CPM 154 は、クルーシブル工業がクルーシブル粒子冶金 (CPM) プロセスを使用して設計した高級マルテンサイト系ステンレス鋼で、58~62 HRC の優れた加工硬度と、従来の 154CM を上回る均一な炭化物組織を実現します。この合金は440Cの高性能アップグレードとして、またATS-34を粉末冶金法で直接改良したもので、エンジニアや調達専門家にとって、耐摩耗性と被削性の最適な交差点となります。MWalloys社では、一貫した冶金規格を保証するために、認定CPM154を供給しており、工業用食品加工、医療機器、高級刃物に要求される耐食性を維持しながら、研削性、研磨性、靭性において明確な利点を示す材料を提供しています。最も近い CPM 154相当スチール 粉末冶金市場ではRWL-34が、標準154CMとATS-34は従来のインゴットのままである。.
化学組成と冶金構成
CPM 154の性能特性は、その正確な元素配合によって決定される。化学的性質は従来の154CMを反映しているが、粒子冶金プロセスにより、これらの元素がマトリックス全体に均一に分布している。これにより、インゴット鋼によく見られるバンディングや偏析の問題が解消される。.

高いモリブデン含有量が二次硬化反応を促進し、鋼の硬度を維持する。 CPM 154 スチール硬度 製造中や使用中に高温にさらされた後でも。炭素量は、工業用カッターに必要な耐摩耗性を提供する硬質クロム炭化物の析出を保証します。.
お客様のプロジェクトにCPM154鋼材が必要な場合は、MWalloys社までご連絡ください。.
表1:CPM154の公称化学組成(重量%)
| エレメント | シンボル | パーセント(%) | 冶金機能 |
|---|---|---|---|
| カーボン | C | 1.05% | 耐摩耗性のために炭化物を形成する。. |
| クロム | Cr | 14.00% | 耐食性(ステンレス>10.5%)と焼入れ性を提供。. |
| モリブデン | モ | 4.00% | 耐孔食性、靭性、二次硬化性を高める。. |
| マンガン | ムン | 0.50% | 粒組織を微細化し、硬化性を助ける脱酸剤。. |
| シリコン | Si | 0.30% | 溶融時の脱酸に使用。. |
| バナジウム | V | 微量(最大0.4) | 結晶粒の微細化(研磨性を優先するためS30Vより含有量を低くしている)。. |
CPM 154 鋼の硬度と焼戻し反応
正しい結果を出す CPM 154 スチール硬度 は、刃先の寿命を確保するために重要である。この合金は、焼き入れ後すぐに63~64HRCの最高硬度に達することができますが、使用可能な加工硬度は、通常、靭性のバランスをとるために58~62HRCに焼き戻されます。.
硬度に影響を与える要因
最終的な硬度は、オーステナイト化温度と冷却速度に大きく依存する。マルテンサイトを形成させるには、急冷が必要である。CPM154は空気焼入れ鋼であるため、静止空気中でも焼入れ可能ですが、MWalloys社では酸化を最小限に抑え、均一性を最大限に確保するため、正圧窒素による真空焼入れを推奨しています。.
極低温処理も重要な変数である。急冷直後に鋼を-300°F (-184°C) または少なくとも-100°F (-73°C)まで冷却すると、保持されたオーステナイトがマルテンサイトに変化します。この処理により、通常1~2ポイントのHRC硬度が追加され、寸法安定性が大幅に向上します。.
表2:焼戻しデータと硬度
(1950°F/1065°Cでオーステナイト化、ディープフリーズを含む)
| 焼戻し温度 | 硬度(HRC) | 主な用途 |
|---|---|---|
| 400°F (204°C) | 60 - 62 | 手術器具、高級刃物 (耐食性のピーク) |
| 500°F (260°C) | 59 - 61 | 汎用ナイフ、EDCブレード |
| 600°F (316°C) | 57 - 59 | ヘビーデューティー・アウトドア・ツール(タフネス向上) |
| 900°F (482°C) | 58 - 60 | 工業用スリッター(二次硬化ピーク) |
| 1000°F (538°C) | 55 - 57 | ハイインパクト機械部品 |
二次硬化現象
単純な炭素鋼とは異なり、CPM154はモリブデン含有量により二次硬化を示す。高温(約900°F~950°F)で焼戻しすると、硬度は直線的に低下するのではなく、実際に上昇または安定します。このため、軟化しにくいCPM 154は、摩擦切削や高速機械など、工具が高熱にさらされる可能性のある用途に適している。.
