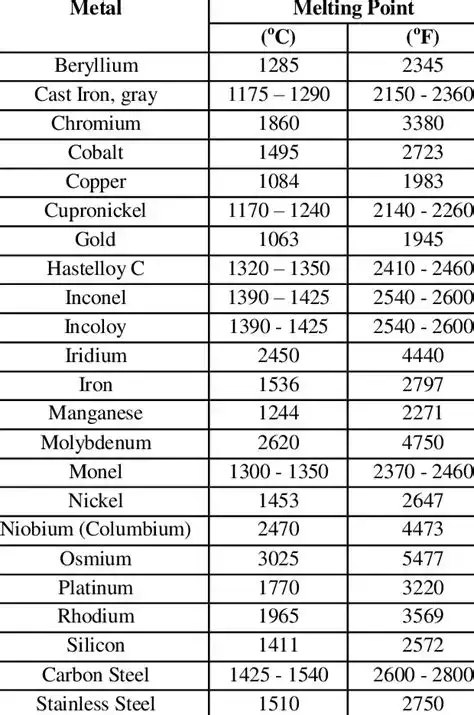
鋼の溶融温度は単一ではなく、組成や微細構造によって異なる。 固液 の間に位置する。 ≈1,370 °C および ≈1,530 °C (2,500-2,800 °F) 一般的な炭素鋼やステンレス鋼の場合。純鉄の溶融温度は 1,538 °C (2,800 °F)合金元素、炭素含有量、加工履歴によって正確な温度は変化する。 溶融範囲 (溶融、鋳造、溶接工程を設計する場合、単一の固定温度ではなく、(固相から液相への)温度で行う。
鋼の「融点」が意味するもの:固相線と液相線
鋼鉄のような合金である金属は、通常、ある温度で瞬時に固体から液体に切り替わることはない。その代わりに
-
ソリダス - 加熱時に最初の液体が現れる温度。
-
リクイダス - 最後の固体が溶解し、合金が完全に液体になる温度。
この2つの温度の間で、材料は固相と液相の混合物として存在する。多くの鋼の場合、固相と液相は組成によって数十度から数百度離れている。 溶解範囲 は単一の値ではない。Fe-C(鉄-炭素)相図は、炭素含有鋼におけるこれらの相転移を理解するための基本的なマップである。
純鉄と市販鋼の比較 - 基準値
-
純鉄一般的に引用される融点 1,538 °C (2,800 °F).これは鋼鉄用の基準アンカーである。
-
炭素鋼軟鋼から高炭素鋼の典型的な完全溶融範囲は、おおよそ以下の通りである。 1,370-1,540 °C (2,500-2,800 °F)炭素が多いと、組成によっては固相線が広がり、わずかに低くなる傾向があるが、他の組成では複雑なFe-C反応のために液相線が高くなる。
-
ステンレス鋼鋼種にもよるが、ステンレス鋼の溶融温度は一般的に以下の範囲である。 1,375-1,510 °C (2,507-2,770 °F)304や316のようなオーステナイト系鋼種は、一般的に1,400-1,450 °C近辺の液相線値を持つが、鋼種によってばらつきがある。
溶解、鋳造、熱処理を計画する際は、鋼種別データシートを使用する。
炭素は融解挙動をどのように変えるか(Fe-C相関係)
炭素は鉄の相図と融解挙動を大きく変える。キーポイント
-
炭素は、特定の組成の窓の中で、純鉄に比べて鉄リッチ液体の融解温度を下げ、次のようなものを作り出す。 共晶・共析 Fe-Cダイアグラムの特徴。広く使われている 共晶 は、準安定系では≈1,147 °Cで約4.3 wt% C付近で発生する。 共晶 (パーライト形成)は、≈0.76 wt% Cと≈727 °Cに位置する(異なる現象)。これらの特徴は、鋳鉄や過共晶合金が鋼とは異なる凝固をする理由を説明します。
-
典型的な鋼(0.02-2.0wt% C)では、固液分離は炭素や特定の合金添加によって大きくなる。
融点に及ぼす一般的な合金元素の影響
合金元素は、固相線と液相線を異なる方向と大きさでシフトさせる。以下は典型的な定性的効果をコンパクトにまとめた表である。
表1-鋼の溶融挙動に及ぼす合金元素の典型的な影響
| エレメント | 鉄鋼における代表的な役割 | 融点への影響(定性的) |
|---|---|---|
| カーボン(C) | 主な硬化間質 | 固相線/液相線を変化させる;融解範囲を広げることができる;wt%に依存する複雑な効果 |
| クロム(Cr) | 耐食性、カーバイドフォーマー | しばしば液性をわずかに上昇させる。 |
| ニッケル(Ni) | オーステナイトを安定させ、靭性を向上させる。 | 傾向がある 下げる 多くのステンレス合金において、固相/液相は緩やかである。 |
| マンガン (Mn) | 強化、脱酸素剤 | 融点の低下は小さいが、過剰になると低融点化合物を形成する。 |
| ケイ素 (Si) | 脱酸素剤、強度 | 溶融をわずかに低下させ、鋳造時の流動性を助ける。 |
| モリブデン (Mo) | 高温強度 | マトリックスの溶融挙動を高め、高融点炭化物を形成する。 |
| バナジウム(V)、チタン(Ti) | 結晶粒の微細化、炭化物形成剤 | 複合体:高融点炭化物を形成し、局所的に固相/液相に影響を与えることがある。 |
(注:定量的シフトには熱力学的計算が必要である。正確な予測には熱化学データベースまたはCALPHADを使用すること)。
