A2 and D2 are both air-hardening cold-work tool steels that excel in production tooling, but they serve different roles: choose A2 when impact resistance, toughness and dimensional stability during heat treatment are the priority; choose D2 when maximum abrasive wear resistance and long edge life are the priority. D2 attains higher hardness and superior abrasion resistance because of its higher carbon and chromium and the abundant chromium-rich carbides in its microstructure, while A2 delivers broadly better fracture resistance and easier finishing for many medium-run tooling tasks.
Quick technical comparison
-
A2 (AISI A2 / UNS T30102) is a medium-alloy, air-hardening cold work steel with roughly 0.95–1.05% C and about 4.7–5.5% Cr. It balances wear resistance with toughness and shows excellent dimensional stability after heat treatment. Typical hardened hardness ranges are mid to upper 50s HRC to low 60s HRC depending on tempering.
-
D2 (AISI D2 / W.-Nr. 1.2379) is a high-carbon, high-chromium cold work steel (about 1.4–1.6% C and ~11% Cr). Its microstructure contains numerous large chromium carbides that give outstanding abrasive wear resistance and consistent edge retention. Toughness is lower than A2 and D2 is more difficult to machine in the annealed state than many lower chromium steels.
Decision rule of thumb: if the tool will be subject to high abrasion and long continuous runs with light impact, pick D2; if the tool sees intermittent impact, bending or risk of chipping, pick A2.

Chemical composition (comparison table)
The chemical ranges shown below reflect typical standardized compositions used by major suppliers. Individual foundry/steelmaker specifications vary slightly. Use the supplier datasheet for final chemical acceptance.
| Element (wt%) | A2 typical range (AISI A2 / 1.2363) | D2 typical range (AISI D2 / 1.2379) |
|---|---|---|
| Carbon (C) | 0.95 – 1.05 | 1.40 – 1.60 |
| Chromium (Cr) | 4.75 – 5.50 | 11.0 – 13.0 |
| Molybdenum (Mo) | 0.90 – 1.40 | 0.70 – 1.20 |
| Vanadium (V) | 0.15 – 0.50 | 0.90 – 1.20 |
| Manganese (Mn) | ~1.00 | ~0.20 – 0.60 |
| Silicon (Si) | ~0.5 | ~0.3 – 0.6 |
| Nickel / Copper / Sulfur / Phosphorus | trace | trace |
Sources: manufacturer datasheets and materials handbooks (representative values). Note the two key contrasts: D2 has roughly 2× or more chromium and substantially more carbon which drives carbide volume fraction and wear resistance; A2 contains less carbide-forming alloying, giving tougher matrix behavior.
Microstructure and how it controls performance
-
A2 microstructure (hardened and tempered): tempered martensitic matrix with moderate, relatively fine alloy carbides (Mo and V carbides). Carbide volume fraction is lower than D2, so the matrix contributes more to toughness. A2’s carbides provide reasonable wear resistance but do not dominate the fracture behavior, which helps resist chipping.
-
D2 microstructure (hardened and tempered): martensitic matrix containing a high population of large chromium-rich carbides. These hard particles are excellent for resisting abrasive wear but are brittle compared with the matrix, which reduces overall toughness and increases the risk of chipping under impact.
Implication: tool life vs. catastrophic failure is a tradeoff. For long-run shearing, blanking and slicing with primarily abrasive contact, D2’s carbide-dominant microstructure will usually outlast A2. For punches, dies, or tools experiencing shock or bending, A2’s matrix toughness reduces crack initiation and catastrophic failure.
Mechanical properties and practical hardness ranges
Below are typical mechanical/physical values after conventional hardening and tempering steps. Exact numbers vary with section size and heat treatment schedule.
Typical hardness and tensile indicators
| Property | A2 (typical) | D2 (typical) |
|---|---|---|
| Hardened hardness (air quench + tempering) | 57 – 62 HRC common; can be tempered to mid 50s for higher toughness. | 58 – 62 HRC common; high hardness with excellent edge retention. |
| Toughness (relative) | Higher (better resistance to fracture and chipping) | Lower (prone to brittle failure under impact) |
| Wear resistance | Medium | High |
| Compressive strength | High (good for dies) | Very high |
| Density | ~7.85 g/cm³ | ~7.7–7.8 g/cm³ |
Practical note: To achieve maximum hardness with D2, careful high-temperature austenitizing and adequate soaking are required to dissolve carbides and achieve desired matrix carbon. Because D2 has substantial carbides, its effective hardening is also section-size sensitive.
Heat treatment practice — recommended cycles and rationale
Heat treatment has an outsized effect on final performance. Below are commonly used practical schedules; always validate with supplier datasheets and run trial coupons.
Typical A2 heat treatment (example)
-
Anneal (for machining): heat to 760–780°C, hold, then slow cool in furnace to ~550°C at 10–20°C/hr then air cool to room temperature. Result: ~200 HB for machining.
-
Preheat: 650–700°C, hold.
-
Austenitize: 970–1020°C (depending on supplier), hold to equalize temperature (15–30 min for small sections).
-
Quench: Air cool (air hardening).
