ASTM A234 ist die Industrienorm, die stumpfgeschweißte Knetfittings aus Kohlenstoff- und legiertem Stahl für Druckrohrleitungen bei mittleren bis hohen Temperaturen definiert. Die gebräuchlichste Bezeichnung, die Güte WPB, bietet eine zuverlässig schweißbare Kohlenstoffstahlchemie (niedriger Kohlenstoffgehalt, kontrollierter Mangananteil und begrenzte Anzahl von Legierungselementen) mit minimalen mechanischen Eigenschaften, die auf die Herstellung von Rohrleitungen und Druckbehältern zugeschnitten sind.
Anwendungsbereich und Zweck der ASTM A234
ASTM A234 / A234M ist die Standardspezifikation für Rohrformstücke aus Kohlenstoffstahl und legiertem Stahl in nahtloser und geschweißter Ausführung, die nach den Abmessungsspezifikationen für Druckrohrleitungen (meist ASME B16.9 und B16.28) hergestellt werden. Die Spezifikation legt die erforderlichen chemischen Grenzwerte, die minimalen mechanischen Eigenschaften, die Produktions- und Kennzeichnungsregeln und bestimmte Wärmebehandlungs-/Verarbeitungsoptionen fest, so dass die Fittings bei moderaten und erhöhten Temperaturen vorhersehbar funktionieren.
Warum das wichtig ist: Die Spezifikation A234 gibt Verarbeitern und Prüfern vor, welche Rohstoffe, Prüfungen und Kennzeichnungen vorhanden sein müssen, damit ein Fitting für Druckleitungen geeignet ist. Sie ist die übliche Werkstoffreferenz für stumpfgeschweißte Winkel, T-Stücke, Reduzierstücke, Kappen und Bögen aus Kohlenstoff-/Legierungsstahl.
Benotung, Nomenklatur und Bedeutung der Buchstaben
Die ASTM A234 verwendet eine Bezeichnungskonvention, die schweißbare Druckbehälterstähle kennzeichnet. Gängige Bezeichnungen, die Sie finden werden:
-
WPB - Kesseldrucksorte B (die häufigste Kohlenstoffstahlsorte)
-
WPC - eine weitere Kohlenstoffstahlsorte mit etwas höherem Zugfestigkeitsbereich
-
WP1, WP5, WP9, WP11, WP12, WP22, WP91, WP911 - legierte oder Chrom/Molybdän-Sorten für den Einsatz bei erhöhten Temperaturen (Cr-Mo-Stähle, höhere Festigkeit)
"W" steht für schweißbar oder geknetet, "P" für Druck, und der nachgestellte Code (B, 5, 9, 11 usw.) bezeichnet den Mindestfestigkeits-/Chemiebereich. Die Auswahl hängt von der Auslegungstemperatur, der erforderlichen Zugfestigkeit/Dehnbarkeit und der gewünschten Kriech-/Oxidationsbeständigkeit für Hochtemperatursysteme ab.