主な実用上の注意点:元素の組み合わせは相加的なものではなく、相互作用(ステンレス鋼のCr+Niなど)によって非線形シフトが生じることがある。
一般的な鋼種の代表的な溶融範囲(表)
以下は、冶金学のデータシートや業界の編集物から集めた、実用的で技術者に分かりやすい参考表である(ガイダンスとして使用する。重要な工程管理については、常にサプライヤーのデータシートを確認すること)。
表2 - 一般鋼の代表的な溶融範囲
| 鋼種 / グレード | 典型的な固体→液体 (°C) | 典型的な°F |
|---|---|---|
| 純鉄(Fe) | 1,538(シングルポイント) | 2,800 |
| 低炭素(軟鋼) (≈0.05-0.25% C) | ≈1,420 → 1,470 | 2,588 → 2,678 |
| 中炭素鋼 (≈0.25-0.60% C) | ≈1,430 → 1,490 | 2,606 → 2,714 |
| 高炭素鋼 (≈0.60-1.2% C) | ≈1,400 → 1,540 | 2,552 → 2,804 |
| オーステナイト系ステンレス(304) | ≈1,400 → 1,450 | 2,552 → 2,642 |
| オーステナイト系ステンレス (316) | ≈1,375 → 1,400 | 2,507 → 2,552 |
| フェライト系ステンレス (430 / 410) | ≈1,425 → 1,510 | 2,597 → 2,750 |
| 工具鋼(大きく異なる) | 1,350 → 1,550(合金による) | 2,462 → 2,822 |
研究室での融点の測定方法
一般的な実験技術:
-
示差走査熱量測定 (DSC) - 熱流を測定し、相変化(固相線と液相線のピーク)を突き止める。
-
示差熱分析(DTA) - 融解時に吸熱ピークを記録する。
-
高温顕微鏡 - 融解の始まりを視覚的に記録する。
-
融点測定装置とパイロメトリー - 高温合金の場合、制御された雰囲気の中で光学式高温計や熱電対が使用される。
-
カルファド/熱力学モデリング - 組成から相境界を予測し、複雑な合金の固相/液相を生成するためによく使用される。
酸化によって観察される挙動が変化するため、測定には慎重な雰囲気制御(真空または不活性ガス)が必要である。また、サンプルのサイズと加熱速度は見かけの融解範囲に影響する。
工業用溶解:炉と温度制御
鉄鋼はいくつかのタイプの炉で溶解・精錬されるが、それぞれに温度と雰囲気が関係している:
-
電気アーク炉 (EAF) - スクラップの再溶解および合金化制御に使用。特殊鋼や少量バッチ溶解に最適。
-
誘導炉 - クリーンで、少量の加熱に効率的で、温度とミキシングのコントロールが良い。
-
塩基性酸素炉(BOF) - 高炉からの溶銑を鋼に転換する。非常に高い熱流束で操業するが、異なるプロセス目標(炭素除去)がある。
-
キューポラ - 主に鋳鉄に使用され、近代的な製鉄には使用されない。
オペレーターは鋳造のために液相線以上の加熱を目指すが、流動性、ガス発生、凝固速度論を調整するために浴の過熱度(液相線より何度高いか)を制御する。耐火物、炉の雰囲気および脱酸の実施は、溶融物の清浄度と見かけの溶融挙動に強く影響する。
溶接、ろう付け、鍛造 - どのような温度が重要か
製作には 溶解範囲 よりも重要度は低い。 固体 変態温度と 安全作業温度:
-
溶接溶接は、局部的な材料を溶かす。有効な 溶接温度は局部的な液相を超えるが、溶接部の完全 性は、水たまりの化学的性質、希釈度、および冷却 速度に左右される。熱影響部(HAZ)での局部溶融の回避は、 重要な関心事である。
-
ろう付け/はんだ付け母材を溶かさずに接合するために、鋼鉄の固相線より低い融点を持つ金属フィラーを使用する。
-
鍛造熱間鍛造は、融点よりかなり低い温度で行われるが、再結晶範囲(オーステナイト化範囲など)より高い温度で行われる。鋼の場合、鍛造温度は通常、鋼種によるが、~900~1,250℃の範囲である。
融解に近い材料挙動:強度、酸化、微細構造
溶融域に近づくにつれて鋼の機械的強度は 急速に低下し、表面酸化とスケーリングが加速 され、炭化物や他の析出物が溶解または粗大化 する。ステンレス鋼の場合、保護酸化膜は高温で 破壊される。 使用温度限界 は、機械的特性と腐食特性を維持するために、融解温度よりはるかに低く設定されている。BSSAおよびメーカーのデータシートには、融解温度とは異なる推奨最高連続使用温度が記載されている。
