann seine Festigkeit mit der von warmgewalztem Material vergleichbar sein. Genaue Werte finden Sie immer im Werkszertifikat.
2. Kann ich kaltgewalzten Stahl wie warmgewalzten schweißen?
Sie können beides schweißen, aber kaltgewalzte Teile können sich aufgrund höherer Eigenspannungen je nach Härtegrad stärker verziehen; dickeres kaltgewalztes vollhartes Material muss möglicherweise vorgewärmt oder speziell befestigt werden. Bei kritischen Schweißnähten sind die empfohlenen Verfahren für die genaue Sorte zu prüfen.
3. Was bedeutet HRPO und wann wähle ich es?
HRPO = Warmgewalzt, gebeizt und geölt. Durch das Beizen wird der Walzzunder entfernt und das Öl verhindert Flugrost. Entscheiden Sie sich für HRPO, wenn Sie eine sauberere Oberfläche als eine Walzoberfläche benötigen, aber gleichzeitig niedrigere Kosten als bei kaltgewalztem Material wünschen.
4. Sind alle kaltgewalzten Stähle ursprünglich warmgewalzt?
Ja - kaltgewalzte Erzeugnisse sind in der Regel zunächst warmgewalzte Coils (ohne Zunder) und werden dann kaltreduziert. Alle kaltgewalzten Flacherzeugnisse gehen also von einem warmgewalzten Produkt aus.
5. Was ist besser zum Stanzen und Tiefziehen geeignet?
Kaltgewalzte Güten, Ziehqualitäten (DQ), Tiefziehgüten (DDS) und Extratiefziehgüten (EDDS) sind auf das Stanzen und Ziehen zugeschnitten; sie verfügen über eine kontrollierte Chemie und Glühpläne, um die erforderliche Duktilität zu gewährleisten. Beziehen Sie sich bei der Spezifizierung auf die ASTM A1008-Typen.
6. Was sind typische Toleranzen für die Dicke?
Die Toleranzen hängen von der Spezifikation und der Dicke ab. Kaltgewalzte Toleranzen sind enger (z. B. ±0,005-0,02 mm bei dünnen Dicken), während warmgewalzte Toleranzen breiter sein können. Fordern Sie immer die Toleranztabelle des Lieferanten an oder beziehen Sie sich auf die ASTM-Bestelloptionen.
7. Was ist billiger?
Warmgewalztes Material ist in der Regel billiger. Kaltgewalzter Stahl enthält zusätzliche Verarbeitungskosten (Kaltwalzzeit, Glühen, Anlassen), die den Preis erhöhen. Wirtschaftliche Abwägungen können jedoch zugunsten von kaltgewalztem Stahl ausfallen, wenn weniger Schrott anfällt und die Endbearbeitung die Gesamtkosten des Teils senkt.
8. Ist die Oberflächenrauhigkeit bei HRPO und kaltgewalztem Stahl gleich?
Nein. HRPO ist glatter als walzblank, aber immer noch gröber als kaltgewalztes Blankstahl- oder Dressierstahl-Finish. Für Lackglanz und dünne Beschichtungen wird kaltgewalztes Material bevorzugt.
9. Kann warmgewalztes Material für Präzisionsteile verwendet werden?
Warmgewalzt ist akzeptabel, wenn die Präzision nicht entscheidend ist (I-Träger, Fertigung). Für Präzisionsprägungen, enge Ebenheit oder kosmetische Oberflächen wählen Sie kaltgewalzt oder spezifizieren Sie eine zusätzliche Bearbeitung.
10. Welche Normen sollte ich bei der Bestellung anfordern?
Für warmgewalzte Bleche/Bänder: ASTM A1011 (und verwandte ASTM A568 usw.). Für kaltgewalzte Bleche/Bänder: ASTM A1008. Fordern Sie Prüfzeugnisse des Werks an, um die mechanische und chemische Konformität zu bestätigen.
Abschließende Empfehlung
-
Wenn Sie niedrige Kosten und eine hohe Querschnitts-/Strukturleistung benötigen: wählen. warmgewalzt (oder HRPO für eine sauberere Oberfläche).
-
Wenn Sie eine kontrollierte Dicke, eine bessere Oberflächengüte, eine höhere Festigkeit und eine präzise Formgebung benötigen: wählen. kaltgewalzt und geben Sie den Anlass und den Nachglühzustand an.
-
Immer fordern Sie Werksprüfzeugnisse an und geben Sie die ASTM-/EN-Norm auf der Bestellung an.
Schnellreferenztabellen
Tabelle 4 - Einseitiger Schnellvergleich
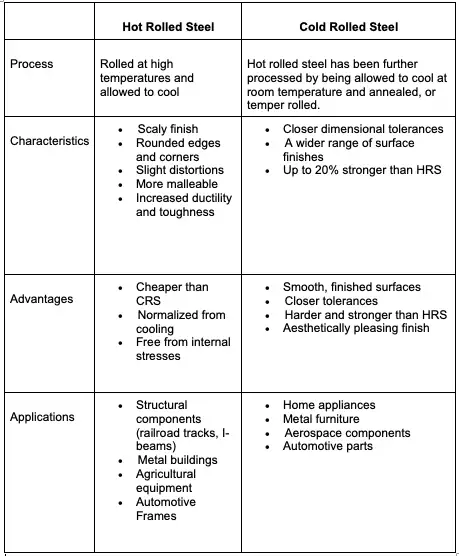
| Merkmal | Warmgewalzt | Kaltgewalzt |
|---|---|---|
| Produktion temp | Oberhalb der Rekristallisationstemperatur | Bei/unter der Rekristallisationstemperatur |
| Oberfläche | Skaliert (grob); HRPO verfügbar | Glatt; hell/hautdurchlässig |
| Toleranz der Abmessungen | Breit | Dichtes |
| Stärke (gleiche Chemie) | Unter | In der Regel höher (durch Arbeit gehärtet) |
| Duktilität/Verformbarkeit | Hoch (Schüttgutbildung) | Niedriger (sofern nicht geglüht) |
| Typische Normen | ASTM A1011 | ASTM A1008 |
| Kosten | Unter | Höher |
| Beste Verwendung | Strukturell, schwer | Haushaltsgeräte, Kraftfahrzeuge, Präzisionsteile |
Maßgebliche Referenzen
- ASTM A1008 / A1008M - Standard Specification for Steel, Sheet, Cold-Rolled, Carbon, Structural, High-Strength Low-Alloy and Ultra-High Strength
- ASTM A1011 / A1011M - Standard-Spezifikation für Stahl, Blech und Band, warmgewalzt, Kohlenstoff, für Bauzwecke, hochfeste niedrig legierte und ultrahochfeste Stähle
- Association for Iron & Steel Technology (AIST) - Technische Ressourcen und Schulungen zu Warmwalzverfahren
- Nippon Steel - Technischer Katalog für warmgewalzte Stahlbleche und Coils (Verfahrens- und Produkthinweise)
