小さな作業、現場での修理、錆びや汚れのひどい鋼材など、シンプルさと携帯性が重要な場合に、 棒溶接(SMAW) が勝つことが多い。製造、厚板加工、あるいはスピードと高蒸着が優先される場合(特に店舗や構造物の加工)には、次のような方法がある。 FCAW(フラックス入りアーク溶接) は通常、より良い選択である。各プロセスには、特定の業種や継手条件において、 どちらが望ましいかという明確な技術的トレードオフ (溶け込みプロファイル、溶着率、設備の必要性、スラグ の挙動、ヒュームの発生、長さ当たりのコスト)がある。
スティック溶接とフラックス・コアとは?
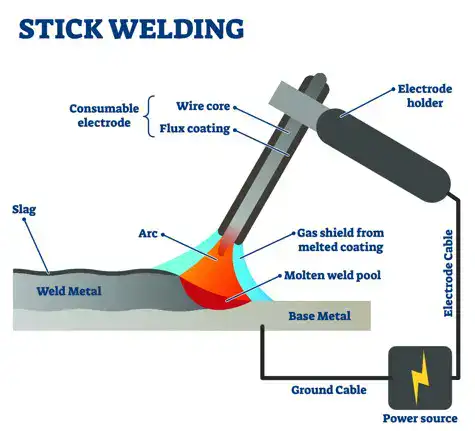
スティック溶接(SMAW): 被覆アーク溶接 - フラックスで被覆された消耗 ロッド(電極)を使用する。電極は電流を流すと同時に溶加金属を供給し、棒上のフラックスが溶けてシールド・スラグとガスが発生し、液状の溶接プールを保護する。SMAWは機械的に単純で、定電流電源(ACまたはDC)、 電極ホルダー、アース・クランプ、そしてロッドである。
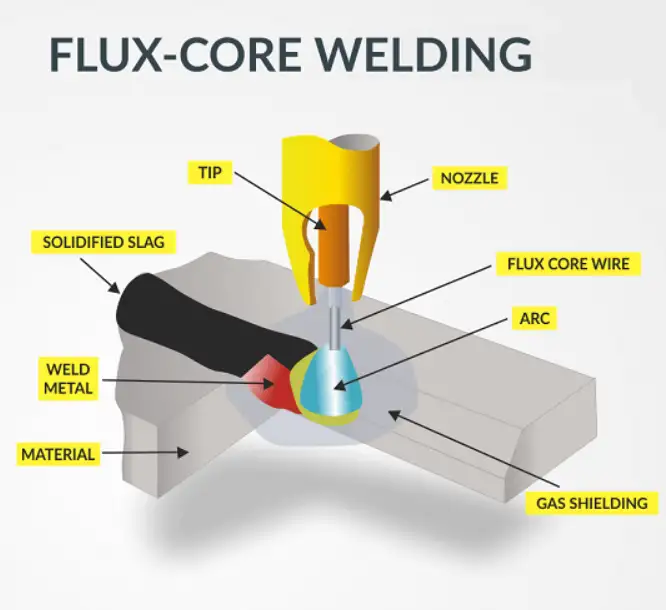
フラックス入りアーク溶接(FCAW) は、フラックスを含む管状のワイヤーをワイヤーフィーダーとガンに通して供給する。主に2種類ある: セルフシールドFCAW(FCAW-S) ここでフラックスは遮蔽を提供し ガスシールドFCAW(FCAW-G) FCAWは、アーク安定性と冶金のために外部シールドガス(多くの場合CO₂または混合ガス)を使用する。FCAWは、ワイヤ送給の利点(より高い溶着量、安定した送給)と、屋外作業や重セクションをサポートするフラックス保護を幅広く融合させている。
アークと消耗品の違い(力学と冶金学)
-
電極の形状: SMAW電極は、フラックス・コーティングが施されたソリッド・ロッドであるが、FCAWはフラックスが充填された中空のチューブ状ワイヤーを使用する。この構造の違いが、送給性、使用可能長さ、析出効率の違いにつながっている。
-
遮蔽メカニズム: SMAWコーティングは燃焼してガスとスラグを生成する。FCAWフラックスも内部で同様の働きをする(FCAW-Gは外部ガスを追加)。セルフシールドFCAWとSMAWは、ボトルなしで屋外での作業が可能である。
-
電源と極性: SMAWは通常、定電流(CC)加工機を使用する。FCAWは通常、ワイヤー送給用に設計された定電圧(CV)ソースを使用する。極性の推奨は、電極の種類によって異なる(メーカーのデータとAWSの分類を確認すること)。
規格とフィラーメタルの分類
電極の指定、認定、調達の際に参照すべき主な規格:
-
AWS A5.1/A5.1M - SMAW用炭素鋼電極(以下のような一般的な分類 E7018).