規格、試験方法、品質管理
試験や仕様に関する関連規格や参考文献には、以下のものがある:
-
ASTM 化学分析及び溶融関連試験に関する規格(鋼材分析及びインゴット試験に関するASTM規格を参照)。
-
国際標準化機構 鋼材の分類と試験に関する規格。
-
ASMハンドブック と技術的な章では、溶解、炉、熱処理プロセスについて取り上げている。実践的な冶金ラボでは、融解/固相/液相データを報告する際に、校正された熱電対、不活性雰囲気、標準標準物質(SRM)を使用します。
鋳造、リサイクル、安全に関する実践的な注意事項
-
キャスティング低すぎると流動性が悪くなり、高すぎるとガス のピックアップや耐火物の摩耗が増加する。接種剤とフラックスは凝固制御を助ける。
-
リサイクル(スクラップ溶解)組成は様々で、融点のわずかな変化よりも、不純物元素(Cu、Sn、P)のコントロールの方が重要である。
-
安全性鋼鉄の溶解には、溶融金属の危険、スラグ/金属飛散、極度の放射熱が伴う。適切なPPE、継続的な温度監視、ガス制御を使用すること。
便利なクイック換算表 (°C ↔ °F)
表3 - コンバージョン例
| °C | °F |
|---|---|
| 1,350 °C | 2,462 °F |
| 1,375 °C | 2,507 °F |
| 1,400 °C | 2,552 °F |
| 1,425 °C | 2,597 °F |
| 1,450 °C | 2,642 °F |
| 1,475 °C | 2,687 °F |
| 1,500 °C | 2,732 °F |
| 1,525 °C | 2,777 °F |
| 1,538 °C | 2,800 °F(純鉄) |
よくあるご質問
-
Q: 鉄は何度で溶けるのか?
A: グレードによって異なるが、一般的な範囲は以下の通り。 ≈1,370-1,530 °C (2,500-2,800 °F).正確な固相線/液相線値については、各グレードのデータシートを参照のこと。 -
Q: 炭素は鋼の融点を上げるのか下げるのか?
A: 炭素は、Fe-C相関係を変化させる。炭素は、濃度と近傍相に依存して、融解挙動の一部を低下させ、融解範囲を広げることができる。 -
Q: ステンレス鋼は炭素鋼より高融点ですか?
A: 一様ではない-多くのステンレス鋼種は、炭素鋼と同様の温度域で溶融するが、特定の鋼種は異なる(例えば、304~1,400~1,450℃、316はやや低い)。 -
Q: 鋳造にレンジ(固液比)が重要なのはなぜですか?
A: この範囲は、供給と収縮空隙率が発生するムッシーゾーンを定義するもので、ライザーとゲーティングを設計するには、この範囲を知る必要がある。 -
Q: 裏庭の鍛冶場で鉄を溶かすことはできるのか?
A: 完全に溶けた鋼を安全に扱うには、工業炉と厳格な安全システムが必要である。 -
Q: 硫黄やリンのような不純物は溶融にどのような影響を与えるのでしょうか?
A: これらは低融点化合物や脆化相を形成する傾向があり、局所的な溶融温度を低下させ、時には高温短時間の原因となる。 -
Q: 測定の加熱速度は、観測された融解を変えるのか?
A: 標準化された加熱速度は再現性のある実験値を与える。 -
Q: 融点は最高使用温度と同じですか?
A: なぜなら、材料の強度、耐酸化性、クリープによって、使用可能な温度は溶融温度よりもはるかに低くなるからだ。 -
Q: 合金鋼の溶解に最適な炉は?
A: 電気アーク炉と誘導炉が一般的に使用され、規模、エネルギー、制御の必要性に応じて選択される。 -
Q: カスタム合金の正確な固相/液相はどこで見つけることができますか?
A: 熱力学ソフトウェア(CALPHAD)を使用するか、製造者のデータシートを参照するか、または雰囲気を制御した実験室でDSC/DTAを用いて測定する。
最終サマリー
鋼材の「融点」は、合金化学と相平衡によって決定される実用的な間隔です。正確な温度が重要な場合は、鋼種固有のデータと品質管理された測定を使用してください。日常的なエンジニアリング作業では、典型的なバンド 1,370-1,530 °C正確な固相線/液相線については、サプライヤーのデータシートを参照し、単一の温度ではなく、材料の挙動を中心にプロセス(溶解、鋳造、溶接)を設計すること。
