If your priority is high strength, tight-tolerance structural parts, and the ability to tune hardness by heat treatment, 17-4 PH (UNS S17400, SAE 630) is usually the better choice. If your priority is broad chemical and chloride/pitting resistance, excellent ductility, and easier performance in highly corrosive or elevated-temperature environments, 316 (UNS S31600 / 316L variants) is typically the superior option. In practice the correct selection depends on the balance of strength, corrosion exposure, manufacturability, and cost for the intended service.
1. What these alloys are and why they differ
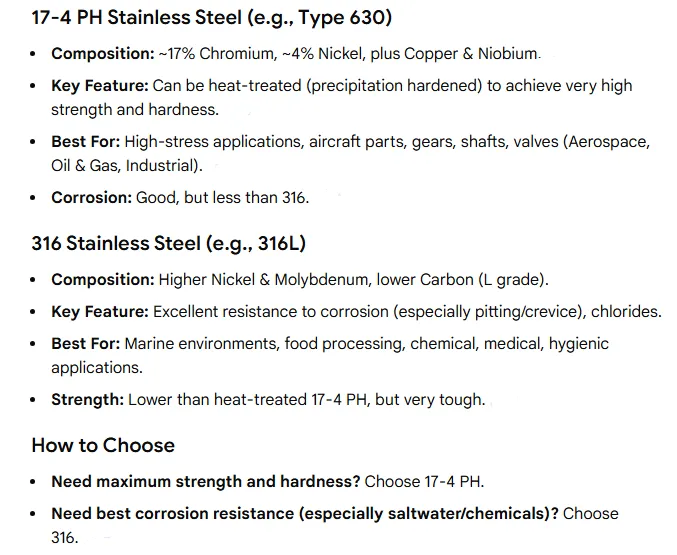
17-4 PH and 316 belong to different families of stainless steel and are optimized for distinct property sets. 17-4 PH is a precipitation-hardening martensitic stainless steel designed to achieve high strength by controlled heat treatment and precipitation of copper and other alloying elements. 316 is an austenitic stainless steel alloyed with molybdenum for superior resistance to chloride attack and broad chemical exposure. Because 17-4 PH is heat-treatable it reaches strength levels that 316 cannot without cold work or heavy section processing; conversely 316’s austenitic matrix confers superior toughness, ductility and corrosion resistance in many service environments.

2. Chemical composition — direct comparison (typical ranges by weight percent)
| Element | 17-4 PH (typical / UNS S17400) | 316 / 316L (typical / UNS S31600) |
|---|---|---|
| Chromium (Cr) | 15.0 – 17.5 | 16.0 – 18.0 |
| Nickel (Ni) | 3.0 – 5.0 | 10.0 – 14.0 |
| Molybdenum (Mo) | trace (not intentionally added) | 2.0 – 3.0 |
| Copper (Cu) | 3.0 – 5.0 (key PH element) | ≤0.75 |
| Carbon (C) | 0.07 max (varies with specification) | 0.08 max (316), 0.03 max (316L) |
| Nitrogen (N) | ≤0.10 | ≤0.11 |
| Others (Nb, Ta) | small stabilizers in some variants | Mn, Si typical minor elements |
Notes: published datasheets and material standards list these ranges; the copper in 17-4 PH is central to its precipitation hardening mechanism while molybdenum in 316 is essential to pitting resistance in chloride environments.
3. Microstructure and metallurgy fundamentals
-
17-4 PH: Delivered commonly in solution-treated or “A” condition and then aged (H900, H1025, H1150, etc). The matrix is martensitic after solution treatment and quench. Aging produces fine copper-rich precipitates that block dislocation motion and raise both yield and tensile strength. Because the phase is martensite, 17-4 PH exhibits magnetic response and higher hardness.
-
316: An austenitic face-centered cubic matrix that is non-magnetic in the fully annealed condition. Strength comes largely from solid-solution strengthening and cold work. 316 cannot be precipitation-hardened for high strength; heavy section sizes are limited by achievable cold work and annealing cycles. The austenitic matrix grants excellent toughness down to low temperatures.