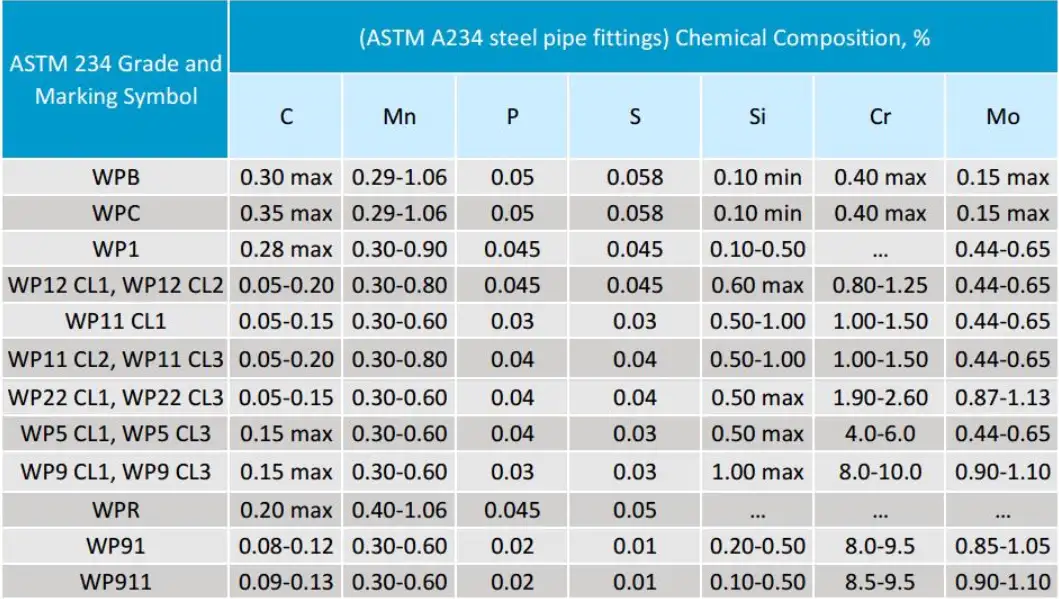
Kennzeichnung Symbol Chemische Zusammensetzung
Chemische Zusammensetzung - Kernwerte
Nachstehend finden Sie eine Übersicht über die am häufigsten nachgefragten Klassenstufen, WPB (typische Grenzwerte gemäß der A234-Spezifikation und gängiger Praxis). Beachten Sie, dass die Legierungssorten unterschiedliche chemische Zusammensetzung haben (Cr-, Mo-, Ni-Zusätze) und in der Norm näher beschrieben sind.
| Element | Typischer Grenzwert / Bereich (WPB) | Anmerkungen |
|---|---|---|
| Kohlenstoff (C) | ≤ 0,30-0,35 wt% (max., je nach Quelle/Elternmaterial) | Geringerer Kohlenstoffgehalt verbessert die Schweißbarkeit; für Bleche/Schmiedestücke kann maximal 0,35 angegeben werden. |
| Mangan (Mn) | 0,29-1,06 wt% | Der Mn-Bereich unterstützt die Festigkeit und Härtbarkeit. |
| Phosphor (P) | ≤ 0,05 wt% | Kontrolliert, um die Sprödigkeit zu begrenzen. |
| Schwefel (S) | ≤ 0,058 wt% | Kontrolliert, um Sulfideinschlüsse zu reduzieren. |
| Silizium (Si) | ≈ 0,10 wt% (min) | Desoxidationsmittel; der Gehalt variiert je nach Schmelzverfahren. |
| Cu + Ni + Cr + Mo (Summe) | ≤ 1,00 wt% (allgemeiner Grenzwert für WPB) | Die Grenzwerte verhindern eine übermäßige Legierung, die die Schweißbarkeit und die Anforderungen an die Wärmebehandlung verändern würde. |
Anmerkung: Legierungssorten (WP5, WP9, WP11, WP22, WP91) enthalten kontrollierte Zusätze von Chrom, Molybdän, Nickel usw. und werden ausgewählt, wenn eine höhere Festigkeit oder eine höhere Temperaturbeständigkeit erforderlich ist. Überprüfen Sie immer die Klauseltabellen in der Norm, um die genauen zulässigen Bereiche zu erfahren.
Mechanische Eigenschaften - Basiszahlen
Die mechanischen Grenzwerte in A234 sind sortenabhängig. Für üblicherweise verwendete WPB sind die typischen Raumtemperaturminima:
| Eigentum | Typisches Minimum (WPB) |
|---|---|
| Zugfestigkeit (Rm) | ≈ 60 ksi (415 MPa) (Minimum) |
| Streckgrenze (0,2% Offset) | ≈ 35 ksi (240 MPa) (Minimum) |
| Dehnung (L0) | ~22% (längs) (variiert je nach Abschnitt und Herstellungsweg) |
Die Legierungssorten haben höhere Mindestwerte für die Zugfestigkeit/Dehnbarkeit - WP12 beispielsweise weist höhere Zugfestigkeits-/Dehnbarkeitsbereiche auf und wird für den Einsatz bei höheren Temperaturen verwendet, wenn Kriechfestigkeit erforderlich ist. Verlangen Sie immer zertifizierte Werksprüfberichte für die genauen Wärme-/Teilwerte.