CPM 154 鋼材の同等品と市場代替品
材料を調達するには、しばしば代替品の知識が必要となる。そのため CPM 154相当スチール, MWalloysは、お客様のサプライチェーンの継続性を確保するために、これらの選択肢をナビゲートします。MWalloysは、お客様がサプライチェーンの継続性を確保するために、これらの選択肢をナビゲートするお手伝いをします。.
直接粉末冶金に相当:RWL-34
CPM154に最も直接的に相当するのは次の通りである。 RWL-34, スウェーデンのダマスティール社製。RWL-34は、同様の急速凝固粉末(RSP)技術を利用している。RWL-34の化学組成はCPM154とほぼ同じです。両鋼とも、卓越した研磨性、耐食性、熱処理応答性は同じです。メーカーは、研削や熱処理プロトコルを変更することなく、この2つの材料を交換することができます。.
従来のインゴットに相当:154CMおよびATS-34
粒子冶金が支配的になる前, 154CM (クルーシブル)と ATS-34 (日立)が業界標準であった。これらは化学的にはCPM154と同等だが、伝統的なインゴット鋳造で製造されている。.
- 構造: 炭化物が粗く、合金偏析の可能性がある。.
- パフォーマンス 切れ味は似ているが、CPM154よりも靭性が低く、磨きにくい。.
- ステータス これらは一般的に、プレミアムなアップグレードではなく、低価格の代替品と考えられている。.
パフォーマンス比較
相性ではなく、パフォーマンス指標に基づいて同等のものが求められることもある。.
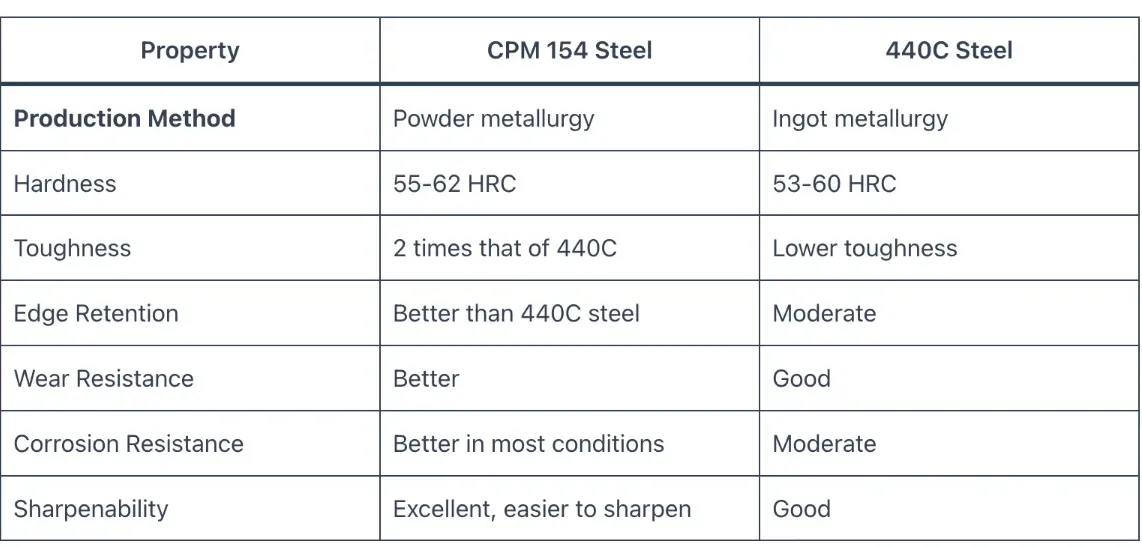
表3:CPM154と一般的な同等品および代替品との比較
| 鋼種 | 製造方法 | 耐食性 | エッジ保持 | タフネス | CPM154との比較 |
|---|---|---|---|---|---|
| CPM 154 | 粒子冶金学 | 高い | 高い | 高い | ベースライン |
| RWL-34 | 粒子冶金学 | 高い | 高い | 高い | 正確な保険料相当額 |
| 154CM | インゴット・キャスト | 高い | 高い | ミディアム | 低靭性/研磨性 |
| ATS-34 | インゴット・キャスト | 高い | 高い | ミディアム | 154CMに相当 |
| 440C | インゴット・キャスト | 高い | ミディアム | 低い | レガシー・スタンダード(劣) |
| CPM S35VN | 粒子冶金学 | 高い | 非常に高い | 非常に高い | スーペリア・アップグレード(高コスト) |
物理的および機械的特性
エンジニアは、応力荷重を計算する際に正確な物理的データを利用しなければなりません。CPM 154は、大きな応力下でも構造的完全性を維持するため、ベアリング用途では440Cよりも好まれます。.