-
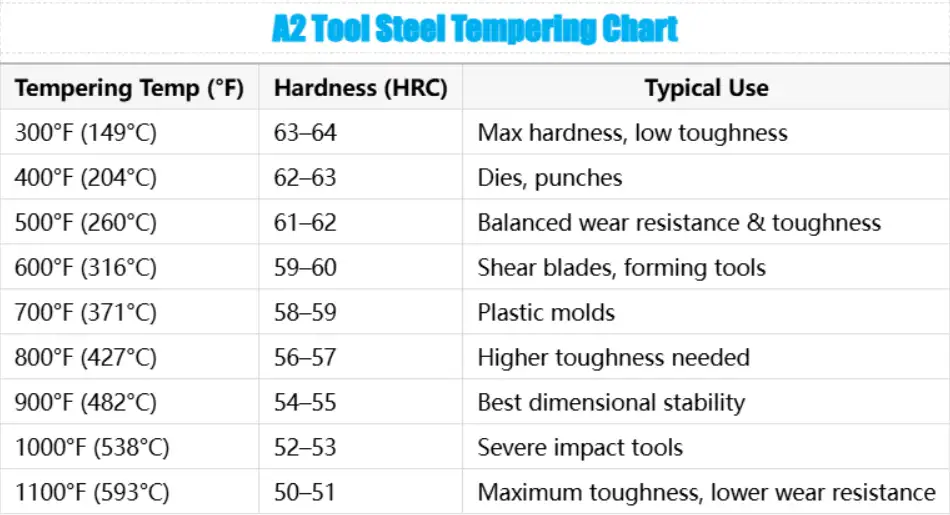
Tempering: double temper at 150–200°C to obtain higher hardness and relieve stresses; for higher toughness, temper at higher temperature 450–550°C then check final hardness. Typical HRC range 57–62 depending on tempering.
Typical D2 heat treatment (example)
-
Anneal (for machining): heat to 800–860°C, slow furnace cool at ~10°C/hr to 650°C then air cool; results in softer, machinable structure.
-
Preheat: 650–700°C.
-
Austenitize: 980–1020°C (some sources recommend ~1010°C for deep hardening), hold longer for large sections to allow homogenization.
-
Quench: Air cool.
-
Tempering: commonly two tempers; tempering branch between 150–540°C to obtain desired hardness or toughness trade. D2 requires controlled slow cooling during anneal and careful austenitizing to avoid excessive retained carbides that will hamper through hardness.
Table: typical treatment vs target hardness
| Treatment | Typical HRC (A2) | Typical HRC (D2) |
|---|---|---|
| Soft annealed (for machining) | ~200 HB | ~190–220 HB |
| Hardened + low temper (for max hardness) | 60–62 HRC | 60–62 HRC |
| Hardened + medium temper (balance) | 57–59 HRC | 56–60 HRC |
| Temper for maximum toughness | 52–56 HRC | 52–56 HRC (but still less tough than A2) |
Practical tips:
-
Use trial coupons to verify tempering curves and dimensional change.
-
D2 benefits from larger soak times at austenitizing temperature due to its heavy carbide load.
-
For thin sections, both grades can harden to target HRC more easily; for thick sections, confirm supplier hardenability data.
Machinability, grindability and finishing
-
Machinability (annealed condition): A2 is generally easier to machine in the annealed state than D2. D2’s high carbide content reduces machinability; it may require slower feeds, tougher tooling and grinding wheels suited to hard, abrasive materials.
-
Grindability: Both can be ground to tight dimensions, but D2 will wear abrasives faster because of chromium carbides. Plan for more frequent wheel dressing or use CBN wheels for production grinding.
-
Polishing and surface finish: D2 often polishes to a very good finish but its hardness makes final grinding slower. D2’s higher chromium content also gives slight corrosion resistance when polished and hardened, which can be leveraged for finishing.
Typical applications and selection cases
Below are common uses grouped by where each grade generally outperforms the other.
A2 typical applications
-
Short to medium-run stamps, dies, punches, trimming dies and blanking operations where impact or shock is present.
-
Precision molds and form tools that require dimensional stability after heat treatment.
-
Tools where occasional resharpening or regrinding is expected and where fracture resistance is critical.
D2 typical applications
-
Long-run cutting blades, dies for blanking progressive dies with primarily abrasive wear.
-
Shear blades, die inserts, roll inserts, knives, shear punches where abrasive wear predominates and chipping is less likely.
-
Applications where edge retention and abrasive wear life are primary drivers for total cost of ownership.
Selection checklist: For each tooling application, ask:
-
Is the dominant failure mode abrasion or impact?
-
Are long uninterrupted runs expected?
-
What is the allowable downtime for resharpening?
If abrasion dominates, bias to D2. If shock or unpredictable loading occurs, bias to A2.
Surface treatments, coatings and hybrid approaches
To extend life, both steels are commonly combined with surface engineering:
-
PVD coatings (TiN, TiCN, AlTiN): reduce adhesive wear, friction and improve tool life. D2 often functions well with PVD coatings after proper heat treatment; verify adhesion.