Engineering consequence: 17-4 PH lets designers achieve high static and fatigue strength in relatively compact parts through controlled heat treatments; 316 is preferred where ductility, toughness and resistance to localized corrosion are paramount.
Also read: 18-8 stainless steel vs 304 vs 316.
4. Mechanical properties — practical comparison (typical values)
Below are representative values. Actual delivered properties depend on heat treatment, product form, and specification.
Table A. Typical tensile and yield for common conditions
| Property | 17-4 PH (H900, approximate) | 17-4 PH (H1150, softer) | 316 annealed |
|---|---|---|---|
| Tensile strength (Rm) | 1100 – 1250 MPa | 800 – 1000 MPa | ~480 – 620 MPa |
| Yield strength (0.2% Rp0.2) | ~1000 MPa | ~650–850 MPa | ~170 – 300 MPa |
| Elongation (%) | 8 – 12 | 10 – 20 | 40 – 60 |
Sources: manufacturer datasheets and technical specs list H900 and H1150 conditions and the wide gap in strength compared to 316. If you need specific guaranteed values, request certificates for the exact heat treatment and product form.
Table B: Hardness and fatigue behavior
| Property | 17-4 PH (H900) | 316 (annealed) |
|---|---|---|
| Rockwell C / HRC equivalent | ~28 – 40 HRC range depending on aging | ~HRB 70–100 (soft) |
| Fatigue strength | Superior for same geometry due to higher yield | Lower, but excellent when surface finish and design control fatigue |
Engineering note: In fatigue-sensitive components, 17-4 PH commonly outperforms 316 provided the environment does not drive corrosive fatigue failures. Surface finish, shot peening, and residual stresses still dominate fatigue lives.

5. Corrosion resistance and environmental performance
General performance
-
316: Excellent resistance to a broad range of corrosive media including seawater splash, many acids and chloride-containing environments. The molybdenum content increases resistance to pitting and crevice corrosion at higher chloride levels relative to 304. For marine, pharmaceutical and food processing equipment, 316 is the usual choice.
-
17-4 PH: Corrosion resistance is comparable to 304 in many environments and is generally acceptable for atmospheric exposure, mild chemical exposure, and some sea air applications if surface finish and heat treatment are appropriate. In aggressive chloride or sour environments 17-4 PH typically underperforms relative to 316; selection needs careful engineering judgment.
Stress-corrosion cracking and temperature limits
-
316 austenitic steels have good resistance to stress-corrosion cracking in many situations, but can be susceptible under certain combinations of tensile stress and specific chemicals. 17-4 PH’s susceptibility depends on heat treatment and tempering; carefully selected aging can reduce SCC susceptibility compared with some martensitic grades but 316 remains the safer choice for chloride-rich, high-temperature aqueous exposures.
Practical guidance
If pitting, crevice or general chloride attack is likely, specify 316 or higher-performance duplex or super-austenitic grades rather than 17-4 PH. If mechanical loading is the dominant failure mode and corrosion exposure is moderate, 17-4 PH may deliver better lifetime and lower component size.
6. Fabrication, welding and machinability
Machinability and forming
-
17-4 PH machines well in the solution treated condition but machining properties change after aging. For tight tolerances and high hardness, 17-4 PH responds predictably which is advantageous for CNC and EDM operations. It is less ductile than 316 in the hardened state; forming should be performed in softer tempers.
-
316 is widely considered easy to form and deep-draw due to its high ductility. Machining cost can be higher than some ferritic grades but is routine for modern shops. Cold working increases strength which may be used where heat treating is not possible.
Welding
-
316 welds readily using standard austenitic stainless welding consumables; filler choice and post-weld treatments will influence corrosion resistance and intergranular sensitization concerns. 316L reduces risk of sensitization in some cases.
-
17-4 PH can be welded but requires special considerations. Welding generally softens the weld heat-affected zone and surrounding material; final mechanical properties often require a post-weld solution treatment and aging to regain strength. Certain filler alloys and controlled procedures are needed to avoid loss of toughness or corrosion resistance. For critical parts, machine after final heat treatment when possible.