-
AWS A5.20/A5.20M - フラックス入りアーク溶接用炭素鋼電極の仕様(E71Tクラス・ワイヤ、使用性指定記号、拡散性水素限界値などをカバー)。
-
プロジェクト・コードと構造コード(例. AWS D1.1API、造船規格)には、許容される加工と溶加材が記載され、多くの場合、要求される靭性と予熱/後熱が設定されている。常に管理規格と照合すること。
機材とセットアップ:必要なもの
各工程で必要最小限の装備と特筆すべきエキストラ:
SMAW(スティック):
-
CC溶接機(トランス、インバータCC)、電極ホルダー、アースクランプ。
-
ロッドのサイズは通常1/16"-3/32"-1/8"(1.6-3.2-4.0mm)。
-
基本的なPPE;スラグ用バケットとチッピングハンマー。
FCAW:
-
ワイヤーフィーダーとコンタクトチップ/ガンアセンブリを備えたCV電源。
-
フラックス入りワイヤーのスプール(セルフシールドワイヤーはガスなしで使用可能、ガスシールドワイヤーはレギュレーター、ホース、ガスが必要)。
-
ワイヤータイプに適したドライブロール(V溝またはU溝)とライナー。
-
時には、スパッタ防止用の消耗品や特殊なシールド・ガス・ミックスもある。
パフォーマンス・メトリクス - クイック比較表
| メートル | SMAW(スティック) | FCAW(フラックス入り) |
|---|---|---|
| 典型的な蒸着速度 | 低中度(ロッド交換割り込み) | ハイ(連続ワイヤー送り) - 最大数倍高い。 |
| 走行速度 | 遅い | より速く |
| 典型的な浸透 | 全般的に良好で、重いセクションでも根が深く浸透する。 | 非常に良い。FCAW は、多くの場合、強い融着を伴う高析出向けに設計されている(ワイヤーによって異なる)。 |
| 屋外適性 | エクセレント(ボトル不要) | FCAW-Sは優れているが、FCAW-Gは風除けがないと適さない。 |
| スラグと清掃 | 重いスラグ、手作業によるチッピングが必要 | スラグあり(ワイヤーによる)、しばしばチッピング/研磨が必要 |
| 設備の複雑さ | シンプル | グレーター(フィーダー、ガン、ドライブロール) |
| 学習のしやすさ | 比較的簡単に始められる | ワイヤー・フィードの方が安定したビードが得られやすいが、セッティングやフィードのチューニングが必要。 |
| 溶接金属1ポンド当たりのコスト | 電極コストは低いが、生産性は低い | 消耗品コストは高いが、生産性は高い(フット当たりの生産コストは、多くの場合低い)。 |
(参考文献:業界筋からの技術データとメーカーガイド)
実践的な労働条件-屋外、ポジション、清潔さ
-
屋外/風の強い場所 SMAWとセルフシールドFCAW(FCAW-S) は、フラックスがシールドを供給するため、ガス ボトルが飛ばされる心配がない。ガスシールドFCAWやMIG/GMAWは、遮 風板がないと風の中で苦労する。
-
位置外溶接(垂直、オーバーヘッド): 特定の電極/ワイヤー配合は、上り坂の移動 や位置決め溶接に最適化されている。FCAW 配合は、重加工の垂直/上り坂溶接用に 製造されている。SMAW電極(例えば、低水素の E7018)は、コード内の位置決め溶接に広く使 用されている。常に、電極の使用性指定子および手順資格要件を 参照すること。
-
金属が汚れていたり、錆びている: SMAWとFCAWはともに、ソリッドワイヤのMIGやTIG よりも多少の表面汚染には耐えるが、気孔やスラ グの巻き込みを避けるため、事前クリーニングを推奨 する。FCAWは、生産量の多い補修工程で は、より寛容な対応が可能である。
品質、一般的な欠陥とその管理方法
典型的なSMAWの欠陥
-
多孔性 - ロッドの湿気、技術不足、汚染された母材によるもの。ロッドは乾燥した状態に保ち、低水素 ロッドは製造元に従って保管する。
-
アンダーカット/融合不足 - 移動速度が正しくない、アンペア数が正しくない、電極の角度が悪い。
-
スラグの巻き込み - パス間のスラグ除去が不十分。
FCAWの代表的な欠陥
-
多孔性 - 多くの場合、不適切なシールド(風、FCAW-Gの間違ったガスフロー)、不適切な極性、ワイヤー内の濡れたフラックスが原因である。
-
過度の飛散と煙 - 特定のセルフシールドワイヤーや誤った設定でよくあること。
-
