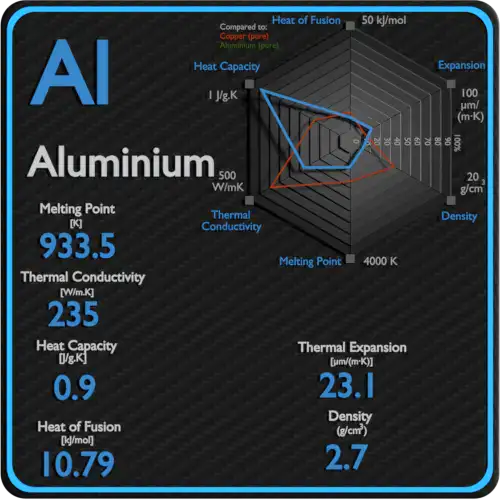
純アルミニウム(Al、99.99%またはテクニカルグレード)の融点は 660.32 °C (933.47 K; 1,220.58 °F).実際のところ、市販のアルミ合金やエンジニアリング合金の溶融範囲は、より低いか、より広い。 500-620 °C まで融解(液相)し終わる。 640-660+ °C組成による。
基本的定義:融点と固液の比較
「融点 "とは通常 純結晶物質の平衡融解温度ここで固相と液相が共存する。純アルミニウムの場合、これは単一の明確に定義された温度です。合金の場合、融解はある範囲にわたって起こる。固相線は融解が始まる(最初の液体が現れる)温度であり、固相線は融解が始まる(最初の液体が現れる)温度である。 リキダス は、融解が完了する(最後の固体が消失する)場所である。加工窓や微細構造は、ある温度で液体がどれだけ存在するかに依存するため、エンジニアリングの実践では、両方の終点が重要である。
純アルミニウムの標準受入値
質の高い情報源は、アルミニウムの融解温度について合意している:
-
NIST/化学ウェブブック であり、熱化学データベースは融合点を~と報告している。933.47 K = 660.32 °C (1,220.58 °F).これは熱物性表で使用される値である。
-
参考文献(CRCハンドブック、RSC周期表、ブリタニカ)には、基本的に同じ数値(660.3℃)が記載されているが、660℃に丸められることもある。
これらの権威ある値は、高精度の熱量測定と融点測定に基づいており、材料データシートのベースラインとなっています。
熱力学的および結晶学的背景
アルミニウムは面心立方(fcc)結晶格子(α-Al)を持ち、融点まで安定である。融解には格子の長距離秩序を破壊する必要がある。フォノンと結合エネルギーのバランスは、液体と固体の間の自由エネルギー差によって熱力学的に記述される。アルミニウムの融解熱は控えめである(≈0.5℃)。 10.7 kJ/mol)であり、耐火性金属に比べて比較的低い溶融温度と一致する。fcc格子は多くのすべり系を提供するため、固体のアルミニウムは溶融に近い状態まで延性がある。
合金元素と不純物が融解挙動をどのように変えるか
合金元素は、熱力学的平衡を変化させることによって融解間隔に影響を与える:
-
メルティングポイントうつ病: 多くの合金元素(Si、Cu、Mg、Zn、Fe)は、Al格子に溶解したり、低融点共晶を形成したりするため、固相線を低下させたり、融域を生じさせたりする。
-
共晶系: 二成分または多成分のAl合金の中には、660 °Cよりかなり低い温度で局所的な液体を生成する共晶反応を示すものがある。例えば、Al-Si鋳造合金は、Si分率によって577℃付近で共晶融解を示す。
-
高純度グレードとテクニカルグレード 超高純度Al (99.999%)は、最もシャープな融解プラトーを示す。微量不純物を含む市販グレードは、融解域の緩やかな広がりを示すことがある。
-
偏析と微細構造: 凝固中、溶質の分配はミクロ偏析を引き起こし、再加熱やはんだ付けの際の局所的な溶融挙動に影響を与える。
工学的な意味合い: 炉や溶接の温度を設定する際は、必ず合金固有の固相線/液相線データ(元素の660.32 °Cではない)を使用してください。
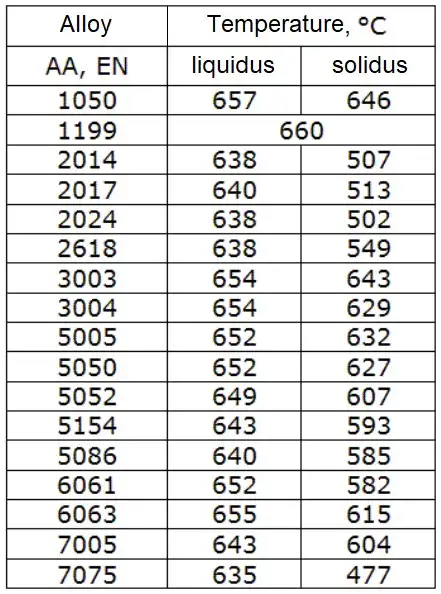
固相線と液相線:選択された合金(表)
純アルミニウム(参考)