Eigenschaften von Kohlenstoffäquivalent, Schweißbarkeit und Wärmeeinflusszone
Bei der Spezifizierung von Fittings für das Feldschweißen ist das Kohlenstoffäquivalent (C.E.) entscheidend für die Vorhersage des Risikos der Härtung in der Wärmeeinflusszone und der Anfälligkeit für Risse. Die ASTM A234 enthält Richtlinien und viele Hersteller verlangen einen maximalen C.E. ≤ 0,50 für Kohlenstoffstähle, typischerweise berechnet mit:
C.E. = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Diese Formel ist ein weit verbreitetes Screening-Instrument; wenn der C.E. die Projektgrenzen überschreitet, kann ein Vorwärmen, eine kontrollierte Wärmebehandlung nach dem Schweißen (PWHT) oder die Auswahl eines Materials mit niedrigerem C.E. erforderlich sein.
Praktischer Hinweis: Wenn ein Fitting aus einem Blech oder Schmiedestück hergestellt wird, kann das Werk einen geringfügig höheren Kohlenstoffgehalt akzeptieren, wenn Mangan oder andere Elemente dies kompensieren, aber dies muss durch eine dokumentierte Wärmeanalyse und Akzeptanzkriterien geregelt werden.
Fertigungswege, Wärmebehandlung und Kennzeichnung
Die ASTM A234 erlaubt Armaturen aus beruhigtem Stahl, Schmiedestücken, Stangen, Blechen, nahtlosen Rohren oder schmelzgeschweißten Rohren mit Zusatzwerkstoff. Wichtige Hinweise zur Produktion:
-
Nahtloses gegenüber geschweißtem Rohmaterial: Nahtloses Rohmaterial wird wegen seines gleichmäßigen Gefüges häufig für Anwendungen mit kleinem Durchmesser und hoher Beanspruchung bevorzugt; geschweißte oder ERW-Rohre sind aus Kostengründen bei größeren Abmessungen üblich.
-
Wärmebehandlung: Einige Legierungssorten müssen normalisiert oder angelassen werden. Die Norm schreibt vor, wann eine Wärmebehandlung erforderlich ist; die Hersteller werden die tatsächliche Wärmebehandlung auf dem MTC (Mill Test Certificate) aufführen.
-
Kennzeichnung: Die Fittings müssen mit der Sortenbezeichnung, der Schmelznummer, dem Symbol des Herstellers und der ASTM/ASME-Spezifikation gekennzeichnet sein, um die Rückverfolgbarkeit zu gewährleisten.
Rückverfolgbarkeit und MTC (EN 10204 3.1/3.2, wo gefordert) sind für kritische Dienste nicht verhandelbar.
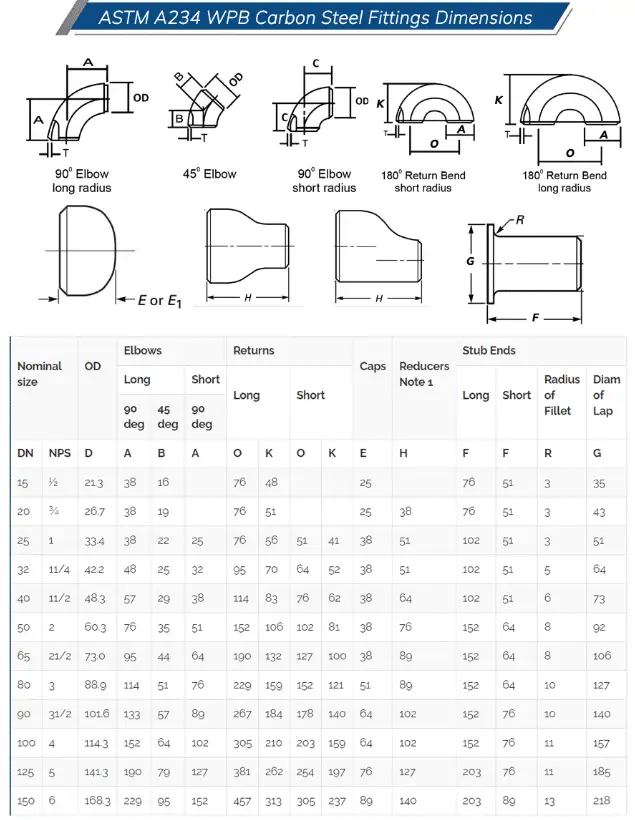
Normen für Abmessungen und Austauschbarkeit
Die ASTM A234 regelt Material und Prüfung; der Austausch von Maßen basiert auf den ASME- und EN-Normen:
-
ASME B16.9 - Gemeinsame Referenz für werkseitig hergestellte Stumpfschweißfittings in NPS 1/2-48 (Abmessungen, Toleranz, Endbearbeitung).