-
Nitride or ion-nitriding: can enhance surface hardness and fatigue life. A2 nitriding produces a hardened surface but the diffusion profile and retained core toughness need verification.
-
Cryogenic treatment: sometimes used to reduce retained austenite and stabilize dimensions especially after quenching; benefits depend on grade and process control.
-
Local hardfacing or insert strategy: use D2 inserts in high wear zones and A2 or tougher grades in shock zones to combine strengths.
Procurement language, specifications and standards
When specifying material in purchase orders or drawings, include:
-
Exact grade (AISI A2 / UNS T30102 or AISI D2 / W.-Nr. 1.2379).
-
Applicable standard reference such as ASTM A681 or ISO 4957 (tool steel grade designation systems).
-
Required heat treatment state for delivery (annealed, normalized, hardened and tempered) and acceptance hardness or microstructure criteria.
-
Mill test report (chemical analysis) and mechanical test requirements.
-
Surface finish, plating/coating or coating acceptance tests if applicable.
Include drawing notes for allowable residual stress, dimensional tolerance after heat treatment and whether the supplier must prefinish critical surfaces prior to final heat treatment.
Failure modes, inspection and design tips
Common failure modes
-
A2: premature abrasive wear if used in long continuous abrasive service; localized galling if lubrication is poor.
-
D2: chipping and brittle fracture under impact or bending loads; thermal cracking if heat build-up is significant.
Inspection checklist
-
Check hardness, microstructure (carbide distribution) and dimensions after full processing.
-
Inspect tool radii and stress raisers; larger fillets reduce chipping risk in D2.
-
Record lubrication and process conditions because abrasive wear rates vary dramatically with environment.
Design tips
-
Use slightly larger radii on shearing edges when using D2 to lower stress concentration.
-
Consider removable D2 inserts for high-wear zones in a tougher A2 body to combine benefits.
-
Optimize heat treatment to balance core toughness and surface hardness; tempering at slightly higher temperatures may reduce chipping risk.
Cost and lifecycle comparison
| Factor | A2 | D2 |
|---|---|---|
| Raw material cost | Lower to moderate | Moderate to higher |
| Processing cost (machining) | Lower (easier to machine in annealed state) | Higher (harder to machine, requires tooling/wheels) |
| In-service life for abrasive wear | Shorter | Longer |
| Downtime frequency | More frequent resharpening for abrasion-dominated service | Less frequent resharpening but higher grinding cost when service occurs |
| Total cost of ownership | Best for mixed-impact/abrasive tasks | Best where abrasive wear dominates and replacement costs are high |
Economic decision: compute lifecycle cost (purchase + machining + downtime + regrind frequency) rather than raw material unit price.
FAQs
1. Which steel holds an edge longer, A2 or D2?
D2 holds an edge longer in abrasive wear situations because of its higher carbide fraction and chromium content.
2. Which steel resists chipping better?
A2 resists chipping and fracture better because its matrix provides higher toughness.
3. Can A2 be nitrided or coated?
Yes; both nitriding and PVD coatings are commonly applied to A2. Proper heat treatment and surface preparation are essential for coating adhesion.
4. Is D2 corrosion resistant?
D2 has higher chromium which offers mild corrosion resistance compared with low-chrome tool steels, but it is not stainless. Polishing and coatings improve resistance.
5. Which grade machines faster?
A2 machines faster and with less tooling wear in the annealed state. D2 requires more robust tooling and slower parameters.
6. Can D2 be used for impact-loaded punches?
Not recommended for heavy impact—D2 is better for abrasion-dominated applications. For impact-loading choose A2 or shock-resistant grades (e.g., S7).
7. What tempering practice gives best toughness?
Temper at higher temperatures (e.g., 450–550°C) and perform multiple tempers to balance hardness and toughness. Verify final HRC and toughness on test coupons.
8. How does section size affect hardness?
Larger sections harden less uniformly. D2 in particular may require longer austenitizing holds to achieve through-hardening.
9. Can I repair a D2 tool that is chipped?
Yes, repair is possible via welding or brazing with matched filler and subsequent heat treatment, but regrinding may be required and the cost should be compared with replacement.
10. What is a hybrid approach to get the best of both?
Use an A2 tool body with replaceable D2 inserts in the high-wear zone, or specify surface coatings to enhance wear life while retaining core toughness.
Practical specification example (copy/paste for drawings or POs)
Material: AISI A2 (UNS T30102) bar to ASTM A681, delivery condition: annealed to ≤ 210 HB. Final heat treatment: austenitize 1000°C, air quench, temper twice at 540°C to achieve 58 HRC ±1. Mill Test Report required. OR Material: AISI D2 (W.-Nr. 1.2379) bar to ASTM A681, annealed to ≤ 230 HB. Final heat treatment: austenitize 1010°C hold, air cool, temper to 60 HRC ±1. Verify microstructure and carbide distribution.
Final selection checklist
-
Identify dominant wear mode: abrasion or impact.
-
Confirm run length and downtime cost.
-
Check manufacturability: can supplier meet required tolerances and heat treatment?
-
Consider hybrid strategy: inserts or coatings.
-
Validate with supplier datasheets and request MTRs and heat treatment records.