Magnetic properties
17-4 PH is magnetic after heat treatment; 316 is non-magnetic in the annealed condition. This difference matters in sensors, motors, MRI compatibility and applications where magnetic response is an issue.
7. Typical applications and industry examples
Where 17-4 PH excels
-
Aerospace structural components and shafts requiring high strength and good corrosion resistance for exterior service.
-
High strength fasteners, actuator components and parts needing repeatable heat-treatment response.
-
Pump shafts, powertrain parts and bearings in applications where space is constrained but loads are high.
Where 316 excels
-
Marine fittings, heat exchangers, and process equipment in chemical, food, pharmaceutical and desalination industries.
-
Medical devices and implants (316L variants) where biocompatibility and corrosion resistance are needed.
-
Architectural, piping, and sanitary equipment exposed to chloride or acidic environments.
Real projects often pair both materials for hybrid benefits (for example 17-4 PH core/316L cladding) where strength and corrosion performance are both required. Recent research has examined bimetallic combinations to exploit the strengths of each alloy.
8. Cost, availability and procurement tips (MWAlloys advantage)
-
Cost drivers: nickel and molybdenum content and processing steps are primary cost drivers. 316 contains more nickel and molybdenum so raw-material cost can be higher than some ferritic grades, but 17-4 PH’s specialized production, tighter heat treatment and testing can increase unit cost versus commodity 316 in smaller quantities. Market pricing fluctuates with Ni and Mo markets.
-
Procurement tips: specify UNS numbers, required heat treatment condition (H900/H1025 etc for 17-4 PH, annealed/316L for 316), mill test reports (MTRs), non-destructive test requirements and any mechanical certificates. When buying from a manufacturer, ask about traceability, heat lot, and whether parts are supplied after final heat treatment or require on-site tempering.
-
MWAlloys factory edge: as a factory supplier we can offer competitive pricing on both alloys, control over heat treatment cycles for 17-4 PH, and tailored finishing and certification to match buyer specs. For repeat production, negotiate blanket purchase agreements and confirm delivery lead times for heat-treated product forms. (Company promotional language belongs on product pages and RFQs.)
9. Engineering selection matrix and tradeoffs
Quick decision table
| Priority | Choose 17-4 PH when | Choose 316 when |
|---|---|---|
| Strength/size reduction | Required high static or fatigue strength with compact geometry | No, 316 cannot reach same strength by heat treat |
| Corrosion in chlorides | Service is mild and corrosion control via finishing is possible | Environments with seawater, brines or strong acids |
| Welded large assemblies | Accepts complex post-weld heat treatment cycles | Easier, more routine welding with standard consumables. |
| Magnetic property | Magnetic acceptable or desired | Non-magnetic required |
| Cost and availability | High value for strength justifies cost | Standard commodity grade for many industries |
Example engineering tradeoffs
-
If a valve stem must be both high-strength and used in seawater, consider 17-4 PH with protective coatings or a duplex/super-austenitic alternative; or design a hybrid part using 316 in the wetted area and 17-4 PH in the stressed core with appropriate joining.
10. Surface finishing, passivation and maintenance
-
Finish control: For corrosion-sensitive applications choose fine surface finishes and electropolishing for 316 to minimize pitting initiation. For 17-4 PH, grinding and polishing followed by passivation helps maintain performance; avoid leaving machining burrs or heat-colored surfaces which can promote local corrosion.
-
Passivation: Both alloys benefit from correct passivation processes per ASTM A967 or ISO standards to remove free iron and promote the protective oxide layer. 316 often responds slightly better to standard nitric acid or citric acid passivation methods.
-
Maintenance: Regular inspection in chloride environments, monitoring for crevice corrosion and scheduled surface treatments extend life for both alloys. When in doubt, choose material with higher pitting resistance equivalent number (PREn) for long service.