-
EN 10253 (Teile 1-4) - Europäische Normen für stumpfgeschweißte Rohrformstücke (Abmessungen und einige Prüfkategorien). EN 10253-2 deckt unlegierte und ferritisch legierte Stähle mit spezifischen Prüfanforderungen ab.
Wenn Sie Armaturen für die Beschaffung spezifizieren, sollten Sie sowohl die Material Spezifikation (ASTM A234/A234M) und die dimensional Norm (ASME B16.9 oder EN 10253). Dadurch werden Unklarheiten vermieden, die andernfalls zu nicht übereinstimmenden Flächen, Schrägen oder Gewichtsunterschieden führen können.
Internationale Entsprechungen und Zuordnungstabelle
Projektteams müssen in der Regel wissen, welche Werkstoffe in den DIN/EN/JIS-Systemen gleichwertig bzw. am nächsten sind. Die folgende Zuordnung ist ein praktischer Querverweis (repräsentativ, nicht erschöpfend):
| ASTM A234 Güteklasse | Typisches Rohr-/Plattenäquivalent | Typisches EN/DIN-Äquivalent |
|---|---|---|
| WPB | Oft gepaart mit ASTM A106 Gr B (Rohr) oder A516 Gr 70 (Platte) für Armaturen | P265GH (EN 10028 / EN 10222) oder 1,0425 / St45,8 je nach Anwendung. |
| WP1 / WP5 / WP9 / WP11 / WP12 / WP22 | Äquivalente Legierungssorten im ASTM-Bereich | DIN/EN 13CrMo und ähnliche Cr-Mo-Sorten (z. B. 13CrMo4-5, 15Mo3), die für Hochtemperaturanwendungen verwendet werden. |
| WP91 / WP911 | Hochlegierte niedriglegierte Cr-Mo-V-Stähle für sehr hohe Temperaturen | X10CrMoVNb9-1 / 1.4903 oder verwandten kriechfesten Stählen. |
Praktischer Hinweis: Gleichwertigkeit hängt von den Einsatzbedingungen und der Chemie ab; gehen Sie niemals von einer Austauschbarkeit aus, ohne die Auslegungstemperatur, die Kriechgrenzen und die erforderliche Dokumentation zu bestätigen.
Auswahlkriterien - wie man die richtige A234-Sorte auswählt
Entscheidungsträger:
-
Auslegungstemperatur und -druck: Erhöhte Temperaturen und Temperaturwechsel erfordern Cr-Mo-Sorten (WP11, WP12, WP22, WP91).
-
Schweißeignung erforderlich: WPB mit niedrigem Kohlenstoffgehalt lässt sich in der Regel leicht schweißen; vor dem Schweißen vor Ort ist das Kohlenstoffäquivalent zu prüfen.
-
Korrosionsumgebung: WPB aus einfachem Kohlenstoff ist nicht korrosionsbeständig; für den Einsatz im sauren Milieu (H₂S) müssen Sie die Kompatibilität mit NACE MR0175/ISO 15156 prüfen oder korrosionsbeständige Legierungen wählen.
-
Zwänge bei der Herstellung: Bei großen Durchmessern werden häufig geschweißte Armaturen verwendet; bei kleinen Durchmessern können nahtlose Armaturen verwendet werden, um die Ermüdungsfestigkeit zu verbessern.