| プロパティ | 価値 |
|---|---|
| 融点(Tfus) | 660.32 °C |
| ケルビン | 933.47 K |
| 華氏 | 1,220.58 °F |
| 融解熱 (ΔHf) | ≈ 10.67 kJ/mol |
| 密度(RT付近の固体) | 2.70 g-cm-³ |
一般的なAl合金の代表的な固液比(代表的な範囲)
注:合金の範囲は、組成、温度管理、測定方法、標準によって異なる(合金のデータシートを参照)。
| 合金ファミリー | 典型的な固相 (°C) | 典型的な液性 (°C) | コメント |
|---|---|---|---|
| 1xxx(純Al) | 660 | 660 | 基本的に1点 |
| 2xxx (Al-Cu系、例えば2024) | 502-505 | 635-640 | 金属間化合物による広い溶融間隔 |
| 3xxx(Al-Mn、例えば3003) | ≈ 640 | ≈ 650 | より狭い範囲、加工硬化性 |
| 4xxx(Al-Si鋳造/棒、例えば4032) | 577 | 615 | Al-Si共晶の低融点化 |
| 5xxx(Al-Mg、例えば5083) | ≈ 570-620 | ≈ 625-640 | Mg含有量はレンジに影響する |
| 6xxx(Al-Mg-Si、例えば6061) | ≈ 555-640 | ≈ 640-650 | 代表的な押出合金 |
| 7xxx(Al-Zn、例えば7075) | ≈ 477-610 | ≈ 608-635 | 低融点析出物の可能性 |
| 鋳造合金(Al-Si) | 520-570 | 575-640 | 低温での鋳造流動性が良い |
(上記の範囲は例示であり、正確な固相/液相については、合金供給業者のデータシートまたはASM/アルミニウム協会のシートを参照のこと)。
溶解、鋳造、溶接の実用的な結果
-
鋳造の練習: 溶解と保持のために、鋳物工場は通常、炉の温度を維持する。 50-150 °C 注湯に必要な流動性、脱ガス、過熱を確保するために、合金の液相線より高い温度で保持する必要があります。純アルミニウムの場合、これは鋳造方法と時間にもよりますが、融液を~720~800℃に保持することを意味します。
-
溶接/ろう付け: 局所加熱(TIG、MIGなど)は、接合部近傍の合金の固相線を超えないようにしなければならない。予熱またはインターパス温度は、熱影響部の融解を防ぐために選択される。はんだ付けとろう付けには、融点の低い金属フィラーを使用する。
-
熱処理: 溶体化処理は溶融温度よりかなり低い温度で行われるが、初期溶融(低融点成分が溶融する凝固点付近で起こる)に近づくことなく、微細構造が強化相を溶解するように選択されなければならない。
-
リサイクル: スクラップには鋳造品と展伸材が混在しており、溶融挙動は最も低融点成分や汚染物質(Zn、Pbなど)の存在によって支配されるため、プロセス制御とフラックスが不可欠である。
測定方法、校正、不確かさ
一般的な測定技術:
-
示差走査熱量測定(DSC): 熱流を測定し、少量サンプルの正確なオンセット(固相線)温度とピーク(融解)温度を提供します。トレーサブルな精度を維持するには、校正用標準器(インジウム、亜鉛など)が必要です。
-
示差熱分析(DTA): DSCに似ており、安価だが不確実性が大きい。
-
パイロメトリー/光学的手法: 放射率と校正が重要であり、高温計は内部平衡ではなく表面温度を測定する。
-