11. Testing, standards and specification language to include in purchase orders
When ordering specify:
-
UNS number (UNS S17400 for 17-4 PH, UNS S31600 / S31603 for 316L).
-
Required product form and size, mill standard (ASTM/AMS where applicable). Example: AMS 5643 / AMS 5604 for wrought 17-4 PH; ASTM A240 for 316 plate and sheet.
-
Heat treatment condition and required hardness/tensile values (e.g., 17-4 PH H900, minimum tensile).
-
MTRs and certifications, non-destructive testing, and passivation requirements.
-
Traceability to heat lot and batch number.
Requesting these items up front avoids mis-supplied material that fails to meet mechanical or corrosion expectations.
12. FAQs
-
Can 316 be heat treated to the strength of 17-4 PH?
No. 316 is an austenitic alloy that cannot achieve 17-4 PH’s precipitated strengths through conventional heat treatment. Cold work raises strength but not to the levels a precipitation-hardening temper can produce. -
Is 17-4 PH corrosion resistant enough for seawater?
Not typically in long-term, continuously submerged chloride-rich service. Surface finish, coatings and cathodic protection may extend life but 316 or duplex/super-austenitic grades are preferred for direct seawater exposure. -
Which is better for medical implants?
316L is commonly used for many implants due to its biocompatibility and corrosion resistance; however implant selection depends on regulatory approvals and the specific device. -
Are there magnetic differences between the two?
Yes. 17-4 PH is magnetic after aging; 316 is essentially non-magnetic in the annealed state. This matters for sensor or MRI-sensitive applications. -
Can 17-4 PH be welded without losing properties?
Welding is possible but can locally soften the material. Post-weld heat treatment and controlled filler selection are often required to recover specified properties. Machine critical surfaces after final heat treatment when feasible. -
Which alloy machines better?
Both machine reasonably well, but 17-4 PH can be tougher to cut after aging. For high volume CNC work choose the condition (solution annealed) that balances machinability and final properties. -
How do I specify heat treatment for 17-4 PH?
Common tempers: H900 (high strength), H1025/H1150 (balance of strength and toughness). Specify the temper, required hardness, and provide acceptance criteria on MTRs. -
Is 316 better at elevated temperatures?
316 resists scaling and corrosion at elevated temperatures better than many martensitic grades. However, maximum continuous service temperatures depend on alloy and environment; consult manufacturer datasheets. -
Which costs more?
Costs vary with market metal prices and processing. 17-4 PH often commands a premium for specialized processing and heat treatment control; 316 pricing tracks nickel and molybdenum markets. Get quotes for your volume and specification. -
Can you bond or clad 316 onto 17-4 PH?
Yes, bimetallic approaches are used in industry to combine corrosion resistance and strength. Welding and diffusion bonding require careful process control to avoid intermetallics and retain properties. Recent studies show promising performance for hybrid components when properly joined.
Practical checklist for buyers
-
Specify UNS and temper.
-
Request MTR and hardness/UT certificates.
-
State required post-processing (passivation, electropolish).
-
Clarify welding or post-weld heat treatment needs.
-
Confirm lead times for heat-treated product and any special testing.
Final recommendations and MWAlloys services
-
For high-strength, compact structural parts choose 17-4 PH supplied in the required H-temper with certified heat treatment and post-machining when needed.
-
For corrosive service, especially chloride-rich or sanitary applications, choose 316 (or 316L) and specify surface finish and passivation.
-
If both strength and corrosion are critical consider hybrid designs, alternate alloys like duplex stainless steels, or cladding. MWAlloys can supply both alloys to specification, perform factory heat treatment for 17-4 PH, and provide MTRs and finishing to reduce purchasing risk.
Key references and technical sources used
-
SAE Type 630 / 17-4 PH technical summaries and datasheets.
-
Manufacturer specification sheets and AMS/ASTM referenced data for heat treatment and mechanical properties.
-
Comparative material property reviews and application notes for 316 vs 17-4 PH.
-
Recent academic/industry study on bimetallic combinations of 17-4 PH and 316L.