Aufnahme spezifischer Abnahmekriterien (C.E.-Grenzwert, erforderliche PWHT, NDT-Stufe) in die Bestellungen.
Inspektion, Prüfung und Dokumentation
Mindestprüfungen/-anforderungen, die Käufer normalerweise für A234-Fittings angeben:
-
Zertifizierung der Materialien: EN 10204 3.1/3.2 MTC mit Wärmeanalyse und mechanischen Prüfergebnissen.
-
Mechanische Prüfung: Zugfestigkeit, Streckgrenze und Dehnung je nach Sorte.
-
Zerstörungsfreie Prüfung (NDT): Sichtprüfung, PMI oder Spektroskopie zur Überprüfung der chemischen Zusammensetzung und Durchstrahlungs- oder Ultraschallprüfung, sofern für geschweißte Formstücke vorgeschrieben.
-
Hydrostatischer Test: wird nicht immer bei jeder Armatur durchgeführt, kann aber je nach Konstruktionscode und Dienstleistung verlangt werden.
-
Härte: für einige Legierungen und wenn PWHT erforderlich ist.
-
Rückverfolgbarkeit: Schmelznummer und Teilekennzeichnung in Verbindung mit MTC.
Normungsgremien empfehlen häufig zusätzliche Kontrollen für kritische Dienstleistungen. Für saure Dienstleistungen ist gegebenenfalls die Einhaltung von NACE MR0175/ISO 15156 erforderlich.
Typische Anwendungen und Fehlermöglichkeiten
Anwendungen: Öl- und Gaspipelines, Dampfleitungen in Kraftwerken, Prozessrohre in der Petrochemie und in Raffinerien, Druckluft, Wasserleitungen und Druckbehälteranschlüsse.
Häufige Fehlerarten, gegen die man sich schützen muss:
-
Rissbildung in der Schweißnaht-Zwischenzone wenn der C.E. zu hoch ist oder die Schweißverfahren unkontrolliert sind.
-
Versprödung in bestimmten legierten Stählen, wenn die PWHT nicht korrekt ist.
-
Korrosion / sulfidische Spannungsrissbildung im sauren Betrieb, wenn bei der Materialauswahl die NACE/ISO-Richtlinien nicht beachtet werden.
Vorbeugende Maßnahmen: Festlegung von Vorwärm-/Dampfbehandlungsverfahren, Begrenzung des Kohlenstoffäquivalents, angemessene zerstörungsfreie Prüfung und Auswahl von Legierungen für korrosive oder Hochtemperaturanwendungen.
Checkliste für die Beschaffung
Bei der Erstellung einer PO/technischen Anfrage ist Folgendes anzugeben:
-
Materialspezifikation: ASTM A234/A234M (eindeutige Note, z. B. WPB / WP11).
-
Maßangaben: ASME B16.9 oder EN 10253-2 (Staat bevorzugt).
-
Erforderliches MTC: EN 10204 3.1/3.2 oder gleichwertig.
-
Chemische Grenzwerte: erfordern eine Wärmeanalyse mit C.E.-Berechnung und maximalem C.E.-Wert.
-
Prüfungen: Sichtprüfung, PMI, Röntgenuntersuchung/UT (für Schweißnähte), Härteprüfung (falls erforderlich) und Zugprüfungsbericht.
-
Oberflächenbeschaffenheit, Fasenart und Markierungshinweise.
-
QA: Inspektion der Zeugenpunkte, Inspektion durch Dritte, wenn kritisch.