融点測定装置/キャピラリー管: 純粋な物質のための伝統的な実験方法。
不確実性の源泉: 試料の純度、加熱速度(加熱速度が高いほど、観測されるオンセッ ト温度が高くなる)、雰囲気(酸化により見かけの温度が上昇する)、装置の校正。高精度が必要な場合は、標準物質を使用し、測定方法と加熱速度を報告する。
相図と共晶現象
相図(二元および多成分)は、与えられた組成と温度でどの相が安定であるかを示します。アルミニウム系の主な特徴
-
Al-Siバイナリー: 共晶温度は純Alよりも著しく低い(Al-Si共晶では≈577 °C)。これが、Al-Si鋳造合金が低い注湯温度と良好な流動性で選ばれる理由である。
-
Al-Cu、Al-Mg、Al-Zn: これらの系は、金属間化合物や複雑な初晶相を示し、強度を高めると同時に、溶融域の複雑さを生み出している。
-
三項相互作用: 実際の工学用合金は多成分であり、相図は計算熱力学(CALPHAD)を用いて液相/固相および析出物形成を予測する。
融解熱、密度変化、融解時の熱物性
プロセスモデリングに重要な数字:
-
融解熱ΔHf: ≈ 10.67 kJ/mol (397 J/g)。
-
密度の変化: 常温での固形アルミニウム密度 ~2.70g-cm-³;溶融すると密度は減少する-典型的な溶融付近の液体密度≈2.37g-cm-³。この収縮/膨張は、鋳造収縮率の計算に重要である。
-
比熱と熱伝導率: 熱伝導率は、固体が液体になると急激に低下する。凝固の正確なモデルには、温度に依存する特性が必要である。
安全性、酸化および炉の雰囲気制御
アルミニウムは容易に酸化する。酸化物層(Al₂O₃)はほぼ瞬時に形成され、清浄なメタルフローに必要な表面溶融を増加させる。実用的な対策:
-
フラックスとドロスコントロール: フラックスとスキミングは酸化物と不純物を除去するが、ドロスには巻き込まれた酸化物が含まれているため、安全に取り扱わなければならない。
-
不活性または還元性雰囲気: 実験室での溶解や特殊合金では、不活性ガス(アルゴン)または還元性雰囲気が酸化を制限する。バルクの鋳造作業では、フラックスと優れた炉設計が標準です。
-
汚染の回避: 溶融金属の近くでは水との接触を避ける(水蒸気爆発の危険)。スラグや融点の低い汚染物質(例えば、亜鉛や鉛による汚染)は、危険な飛散を引き起こす可能性がある。
典型的な工業用セットポイントと制御ストラテジー
鋳造と製錬の実務はパフォーマンス主導である:
-
一般鋳造合金の溶解炉設定温度: 一般的に 700-760 °C合金と希望する過熱度による。
-
保持温度: 取鍋内での時間と暴露に依存する。金属移動のために十分な過熱を維持しつつ、酸化と結晶粒成長を最小限に抑える。
-
継続的なモニタリング: 熱電対(タイプB、S)と光学式パイロメーターが定期的な校正とともに使用される。重要な合金については、鋳造前にサンプル分析で組成を確認します。
測定例(新しい合金の融解データの報告方法)
実験室で鋳造した合金の溶融挙動を報告する場合は、以下を含めること:
-
合金の化学組成(主要元素のwt%)
-
測定方法(DSC/DTA/パイロメーター)と加熱速度
-
観測された固相線と液相線とその不確かさ(例:固相線=578±2℃、液相線=613±2)
-
試料調製と雰囲気(アルゴン、空気)
-
微細構造に関する注記(共晶相、初晶)
-
使用した校正標準器への言及
よくあるご質問
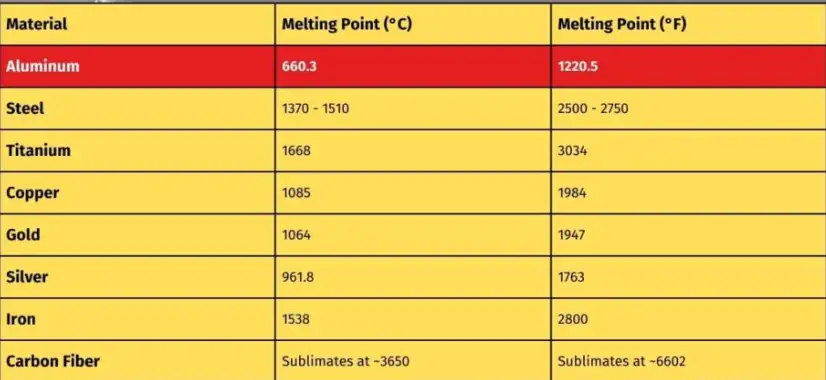
1.純アルミニウムの融点は?