表4:物理的特性
| プロパティ | メトリック値 | インペリアル・バリュー |
|---|---|---|
| 密度 | 7.75 g/cm³ | 0.280ポンド/インチ |
| 弾性係数 | 200 GPa | 29 x 10⁶ psi |
| 熱伝導率 | 16.5 W/m-K | - |
| 熱膨張係数 | 11.0 µm/m°C (20-100°C) | 6.1 x 10-⁶ in/in°F |
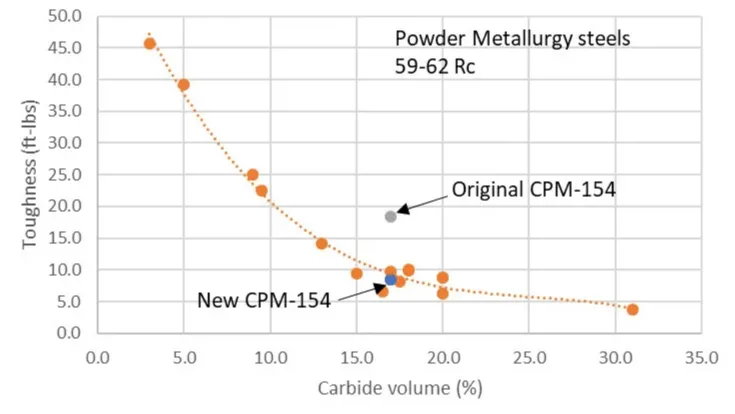
靭性と耐摩耗性の相関関係
CPM 154は、明らかに靭性に優れています。シャルピーCノッチ衝撃試験において、CPM 154は通常58HRCで28ジュール(20ft-lbs)の横方向靭性を示します。これは440Cの約2倍の靭性です。衝撃試験で CPM 154 スチール硬度 を61HRCまで押し下げると、靭性は若干低下するが、同程度の合金含有量の従来型鋳鋼より優れていることに変わりはない。.
耐摩耗性はCATRA試験法で測定されています。CPM 154は、440Cに見られる耐摩耗性の120%から125%を一貫して評価し、研ぎ難くなることなく高性能の範疇に入ります。.
熱処理プロトコル
MWalloys社は、ナイフの刃や工業部品用の鋼を最適化するために、以下のプロトコルを推奨しています。.
オーステナイト化
歪みを最小限に抑えるため、予熱が必要。1400°F(760°C)まで加熱し、均熱する。その後、オーステナイト化温度まで昇温する。標準範囲は1900°F (1038°C)から2000°F (1093°C)である。保持時間は断面の厚さにより30~60分とする。.
焼き入れ
板クエンチ、空冷、または断続オイルクエンチ。寸法安定性と耐食性を最大にするには、真空炉で窒素ガスによる焼き入れが理想的です。焼戻し前に50°C(125°F)以下に冷却する。.
焼戻しガイドライン
二重焼戻しは必須である。高応力用途にはトリプル焼戻しが望ましい。各焼戻しは最低2時間行う。耐食性を維持するためには、800°F以下で焼戻しを行うことが推奨される。これは、クロムリッチな炭化物が形成され、マトリックスの耐食性クロムが減少するのを防ぐためである。.