Tabellen, die Ingenieure tatsächlich verwenden
A - Schnellauswahltabelle für Sorten
| Servicebedarf | Typische A234-Sorte |
|---|---|
| Allgemeine Rohrleitungen, geschweißt, moderate Temperaturen | WPB |
| Erhöhte Temperatur, kriechfähig | WP11 / WP12 / WP22 |
| Sehr hohe Temperaturen Strom / Petro | WP91 / WP911 |
| Niedrige Temperatur (kryogenisch) | Verwenden Sie Spezifikationen für niedrige Temperaturen (z. B. A420 WPL3 für niedrige Temperaturen) |
B - Gemeinsame Ausgangsmaterialpaarungen (für die Herstellung von Armaturen)
| Passende Rohstoffquelle | Typisches Ausgangsmaterial, angepasst |
|---|---|
| Nahtlose Rohre | ASTM A106 Gr B / Gr C |
| Platte | ASTM A516 Gr 60 / 70 |
| Schmieden | ASTM A105 (für geschmiedete Fittings; A234 ist für geschmiedete, stumpfgeschweißte Fittings) |
Fallstudie
Eine Raffinerie, die einen gealterten Dampfsammler ersetzt, spezifiziert ASTM A234 WPB Krümmer aus Blech. Das Ingenieurteam forderte: MTC EN 10204 3.1, einen C.E. ≤ 0,45 (Projektgrenzwert), Röntgenaufnahmen aller Stumpfnähte und PWHT für Schweißnähte über der angegebenen Dicke. Durch das Bestehen auf einer Wärmeanalyse des Walzwerks und einer Überprüfung durch einen Dritten konnte die späte Entdeckung von kohlenstoffreichen Schweißnähten vermieden werden, die eine Nacharbeit und einen längeren Stillstand erfordert hätten.
Lektion: Projektgrenzen und Überprüfung in der Auftragsphase verringern das Nacharbeitsrisiko und die Auswirkungen auf den Zeitplan.
Bewährte Praktiken - Spezifikationssprache
Verwenden Sie eine kompakte, durchsetzbare Klausel:
"Armaturen müssen entsprechen ASTM A234/A234M; Materialqualität: WPB (oder Legierungsgrad angeben). Abmessungsstandard: ASME B16.9 (oder EN 10253-2). Der Lieferant muss EN 10204 3.1 Werksprüfzeugnisse mit Wärmeanalyse, Herstellungsweg und auf jedem Fitting eingeprägter Schmelznummer vorlegen. Das Kohlenstoffäquivalent darf 0,50 nicht überschreiten; bei einem Kohlenstoffäquivalent über 0,45 sind ein Schweißverfahren und ein PWHT-Plan zur Genehmigung vorzulegen. Prüfung durch eine dritte Partei [falls erforderlich] als Zeuge für die chemische Analyse und die zerstörungsfreie Prüfung.
Diese Formulierung erzwingt die Einhaltung der Vorschriften durch die Lieferanten und legt die technischen Anforderungen fest.
FAQs
-
Q: Kann ich ASTM A234 WPB-Fittings mit ASTM A106 Grade B-Rohren verwenden?
A: Im Allgemeinen ja; A234 WPB ist das übliche Fittingmaterial, das mit A106 Gr B-Rohren für gemäßigte Temperaturen gepaart wird, vorausgesetzt, der Konstruktionscode und die Druck-/Temperaturraten stimmen überein. Bestätigen Sie immer MTCs, chemische Kompatibilität und Wärmenummern. -
Q: Was ist der Unterschied zwischen ASTM A234 und ASTM A105?
A: Die Norm A234 gilt für stumpfgeschweißte (nahtlose/geschweißte) Armaturen aus Kohlenstoff- und legiertem Knetstahl, während die Norm A105 eine Norm für geschmiedeten Kohlenstoffstahl ist, die häufig für geschmiedete Flansche und Armaturen verwendet wird. Es gelten unterschiedliche Fertigungsverfahren und Erwartungen an die mechanischen Eigenschaften. -
Q: Ist PWHT für A234-Fittings erforderlich?
A: Die Druckwasserhärtung hängt von der Güteklasse, der Wandstärke und dem Projektcode ab. Für viele WPB-Fittings aus Kohlenstoffstahl ist keine Druckwasserhärtung vorgeschrieben; Chrom-Molybdän-Sorten erfordern oft bestimmte Druckwasserhärtungszyklen - geben Sie dies in der Bestellung an. -
Q: Kann A234 WPB im sauren Betrieb (H₂S) verwendet werden?