不完全融合/バーンスルー - 移動速度が速すぎるか、パラメータが間違っている。
管理方法
-
電圧、ワイヤー速度/アンペア数、電極角度については、常にメーカーの標準範囲に従ってください。FCAW-G用の推奨シールドガスと流量を使用する。消耗品は乾燥した状態で保管する。低水素 ロッド(E7018など)は、仕様に従ってオーブン で保管する必要がある。不具合が続く場合は、AWSおよびメーカーの トラブルシューティングガイドを参照すること。
コストと生産性
生産性ドライバー: 析出速度(lb/hrまたはkg/hr)、移動速度、必要な再加工、オペレーターのスキル、電極/スプール交換のためのダウンタイム。
| コスト要因 | SMAW | エフシーオー |
|---|---|---|
| 消耗品単価 | ロッド1本あたり | スプール/ワイヤーあたり高い |
| 無駄なフィラーの長さ | ロッドエンドに若干の無駄 | 最小限(ワイヤー・フィードはほぼすべてを使用) |
| 人件費(溶接1フィートあたり) | 高い(移動速度が遅く、停車駅が多い) | より低い(連続送り、より速い) |
| 準備と後片付けの時間 | 著しい(1パスあたりのスラグチッピング) | 中程度(スラグの除去が必要) |
| 設備投資 | より低い | より高い(フィーダー、ガン、スプール) |
解釈だ: 単発の修理や小規模な作業では、セットアップが 最小限のため、SMAWの方が総費用が低い場合が 多い。反復的で長い溶接や厚板の生産では、FCAW の高い溶着量と連続送給により、消耗品価格が高いにも かかわらず、通常、リニアフィート当たりのコストを削減で きる。メーカーと加工工場の生産性調査によると、FCAWの溶着率は、同じような継手サイズでSMAWの数倍に達することがあり、その結果、作業範囲が広い場合には人件費と全体的な作業コストが削減されます。
健康、ヒューム、環境への配慮
-
ヒュームの発生: FCAW (どちらのタイプも) では、フラックスの連続燃焼と高い溶着率のため、SMAW よりも高いヒュームが発生することが多い。金属蒸気およびフラックスの成分は、マンガンおよび鉄のヒュームレベルを上昇させる可能性がある。局所排気装置(LEV)を使用し、必要な場合は呼吸器を使用し、職業暴露限度に従ってください。
-
煙と視界: セルフシールドFCAWは、視界を妨げる大煙を発生させることがある。
-
スラグとスパッタの清掃: FCAWではスパッタが多く発生し、 SMAWではスラグの塊が多く発生する。スリップの危険を防ぎ、検査の信頼性を確保するためには、適切なハウスキーピングが重要である。
用途で選ぶ - 業界の例
建設/構造用鉄骨建方
-
好ましい: FCAW-G (ショップ)で効率化を図る; FCAW-S または SMAW (現場条件)では、風や移動によってボトルの 使用が妨げられる。多くの建 設工場では、規定が特定の溶加材を要求する場 合、隅肉溶接にはFCAWラインを、ルート・パス にはSMAWラインを使用している。
造船/重加工
-
好ましい: エフシーオー SMAWは、補修用または認定手順で必要とされる場 合によく使用される。
メンテナンスと修理
-
好ましい: SMAW または FCAW-S 携帯性に優れ、完璧でないフィットアップも許容する。
パイプライン/フィールド溶接
-
SMAWは、パイプライン工事で長い歴史を持 っている。FCAWは、手順と資格が許せば、 一部の用途に使用できるが、屋外ではガス シールドのオプションが制限される場合があ る。FCAWは、手順と資格が許 す場合に使用できるが、ガスシールドのオプ ションは屋外では制限される場合がある。
推奨溶接手順要素とパラメータ例
注: 以下はその例である。 例 常にWPS/PQRを作成し、電極メーカーとAWSコードのガイダンスに従い、受入基準と試験を行う。
| ジョイント/電極 | SMAWの例 | FCAWの例(E71Tタイプ) |
|---|---|---|
| 3/16インチ・フィレット(1/8~1/4インチ) | E7018 1/8インチ(3.2 mm)、DC+またはAC、90~120 A、トラベル3~6インチ/分 | E71T-1 0.035インチワイヤー、16-22 V、200-260 ipm (~150-220 A)、高速移動 |
| 1/2 "グルーブ溶接 | E7018 5/32インチ~3/32インチ、140~220 A(マルチパス) | 0.045インチ E71Tタイプ、22~28V、200~300ipm(高蒸着量) |