660.32 °C (933.47 K; 1,220.58 °F) はアルミニウムの融解温度である。
2 なぜアルミニウム合金は異なる温度で溶けるのですか?
合金元素や不純物は相平衡を変化させ、共晶を作り出し、温度範囲(固相→液相)で融解する多相の微細構造を作り出す。
3.固液の違いは?
について ソリダス は融解が始まる温度である。 リキダス は融解が完了する場所である。この間では、材料は固体+液体の混合物となる。
4.Al合金を溶解する炉の温度はどのように選べばよいですか?
合金の液相線より高い温度を適切な方法で選択する。 過熱 (通常50~150℃)で、酸化とガスピックアップを最小限に抑えながら流動性を確保する。
5.不純物はアルミニウムの融点を上げるか下げるか?
最も一般的な不純物 下げる 融点降下)、または低融点共晶を生成する。例外は特定の相挙動による。
6.酸化アルミニウム(アルミナ)はアルミニウムの融点と同じですか?
そうだ。 Al₂O₃ (アルミナ) は、金属 Al(≈ 660 °C)よりもはるかに高い温度(~ 2,000 °C)で融解する。酸化物層は融解と鋳造を複雑にするが、元素の融点は変わらない。
7 融点測定の精度は?
実験室でのDSC/DTAは、適切な較正を行えば融解開始温度を±0.5-2℃まで分解できるが、工業的なパイロメトリーでは放射率や表面効果により、より大きな不確かさがある。
8.家庭の電気炉でアルミニウムを溶かすことはできますか?
小規模のアルミ溶解は可能だが、適切な設備(耐火るつぼ、フラックス、換気)が必要である。安全上の危険(高温の金属、ヒューム、水との接触)があるため、訓練を受けていない趣味家には危険である。
9.溶解とアルミニウムのリサイクルとの関係は?
リサイクル・ストリームには合金と汚染が混在しており、溶融挙動は最も溶融性の低い成分や汚染物質(Zn、Pbなど)によって決まるため、品質を維持するためには選別とフラックスが不可欠である。
10.特定の合金の固相線/液相線データはどこで入手できますか?
合金固有の正確な温度データについては、合金のデータシート(アルミニウム協会、ASM、MatWeb、CRC)、査読を受けた位相ダイアグラムのコンパイル、およびCALPHADデータベースを使用してください。
エンジニアのための実用表
変換クイックリファレンス
| 単位 | 価値 |
|---|---|
| K | 933.47 K |
| °C | 660.32 °C |
| °F | 1,220.58 °F |
推奨加工温度
| オペレーション | 合金タイプ | 推奨範囲 |
|---|---|---|
| 溶解(鋳造) | 鋳造Al-Si合金 | 700-760 °C |
| 溶解(鋳造) | 錬合金(リサイクルブレンド) | 720-780 °C |
| 保有(短期) | 一般 | 液相線 + 50-100 °C |
| 溶液処理の注意 | 低融点共晶合金 | 初期の融解を避けるため、≤(固相 - 10 °C)を維持する。 |
ドキュメンテーションのための権威ある注意事項とベストプラクティス
-
常に 測定方法と校正を引用する 融解データを公開する際に
-
契約書や図面で加工温度を指定する場合は、次のように引用する。 ソリダス/リキダス (元素の融点だけでなく)。
-
用途 トレーサブル標準器 合金の挙動が製品の受入れに不可欠である場合は、合金とサプライヤーの証明書が必要である。
制限と注意点
-
公表されている融解値は、以下のように仮定されている。 熱力学的平衡急激な加熱や冷却は、観察される挙動を変化させることがある。
-
わずかな試料の純度差や表面の酸化物が、測定されたオンセットポイントをずらす。
-
多成分系では、二元系相図を超える正確な予測には計算熱力学が必要である。
クロージング・サマリー
純アルミニウムの溶融温度 660.32 °C (933.47 K; 1,220.58 °F).しかし、エンジニアリングの仕事については、そうではない、 合金組成、微細構造、加工履歴 溶融が始まり、完了する実際の温度を決定する。安全な鋳造、溶接、熱処理を実践するためには、以下を参考にしてください。 合金固有の固相線と液相線 公認の規格や供給業者から値を入手し、適切な過熱を施し、雰囲気とドロスの形成を制御する。