A: Nicht standardmäßig. Saure Umgebungen müssen die Auswahlregeln der NACE MR0175/ISO 15156 erfüllen; in vielen Fällen sind modifizierte schwefelarme, aufgekohlte oder korrosionsbeständige Legierungen erforderlich. Erfordert NACE-Konformität, wenn H₂S vorhanden ist. -
Q: Welche Prüfungen muss der Lieferant durchführen?
A: Mindestens: MTC (EN 10204 3.1/3.2 falls gefordert), Wärmeanalyse, mechanische Prüfberichte, Sichtprüfung und spezifizierte ZfP (RT/UT) für Schweißnähte. Bei kritischen Projekten sind in der Bestellung Zeugenaussagen anzugeben. -
Q: Werden A234-Fittings von ASME-Codes abgedeckt?
A: Die Werkstoffspezifikation ist separat, wird aber zusammen mit den ASME-Abmessungs- und Drucknormen wie ASME B16.9 für stumpfgeschweißte Fittings verwendet. Verwenden Sie beide für eine vollständige technische Abdeckung. -
Q: Wie kann ich A234 mit EN 10253 vergleichen?
A: ASTM A234 regelt das Material und die zugehörigen Prüfungen; EN 10253 regelt die europäischen Abmessungs- und Prüfklassen. Für den Austausch müssen Sie die Güteklassen abbilden und die Gleichwertigkeit der Prüf- und Inspektionsklassen bestätigen. -
Q: Was ist die Kohlenstoffäquivalentgrenze für sicheres Schweißen?
A: Ein häufig verwendeter praktischer C.E.-Grenzwert für das Screening ist 0.50. Der Bauherr kann für kritische Schweißnähte niedrigere Grenzwerte (z. B. 0,45) festlegen. Verwenden Sie für die Berechnung die Standard-CE-Formel. -
Q: Können geschweißte Fittings mit einem "W" in ihrer Güteklasse gekennzeichnet werden?
A: Ja. Armaturen, die aus geschweißtem Material hergestellt sind, müssen mit dem Buchstaben "W" gekennzeichnet werden, um die geschweißte Konstruktion zu kennzeichnen; die Norm fordert eine Kennzeichnungspraxis, die die Klarheit wahrt. -
Q: Wenn eine Legierungssorte benötigt wird, welche A234-Sorten sind üblich?
A: Für den Einsatz bei erhöhten Temperaturen wählen Sie WP11, WP12, WP22 oder WP91, je nach den erforderlichen Kriech- und Zugeigenschaften. Bestätigen Sie die genauen chemischen und mechanischen Eigenschaften in den Standardtabellen.
Abschließende praktische Tipps für Ingenieure und Einkäufer
-
Immer anfordern Wärmerückführbare MTCs und überprüfen Sie die gemeldete Wärmeanalyse anhand der Projektanforderungen.
-
Bestehen Sie beim Schweißen auf der Baustelle auf der C.E.-Berechnung des Lieferanten und dem genehmigten PWHT-/Schweißverfahren, wenn der C.E. in der Nähe der Projektgrenzen liegt.
-
Wenn saurer Service möglich ist, sind ausdrückliche Erklärungen nach NACE MR0175/ISO 15156 erforderlich.
-
Verlangen Sie in den Einkaufsunterlagen die Angabe von Abmessungen (ASME B16.9 oder EN 10253) zusammen mit der ASTM A234, um Fehlanpassungen zu vermeiden.
Maßgebliche Referenzen
- ASTM A234 / A234M - Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High Temperature Service (ASTM International)
- ASME B16.9 - Werksgefertigte Formstücke zum Stumpfschweißen (ASME)
- EN 10253-2 - Formstücke zum Stumpfschweißen von Rohren: Unlegierte und ferritisch legierte Stähle (CEN/BSI, öffentliche Kopie)
- ASME SA-234 / SA-234M - Übersicht über die Werkstoffnorm und zugehörige Dokumente (ASME-Katalogeintrag)
- NACE MR0175 / ISO 15156 - Werkstoffe zur Verwendung in H2S-haltigen Umgebungen (NACE / ISO)