管理すべき典型的な手順要素
-
プレヒート温度とインターパス温度(規定および母材に基づく)。
-
電極の保管(例えば、AWS A5.1ガイダンスに従ったE7018オーブンの保管)。
-
FCAW-Gのシールドガス設定(流量と混合ガス)。
-
駆動ロールとライナーのメンテナンスを行い、給餌の問題を防ぐ。
-
フィレットサイズ、移動角度、ジョイントデザインごとの織りパターン。
トレーニング、資格、認定
-
溶接の資格(手順と溶接工の性能)は、多くの場 合、規格(構造用鋼はAWS D1.1、配管はAPI、圧力 機器はASME)に準拠する。規格は、WPS/PQRが機械的特性および靭性要件 を満たし、溶接士が資格クーポンを達成すれば、 SMAWまたはFCAWのいずれでも許可する。
-
使用者は、各工程および各職位について、溶接工の業 績記録を保管しなければならない。FCAW溶接工は、ワイヤー送給セットアップ (ドライブ張力、ライナー選択)の訓練を受けなければ ならず、SMAW溶接工は電極操作とストライク/リ ストライク技術に精通していなければならない。
ショップでの実践から得たヒント
-
フラックス入りワイヤ・リールは乾燥させ、蓋をしておく。
-
SMAWでは、低水素ロッドを適切な保管オーブンで管理し、必要に応じてベーキングを行う。
-
FCAW-Gの場合、製造前にスクラップでガスの選択と流量を検証する。
-
適切なPPEとヒュームコントロールを使用する。
よくあるご質問
-
どちらの工程がより強い溶接金属を得られるか?
強度は、溶加材の化学的性質と手順に依存する。FCAWワイヤーは特定の引張/靭性特性を満たすように製造され、SMAWロッド(E7018など)も規格クラスを満たすように製造される。どちらも本質的に常に強度が高いわけではありません。必要な機械的特性については、AWSの仕様に従ってください。 -
FCAWはスティックよりも構造物の加工に適していますか?
大量の構造用フィレットや厚板には、生産性 の点からFCAWが好まれることが多い。法規制に敏感なルートパスや認定上の制約がある場合は、SMAWが必要な場合もある。 -
FCAWは屋外で使用できますか?
はい セルフシールドFCAW-Sの場合。ガスシールドFCAW(FCAW-G)は、保護されていない限り、風の影響を受けやすい。 -
初心者にはどちらが簡単ですか?
初心者の多くは、ワイヤー・フィード(FCAW)の方が安定したビードを作りやすいと感じるが、どちらのプロセスも融着を制御し、欠陥を避けるには練習が必要である。 -
どちらがより多くのガスを発生させるか?
FCAWはヒュームの発生量が多い傾向があるため、ヒューム抽出とPPEを適宜実施してください。 -
FCAWにシールドガスは必要ですか?
時々ある:FCAWには、セルフ・シールド(外部ガ スなし)とガス・シールドの両方がある。環境や要求される溶接特性に応じて選択する。 -
FCAW溶接部の目視検査は容易ですか?
スラグやスパッターは欠陥を隠すことがあるので、パス間の溶接部は常に清浄に保ち、重要な接合部には規定に従ってNDEを使用する。 -
どちらの工程が消耗品の無駄が少ないか?
ワイヤー・フィードは、スティック・ロッド(端が無駄になる可能性がある)に比べて無駄が少ない(ほぼスプール全体が使用される)。これにより、生産における実質的なコストを削減することができる。 -
パイプラインや圧力容器の仕事はどのように選べばよいですか?
準拠規格に従うこと:ASME/API/AWSの各規定は、許可され る工程と金属フィラーのクラス、および認定 試験を規定している。まず、契約または規定要件を確認すること。 -
同じジョブでプロセスを切り替えることはできますか?
しかし、WPS/PQRと溶接士の資格は、同じ 構造で両工程を使用する場合、両工程をカバ ーしなければならない。冶金上の問題を避けるため、入熱とパス間温度 の管理を確実に行うこと。
最終決定の枠組み
-
小規模な修理、1回限りの修理、遠隔地、風の強いコンディション → SMAWまたはFCAW-S。
-
高スループット、厚板、店舗環境 → FCAW-G(可搬性が必要な場合はフィレット用のFCAW-Sも可)。
-
フィラーまたは手順が規定されている → 管理規格(AWS、ASME、API)に従い、資格認定を受ける。