被削性と研削加工
CPM154は、均一な炭化物構造により、D2や440Cのようなインゴット鋼と比較して工具摩耗が減少するため、機械工に好まれています。研削時に、この鋼はバリできれいな「割れ」を生じます。この特性は、粒子冶金プロセスに直結しており、仕上げ段階で一般的にマイクロチッピングの原因となる大きな炭化物クラスターの形成を防ぎます。.
ケーススタディ食品加工におけるアップタイムの改善
以下のケースは、MWalloysのエンジニアリング・コンサルテーションによって検証された、産業現場におけるCPM154の実用的な適用を示すものである。.
プロジェクト工業用ミートスライサー刃の最適化
場所 米国イリノイ州シカゴ
日付 2024年2月
問題だ: ある大規模食肉加工施設では、高速円形スライサーの刃にD2工具鋼を使用していた。D2は十分な硬度を持つが、刃には2つの重大な問題があった。第一に、食肉タンパク質の酸性の性質が孔食を引き起こした。第二に、D2に含まれる粗大な炭化物が刃先のマイクロチッピングを引き起こし、その結果、頻繁に研ぎが中断されるという問題がありました。.
解決策 MWalloys社はCPM154への移行を推奨した。をターゲットとした熱処理を指定した。 CPM 154 スチール硬度 耐食性を最大にするため、低温焼戻し(400°F)で60HRCに設定されている。.
その証拠に この施設では、既存のD2在庫と並行して、CPM 154ブレードでパイロットラインを稼動させた。メンテナンス・ログには、「研ぎ間時間」(TBS)と90日間にわたる腐食の目視検査が記録されていた。.
結果
- 腐食: CPM 154のブレードでは、孔食はまったく見られなかった。D2ブレードは、すぐに注油しなければ48時間以内に酸化が見られた。.
- アップタイム: TBSは40%増加した。CPM154ブレードは、より微細な超硬構造が、チッピングのない、より薄く安定したエッジ形状をサポートするため、カミソリ刃をより長く維持。.
- コスト削減: CPM154の方が原材料費が高いにもかかわらず、ダウンタイムの削減により、スライス部門は年間15%の純節約を達成した。.
現代製造業における応用
CPM154の汎用性は、様々な分野で機能することを可能にします。MWalloysはこの材料を以下の分野に供給しています:
- カトラリー: フォールディング・ナイフ、ハンティング用フィックスド・ブレード、キッチン・カトラリー。.
- ベアリングとブッシュ 航空宇宙用途の耐食ベアリングレース。.
- プラスチック射出成形金型: 高研磨が可能なため、鏡面仕上げが必要な金型に適している。.
- 工業用カッター: 食品加工用ブレード、繊維用カッター、包装用ナイフ。.
よくある質問 (FAQ)
1.熱処理後のCPM154鋼の代表的な硬度は?
2.CPM154に相当する鋼材として最適なものは?
3.CPM154は錆びやすいですか?
4.CPM154はS30Vより優れているか?
5.CPM154は包丁に使えますか?
6.極低温治療はCPM154にどのような影響を与えますか?
7.CPM154は磁性体ですか?
8.なぜCPM154は440Cより高価なのですか?
9.CPM 154は溶接できますか?
10.CPM154を研ぐのに最適な研磨剤は?
調達とサプライチェーンに関する考察
CPM154を調達する場合、鋼材の出所を確認することは、従来の同等品ではなく、真の粉末冶金製品を確実に受け取るために不可欠です。偽造材料は、しばしば組成を模倣しますが、CPMプロセスを欠いているため、性能が劣ります。.
MWalloysはCPM154を様々な形で提供している:
- シート/プレート 精密研磨または熱間圧延仕上げ。.
- バーの在庫: 機械加工用の丸棒と平棒。.
- カスタムサイズ: 特定のツーリング・ニーズについては、ご要望に応じます。.
エンジニアは、従来のインゴット・バージョンを受け取らないように、設計図に「154鋼」ではなく、「CPM 154」と明確に指定する必要があります。CPM」指定は、必要な靭性と仕上げを実現する粒子冶金微細構造を保証するものです。詳細データシート CPM 154 スチール硬度 特定のカーブの有無 CPM 154相当スチール, MWalloys エンジニアリングサポートチームまでご連絡ください。.
